

Abstract

The manufacturing sector accounts for a large percentage of global energy use and greenhouse gas emissions, and there is growing interest in the potential of additive manufacturing (AM) to reduce the sector’s environmental impacts. Across multiple industries, AM has been used to reduce material use in final parts by 35–80%, and recent publications have predicted that AM will enable the fabrication of customized products locally and on-demand, reducing shipping and material waste. In many contexts, however, AM is not a viable alternative to traditional manufacturing methods due to its high production costs. And in high-volume mass production, AM can lead to increased energy use and material waste, worsening environmental impacts compared to traditional production methods. Whether AM is an environmentally and economically preferred alternative to traditional manufacturing depends on several hidden aspects of AM that are not readily apparent when comparing final products, including energy-intensive and expensive material feedstocks, excessive material waste during production, high machine costs, and slow rates of production. We systematically review comparative studies of the environmental impacts and costs of AM in contrast with traditional manufacturing methods and identify the conditions under which AM is the environmentally and economically preferred alternative. We find that AM has lower production costs and environmental impacts when production volumes are relatively low (below ∼1,000 per year for environmental impacts and below 42–87,000 per year for costs, depending on the AM process and part geometry) or the parts are small and would have high material waste if traditionally manufactured. In cases when the geometric freedom of AM enables performance improvements that reduce environmental impacts and costs during a product’s use phase, these can counteract the higher production impacts of AM, making it the preferred alternative at larger production volumes. AM’s ability to be environmentally and economically beneficial for mass manufacturing in a wider variety of contexts is dependent on reducing the cost and energy intensity of material feedstock production, eliminating the need for support structures, raising production speeds, and reducing per unit machine costs. These challenges are not primarily caused by economies of scale, and therefore, they are not likely to be addressed by the increasing expansion of the AM sector. Instead, they will require fundamental advances in material science, AM production technologies, and computer-aided design software.
Keywords: 3D printing, additive manufacturing, greenhouse gas emissions, industrial decarbonization, green production
Introduction
Almost one-quarter of global greenhouse gas emissions and over one-third of global energy consumption is caused by industry, with the vast majority due directly or indirectly to the manufacturing sector.1−3 Additive manufacturing (AM) has been recognized as a potentially disruptive technology that could dramatically reduce the environmental impacts of manufacturing.4−6 Across multiple industries, AM has been used to reduce material use in final parts by 35–80%,4,7 and recent publications have predicted that AM will enable the fabrication of customized products locally and on-demand, reducing shipping and material waste.5,6
Is AM, however, a viable environmentally preferable alternative to traditional manufacturing methods? And will it become so in the future? The answers depend on several hidden aspects of AM that are not readily apparent when comparing the final form of objects produced with either AM or traditional manufacturing processes. These include the energy intensity of material inputs, material waste during production, and build rates. Additionally, AM faces challenges that may make it economically prohibitive for certain applications even as the technology increases in scale, and so, assessment of the sustainability of AM should consider both economic and environmental considerations.
This Critical Review assesses the economic and environmental impacts of AM in comparison with traditional manufacturing methods, such as machining, pressing, and injection molding, and identifies the conditions under which AM is preferred. We find that the prospect for AM to create distributed manufacturing that would supply locally sourced customized products is limited by the high costs of AM machines and slow production rates. Because the highest cost machine components are already produced at large scale to supply other industries, this barrier will not be reduced by increasing the scale of AM; rather, it will require technological changes in AM processes. Our review finds that, across a wide variety of materials and part geometries, AM has lower environmental impacts than traditional manufacturing processes when production volumes are very low (approximately 1,000 parts per year or less) and the part geometry has a solid-to-envelope ratio of less than 1:7.7,8 We find similar results for the production costs of AM relative to traditional manufacturing although the break-even production volume differs (ranging from 42 to 87,000 parts per year or less depending on the AM modality and part geometry9−14). In cases where AM can shorten supply chains or enable part geometries that provide sufficient performance improvements during the product’s use, such as when lighter weight parts reduce fuel consumption in automotive and aerospace applications, these can counteract the higher production costs and environmental impacts, making AM preferable at larger production volumes.
We review emerging advances in material science, AM production technologies, and design optimization that could change the equation for AM and make it the lower cost and lower environmental-impact alternative for mass manufacturing in a wider variety of areas. We find that environmental and economic sustainability are synergistic for AM: advances that improve the environmental impacts of AM also improve production costs. Developing AM technologies and optimization techniques that eliminate support structures that contribute to material waste, new approaches to reduce AM machine and postprocessing costs, and material production methods that are cheaper and less energy intensive could make AM the economically and environmentally preferred choice for many mass manufacturing applications in the future.
Common AM Processes
When a part is produced using AM, material feedstock, often in the form of a powder, wire, or liquid, is deposited and solidified to create a solid part. There are many different AM processes, defined by the type of material feedstock and the form, energy, and sequence of deposition and solidification. As of 2020, over 2.1 million units of AM machines were globally shipped with material extrusion and vat photopolymerization constituting the largest shares, and powder bed fusion (PBF) and directed energy deposition (DED) are anticipated to grow in the future.15,16
Material extrusion feeds melted plastic such as ABS and PLA through one or more nozzles and uses a layer-by-layer deposition and cooling process that is relatively simple and less expensive than other AM processes.17 Vat photopolymerization solidifies liquid photopolymer using UV lasers, which can produce thin and fine shapes of parts.18 DED and PBF, on the other hand, deposit metallic feedstock (e.g., powder or wire) that is heated together to form an object. PBF lays down a volume of powder metal in an enclosed chamber and selectively heats the powder into a 3D part, most commonly with electron beam melting (EBM) or laser-based systems such as Direct Metal Laser Sintering (DMLS). DED directly deposits feed material (either powder or wire) and melts the material together using a laser, electron beam, or plasma arc. Wire-fed or powder-fed DED can produce parts with much larger size than other AM modalities, but PBF offers higher resolution when making metal parts compared to DED.19
Economic and Environmental Advantages of AM
Environmental Advantages of AM
An advantage of AM processes is that they do not require tooling to form parts into their desired shape, unlike many traditional manufacturing methods such as injection molding, die casting, forging, and stamping. The elimination of tooling reduces environmental impacts by eliminating environmental emissions and waste embodied in the tooling supply chain. For example, injection molding requires high energy consumption to manufacture molds. Using AM eliminates this energy consumption, significantly reducing the greenhouse-gas emissions for the lifecycle of products.7,20
A second advantage of AM is that its geometric freedom has the potential to reduce environmental impacts when supply chains can be shortened to produce customized products or when significantly less material is wasted compared to traditional manufacturing. For example, Vallourec has collaborated with RAMLAB in the port of Rotterdam to produce replacement parts of a waterbushing on site for maintenance rather than shipping in the products.21 The weight of the final part is half that of the traditionally manufactured part, and they have reduced emissions by 45% compared to conventional machining and forging processes.
Production Cost Advantages of AM
The ability to eliminate tooling and have increased geometric freedom with AM is a benefit not only for environmental impacts but also for production costs. In traditional manufacturing processes, the tooling itself has to be machined, and it often comprises a large percentage of production costs. For example, for injection molding or die casting, tooling costs can be over 80% of total production costs.10,11 AM eliminates these costs.
The elimination of tooling and the geometric freedom of AM allows it to produce a variety of parts without substantially increasing unit costs. This contrasts strongly with molding, pressing, and stamping in which a fixed geometry must be produced at high production volume in order to overcome the tooling costs, and the geometry must be fixed early in the product design process to begin manufacturing the tooling.11
The geometric freedom of AM enables customization of product size and shape to suit heterogeneous customer preferences and allows manufacturers to much more rapidly pivot product designs to reflect changes in market demand.22 It also enables production of complex parts that would require high-cost finishing operations using traditional manufacturing methods. AM has economic advantages over machining processes when a part has high structural complexity.23 For example, geometries such as lattice structures, which create lightweight yet strong parts, are very difficult to produce with traditional manufacturing methods and generally require assembly of many separate components24 or require their shapes to be optimized for traditional manufacturing methods (such as CNC) that introduce additional manufacturability constraints, making the final parts bulkier compared to their AM counterparts.25−27 With AM, they can be produced relatively easily as one solid structure within the same process.
Hidden Economic and Environmental Costs of AM
While AM has the potential to reduce environmental impacts and production costs, it can also increase them due to energy-intensive and costly material inputs, material waste during production, high machine costs, and slow rates of production. We discuss the factors that can cause AM materials, machines, and processes to increase production costs and environmental impacts of AM relative to traditional manufacturing methods.
Environmental Disadvantages of AM
AM material feedstock such as metal and polymer powders is more energy intensive than those in traditional manufacturing processes because the material production processes require additional process steps to fabricate the material, and, particularly for metal powder production, the processes can consume large amounts of energy.7,13 For example, AM metal powder is produced by atomization processes where metal ingot, billet, or wire is fed into a furnace or chamber and broken down into small drops of liquid metal using water, gas, or plasma, which cool into powder.28 Material production for powder-fed AM has the highest energy consumption and environmental impacts compared to other product lifecycle stages from cradle to gate.29−34 The higher energy consumption increases damages to human health, ecosystems, and resource availability.35 Relatively high reject rates in AM production compared to traditional manufacturing4 further increase the overall environmental impacts associated with material production because of the lost material.
The slow production rate of AM is another disadvantage that increases environmental impacts because of the energy consumption necessary to run the AM machines for this amount of time. Producing an aeronautical turbine using EBM-PBF requires 15.6 h per part as opposed to only 5.9 h using milling. As a result, EBM-PBF consumes 25% more energy than milling (from 27.5 to 34.4 kWh).36 Many AM processes also require relatively longer postprocessing operations to remove support structures and smooth the surface finish and perform additional postprocessing steps such as heat treatment, wire electrical discharge machining (EDM), hot isostatic pressing (HIP), and shot peening.4 An increase in postprocessing leads to additional environmental impacts. Faludi et al. showed that adding a wire EDM process for postprocessing increases energy consumption in metal PBF production by 36–49%.37
Finally, powder-bed AM can cause human health and toxicity concerns when operators are exposed to risks of inhaling ultrafine particles. Microplastics or metal powders that are released during production may cause adverse health effects when inhaled into human respiratory systems.38 Different types of polymer materials emit ultrafine particles under 100 nm, and the particle emission rate between 106 and 1012 per minute is observed in material extrusion processes.39 Graff et al., Ljunggren et al., and Noskov et al. found that AM production workers are exposed to metal nanoparticles as small as 1–2 μm.40−42 Pre- and postprocessing steps that cannot be automatically performed within a sealed chamber are a major source of inhalation exposure.38
Production Cost Disadvantages of AM
Producing the feed material needed for AM is more costly than the feedstock for certain traditional manufacturing methods, particularly in the case of metal powders.43 Metal powders for powder bed fusion (PBF) are about 5 to 10 times more expensive than the raw materials required in traditional manufacturing processes.4,10 This is caused by two factors. First, AM feedstock is smaller than that used for traditional manufacturing, which requires additional processing steps. For example, AM metal powder is produced from a feedstock of metal ingot, billet, or wire,28 whereas certain traditional manufacturing methods can use an ingot, billet, or wire directly as feedstock. Second, AM processes specify that the powder size should be consistent, and only 30–50% of the powder formed from atomization meets the given conditions on size and shape.44
A cost-premium also exists for polymer powders used for AM. While polymer powder AM feedstock is much less expensive than metal, it can be over 30 times more costly than the feedstock for traditional polymer manufacturing methods such as injection molding.10 This occurs because the powder size for polymer AM is much smaller and requires tighter tolerances on size and shape compared to the granulate formation for injection molding.
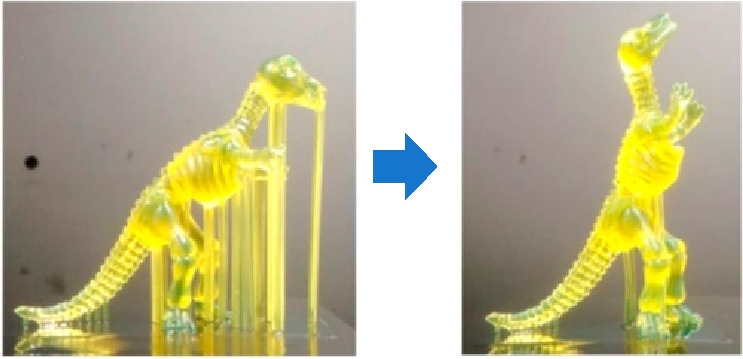
In addition to higher material costs, support structures that are needed to prevent distortion of an AM part before it solidifies raises production costs. For most AM processes, 3D geometries with overhangs, bridges, or holes require support structures to be built below these features simultaneously with building the part. As shown in Figure 1, these support structures increase the amount of material use, often significantly above the material in the final part. They then must be removed from the object through milling, filing, cutting, or other operations that can be time-consuming, substantially increasing production costs. In many cases, support structures typically result in wasted feedstock material as they are not reusable and have to be discarded after removal if not recyclable.45 In Kantareddy et al., the support structures increased production costs by 172%.46
Figure 1.

Wing bracket for Airbus A350 XWB jets: (a) original geometry for traditional manufacturing, (b) novel geometry for AM, and (c) AM part with support structures.48 Left images reprinted with permission from AirBus. Copyright 2017 AirBus Operations. Right image reprinted with permission from ref (48). Copyright 2022 Springer.
Another driver of AM production costs relative to traditional manufacturing methods are postprocessing steps. The removal of support structures and the layer-by-layer build process causes AM parts to have rougher surfaces than many traditional manufactured processes.49,50 The poor surface finish can negatively affect mechanical properties such as fatigue and prevent a part from meeting tolerance specifications. Postprocessing steps, such as machining or polishing, are required to improve the surface finish, which further increase production costs.45
Finally, at low and medium production volumes (e.g., less than 100,000 units per year), the cost required for the AM machines are larger than CNC Mills, Crank Presses, and other traditional manufacturing machines.9,10 This is in large part because AM requires significantly more machine time than traditional manufacturing methods, and therefore, the per-unit machine cost is much higher. As seen in Atzeni et al., even when the production volume exceeds 100,000 parts per year, the amortized machine cost comprises about 59% of the unit cost for polymer AM parts.10 This contrasts with injection molded parts, in which machine cost comprises 2.1% of unit costs.10 Because of the high machine costs, the extent to which parts are packed in the machine volume is an important decision in AM and must be balanced with the risks of build failure such as postbuild part rejection, material failure, or outright build failure due to parts being packed too closely together.51
The highest cost machine components are those that heat and fuse the material, for example, the lasers and scanner systems.52,53 These components are already produced at large volumes for other industries, such as semiconductors and microprocessing,52,54 and so are not likely to benefit from cost reductions from economies of scale as AM production increases.
AM’s high machine costs and slow production rates call into question whether the technology can cost-effectively create local production of customized products as was previously envisioned.53 A recent analysis found that, while AM could theoretically be used to create distributed production, centralized manufacturing is still economically preferable because the AM machine costs are too costly and the AM process is too slow using current AM processes.53
Does AM Reduce the Environmental Impacts and Costs of Mass Manufacturing?
To assess the environmental and economic impact of AM, we conducted a systematic review of comparative studies of AM and traditional manufacturing processes with respect to environmental and economic impacts. The objectives of the review were to assess literature that (1) directly compared AM and traditional manufacturing on the same part, (2) included quantitative assessment of the environmental and/or economic impacts, (3) was peer-reviewed, and (4) was published (relatively) recently so that the findings are relevant to contemporary AM capabilities. Based on these goals, the procedure for article collection and selection was first codified and then performed as follows. First, articles were collected from Scopus and Web of Science that were published since 1990 with titles or abstracts that include “additive manufacturing” or “3D printing” as well as one of the following keywords or phrases: “environmental”, “life cycle assessment”, “LCA”, “sustainability”, “sustainable”, “economic”, “cost”, or “business”. We then narrowed this set based on the criteria that the article must include a quantitative comparison of the economic costs or the environmental inventories or impacts between AM and traditional manufacturing. This eliminated papers like Conner et al., who provided a qualitative assessment of AM.55 From the first step of the collection procedure, we found over 2000 journal and conference papers. In the second step, this set was narrowed to 28 articles that met the criteria.
Tables 1 and 2 review comparisons of environmental impacts and production costs of AM and traditional manufacturing from the literature review. Injection molding and CNC machining are the most common manufacturing processes compared to AM in the literature because the market size of injection molding and CNC machining is larger than other manufacturing methods of plastic and metal products.56,57 The specific AM process chosen in each study was selected based on requirements for material, size, geometry, and functionality of printed parts and include powder-fed DED, wire-fed DED, PBF-DMLS, PBF-SLM, PBF-EBM, Binder Jetting (BJ), material extrusion, PolyJet, SLS, and vat photopolymerization. The parts studied range from small parts that are 1 in. (25.7 mm) in length to large industrial parts that are 3.2 feet (980 mm) long. The parts are produced from a variety of polymers and metals.
Table 1. Comparison of Environmental Impacts between Additive Manufacturing and Traditional Manufacturinga.
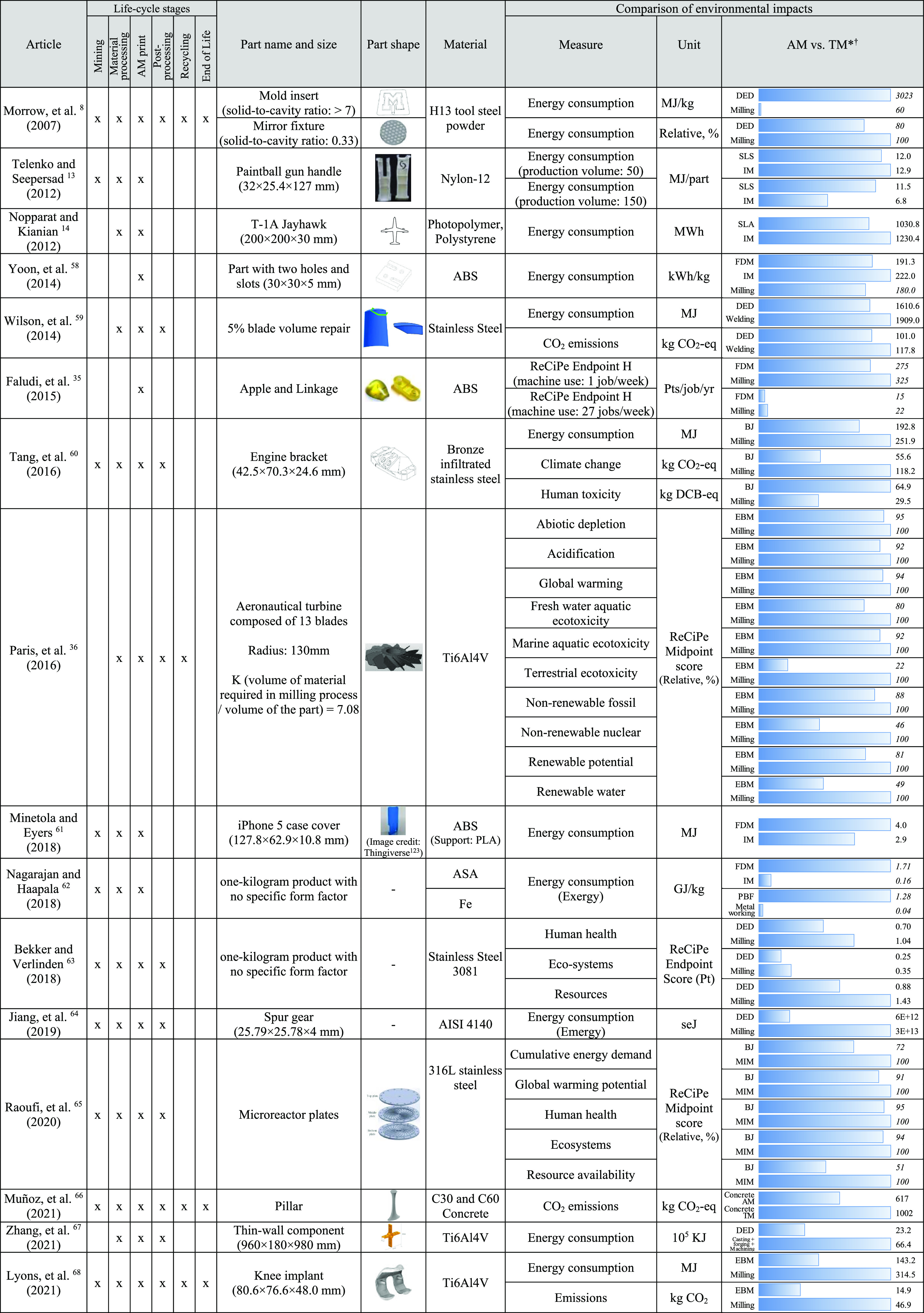
Morrow et al.8 Figures: Reprinted with permission from Elsevier. Copyright 2007 Elsevier. Telenko and Seepersad13 Figure: Reprinted with permission from Emerald Publishing Limited. Copyright 2012 Emerald Publishing Limited. Wilson et al.59 Figure: Reprinted with permission from Elsevier. Copyright 2014 Elsevier. Faludi et al.35 Figure: Reprinted with permission from Emerald Publishing Limited. Copyright 2015 Emerald Publishing Limited. Tang et al.60 Figure: Reprinted with permission from Elsevier. Copyright 2016 Elsevier. Paris et al.36 Figure: Reprinted with permission from Elsevier. Copyright 2016 Elsevier. Minetola and Eyers61 Figure: Reprinted with permission from Thingiverse. Copyright 2012 Thingiverse. Raoufi et al.65 Figure: Reprinted with permission from Elsevier. Copyright 2020 Elsevier. Muñoz et al.66 Figure: Reprinted with permission from Springer. Copyright 2021 Springer. Zhang et al.67 Figure: Reprinted with permission from Elsevier. Copyright 2021 Elsevier. Lyons et al.68 Figure: Reprinted with permission from Springer. Copyright 2021 Springer.
The maximum length of the bar is set to the largest value in each comparison group.
The values in italic mean approximate values read from the graphs in the references.
Table 2. Comparison of Economic Impacts between Additive Manufacturing and Traditional Manufacturinga.
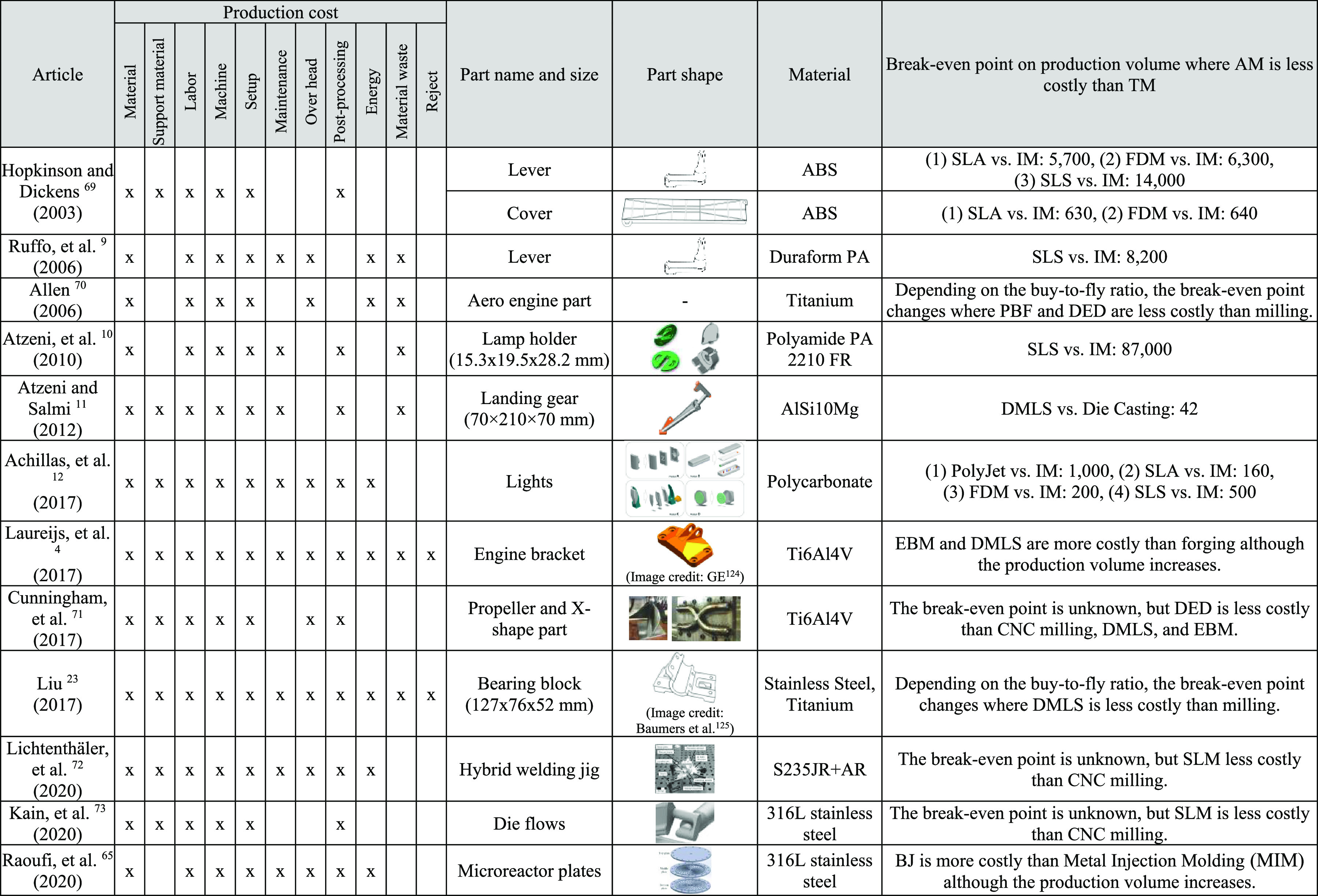
Atzeni et al.10 Figures: Reprinted with permission from Emerald Publishing Limited. Copyright 2010 Emerald Publishing Limited. Atzeni and Salmi11 Figure: Reprinted with permission from Springer Nature. Copyright 2012 Springer Nature. Achillas et al.12 Figures: Reprinted with permission from Taylor & Francis. Copyright 2017 Taylor & Francis. Laureijs et al.4 Figure: Reprinted with permission from GrabCAD. Copyright 2017 GrabCAD. Cunningham et al.71 Figures: Reprinted with permission from Elsevier. Copyright 2017 Elsevier. Liu23 Figure: Reprinted with permission from John Wiley and Sons. Copyright 2017 John Wiley and Sons. Lichtenthäler et al.72 Figure: Reprinted with permission from Springer Nature. Copyright 2020 Springer Nature. Kain et al.73 Figure: Reprinted with permission from Elsevier. Copyright 2020 Elsevier. Raoufi et al.65 Figure: Reprinted with permission from Elsevier. Copyright 2020 Elsevier.
A total of 16 studies analyzed the environmental inventories or impacts of a part when it is produced using AM in comparison to when it is produced using traditional manufacturing methods.8,13,14,35,36,58−68 Several of these studies (6 in total) excluded material extraction and/or end-of-life recycling or disposal in the study scope. Most of these studies compared production of the same part made with the same material for both the AM and traditional manufacturing case and accounted for differences in material scrap by using either total material used or the embodied energy and/or CO2 emissions in total material inputs as an indicator. As a result, we would expect the exclusion of material extraction and end-of-life to minimally affect the conclusions of these comparative studies. Ten of the studies excluded material production and/or postprocessing steps from the study scope. Unlike material extraction and end-of-life, these stages differ substantially across AM and traditional manufacturing processes. AM often requires additional postprocessing steps, such as hot isostatic pressing to relieve residual stress.4 In addition, the material feedstock for AM is generally more energy intensive to produce than that of traditional processes such as injection molding or milling.7,13 As a result, analyses that omit material production and/or postprocessing steps from the study scope are likely to underestimate the comparative lifecycle environmental impacts of AM. In addition to reviewing the findings across all studies, we investigate whether excluding the studies that omit material production or postprocessing steps affects the review but do not find that it changes the findings presented below (see the Supporting Information for further details).
The majority of the studies take a lifecycle inventory approach focusing on energy consumption and/or CO2-eq emissions. Bekker and Verlinden and Faludi et al. assess end-point environmental indicators, weighing across 10 impact categories following ReCiPe.35,63 Paris et al. and Raoufi et al. use midpoint indicators following ReCiPe.36,65 Of the 6 studies that assessed multiple environmental indicators, 5 found consistent results in terms of which manufacturing process had lower environmental inventories or impacts across all indicator categories. The one exception is Tang et al., which found that although BJ had lower energy consumption and CO2-eq emissions compared to milling, it had a higher effect on human toxicity (in terms of kg DCB-eq) because BJ uses large amounts of bronze, which has higher toxicity impacts during extraction.60 While other studies found that AM had lower human health or toxicity impacts compared to traditional manufacturing methods, it is important to note that they did not account for exposure of production workers to inhalation of ultrafine particles, which may significantly affect health effects, particularly when measures are not taken in the manufacturing facility to mitigate these risks.38 (See the Supporting Information for a more in-depth discussion.)
A total of 12 studies analyzed the production costs of a part when it is produced using AM in comparison to when it is produced using traditional manufacturing methods.4,9−12,23,65,69−73 All include part material, labor, setup, and machine costs in their production cost models. Laureijs et al. and Liu are the most comprehensive in terms of additionally accounting for support material, postprocessing steps, rejected parts, material waste, labor, maintenance, and overhead costs.4,23 Out of the 12 studies, 7 do not include maintenance or overhead costs, which may modestly underestimate the relative costs of AM compared to traditional manufacturing due to the longer machine time required for AM. Four of the studies exclude support material and/or post processing steps, which may significantly underestimate the costs of AM. In identifying the range of break-even production volumes where AM is the lower cost alternative, the upper bound was determined from a study that did not include support structures, and therefore, the upper bound should be interpreted as an estimate most appropriate for part geometries and manufacturing practices that require little to no support structures. Further details about the methods, scope, and findings of the individual studies are discussed in the Supporting Information.
Cases Where AM Is Economically and Environmentally Preferable
When Production Volumes Are Low
Because injection molding requires tooling that is unnecessary in AM, AM has lower environmental impacts when production volumes are very low. Telenko and Seepersad found that using SLS to produce a paintball gun handle had lower energy consumption at a volume of 50 units per year.13 However, when production volume is raised to 150 units per year, injection molding results in lower embodied energy of the part. This is because the SLS process consumes more energy than injection molding, and the energy intensity of the tooling is spread over a larger number of parts. The specific “break even” production volume at which injection molding will have lower lifecycle energy consumption or GHG emissions than AM depends on the part geometry and the specific AM process. For example, London et al. found that the multi jet fusion (MJF) process is less energy intensive than SLS, resulting in a break-even production volume with respect to GHG emissions of 700 for producing a LCD screen using MJF compared to injection molding.74
The elimination of tooling also leads to lower production costs using AM rather than injection molding when running smaller volume or customized production.9,12,69 As illustrated in Table 2, the break-even point is between 40 and 87,000 depending on the AM process, the part geometry and material, and the presence of support structures. For higher production volumes, AM is less cost-effective than injection molding. Hopkinson and Dicknes found that producing a cover made of ABS using stereolithography (SLA) or fused deposition modeling (FDM) was cheaper than injection molding if the production volume was lower than 630–640 units.69 At the other end of the scale, Atzeni et al. found that producing a lamp holder made of PA 2210 FR using SLS (with no support structures) was cheaper than injection molding up to 73,000–87,000 units.10 An economic comparison of PBF and CNC milling for bearing block production shows that PBF is less costly than CNC milling when the production volume is less than 5,000, but the break-even point shifts depending on part geometry.23
When Traditional Parts Have High Material Waste
Tables 1 and 2 show that the geometries of parts affect the environmental impacts and production costs of AM and traditional manufacturing. In certain cases, AM can offer lower environmental impacts and lower costs at high production volumes when the part would have high material waste if traditionally manufactured. Nopparat and Kianian found that AM results in parts with lower embodied energy than injection molding if the rate of material waste in injection molding is higher than AM due to the large and complex runner system for injection molding.14 In their case, a scale model of a T-1A Jayhawk produced at 500,000 units per year by injection molding consumed 1,230 MWh of energy over the material processing and manufacturing lifecycle stages whereas producing the parts from SLA consumed 1,030 MWh. The lower energy consumption for AM in this case is because the part is small and so a smaller volume of support structures is required during AM, whereas many runners are required for injection molding that leads to relatively large material waste and high runner material cost.75
When AM is compared to manufacturing methods that produce a part from stock material, such as machining or forging, the “solid to envelope” ratio can be used to judge material waste.76 The solid-to-envelope ratio, also referred to as the solid-to-cavity volume, is the ratio of final part volume to the empty volume within the bounding box of a part. Thus, the ratio is an estimate of how much material is wasted in the manufacturing process. In aerospace, the inverse of the solid-to-envelope ratio is used as a common metric, called the buy-to-fly ratio (BTF).8 In aerospace applications, the average BTF ratio is typically lower than 1:10, meaning less than 10% of raw materials remain in the final parts.7,8
Paris et al. used the ratio of the volume of material required in the milling process to part volume (i.e., the inverse of the solid-to-envelope ratio) to characterize parts.36 As seen in Table 1, when the ratio is over 7, PBF has lower environmental impacts than CNC milling for each of the following ten impact categories: abiotic depletion, acidification, global warming, fresh water aquatic ecotoxicity, marine aquatic ecotoxicity, terrestrial ecotoxicity, nonrenewable fossil consumption, nonrenewable nuclear consumption, renewable potential, and renewable water. For example, they found that the environmental impacts of using EBM-PBF to produce aeronautical turbines are reduced by 5–51% compared to milling when the stock to part ratio is over 7. Morrow et al. find comparable results: a solid-to-cavity volume ratio of 1:7 leads to higher energy consumption using DED than CNC milling, whereas when the ratio is 1:3, DED has lower energy consumption than milling.8
Similar results are found with respect to the cost-effectiveness of AM. As shown in Table 2, Allen found that using current capabilities of PBF and DED had lower production costs than milling components with a solid-to-envelope ratio of about 1:12.70 Allen projected that this ratio could be lowered to about 1:3 for future additive manufacturing systems with improved laser power conversion efficiency, faster deposition rate (e.g., 2 kg/h), powder usage efficiency, and lower powder cost (e.g., 10–20% of current powder cost).70
When AM Enables Use-Phase Performance Advantages
When AM can enable novel geometry that reduces lifecycle environmental impacts and costs through the product’s use, these may offset higher production impacts and costs. A number of applications of AM for light-weighting aircraft and automotive components have found that they reduce lifecycle environmental impacts and costs because of reduced fuel consumption during the product’s use.4,7,77,78 Huang et al. showed that using AM to produce a range of aircraft components across the U.S. commercial aircraft fleet could lead to a reduction of 70–173 million GJ/year of energy use by 2050, 95–98% of which is due to use-phase fuel savings by producing AM components that are between 5% and 95% lighter weight than their traditionally manufactured counterparts.7 Laureijs et al. estimated that producing aircraft engine brackets with EBM and DMLS as opposed to forging leads to reductions in aircraft fuel cost that outweigh the higher production costs because it enables the parts to be 80% lighter.4
In addition to producing lightweight parts, AM can also enable use-phase energy savings by enabling higher performance components that are used in energy generation. Recently, GE optimized the combustion system of the air-cooled H-class gas turbine by using metal AM, and the efficiency of the gas turbine increased from 63.7% to 64.0% (which is a meaningful increase for gas turbines). GE announced that the gas turbines can be used by over 70 cycle power plants and the increased efficiency of the turbine will lead to millions in fuel savings for customers globally.79
When Supply Chains Can Be Shortened
AM can potentially shorten the length of supply chains by eliminating intermediate production steps.20,53,80,81 In cases where this supply chain simplification causes sufficient reduction of the environmental impacts and costs associated with transportation and supplier operations, it can tip the scales to make AM the environmentally and economically preferred alternative. For example, Airbus transports raw aluminum from Pittsburgh to Taiwan to produce the composite panels of the A320 aircraft. The composite panels are then transported to Toulouse, France and assembled into the final product. When AM is employed, on the other hand, the raw materials are transported directly to Toulouse to produce the final products. If the parts of the A320 are produced through AM in 2050, it is expected to reduce transport energy to 1.22 PJ/year.20
Future Developments That Could Change the Equation for AM
Under the aforementioned cases, AM is currently environmentally and economically preferred to traditional manufacturing. In other cases, AM has higher environmental impacts and costs because of expensive and energy intensive material inputs, additional support structures and postprocessing steps to remove the supports, and slow production rates, particularly for high production volumes. For AM to be a sustainable alternative for mass manufacturing, technological advances are needed in computer-aided design, materials production, and use of materials in AM processes. We review recent research in these areas and identify advances that could make it the lower cost and environmental impact alternative at higher production volumes.
Topology Optimization
Topology optimization can significantly reduce the solid-to-envelope ratios for AM parts and support structures.82−85 Commonly used topology optimization methods can minimize the volume of material used while maintaining stiffness and compliance constraints86,87 or minimizing the compliance while maintaining constraints on volume fraction.83 Recent advances have allowed optimization of porous infills, such as honeycomb,88 grid-patterns,89 variable-density periodic lattice,90 or rhombic cells91 to further reduce material use.
Huang et al. reviewed topology optimized AM components in aerospace and found that the AM parts reduce material use by 35–65% compared to their traditionally manufactured counterparts.7 This reduces material costs and has a direct benefit on machine costs as well: less material means less build time, which lowers machine costs. The energy consumption of the optimized AM part was also reduced by 59–91%. For example, the weight of an A320 nacelle hinge bracket for AM production was reduced from 918 to 326 g.92 These material reductions lead to reductions in embodied energy of the part as well as manufacturing time, postprocessing steps, and transportation throughout the supply chain.
As shown in Figure 2, if we assume that the weight is reduced by up to 65% through topology optimization of the product,7 it increases the break-even production volume between AM and traditionally manufacturing methods. For example, for the cost model defined by Ruffo et al., the break-even point shifts from 10,500 to 18,000 parts.9
Figure 2.
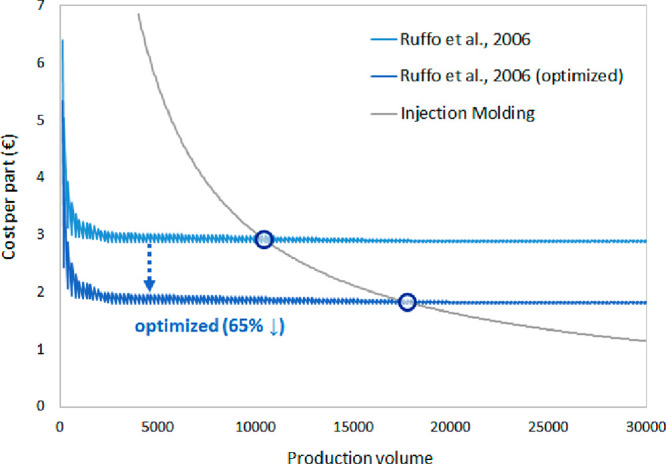
Impact of topology optimization on production costs.
Similarly, topology optimization of products for AM would shift the break-even production volume for which AM has lower environmental impacts than traditional manufacturing processes. Assuming the same 65% weight savings from topology optimization, we calculate that the lifecycle energy consumption of a nylon paintball gun handle from Telenko and Seepersad’s LCI study reduces such that SLS has lower lifecycle energy consumption than injection molding at a production volume of 150 per year (Figure 3).13 In contrast, the break-even point using the original part weight was only approximately 50 per year.
Figure 3.
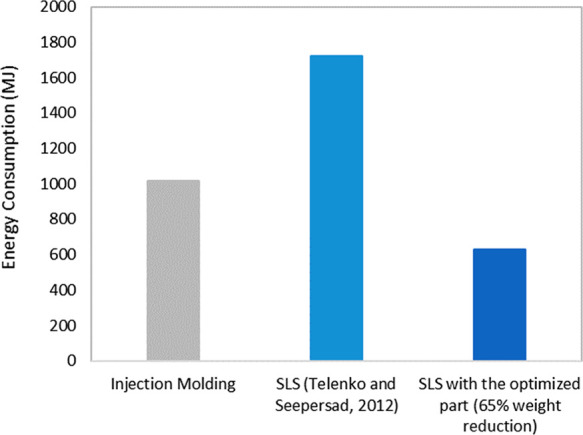
Impact of topology optimization on lifecycle energy use.
Dissolvable Support Structures
Further development and adoption of multimaterial AM has the potential to significantly reduce the environmental impacts and production costs of AM.45,49 Hopkins et al., Ni et al., Hildreth et al., and Lefky et al. showed that the production costs in AM can be reduced by selecting support materials that are dissolvable or easily removed.49,93−95 For polymer AM, the dissolvable support structures such as PVA (poly(vinyl alcohol)) and HIPS (high-impact polystyrene) can be utilized; for instance, PVA is quickly dissolved in water, so using water-soluble materials can contribute to significantly reducing postprocessing costs to remove support structures.45,94 For metal AM, Hildreth et al. suggested using dissolvable carbon steel supports for the powder-fed DED process, which would reduce the use of the more energy-intensive powder feedstock.95 Lefky et al. showed that the use of dissoluble support structures could also save labor and machining costs required to remove support structures (e.g., $900-$4,000 for interlocking stainless steel rings, depending on part complexity).49
Alternatives for Support Structures
AM processes that allow for reusable alternatives for support structures can cut down both the environmental impacts and costs of these materials. For example, Xu et al. developed a programmable build platform with dynamically controlled metal pins that can support plastic parts printed using material extrusion.96 They found that the reusable pins reduce supporting materials by 64.7% on average (ranging from 22.6% to 100%) and reduce production time by 63% on average compared to conventional material extrusion processes.96
Recent research using support baths for polymer or metal AM has been conducted by Hinton et al. and Yu et al.97,98 Support baths are reusable and can act as support structures by stabilizing printing parts. Hinton et al. utilized a hydrophilic Carbopol support bath to print polydimethylsiloxane (PDMS) polymers, and Yu et al. suggested a supporting method using the self-healing hydrogel to print liquid metals into macroscopic 3D structures.97,98
AM Processes That Do Not Require Support Structures
Some AM processes such as BJ do not require support structures, but BJ needs “setters” that are used to prevent the deformation under the part’s weight during sintering.99 The setters should be carefully designed to be compatible with part geometry because of part shrinkage issues during high-temperature sintering processes, but the setters can be made of materials such as ceramics that are less energy intensive and costly than metal AM feedstock, thus giving BJ an environmental and economic advantage compared to metal AM processes that require significant support structures.99
Self-supporting Structures
Methods have been developed to produce part geometries that are self-supporting, thus eliminating the environmental impacts and costs associated with support structures. Leary et al. suggested an automated method to modify topologically optimal geometries for enabling support-free additive manufacturing in the case of FDM, and they showed that the total material consumption and build time of self-supporting structures are less than those of topologically optimal geometries without self-supporting in cantilever beam examples.100 The build time and material consumption were reduced by 54.4% (from 5.7 to 2.6 h) and 38.8% (from 89.7 to 54.9 cm3), respectively. Hu et al. developed a method of modifying a given part topology by adjusting the angles and shapes of features to meet minimum overhang constraints to be self-supporting.101Figure 4 shows the optimized geometry and build orientation of the printed part.
Figure 4.
Example of self-supporting structures from Hu et al.101 Reprinted with permission from ref (101). Copyright 2015 Elsevier.
Recent studies have extended self-supporting algorithms to incorporate overhang constraints directly into topology optimization.102−104 These methods create density filters that enforce the overhang constraint at every iteration of the topology optimization. They accomplish this by defining the density of any element as a function of the densities of other elements that can support it based on finite element meshes,102 spatial density gradients,104 or searching for elements in a defined support region.103 An advantage of these methods is they find the self-supporting geometry that minimizes production cost, time, and/or structural compliance or maximize eigenfrequency, rather than relying on posthoc modifications to the geometry.102−105
Advances in Material Production
Reducing the energy consumption and costs to produce AM materials would significantly improve AM’s environmental and economic competitiveness with traditional manufacturing processes. This is particularly an issue with powder feedstock from high-cost metals such as titanium, where materials can account for 33–58% of lifecycle energy consumption and 20–77% of costs.7,23,68,72,106 For polymer AM, although materials make up a smaller percentage of lifecycle energy consumption and production costs, AM feedstock can still be 1.4–2.1 times the energy intensity and 3.6–15.4 times the cost of injection molding feedstock.10,13,61,107
The minerals from which titanium is processed contain large amounts of oxygen, which is reduced for smelting before processing the titanium as a powder or wire stock for AM. Excess oxygen retained in the titanium feedstock compromises ductility and fracture toughness and is more common in powder than the larger stock required for machining, casting, or forging.108,109 This contributes to the high cost of AM feed stock as the yield for titanium powder is low. Potential developments of smelting processes may lower these costs by reducing the oxygen content in titanium powder and producing highly spherical powders. The Armstrong process allows titanium tetrachloride to be reduced to titanium at low temperatures and results in relatively low amounts of oxygen in powders.110,111 Because of the lower temperatures and higher powder yield, the process reduces the energy intensity and cost of titanium feed stock for AM. Peter et al. found that energy consumption was cut by 53.4% from 355 to 165 MBtu/ton.110
The Hydride-Dehydride (HDH) process utilizes the chemically reversible reaction between titanium and hydrogen.112,113 This process hydrogenates titanium feedstock in atmospheric hydrogen pressure, and the titanium hydride is milled into powder. As shown in Figure 5, compared to other methods using gas or plasma atomization, the HDH process can produce low-cost titanium powders even though the process still has some issues with irregular particle shapes.112
Figure 5.

Micrographs of Ti-6Al-4 V powders using the (a) Kroll process, (b) Armstrong process, and (c) HDH process.114 Reprinted with permission from ref (114). Copyright 2018 Maney Publishing.
Fueling gas and plasma atomization processes with less carbon intensive sources of energy would reduce the lifecycle CO2 emissions of AM relative to traditional manufacturing methods such as machining. As decarbonization of industrial processes evolves, switching to alternative sources of energy, such as hydrogen, biomass, or fossil fuels with carbon capture and sequestration may be possible.
Advances in polymer AM feedstock would also help to improve the competitiveness of AM compared to traditional manufacturing methods such as injection molding. Common feedstock for polymer AM includes liquid-type materials (e.g., for vat photopolymerization), powder types (e.g., for SLS), and filament types for material extrusion. In the case of SLS powder feedstock, the cost is over 15 times that of injection molding feedstock.10 Current requirements for SLS polymer powders are that they are spherical and have distributed particle size, flowability, infrared absorption, low zero viscosity, and low surface tension, which increase the cost of powder production.115,116 Due to the plastic or viscoelastic material behavior of polymers, grinding to produce polymer powders is costly and energy intensive.115 Developing advanced powder production methods such as wet grinding, rounding, and dry coating to improve powder flowability will lead to cost reduction and energy savings of SLS feedstock.115
Increasing the recycled material in AM feedstock could lower the production costs and environmental impacts of AM if future advances are made to limit the effects of recycled content on material properties. Whether the quality and flow characteristics of AM feedstock and the resulting mechanical properties of the AM part are degraded depends on many factors, including the specific material, the AM modality, and processing parameters. In certain contexts, the tensile strength and ultimate strength of AM parts have been found to degrade more quickly with the number of recycling cycles faster than for injection molded parts.117 Recent research has investigated how altering the blend of materials and additives can mitigate this degradation of mechanical properties.118 Another potentially promising route is to include recycled content in the gas atomization process during powder production, which in the case of AISI 316L powder was found to slightly improve tensile strength and maintain the same processability as compared with primary powder.119
Reducing AM Machine Build Time and Energy Use
Because of their slower build times, AM machines tend to result in higher energy consumption and CO2 emissions than conventional manufacturing machines to produce their parts, and more machines are needed to produce parts at the same rate, increasing overall machine costs. Laureijs et al. showed that the metal AM machine cost accounts for 20–44% of amortized production costs for DMLS and EBM parts.4
Powering AM facilities with lower-carbon sources of electricity would help to reduce the CO2 emissions of AM. If AM facilities are sited in locations where the marginal CO2 emissions of electricity are lower than facilities producing tooling for traditional manufacturing methods such as casting and injection molding, this could increase the production volume for which AM has lower lifecycle CO2 emissions relative to the traditional manufacturing method.
Increasing build speed would serve to reduce CO2 emissions, energy use, and machine costs associated with AM. One potential route to reducing AM build time is to use multilaser AM machines, which can build multiple parts at once and thus reduce total build times and energy use of producing the parts. Recently, SLM solution launched a 12-laser metal PBF machine, which is around 20 times faster than a single-laser machine and results in significantly less energy consumption and capital costs than 12 single-laser machines.120 Whether multilaser machines reduce overall energy consumption and costs depends on the number of lasers, laser power, part size, and process parameters.121 Additionally, using multiple moving lasers during build creates unknown effects on microstructural properties and defect rates that could undermine the advantages.122 Further development is needed to address these effects and demonstrate that total production time and energy use accounting for rejected parts is improved in practice.
Conclusions
While AM parts tend to have lower weight and material use in their final form, they have higher environmental impacts and costs associated with more hidden aspects of production that are not apparent in the final part, such as support structures, postprocessing, and expensive and energy-intensive feedstocks. These impacts are not caused by economies of scale and therefore are not likely to be addressed by increasing use of AM. We review comparative studies of the environmental impacts and production costs of AM relative to traditional manufacturing processes across a wide variety of product applications, materials, and part geometries. We find that AM has lower environmental impacts when production volumes are very low (approximately 1,000 parts per year or less) unless the part geometry has a solid-to-envelope ratio of 1:7 or above. The higher relative environmental impacts and production costs of AM at large production volumes can be offset by one or more of the following factors: (1) the parts are small and have geometries with high material waste in traditional manufacturing; (2) AM offers performance advantages that reduce lifecycle environmental impacts and costs; (3) portions of the supply chain are able to be eliminated, reducing the environmental impacts and costs associated with transportation and facility operations. Future advances in material production, topology optimization, reusable support structures, self-supporting structures, and AM process improvements that speed up printing time while mitigating defects could potentially tip the scales so that AM has lower environmental and economic impacts than traditional manufacturing in a wider set of contexts. Concentrating AM research and development on these goals would serve to improve both the economic and environmental advantages of AM in a wider set of contexts.
The Critical Review also highlights three important considerations for studies comparing the environmental or economic impacts of AM in comparison to traditional manufacturing methods. First, when assessing whether a part should be produced using AM, the study should use the redesigned part with the geometry optimized for AM as the comparison part. Second, material production, support structures, and postprocessing steps such as removal of support structures, heat treatment, and any necessary machining or surface treatment steps should be included in the analysis to avoid significantly underestimating the environmental impacts and/or production costs of AM. Third, when the application involves significant energy use during the use phase that could be affected by the part geometry or manufacturing process, LCA and lifecycle costing approaches should be used that include the use phase as well as upstream lifecycle stages. Finally, the review shows that the type of manufacturing process that has lower lifecycle energy consumption and CO2 emissions tends to also have lower impacts with respect to other ecosystem and resource availability indicators, such as water use, acidification, and aquatic and terrestrial ecotoxicity. However, AM may have higher human toxicity impacts even when it has lower impacts across all other categories. Based on the review, we recommend that comparative studies of AM and traditional manufacturing methods include at least lifecycle energy consumption and/or CO2 emissions, human toxicity, and lifecycle cost as comparison metrics.
Acknowledgments
The authors are grateful for financial support from the Manufacturing Futures Institute, the PA Manufacturing Innovation Program, and the Artificial Intelligence Enabled Additive Manufacturing Program. We would also like to thank Hongrui Chen and Aditya Joglekar for contributing to useful discussions of the work.
Supporting Information Available
The Supporting Information is available free of charge at https://pubs.acs.org/doi/10.1021/acs.est.2c04927.
Additional details about the methods, scope, and data sources for the studies reviewed (PDF)
The authors declare no competing financial interest.
Supplementary Material
References
- IEA . World Energy Outlook 2020; IEA: Paris, France, 2020. [Google Scholar]
- IPCC . Climate Change 2021: The Physical Science Basis. Contribution of Working Group I to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2021. [Google Scholar]
- IPCC . Climate Change 2014: Mitigation of Climate Change. Contribution of Working Group III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2014. [Google Scholar]
- Laureijs R. E.; Roca J. B.; Narra S. P.; Montgomery C.; Beuth J. L.; Fuchs E. R. H. Metal additive manufacturing: Cost competitive beyond low volumes. Journal of Manufacturing Science and Engineering 2017, 139 (8), 081010 10.1115/1.4035420. [DOI] [Google Scholar]
- Poelma J.; Rolland J. Rethinking digital manufacturing with polymers. Science 2017, 358 (6369), 1384–1385. 10.1126/science.aaq1351. [DOI] [PubMed] [Google Scholar]
- MacDonald E.; Wicker R. Multiprocess 3D printing for increasing component functionality. Science 2016, 353 (6307), aaf2093. 10.1126/science.aaf2093. [DOI] [PubMed] [Google Scholar]
- Huang R.; Riddle M.; Graziano D.; Warren J.; Das S.; Nimbalkar S.; Cresko J.; Masanet E. Energy and emissions saving potential of additive manufacturing: the case of lightweight aircraft components. Journal of Cleaner Production 2016, 135, 1559–1570. 10.1016/j.jclepro.2015.04.109. [DOI] [Google Scholar]
- Morrow W. R.; Qi H.; Kim I.; Mazumder J.; Skerlos S. J. Environmental aspects of laser-based and conventional tool and die manufacturing. Journal of Cleaner Production 2007, 15 (10), 932–943. 10.1016/j.jclepro.2005.11.030. [DOI] [Google Scholar]
- Ruffo M.; Tuck C.; Hague R. Cost estimation for rapid manufacturing-laser sintering production for low to medium volumes. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2006, 220 (9), 1417–1427. 10.1243/09544054JEM517. [DOI] [Google Scholar]
- Atzeni E.; Iuliano L.; Minetola P.; Salmi A. Redesign and cost estimation of rapid manufactured plastic parts. Rapid Prototyping Journal 2010, 16 (5), 308–317. 10.1108/13552541011065704. [DOI] [Google Scholar]
- Atzeni E.; Salmi A. Economics of additive manufacturing for end-usable metal parts. International Journal of Advanced Manufacturing Technology 2012, 62, 1147–1155. 10.1007/s00170-011-3878-1. [DOI] [Google Scholar]
- Achillas C.; Tzetzis D.; Raimondo M. O. Alternative production strategies based on the comparison of additive and traditional manufacturing technologies. Int. J. Prod Res. 2017, 55 (12), 3497–3509. 10.1080/00207543.2017.1282645. [DOI] [Google Scholar]
- Telenko C.; Seepersad C. C. A comparison of the energy efficiency of selective laser sintering and injection molding of nylon parts. Rapid Prototyping Journal 2012, 18 (6), 472–481. 10.1108/13552541211272018. [DOI] [Google Scholar]
- Nopparat N.; Kianian B.. Resource Consumption of Additive Manufacturing Technology; Blekinge Institute of Technology: Karlskrona, Sweden, 2012. [Google Scholar]
- BCC Research . Global markets for 3D printing; IAS102C; BCC Research, 2018. [Google Scholar]
- Grand View Research . 3D printing market size, share & trends analysis report by material, by component (hardware, services), by printer type (desktop, industrial), by technology, by software, by application, by vertical, and segment forecasts, 2020–2027; Grand View Research: San Francisco, CA, 2020. [Google Scholar]
- Gibson I.; Rosen D.; Stucker B.; Khorasani M.. Material Extrusion. In Additive Manufacturing Technologies; Gibson I.; Rosen D.; Stucker B.; Khorasani M., Eds.; Springer International Publishing, 2021; pp 171–201. [Google Scholar]
- Gibson I.; Rosen D.; Stucker B.; Khorasani M.. Vat Photopolymerization. In Additive Manufacturing Technologies; Gibson I., Rosen D., Stucker B., Khorasani M., Eds.; Springer International Publishing, 2021; pp 77–124. [Google Scholar]
- Gibson I.; Rosen D.; Stucker B.; Khorasani M.. Directed Energy Deposition. In Additive Manufacturing Technologies; Gibson I., Rosen D., Stucker B., Khorasani M., Eds.; Springer International Publishing, 2021; pp 285–318. [Google Scholar]
- Verhoef L. A.; Budde B. W.; Chockalingam C.; Nodar B. G.; van Wijk A. J. M. The effect of additive manufacturing on global energy demand: An assessment using a bottom-up approach. Energy Policy 2018, 112, 349–360. 10.1016/j.enpol.2017.10.034. [DOI] [Google Scholar]
- Vallourec . Worldwide premiere in the manufacturing of offshore equipment; 2021. https://www.vallourec.com/en/all-news/group-additive-manufacturing-total-waterbushing-worldwide-premiere (accessed 2021-09-14).
- Tofail S. A. M.; Koumoulos E. P.; Bandyopadhyay A.; Bose S.; O’Donoghue L.; Charitidis C. Additive manufacturing: scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21 (1), 22–37. 10.1016/j.mattod.2017.07.001. [DOI] [Google Scholar]
- Liu Z.Economic comparison of selective laser melting and conventional subtractive manufacturing processes. M.S. Thesis, Northeastern University, Boston, MA, 2017. [Google Scholar]
- Helou M.; Kara S. Design, analysis and manufacturing of lattice structures: an overview. International Journal of Computer Integrated Manufacturing 2018, 31 (3), 243–261. 10.1080/0951192X.2017.1407456. [DOI] [Google Scholar]
- Chen Y.; Lu J.; Wei Y. Topology optimization for manufacturability based on the visibility map. Computer-Aided Design and Applications 2016, 13 (1), 86–94. 10.1080/16864360.2015.1059199. [DOI] [Google Scholar]
- Florea V.; Pamwar M.; Sangha B.; Kim I. Y. 3D multi-material and multi-joint topology optimization with tooling accessibility constraints. Structural and Multidisciplinary Optimization 2019, 60 (6), 2531–2558. 10.1007/s00158-019-02344-1. [DOI] [Google Scholar]
- Mirzendehdel A. M.; Behandish M.; Nelaturi S. Topology optimization with accessibility constraint for multi-axis machining. Comput-Aided Des 2020, 122, 102825. 10.1016/j.cad.2020.102825. [DOI] [Google Scholar]
- Chen G.; Zhao S. Y.; Tan P.; Wang J.; Xiang C. S.; Tang H. P. A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder technology 2018, 333, 38–46. 10.1016/j.powtec.2018.04.013. [DOI] [Google Scholar]
- Dotchev K.; Yusoff W. Recycling of polyamide 12 based powders in the laser sintering process. Rapid Prototyping Journal 2009, 15 (3), 192–203. 10.1108/13552540910960299. [DOI] [Google Scholar]
- Kianian B.; Larsson T. C.. Additive manufacturing technology potential: A cleaner manufacturing alternative. In ASME 2015 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Boston, MA, 2015.
- Minetola P.; Eyers D. R.. Additive manufacturing as a driver for the sustainability of short-lifecycle customized products: The case study of mobile case covers. In Sustainable Design and Manufacturing 2017, Bologna, Italy, 2017.
- Yosofi M.; Kerbrat O.; Mognol P.. Framework to combine technical, economic and environmental points of view of additive manufacturing processes. In 25th CIRP Life Cycle Engineering (LCE) Conference, Copenhagen, Denmark, 2018.
- Sauerwein M.; Doubrovski E. L. Local and recyclable materials for additive manufacturing: 3D printing with mussel shells. Materials Today Communications 2018, 15, 214–217. 10.1016/j.mtcomm.2018.02.028. [DOI] [Google Scholar]
- Singh N.; Singh R.; Ahuja I. P. S.; Farina I.; Fraternali F. Metal matrix composite from recycled materials by using additive manufacturing assisted investment casting. Composite Structures 2019, 207, 129–135. 10.1016/j.compstruct.2018.09.072. [DOI] [Google Scholar]
- Faludi J.; Bayley C.; Bhogal S.; Iribarne M. Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyping Journal 2015, 21 (1), 14–33. 10.1108/RPJ-07-2013-0067. [DOI] [Google Scholar]
- Paris H.; Mokhtarian H.; Coatanéa E.; Museau M.; Ituarte I. F. Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Annals 2016, 65 (1), 29–32. 10.1016/j.cirp.2016.04.036. [DOI] [Google Scholar]
- Faludi J.; Baumers M.; Maskery I.; Hague R. Environmental impacts of selective laser melting: do printer, powder, or power dominate?. Journal of Industrial Ecology 2017, 21 (S1), S144–S156. 10.1111/jiec.12528. [DOI] [Google Scholar]
- Kolb T.; Schmidt P.; Beisser R.; Tremel J.; Schmidt M. Safety in additive manufacturing: Fine dust measurements for a process chain in Laser beam melting of metals. RTejournal - Forum für Rapid Technologie 2017, 1, 1. [Google Scholar]
- Ding S.; Wan M. P.; Ng B. F. Dynamic Analysis of Particle Emissions from FDM 3D Printers through a Comparative Study of Chamber and Flow Tunnel Measurements. Environ. Sci. Technol. 2020, 54 (22), 14568–14577. 10.1021/acs.est.0c05309. [DOI] [PubMed] [Google Scholar]
- Graff P.; Ståhlbom B.; Nordenberg E.; Graichen A.; Johansson P.; Karlsson H. Evaluating measuring techniques for occupational exposure during additive manufacturing of metals: A pilot study. Journal of Industrial Ecology 2017, 21 (S1), S120–S129. 10.1111/jiec.12498. [DOI] [Google Scholar]
- Ljunggren S. A.; Karlsson H.; Ståhlbom B.; Krapi B.; Fornander L.; Karlsson L. E.; Bergström B.; Nordenberg E.; Ervik T. K.; Graff P. Biomonitoring of metal exposure during additive manufacturing (3D printing). Safety and Health at Work 2019, 10 (4), 518–526. 10.1016/j.shaw.2019.07.006. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Noskov A.; Ervik T. K.; Tsivilskiy I.; Gilmutdinov A.; Thomassen Y. Characterization of ultrafine particles emitted during laser-based additive manufacturing of metal parts. Sci. Rep. 2020, 10, 20989. 10.1038/s41598-020-78073-z. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Simpson T. W.Additive manufacturing with wire; 2019; https://www.mmsonline.com/articles/additive-manufacturing-with-wire (accessed 2021-09-14).
- Niu X.; Singh S.; Garg A.; Singh H.; Panda B.; Peng X.; Zhang Q. Review of materials used in laser-aided additive manufacturing processes to produce metallic products. Frontiers of Mechanical Engineering 2019, 14 (3), 282–298. 10.1007/s11465-019-0526-1. [DOI] [Google Scholar]
- Jiang J.; Xu X.; Stringer J. Support structures for additive manufacturing: a review. Journal of Manufacturing and Materials Processing 2018, 2 (4), 64. 10.3390/jmmp2040064. [DOI] [Google Scholar]
- Kantareddy S. N.; Maranan V.; Simpson T. W.; Palmer T.; Dickman C. J.. Application of topology optimization and design for additive manufacturing guidelines on an automotive component. In ASME 2016 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Charlotte, NC, USA, 2016.
- Annamaria G.; Massimiliano B.; Francesco V. Laser polishing: a review of a constantly growing technology in the surface finishing of components made by additive manufacturing. International Journal of Advanced Manufacturing Technology 2022, 120 (3), 1433–1472. 10.1007/s00170-022-08840-x. [DOI] [Google Scholar]
- Lefky C. S.; Zucker B.; Wright D.; Nassar A. R.; Simpson T. W.; Hildreth O. J. Dissolvable supports in powder bed fusion-printed stainless steel. 3D Printing and Additive Manufacturing 2017, 4 (1), 3–11. 10.1089/3dp.2016.0043. [DOI] [Google Scholar]
- Gockel J.; Sheridan L.; Koerper B.; Whip B. The influence of additive manufacturing processing parameters on surface roughness and fatigue life. International Journal of Fatigue 2019, 124, 380–388. 10.1016/j.ijfatigue.2019.03.025. [DOI] [Google Scholar]
- Baumers M.; Holweg M. On the economics of additive manufacturing: Experimental findings. Journal of Operations Management 2019, 65 (8), 794–809. 10.1002/joom.1053. [DOI] [Google Scholar]
- Piili H.; Happonen A.; Väistö T.; Venkataramanan V.; Partanen J.; Salminen A. Cost estimation of laser additive manufacturing of stainless steel. Physics Procedia 2015, 78, 388–396. 10.1016/j.phpro.2015.11.053. [DOI] [Google Scholar]
- Bonnin Roca J.; Vaishnav P.; Laureijs R. E.; Mendonca J.; Fuchs E. R.H. Technology cost drivers for a potential transition to decentralized manufacturing. Additive Manufacturing 2019, 28, 136–151. 10.1016/j.addma.2019.04.010. [DOI] [Google Scholar]
- Gaurav S. G.Lasers for Industrial Applications: Global markets; PHO005B; BCC Research, 2016. [Google Scholar]
- Conner B. P.; Manogharan G. P.; Martof A. N.; Rodomsky L. M.; Rodomsky C. M.; Jordan D. C.; Limperos J. W. Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Additive Manufacturing 2014, 1–4, 64–76. 10.1016/j.addma.2014.08.005. [DOI] [Google Scholar]
- BCC Research . Injection molding: Global markets and technologies; PLS089B; BCC Research, 2021. [Google Scholar]
- BCC Research . Machine tool manufacturing: Global markets to 2020; MFG039A; BCC Research, 2018. [Google Scholar]
- Yoon H.-S.; Lee J.-Y.; Kim H.-S.; Kim M.-S.; Kim E.-S.; Shin Y.-J.; Chu W.-S.; Ahn S.-H. A comparison of energy consumption in bulk forming, subtractive, and additive processes: Review and case study. International Journal of Precision Engineering and Manufacturing-Green Technology 2014, 1 (3), 261–279. 10.1007/s40684-014-0033-0. [DOI] [Google Scholar]
- Wilson J. M.; Piya C.; Shin Y. C.; Zhao F.; Ramani K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. Journal of Cleaner Production 2014, 80, 170–178. 10.1016/j.jclepro.2014.05.084. [DOI] [Google Scholar]
- Tang Y.; Mak K.; Zhao Y. F. A framework to reduce product environmental impact through design optimization for additive manufacturing. Journal of Cleaner Production 2016, 137, 1560–1572. 10.1016/j.jclepro.2016.06.037. [DOI] [Google Scholar]
- Minetola P.; Eyers D. Energy and cost assessment of 3D printed mobile case covers. Procedia CIRP 2018, 69, 130–135. 10.1016/j.procir.2017.11.065. [DOI] [Google Scholar]
- Nagarajan H. P. N.; Haapala K. R. Characterizing the influence of resource-energy-exergy factors on the environmental performance of additive manufacturing systems. Journal of Manufacturing Systems 2018, 48, 87–96. 10.1016/j.jmsy.2018.06.005. [DOI] [Google Scholar]
- Bekker A. C. M.; Verlinden J. C. Life cycle assessment of wire+ arc additive manufacturing compared to green sand casting and CNC milling in stainless steel. Journal of Cleaner Production 2018, 177, 438–447. 10.1016/j.jclepro.2017.12.148. [DOI] [Google Scholar]
- Jiang Q.; Liu Z.; Li T.; Cong W.; Zhang H.-C. Emergy-based life-cycle assessment (Em-LCA) for sustainability assessment: a case study of laser additive manufacturing versus CNC machining. International Journal of Advanced Manufacturing Technology 2019, 102 (9–12), 4109–4120. 10.1007/s00170-019-03486-8. [DOI] [Google Scholar]
- Raoufi K.; Manoharan S.; Etheridge T.; Paul B. K.; Haapala K. R. Cost and environmental impact assessment of stainless steel microreactor plates using binder jetting and metal injection molding processes. Procedia Manufacturing 2020, 48, 311–319. 10.1016/j.promfg.2020.05.052. [DOI] [Google Scholar]
- Muñoz I.; Alonso-Madrid J.; Menéndez-Muñiz M.; Uhart M.; Canou J.; Martin C.; Fabritius M.; Calvo L.; Poudelet L.; Cardona R. Life cycle assessment of integrated additive–subtractive concrete 3D printing. International Journal of Advanced Manufacturing Technology 2021, 112 (7), 2149–2159. 10.1007/s00170-020-06487-0. [DOI] [Google Scholar]
- Zhang H.; Huang C.; Wang G.; Li R.; Zhao G. Comparison of energy consumption between hybrid deposition & micro-rolling and conventional approach for wrought parts. Journal of Cleaner Production 2021, 279, 123307. 10.1016/j.jclepro.2020.123307. [DOI] [Google Scholar]
- Lyons R.; Newell A.; Ghadimi P.; Papakostas N. Environmental impacts of conventional and additive manufacturing for the production of Ti-6Al-4V knee implant: a life cycle approach. International Journal of Advanced Manufacturing Technology 2021, 112 (3), 787–801. 10.1007/s00170-020-06367-7. [DOI] [Google Scholar]
- Hopkinson N; Dicknes P Analysis of rapid manufacturing—using layer manufacturing processes for production. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science 2003, 217 (1), 31–39. 10.1243/095440603762554596. [DOI] [Google Scholar]
- Allen J.An investigation into the comparative costs of additive manufacture vs. machine from solid for aero engine parts. In Cost Effective Manufacture via Net-Shape Processing; Neuilly-sur-Seine, France, 2006. [Google Scholar]
- Cunningham C.; Wikshåland S.; Xu F.; Kemakolam N.; Shokrani A.; Dhokia V.; Newman S. Cost modelling and sensitivity analysis of wire and arc additive manufacturing. Procedia Manufacturing 2017, 11, 650–657. 10.1016/j.promfg.2017.07.163. [DOI] [Google Scholar]
- Lichtenthäler K.; Bergweiler G.; Kampker A.; Hollah A.; Leimbrink S.. Additive manufacturing for cost efficient hybrid welding jigs. In the 10th International Conference on Engineering, Project, and Production Management, 2020.
- Kain M.; Calaon M.; Pedersen D. B.; Tosello G. On the implementation of metal additive manufacturing in the tooling process chain for polymer profile extrusion. Procedia CIRP 2020, 93, 26–31. 10.1016/j.procir.2020.03.141. [DOI] [Google Scholar]
- London M. B.; Lewis G. M.; Keoleian G. A. Life cycle greenhouse gas implications of multi jet fusion additive manufacturing. ACS Sustainable Chem. Eng. 2020, 8 (41), 15595–15602. 10.1021/acssuschemeng.0c04845. [DOI] [Google Scholar]
- Ribeiro I.; Peças P.; Henriques E. Incorporating tool design into a comprehensive life cycle cost framework using the case of injection molding. Journal of Cleaner Production 2013, 53, 297–309. 10.1016/j.jclepro.2013.04.025. [DOI] [Google Scholar]
- Watson J. K.; Taminger K. M. B. A decision-support model for selecting additive manufacturing versus subtractive manufacturing based on energy consumption. Journal of Cleaner Production 2018, 176, 1316–1322. 10.1016/j.jclepro.2015.12.009. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Kellens K.; Mertens R.; Paraskevas D.; Dewulf W.; Duflou J. R. Environmental impact of additive manufacturing processes: does AM contribute to a more sustainable way of part manufacturing?. Procedia CIRP 2017, 61, 582–587. 10.1016/j.procir.2016.11.153. [DOI] [Google Scholar]
- Böckin D.; Tillman A.-M. Environmental assessment of additive manufacturing in the automotive industry. Journal of Cleaner Production 2019, 226, 977–987. 10.1016/j.jclepro.2019.04.086. [DOI] [Google Scholar]
- General Electric . HA technology now available at industry-first 64% efficiency; General Electric, 2017. https://www.ge.com/news/press-releases/ha-technology-now-available-industry-first-64-percent-efficiency (accessed 2021-04-18).
- Tuck C.; Hague R.; Burns N. Rapid manufacturing: impact on supply chain methodologies and practice. International Journal of Services and Operations Management 2007, 3 (1), 1–22. 10.1504/IJSOM.2007.011459. [DOI] [Google Scholar]
- Kellens K.; Baumers M.; Gutowski T. G.; Flanagan W.; Lifset R.; Duflou J. R. Environmental dimensions of additive manufacturing: mapping application domains and their environmental implications. Journal of Industrial Ecology 2017, 21 (S1), S49–S68. 10.1111/jiec.12629. [DOI] [Google Scholar]
- Liu J.; Gaynor A. T.; Chen S.; Kang Z.; Suresh K.; Takezawa A.; Li L.; Kato J.; Tang J.; Wang C. C. L.; et al. Current and future trends in topology optimization for additive manufacturing. Structural and Multidisciplinary Optimization 2018, 57 (6), 2457–2483. 10.1007/s00158-018-1994-3. [DOI] [Google Scholar]
- Mirzendehdel A. M.; Suresh K. Support structure constrained topology optimization for additive manufacturing. Comput-Aided Des 2016, 81, 1–13. 10.1016/j.cad.2016.08.006. [DOI] [Google Scholar]
- Meng L.; Zhang W.; Quan D.; Shi G.; Tang L.; Hou Y.; Breitkopf P.; Zhu J.; Gao T. From Topology Optimization Design to Additive Manufacturing: Today’s Success and Tomorrow’s Roadmap. Archives of Computational Methods in Engineering 2020, 27 (3), 805–830. 10.1007/s11831-019-09331-1. [DOI] [Google Scholar]
- Zhu J.; Zhou H.; Wang C.; Zhou L.; Yuan S.; Zhang W. A review of topology optimization for additive manufacturing: status and challenges. Chinese Journal of Aeronautics 2021, 34, 91. 10.1016/j.cja.2020.09.020. [DOI] [Google Scholar]
- Bruggi M.; Duysinx P. Topology optimization for minimum weight with compliance and stress constraints. Structural and Multidisciplinary Optimization 2012, 46 (3), 369–384. 10.1007/s00158-012-0759-7. [DOI] [Google Scholar]
- Zegard T.; Paulino G. H. Bridging topology optimization and additive manufacturing. Structural and Multidisciplinary Optimization 2016, 53 (1), 175–192. 10.1007/s00158-015-1274-4. [DOI] [Google Scholar]
- Lu L.; Sharf A.; Zhao H.; Wei Y.; Fan Q.; Chen X.; Savoye Y.; Tu C.; Cohen-Or D.; Chen B. Build-to-last: Strength to weight 3D printed objects. ACM Transactions on Graphics 2014, 33 (4), 1–10. 10.1145/2601097.2601168. [DOI] [Google Scholar]
- Lee J.; Lee K. Block-based inner support structure generation algorithm for 3D printing using fused deposition modeling. International Journal of Advanced Manufacturing Technology 2017, 89 (5–8), 2151–2163. 10.1007/s00170-016-9239-3. [DOI] [Google Scholar]
- Zhang P.; Liu J.; To A. C. Role of anisotropic properties on topology optimization of additive manufactured load bearing structures. Scripta Materialia 2017, 135, 148–152. 10.1016/j.scriptamat.2016.10.021. [DOI] [Google Scholar]
- Wu J.; Wang C. C. L.; Zhang X.; Westermann R. Self-supporting rhombic infill structures for additive manufacturing. Comput-Aided Des 2016, 80, 32–42. 10.1016/j.cad.2016.07.006. [DOI] [Google Scholar]
- Tomlin M.; Meyer J.. Topology optimization of an additive layer manufactured (ALM) aerospace part. In The 7th Altair CAE technology conference, Gaydon, UK, 2011.
- Hopkins P. E.; Priedeman W. R. Jr.; Bye J. F.. Support material for digital manufacturing systems. US 8246888 B2, 2012.
- Ni F.; Wang G.; Zhao H. Fabrication of water-soluble poly (vinyl alcohol)-based composites with improved thermal behavior for potential three-dimensional printing application. J. Appl. Polym. Sci. 2017, 134 (24), 44966. 10.1002/app.44966. [DOI] [Google Scholar]
- Hildreth O. J.; Nassar A. R.; Chasse K. R.; Simpson T. W. Dissolvable metal supports for 3D direct metal printing. 3D Printing and Additive Manufacturing 2016, 3 (2), 90–97. 10.1089/3dp.2016.0013. [DOI] [Google Scholar]
- Xu Y.; Wang Z.; Gong S.; Chen Y. Reusable support for additive manufacturing. Additive Manufacturing 2021, 39, 101840. 10.1016/j.addma.2021.101840. [DOI] [Google Scholar]
- Hinton T. J.; Hudson A.; Pusch K.; Lee A.; Feinberg A. W. 3D printing PDMS elastomer in a hydrophilic support bath via freeform reversible embedding. ACS biomaterials science & engineering 2016, 2 (10), 1781–1786. 10.1021/acsbiomaterials.6b00170. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Yu Y.; Liu F.; Zhang R.; Liu J. Suspension 3D Printing of Liquid Metal into Self-Healing Hydrogel. Advanced Materials Technologies 2017, 2 (11), 1700173. 10.1002/admt.201700173. [DOI] [Google Scholar]
- Nezhadfar P. D.; Verquin B.; Lefebvre F.; Reynaud C.; Robert M.; Shamsaei N.. Effect of Heat Treatment on the Tensile Behavior of 17–4 PH Stainless Steel Additively Manufactured by Metal Binder Jetting. In 2021 Annual International Solid Freeform Fabrication Symposium – An Additive Manufacturing Conference, 2021.
- Leary M.; Merli L.; Torti F.; Mazur M.; Brandt M. Optimal topology for additive manufacture: A method for enabling additive manufacture of support-free optimal structures. Materials & Design 2014, 63, 678–690. 10.1016/j.matdes.2014.06.015. [DOI] [Google Scholar]
- Hu K.; Jin S.; Wang C. C. L. Support slimming for single material based additive manufacturing. Comput-Aided Des 2015, 65, 1–10. 10.1016/j.cad.2015.03.001. [DOI] [Google Scholar]
- Langelaar M. Topology optimization of 3D self-supporting structures for additive manufacturing. Additive Manufacturing 2016, 12, 60–70. 10.1016/j.addma.2016.06.010. [DOI] [Google Scholar]
- Gaynor A. T.; Guest J. K. Topology optimization considering overhang constraints: Eliminating sacrificial support material in additive manufacturing through design. Structural and Multidisciplinary Optimization 2016, 54 (5), 1157–1172. 10.1007/s00158-016-1551-x. [DOI] [Google Scholar]
- Qian X. Undercut and overhang angle control in topology optimization: a density gradient based integral approach. International Journal for Numerical Methods in Engineering 2017, 111 (3), 247–272. 10.1002/nme.5461. [DOI] [Google Scholar]
- Fritz K.; Kim I. Y. Simultaneous topology and build orientation optimization for minimization of additive manufacturing cost and time. International Journal for Numerical Methods in Engineering 2020, 121 (15), 3442–3481. 10.1002/nme.6366. [DOI] [Google Scholar]
- Nie Z.; Jung S.; Kara L. B.; Whitefoot K. S. Optimization of part consolidation for minimum production costs and time using additive manufacturing. J. Mech Des 2020, 142 (7), 072001 10.1115/1.4045106. [DOI] [Google Scholar]
- Scott A.; Harrison T. P. Additive manufacturing in an end-to-end supply chain setting. 3D Printing and Additive Manufacturing 2015, 2 (2), 65–77. 10.1089/3dp.2015.0005. [DOI] [Google Scholar]
- Sun P.; Fang Z. Z.; Zhang Y.; Xia Y. Review of the methods for production of spherical Ti and Ti alloy powder. Jom 2017, 69 (10), 1853–1860. 10.1007/s11837-017-2513-5. [DOI] [Google Scholar]
- Sun P.; Fang Z. Z.; Xia Y.; Zhang Y.; Zhou C. A novel method for production of spherical Ti-6Al-4V powder for additive manufacturing. Powder Technol. 2016, 301, 331–335. 10.1016/j.powtec.2016.06.022. [DOI] [Google Scholar]
- Peter W. H.; Blue C. A.; Kiggans J. O.; Rivard J. D. K.; Yu C.; Scorey C.; Capone J.; Mckernon J.; Ernst B.; Dorsch T. J.. Powder metallurgy and solid state processing of Armstrong Titanium and Titanium alloy powders. In ITA Annual Conference, Orlando, FL, 2007.
- Araci K.; Mangabhai D.; Akhtar K.. Production of titanium by the Armstrong Process. In Titanium Powder Metallurgy; Qian M., Froes F. H., Eds.; Elsevier, 2015; pp 149–162. [Google Scholar]
- Ding W.; Chen G.; Qin M.; He Y.; Qu X. Low-cost Ti powders for additive manufacturing treated by fluidized bed. Powder Technol. 2019, 350, 117–122. 10.1016/j.powtec.2019.03.042. [DOI] [Google Scholar]
- Narra S. P.; Wu Z.; Patel R.; Capone J.; Paliwal M.; Beuth J.; Rollett A. Use of Non-Spherical Hydride-Dehydride (HDH) Powder in Powder Bed Fusion Additive Manufacturing. Additive Manufacturing 2020, 34, 101188. 10.1016/j.addma.2020.101188. [DOI] [Google Scholar]
- Fang Z. Z.; Paramore J. D.; Sun P.; Chandran K. S. R.; Zhang Y.; Xia Y.; Cao F.; Koopman M.; Free M. Powder metallurgy of titanium–past, present, and future. International Materials Reviews 2018, 63 (7), 407–459. 10.1080/09506608.2017.1366003. [DOI] [Google Scholar]
- Schmidt J.; Sachs M.; Blümel C.; Winzer B.; Toni F.; Wirth K.-E.; Peukert W. A novel process chain for the production of spherical SLS polymer powders with good flowability. Procedia Engineering 2015, 102, 550–556. 10.1016/j.proeng.2015.01.123. [DOI] [Google Scholar]
- Schmid M.; Amado A.; Wegener K. Polymer powders for selective laser sintering (SLS). AIP Conf. Proc. 2015, 1664, 160009. 10.1063/1.4918516. [DOI] [Google Scholar]
- Cruz Sanchez F. A.; Boudaoud H.; Hoppe S.; Camargo M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Additive Manufacturing 2017, 17, 87–105. 10.1016/j.addma.2017.05.013. [DOI] [Google Scholar]
- Cisneros-López E. O.; Pal A. K.; Rodriguez A. U.; Wu F.; Misra M.; Mielewski D. F.; Kiziltas A.; Mohanty A. K. Recycled poly(lactic acid)–based 3D printed sustainable biocomposites: a comparative study with injection molding. Materials Today Sustainability 2020, 7–8, 100027 10.1016/j.mtsust.2019.100027. [DOI] [Google Scholar]
- Cacace S.; Furlan V.; Sorci R.; Semeraro Q.; Boccadoro M. Using recycled material to produce gas-atomized metal powders for additive manufacturing processes. Journal of Cleaner Production 2020, 268, 122218 10.1016/j.jclepro.2020.122218. [DOI] [Google Scholar]
- SLM Solutions . Peak productivity: SLM Solutions launches 12-laser machine; SLM Solutions Press, 2020; https://www.slm-solutions.com/company/news/detail/peak-productivity-slm-solutions-launches-12-laser-machine/ (accessed 2021-04-18).
- Barnes J. E.; Slattery K. Additive Manufacturing: Incremental Improvements to a Disruptive Technology. Accounts of Materials Research 2021, 2 (8), 574–576. 10.1021/accountsmr.1c00021. [DOI] [Google Scholar]
- Wei K.; Li F.; Huang G.; Liu M.; Deng J.; He C.; Zeng X. Multi-laser powder bed fusion of Ti–6Al–4V alloy: defect, microstructure, and mechanical property of overlap region. Materials Science and Engineering: A 2021, 802, 140644. 10.1016/j.msea.2020.140644. [DOI] [Google Scholar]
- Thingiverse . iPhone 5 Case; Thingiverse, 2012; https://www.thingiverse.com/thing:33041 (accessed 2021-09-30).
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.