

Abstract
This paper reviews the experiences of 63 case studies of small businesses (< 250 employees) with manufacturing automation equipment acquired through a health/safety intervention grant program. The review scope included equipment technologies classified as industrial robots (n = 17), computer numerical control (CNC) machining (n = 29), or other programmable automation systems (n = 17). Descriptions of workers’ compensation (WC) claim injuries and identified risk factors that motivated acquisition of the equipment were extracted from grant applications. Other aspects of the employer experiences, including qualitative and quantitative assessment of effects on risk factors for musculoskeletal disorders (MSD), effects on productivity, and employee acceptance of the intervention were summarized from the case study reports. Case studies associated with a combination of large reduction in risk factors, lower cost per affected employee, and reported increases in productivity were: CNC stone cutting system, CNC/vertical machining system, automated system for bottling, CNC/routing system for plastics products manufacturing, and a CNC/Cutting system for vinyl/carpet. Six case studies of industrial robots reported quantitative reductions in MSD risk factors in these diverse manufacturing industries: Snack Foods; Photographic Film, Paper, Plate, and Chemical; Machine Shops; Leather Good and Allied Products; Plastic Products; and Iron and Steel Forging. This review of health/safety intervention case studies indicates that advanced (programmable) manufacturing automation, including industrial robots, reduced workplace musculoskeletal risk factors and improved process productivity in most cases.
Keywords: robot, manufacturing automation, musculoskeletal disorders, intervention, case studies
1. INTRODUCTION
This paper reports a retrospective review of case studies of automation implemented by small manufacturing industry employers as interventions to improve health/safety experiences in their workplaces. The study was motivated by interest in the use of industrial robots and other forms of more advanced programmable automation in mitigating workplace hazards and improving safety and health. The unique data source comes from the Ohio Bureau of Workers’ Compensation (OHBWC) Safety Intervention Grant (SIG) program, an insurer-supported grant program that provides a subsidy to incentivize employers to implement equipment interventions to improve safety and health in their workplaces (Wurzelbacher et al, 2014; Miller et al, 2017). A requirement of the SIG program is that grant awardees (employers) submit a follow-up case study report at least one year after the award to describe experiences with the intervention equipment. In previous work we reviewed case studies reporting on the intervention equipment purchased by Construction industry employers through the SIG program (Lowe et al, 2020). The present analysis has a focus on advanced (programmable) automation equipment implemented by employer grant awardees in manufacturing industries.
The business case for robotics and other industrial automation typically emphasizes benefits on production cost, performance, and sustainability (Ogbemhe et al, 2017; Makris et al, 2017). From the standpoint of workplace safety, there are dual perspectives on robots and advanced forms of automation. These technologies have been associated with the causes of some catastrophic injuries, though current analyses with Census of Fatal Occupational Injuries (CFOI) data suggests a low prevalence of fatal injuries involving robots between the years 1992 – 2017 (Layne, personal communication). Alternatively, the positive health/safety perspective recognizes that robotic technologies can mitigate exposures and physical demands on human workers (Makris et.al, 2017, Thomas et.al, 2016) and the benefits of removing human workers from taking on the so-called “dirty, dull, and dangerous” tasks (Takayama et al, 2008). A 2001 Department of Energy (DOE) review of 68 new technology deployments at DOE facilities found that 71% exhibited a moderate to high potential of reducing occupational exposures even though only one was implemented with the primary objective of worker well-being (Boyd et al, 2001). Positive impact on workplace health/safety is often credited as a (desirable) secondary outcome of new technologies. In the OHBWC SIG program, however, a main objective of the intervention should be to improve employee health/safety.
The potential for industrial robots and automation to mitigate workplace hazards and prevent injuries has been described in a variety of industry trade articles (e.g. Whitton, 2020). We are not aware of a large collection of case studies of employer experiences with health/safety interventions, like that of the OHBWC SIG program, collected in a generally structured and consistent manner (Miller et al, 2017). Details of the SIG program are described in previous publications of these data (Wurzelbacher et al, 2014; Wurzelbacher et al, 2020; Lowe et al, 2020). The key element of the Ohio SIG program is that awardees receive matching funds as a multiple of 2:1, 3:1, or 4:1 of their initial investment for the purchase of equipment expected to positively affect employee safety/health and that the funds matching total is capped at $40,000 per grant award (nominal US dollars). A second key element is the requirement that grant awardee employers submit a final report describing the experience with the intervention equipment after one and/or two years of its implementation.
This paper summarizes the experiences of employers receiving Ohio Safety Intervention Grants to implement industrial robots and other advanced programmable manufacturing automation for the primary purpose of improving employee safety and health. Specifically, we looked to identify the types of compensable injuries and physical risk factors that were present in the work processes in which these technologies were implemented. We sought to describe the employer organization’s experience with the equipment, considering safety and health risk factor outcomes primarily and productivity outcome secondarily. As with many types of workplace equipment that reflect larger capital investments and affect multiple employees, these technologies are generally infeasible to evaluate through randomized controlled trials (RCTs) and more robust experimental design studies with sufficient statistical power to detect differences across low prevalence outcomes. Thus, individual case studies provide weaker evidence than that of RCTs and experimental design studies for establishing intervention efficacy. However, case studies are feasible to conduct, and the OHBWC SIG program has amassed many case studies of interventions, some of which were known to include manufacturing automation equipment and industrial robots.
2. METHOD
2.1. Data Source and Case Study Search
A database of approximately 2,600 awarded SIGs (grants awarded in years 2003–2017) and descriptions of the equipment purchased was provided to the investigators by OHBWC in 2018. The provided SIG program documentation submitted by employers spanned this same time period. Case studies included the documentation of the employer grant awardee’s original grant application and corresponding final report describing the intervention equipment experience. This was a secondary analysis, and the authors had no interaction with these employer organizations or any of their employees. No individual data from employees were collected or analyzed by the investigators.
The OHBWC SIG database classifies employers using an insurance system occupation/industry coding that can be equated (i.e. cross walked) to codes of the North American Industry Classification System (NAICS). However, restriction within the NAICS Manufacturing Industry codes was found to be inadequate to capture all intervention equipment and use cases of interest. Several employer establishments classified to non-Manufacturing industry codes received grants for manufacturing automation equipment. An example is an employer classified as a non-residential framing contractor who acquired a three-axis, fully automatic structural steel punching, marking, and shearing system to reduce MSD risk factors from the holding and manual manipulation (pushing/pulling) of the steel material and risk factors for “numerous first aid injuries, such as pinched fingers, cuts, etc.” in their fixed site metal fabrication shop. Equipment-purchased description fields were reviewed manually for all employers in the Manufacturing Industry NAICS codes by screening that field for equipment that might meet the review inclusion criteria. Grant awardees in all other non-Manufacturing industries were searched using a controlled vocabulary within the equipment-purchased text description field. A broadly inclusive syntax was applied using the terms: Auto*, CAD (computer aided design), CAM (computer aided manufacturing), CAE (computer aided engineering), CNC (computer numerical control), Comput*, Control*, Detect*, Index*, Process*, Program*, Robot*, Sensor*. We defined a broad scope to include industrial robots and other types of advanced (programmable) automation equipment. The identification of industrial robots was based on the ISO 10218/ANSI R15.06 definition: “…an automatically controlled, reprogrammable, multipurpose manipulator programmable in three or more axes, which may be either fixed in place or mobile for use in industrial automation applications.” The broad scope included the key criterion that the equipment incorporated programmable automation in a manufacturing process.
2.2. Data Extraction
A basic entry template was created in Microsoft Excel for direct input of quantitative data for date of grant award, count of employees affected by the pre-intervention process, equipment purchase costs (employer contribution plus grant subsidy), quantitative risk factor assessment scores, WC injury claims occurring to affected employees in the period two years prior to the intervention, and diagnosis codes and description narratives for those injuries. NVivo v.12 (QSR International; Victoria Australia), a computer software for qualitative data analysis, was also used to code narrative text in case study documentation reflecting on qualitative descriptions of the problematic process being addressed with the equipment intervention, description of risk factors, descriptions of effects on productivity, and descriptions of employee acceptance of the intervention and how this was assessed.
The effect of the intervention on productivity, was coded as an increase in productivity, decrease in productivity, productivity unchanged, or no description of an effect on productivity. This was based on identifying content in a cost-benefit analysis in the final report or in the written report narrative. An employer statement that qualitatively described a productivity increase or decrease was coded as such, even if no quantitative analysis was presented. Employee feedback/acceptance was classified as either not described or as positive acceptance by employees (either through an anecdotal comment by an employee(s) or through results of an employee survey). No descriptions of employee non-acceptance were encountered in any case studies. A single coder extracted (coded) the relevant information, with the exception of the workers’ compensation claims. This coder was an individual with extensive experience in workplace safety intervention research and in conducting focus groups, including analysis with NVivo, for intervention research purposes. The workers’ compensation claim descriptions were reviewed by two individuals for a joint consensus determination regarding the feasibility of the equipment intervention in preventing the injury precipitating the claim.
Over the program years changes were made to the grant application and how employers were instructed to document the WC injury claims to the affected employee population. In the earlier years, employers were instructed to list “…only those claims involving employees who are in the population.” More detailed guidance was added in subsequent years asking for documentation of all injury claims to “…those employees directly affected by the proposed intervention.” In the most recent years employers were instructed to document injury claims to the affected employee group “…that would have been affected by the intervention(s).” The most recent instructions address the more specific exposures which the intervention is intended to mitigate and the specific employees who had those exposures. The investigators reviewed all claim injury description narratives and determined the plausibility of the intervention technology in preventing each injury. This was believed to be in line with the most recent approach of identifying injuries that would have been affected by the intervention. Two levels were coded in this decision process for each injury description narrative based on the intervention equipment having either a plausible or an implausible mechanism of injury prevention. An example of an injury description narrative indicating an implausible mechanism of injury prevention reads, “Leaving breakroom stepped onto wet floor & slipped twisted & fell.” This injury appears to have been documented in the application because it occurred to an employee in the worker group affected by the problematic process.
Injury claims were summarized according to a standardized Injury Event/Exposure code (2-digit), based on the Occupational Injury and Illness Classification System (OIICS) (Bureau of Labor Statistics, 2020). These event codes were auto-coded from injury narrative text using the methodology developed by the NIOSH, Center for Workers’ Compensation Studies (Bertke et al, 2012; Bertke et al, 2016). Additionally, injury claims were assigned an Injury Category, which represents the category of injury based on the primary ICD-9 diagnosis code assigned by OHBWC in the claim acceptance (Meyers et al., 2018).
2.3. Analysis
Equipment purchase costs were inflation-adjusted to December, 2016 U.S. dollars using Economic Data from the Federal Reserve Bank of St. Louis, Producer Price Index by Industry: Industrial Machinery Manufacturing (Federal Reserve Bank of St. Louis, 2018). The equipment investment costs per affected employee were calculated for each case study by dividing inflation-adjusted equipment purchase cost by the number of affected employees documented by the employer.
Quantitative assessment of MSD risk-factor reduction was derived from the change in scores between assessments at the end of the two-year baseline period (when the intervention was implemented) and follow-up (1-year post implementation of the intervention). In many grants OHBWC consultants, and sometimes employer representatives, conducted a structured semi-quantitative assessment of upper-extremity, back, and lower-extremity MSD risk factors based on the 1995 OSHA Draft tool (Schneider, 1995; OHBWC, 2019). This instrument includes assessment of awkward postures, repetitive motion of the hand or wrist, contact stress, vibration exposure, and manual materials handling (MMH) loads/frequencies. Change scores (pre-intervention minus post-intervention) were converted to Z-scores and a percentile rank ordering according to the greater of the reductions in back or upper extremity musculoskeletal risk factors. For case studies that lacked a quantitative MSD risk factor assessment the authors indicated whether the case study final report contained a qualitative description of the intervention effect or no mention of an effect on risk factors.
3. RESULTS
Equipment Classification
A total of 112 grant awards were initially identified as meeting the search criteria and were manually reviewed. These represented approximately 4% of the total grants awarded through the SIG program during that time period. Of these, 76 had documentation (application and final report) deemed to be complete and sufficient to be included in the full review. None of the 2017 grant awards yet had final reports submitted at the time these data were received (in 2018), so only grants awarded through 2016 are included. Thirteen case studies were excluded after a more detailed review because the equipment being considered was a non-advanced (non-programmable) form of manufacturing automation. A common example of these exclusions was machining for a process that operated about a single axis to automate the application of shrink wrapping to palletized products. The final set included 63 employer case studies. Nearly all of these employers would be characterized as small manufacturing businesses, with only 3 of the 63 (4.8%) having greater than 250 employees. The remainder of the employer size distribution was: 7.9% - less than 10 employees, 47.6% - 10 to 50 employees, 23.8% - 50 to 100 employees, and 15.9% - 100 to 250 employees.
Based on the a priori interest in Industrial Robots (17 case studies) as interventions and the identification of many grants purchasing CNC Machining equipment (29 case studies, including routing, cutting, drilling, edge banding, etc.), the case studies were grouped into these two broader classifications in addition to a third classification of other programmable Automated Systems (17 case studies). The latter included equipment such as those for forming, material weighing and mixing, welding, pin marking, winding, bottling/labeling, among others. An example of one such system for material weighing and mixing was a Novatec Vacuum Positive Displacement Pump in combination with a WSB-140 weigh scale gravimetric blender (https://www.novatec.com/).
Forty-four percent (28 of 63) of these SIGs were awarded during the 2013–2016 years. A disproportionate number of grants in the later years of the period can be explained by an overall expansion of the program funding in 2013. Industrial robot interventions were awarded in somewhat greater numbers in the more recent 2013–2016 time period - 53% of the robot SIGs, 45% of CNC machines, and 35% of the Automated Systems being awarded during that period.
Appendix Table 1 lists all 63 case studies according to the technology category of the equipment, the industry, a brief description of the problematic (health/safety) work process, and the risk factors described by the employer as paraphrased from the application text. We have modified these descriptions for brevity while attempting to retain the actual text of the employer. Results are presented by an individual numeric reference key to each case study - the reader can refer to Appendix Table 1 for the case study description for each key. More detailed summaries of the industrial robot intervention case studies are documented as supplemental material accompanying this manuscript.
Equipment Investment Costs and Affected Employees
These 63 case studies accounted for capital purchases of nearly $12.27 million U.S. dollars (2016 adjusted), of which $2.43 million were subsidized through the OHBWC SIG program. Employers received the maximum grant program subsidy of $40,000 (nominal dollars) in 43 of the 63 case studies. Total equipment purchase costs (2016 US dollars) and costs per employee in the affected employee population are shown in Table 1. The table excludes three outlier case studies: (#4) of an automated palletizing system for packaging cheese by a Dairy Product Merchant Wholesaler, which represented a capital investment of $5.175 million (2016 USD), which is orders of magnitude higher than the typical equipment purchase through the SIG program. This automated palletizing system was described as affecting 60 employees, at an initial cost of $86,167 per affected employee. Case studies #15 and #44 were also excluded from affected employee summaries because they reported 155 and 216 affected employees, respectively, an order of magnitude above the averages. The highest expenditure per affected employee was $115,386 (case study #9, a CNC stone cutting system that was reported to affect exposures of only two employees. Excluding case study #4 the median total equipment investment per case study (employer contribution plus OHBWC subsidy, in 2016 USD) was $74,776 while the average was $114,385.
Table 1.
Summary of Safety Intervention Grant expenditures and affected employees by equipment technology category. (USD = United States Dollars)
| Equipment Classification | No. of case studies | Sum of affected employees | Equipment Cost (2016 USD) |
Avg affected employees/case study | Avg cost per case study (2016 USD) |
Cost/Affected employee (2016 USD) |
|---|---|---|---|---|---|---|
| Industrial Robots* | 15 | 207 | 1,165,174 | 13.8 | 77,678 | 5,629 |
| CNC Machines | 29 | 411 | 3,097,845 | 14.2 | 106,822 | 7,537 |
| Automated Systems** | 16 | 205 | 2,055,382 | 12.8 | 128,461 | 10,026 |
Note: summary includes 60 of 63 case studies.
Excludes two case studies (#15, #44) with number of affected employees documented by employer as 155 and 216. See text description.
Excludes one case study (#4) with equipment cost of $5.175 million (2016 USD).
Figure 1 plots, for each case study, the grant equipment cost against the number of employees affected by the intervention. There is no apparent relationship between these two factors for automated systems or robotic equipment that would otherwise suggest greater investment in equipment when more employees might derive health safety benefit. This may be attributable to the variety of technologies, industries, and products produced in addition to the effect of the OHBWC program subsidy.
Figure 1.
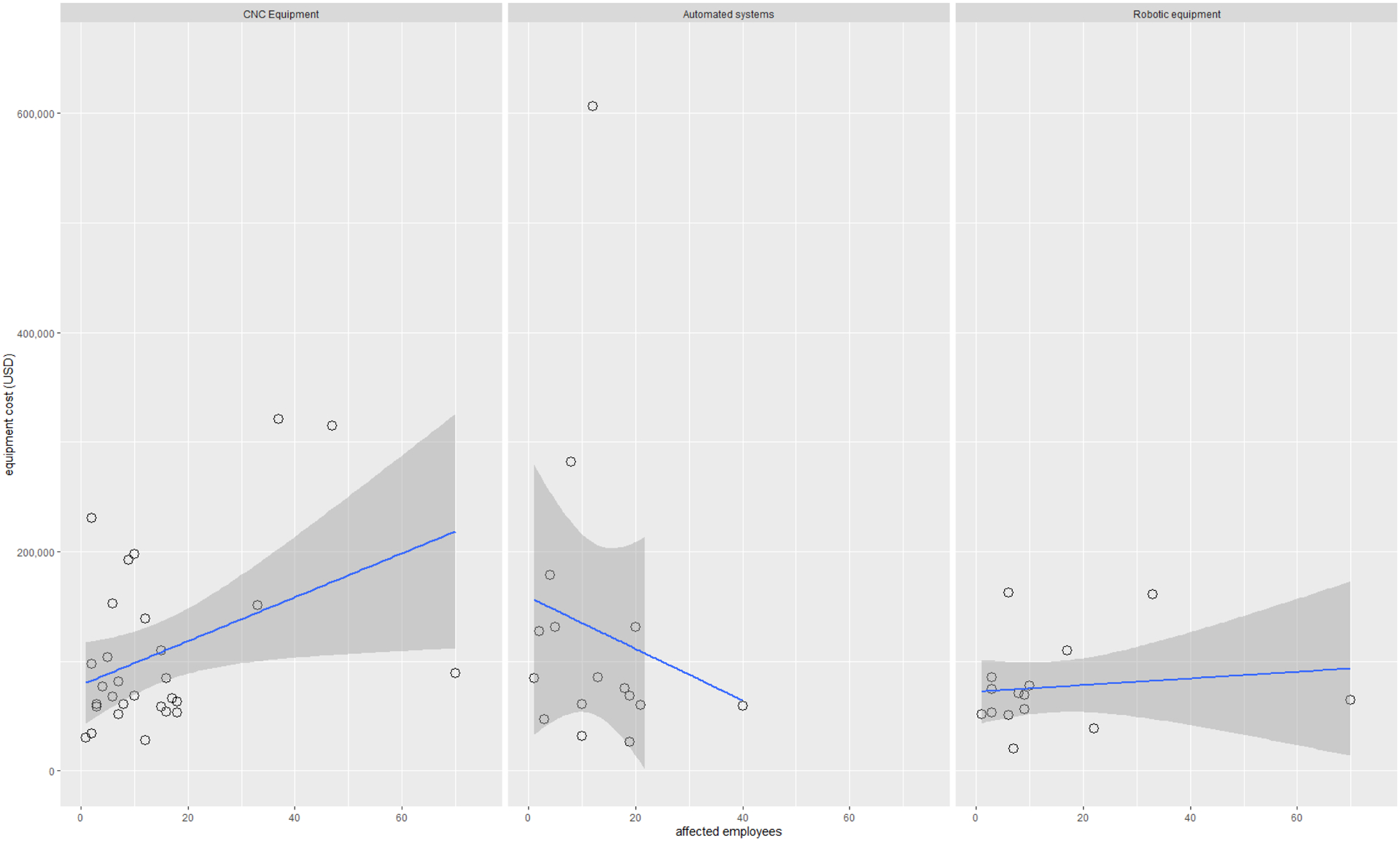
Intervention equipment costs (2016 USD) and number of employees affected by the intervention. Three grants (described in note to Table 1) were removed from the plots as outliers on cost or affected employee count.
Initial Workers’ Compensation Claim Injury Experiences
Across all case studies collectively there were 143 compensable claim injuries among the affected employee work groups in the two-year baseline periods prior to implementing the interventions. The baseline period injury claims were concentrated in 31 of the 63 grants. Figure 2a shows counts by injury category, and Figure 2b shows counts by injury event/exposure. The most common injury category was open wounds (n=26), followed by upper extremity sprains (n = 20), back sprains (n =17), and enthesopathy (tendon or ligament inflammation or disorder) (n = 17). Injury event/exposures were most frequently due to overexertion involving outside sources (n = 48) and struck by object or equipment (n = 28), which accounted for the majority of the injury event/exposures. Through the investigators’ review of the injury claim description narratives it was determined that 27.3% (39 of 143) of the injury claims would not have been plausibly preventable with the intervention equipment subsequently acquired.
Figure 2.
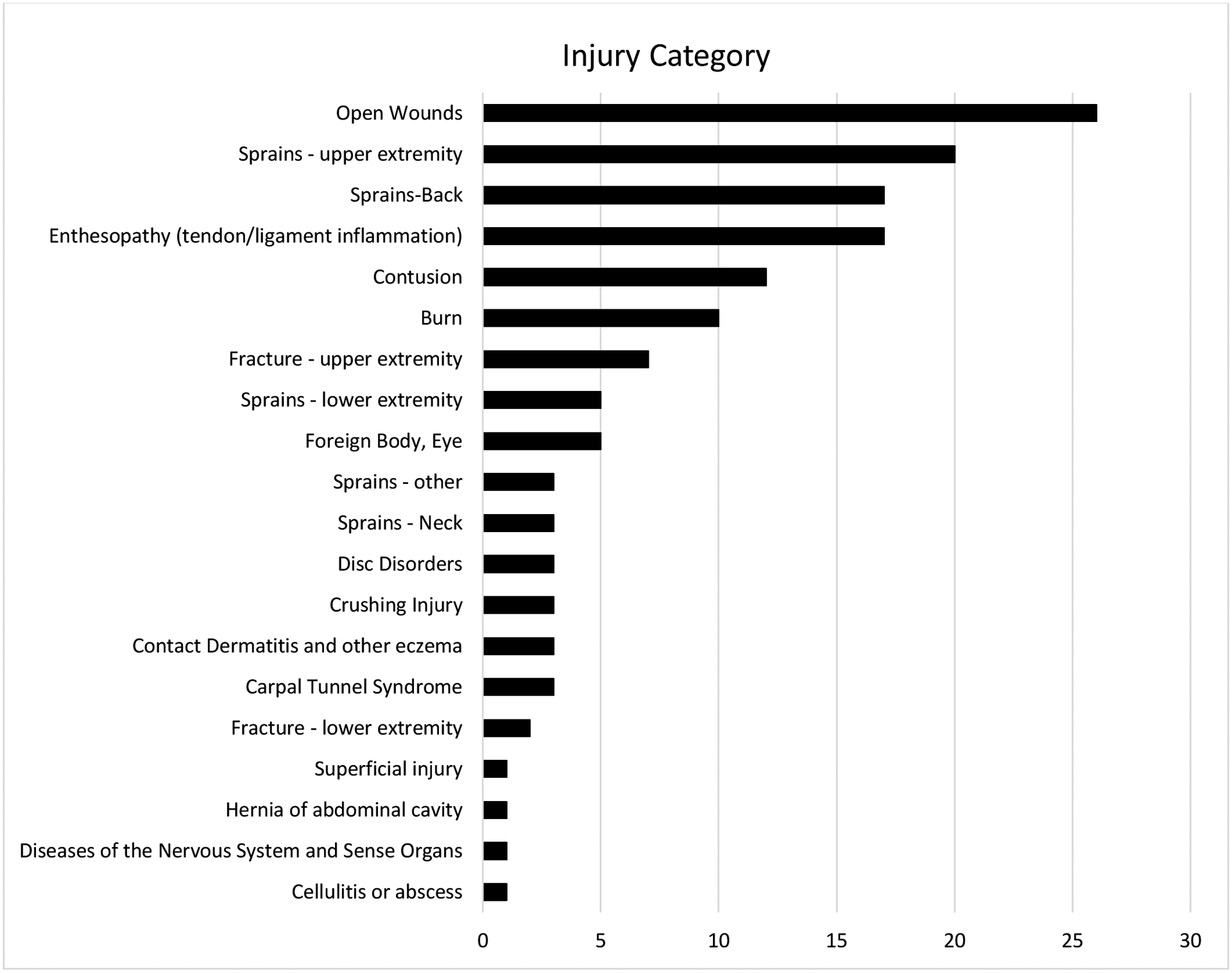
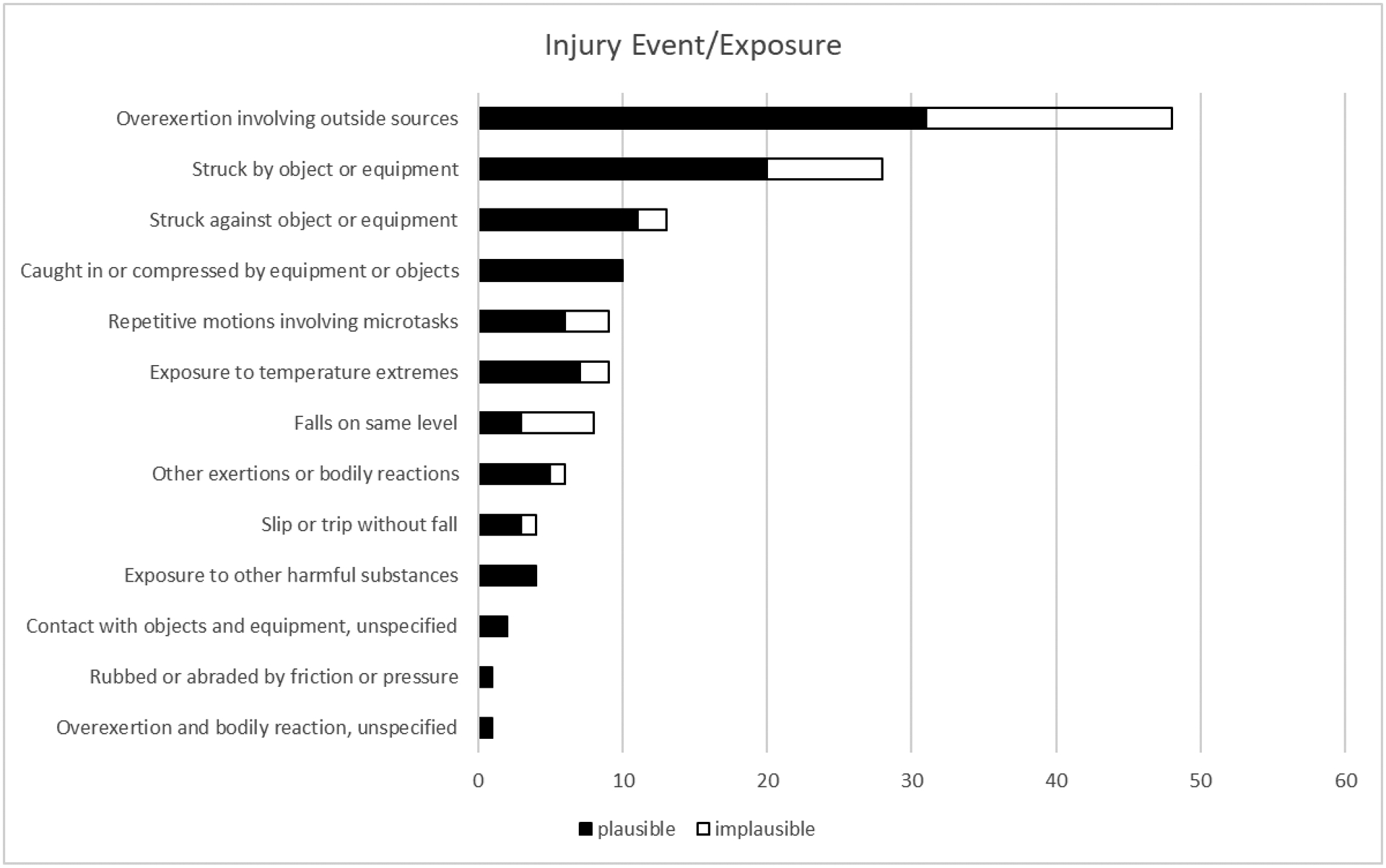
(a) Category of injuries for N = 143 workers’ compensation (WC) injury claims in two-year baseline periods preceding the intervention. (b) Injury event/exposures for same WC injury claims. Dark shading indicates investigators’ determinations as to whether the equipment intervention could have plausibly prevented the injury event/exposure.
Risk Factor Reduction
There were 33 case studies with comparable pre- and post- MSD assessments conducted so that a risk factor reduction score could be calculated. These are shown in Figure 3 with MSD risk factor reduction scores ranked in descending order by converted percentile for the higher of the upper extremity and back/leg MSD risk factors. Choosing a criterion of less than $9,285 in cost per affected employee (equal to the geometric mean of all case studies) identifies five case studies with a quantitative risk factor reduction (upper extremity or back/legs) in the top quartile and with increased productivity reported (see Appendix Table 1). These are CNC Stone Cutting systems (case study #1), CNC/Vertical Machining for light highway construction equipment manufacturing (#6), Automated system for bottling (#7), CNC/Routing in plastics products manufacturing (#8), and a CNC/Cutting system for vinyl/carpet (#10). Of these, only case studies #6 and #8 were associated with any compensable injuries in the two-year baseline period prior to intervention implementation (Appendix Table 1). The “outlier” case study, #4, described above, was associated with 23 total claim injuries in the baseline period and one of the highest reductions in MSD risk factor scores, but the equipment cost per affected employee was high and the case study reported that the equipment intervention had no effect on productivity.
Figure 3.
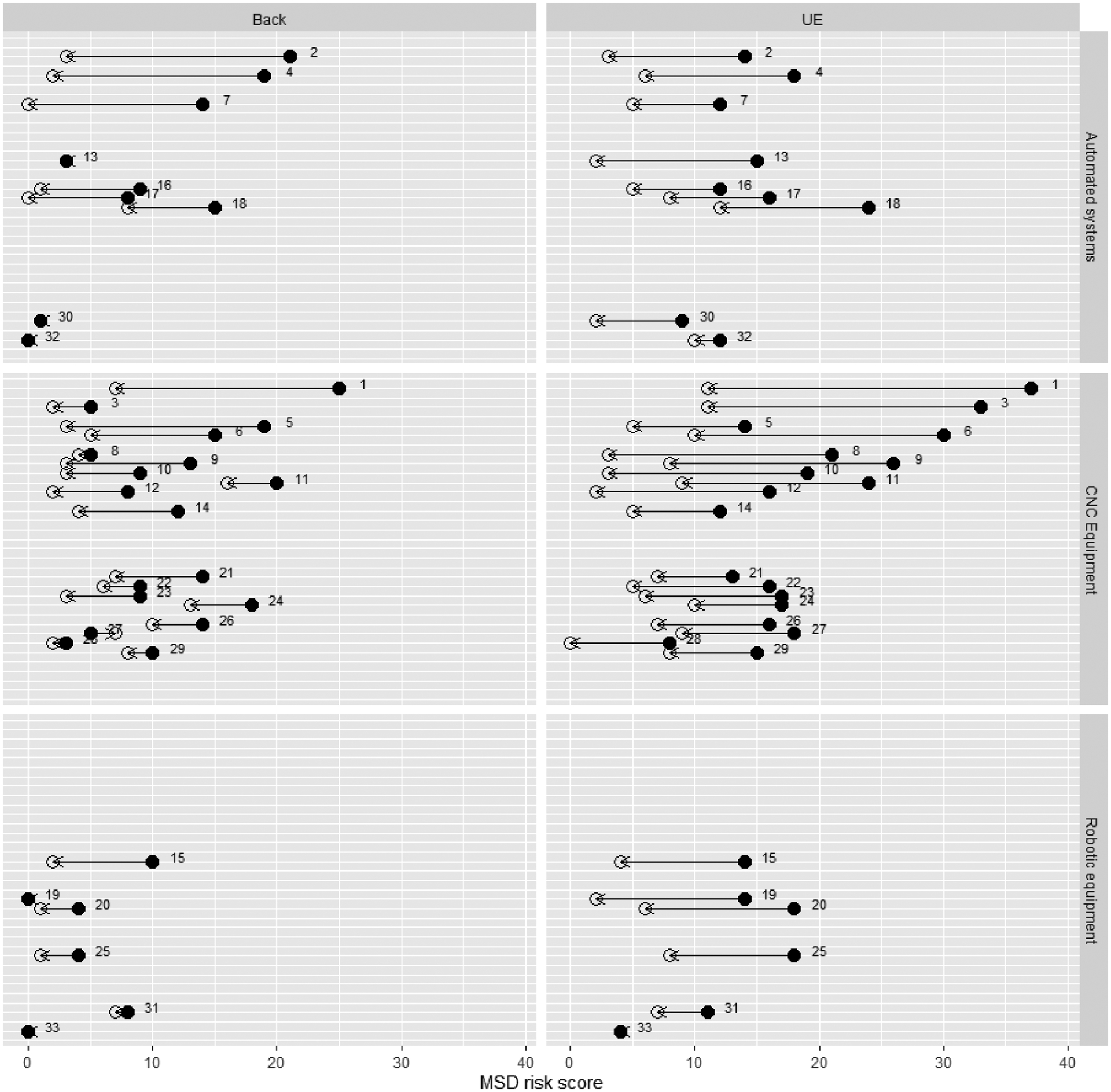
Reductions in Back and upper Extremity (UE) MSD risk factor scores for case studies with quantitative assessments (n = 33). Pre-intervention score = ●; post-intervention score = ○. Case study reference numbers refer to Appendix 1.
Case studies in the second quartile of risk factor reduction with cost per affected employee less than $9,285 included seven with reported productivity increases: CNC plasma cutting of sheet metal in HVAC system fabrication (case study # 12); CNC Die press cutting of vinyl in disposable medical device manufacturing (#14); Robot for pick and place vertical packing (#15); Automated blending/weighing system for blending raw materials in plastic extrusion processes (#16); Automated bottling/labelling system in a brewery (#17); Automated channel bending system (#18); Robot for pick and place in a microelectronics application (#19); CNC Routing System used in sporting and athletics goods manufacturing (#21); and a CNC rubber cutting system for the fabrication of hoses, power belts, and gaskets (#23). Among these, only case studies #14 and #15 were associated with baseline period claim injuries, of which there were 10 each, with 18 of the 20 due to overexertion or repetitive motions.
These can be contrasted with case study #29, a CNC machine for stone cutting granite countertops, and #33 a robot used for eliminating manual holding of workpieces in a brush plating process, both in the bottom quartile of those reporting MSD risk factor reduction and with cost per affected employee of $11,543 and $28,354, respectively. Though MSD risk factors were reduced to a lesser degree for case studies #29 and #33, these case study reports describe elimination of silica dust and reduction of noise exposure (#29) and “limiting their exposure to a chemical environment” (#33). No baseline period injuries were reported in these case studies.
Of the case studies of industrial robots, 6 of 17 (35.3%) reported reduction in MSD risk factors with complete quantitative assessments and 9 of 17 (52.9%) with only qualitative descriptions of improvement in risk factors, which included:
- “Exposure to repetitive motion injuries, relating to this specific work, has been eliminated.”(case study #44)
- “The intervention eliminated soft tissue type risk factors and occupational hazards of hot metal burns. … This intervention eliminates the repetitive motion by the employee since the robot would now do the repetitive motion. Due to the intervention, we have had no burns due to the operation of the die cast machine, carpal tunnel from repetitive motion, rotator cuff sprains, strains or tears, and cuts from sharp castings.”(case study #45)
- “The robot performs all cutting and placing of the parts onto a conveyor belt. This has resulted in zero exposure to our associates. The addition of a robot has allowed our associates to inspect the finished product more thoroughly while removing the most hazardous portion of our process.”(case study #49)
-
“… as a result of their financial constraints the project was put on hold. …Despite these setbacks we still recognized the value in implementing a robot transfer for piercing heads. The repetitive nature of the process, ergo assessment for the operator, as well as the production savings where obvious.”*.(case study #50)
(*ergo assessments were not included in final report)
- “By establishing jigs on the turn tables we have reduced potential injuries in the areas of lumbar, knee, shoulder, upper arm, rotator cuff, radius/ulna and wrist. There is less physical stress on the body compared to our normal daily processes. We have reduced potential injuries that pertain to daily use of nail guns and reduced injuries in the areas of finger, hand, wrist, shoulder/upper arm, and rotator cuff.”(case study #55)
-
Intervention(s) improved safety by:
“Reducing repetitiveness to body parts and prolonged sitting, not limited to the following: back, neck, arms, shoulders, fingers, legs, and wrists. Carpel tunnel injuries, Shoulder sprains or strains, Lower back muscle strain, Epicondylitis, Varicose veins”.(case study #56) - “BEFORE - Operators walked into the machine to manually insert fill necks into mold cavity with machine in semi-automatic mode - Safety Risk. AFTER - Operators do not enter machine- safety risk minimized.”(case study #57)
- “(The) intervention prevents potential incidents occurring with the repetition of the debur process”.(case study #60)
- “(The) Collaborative Robotic Arm has eliminated the thousands of hand motions from the operator during the work shift. This intervention has greatly reduced the risk of injury or developing illnesses associated with a repetitive work environment.”(case study #61)
The broader classifications of equipment type exhibited different trends when comparing the impact on risk factors to the upper extremities versus those for the back/legs (see Figure 3). CNC equipment generally had greater impact on reducing upper extremity risk factors rather than back and leg musculoskeletal risk factors. This is somewhat intuitive as these processes tend to substitute for handheld tooling or processes rather than for heavier manual handling. Exceptions to this were case study #5, which incorporated a crane/hoist to assist the operator getting plates on and off the CNC vertical machining center and eliminated the hand lifting of plates; #14, which included powered pinch rollers to feed vinyl sheet stock into the machine and eliminated manual pulling to advance the material; #21, which included a powered lift table in addition to the CNC router; and #24, which was a new, improved CNC routing system with multiple rather than a single head that, according to the employer, “reduce(s) some of the MMH they [employees] now perform in the more complex pieces.”
The automated systems tended to have greater impact on the back/legs by eliminating manual handling and MSD risk factors of the weight handled and frequency/postures associated with the handling. Examples include handling 5 gallon/43-pound pails in case study #2, 30-pound cases of cheese, and 80-pound pallets in case study #4, and high cumulative handling of loads in a bottling process in case study #7. One exception was case study #13, a programmable computer-based control system for knot brush assembly, that included a smaller machine base to reduce upper limb reach distances (and machine guarding/light curtain in the load/unload area to protect from traumatic injury to the hand), and for which back/legs risk factors were minimal before the intervention. A second exception was case study #30, in which an automated marking machine/etching system eliminated the use of manual hammers to stamp serial numbers into pipe fittings, and for which back/legs risk factors were also minimal before the intervention. The industrial robot interventions did not exhibit a trend towards greater benefit on upper extremity or back/legs risk factor reduction. Overall, the robot interventions appear to have reduced MSD risk factors to a lesser degree than the other types of interventions.
Employee Acceptance of Interventions
Thirty (30) case studies described employee acceptance in the final report. In 29 case studies this was based on limited anecdotal employee feedback, while one (1) case study contained results from a structured survey administered by the employer. The industrial robot case studies reported acceptance in 53% of case studies (9 of the 17), automated systems in 47% of case studies, and CNC machines in 45% of case studies. Examples of text indicative of positive employee acceptance include:
- “We interviewed one of the men… to ask him what he thought about the intervention. His face lit up with a smile as he said in gratitude, It took the place of having to lift the heads by hand. You can only do that for a couple of hours before you’re spent. He also added that, it had to have helped production because it took the place of two guys so they could do other stuff. I asked … if he thought the project was a success. He said he thought it was a success and that it ran smooth once it was up and running.”
- “Employees have liked being out of the welding fumes and are less fatigued at the end of the day. Employees also like that they do not need to wear air supplied welding helmets.”
- “Employees provided positive feedback on the efficiency of the cell as well as not having to enter the machine while running production.”
- “Feedback from affected employees has been positive. The work in this area is less taxing to the operator over an 8 hour shift.”
- “Feedback has been very positive. Eliminating the 408 repetitive movements during the 10 hour work shift has made for a less taxing work environment and greatly reduced the risk of injury or developing illnesses associated with a repetitive work environment.”
- “The employees enjoy using this new piece of equipment. They don’t have to strain themselves or do the tedious repetitive task of rubbing anymore.”
- “They are much happier not deburring every day and getting the aluminum dust on their skin (we had employees with reactions). They also like not having to load the laser as some of the employees (not all) were concerned if they ever looked into the laser and it affected their eyesight.”
The single case study (#48) with a structured employer-administered survey contained the responses of two employees (of three total affected employees for the case study). Both employees indicated “yes” to questions about whether they used the insertion machine; whether it was helpful; whether the machine increased the speed of jobs ordered; was accurate; and made it easier on their back, shoulders, and eyes. Both indicated having received adequate training on the machine and both reported a highly positive experience with the equipment.
Strength of Case Studies
Intervention case studies may be considered stronger and have more impact if they exhibit the following attributes: reduction in risk factors demonstrated with quantitative assessments, lower cost of the equipment relative to the number of employees affected by the work process, positive effects on productivity, and employee acceptance of the intervention. An injury claim(s) history may indicate a greater case for the health/safety burden of the pre-intervention work process. Only two case studies in this review were consistent with all of these attributes: case study #14, a CNC Machine for die press cutting used in the Electromedical and Electrotherapeutic Apparatus Manufacturing, and case study #31, a robot for welding used in the leather goods and allied products manufacturing. Dropping the requirement for pre-intervention injuries includes nine additional case studies meeting the criteria. There were six CNC machining equipment interventions:
#1 – cutting stone in cut stone and stone products manufacturing,
#10 – carpet and vinyl cutting in floor covering manufacturing,
#12 – plasma cutting in sheet metal work manufacturing,
#21 – routing in sporting and athletic goods manufacturing,
#23 – rubber cutting in rubber products manufacturing for mechanical use, and
#24 – routing in custom architectural woodwork and millwork manufacturing.
There were three other programmable automated systems:
#7 – automated system for bottle filling in a winery,
#17 – automated system for bottle labelling in a brewery; and
#16 – automated system for loading, weighing, mixing and delivering plastic pellets to an extruder in plastics manufacturing.
Among the case studies of industrial robots, the stronger case studies include the following.
In case study #15 a robotic/pick & place packer (Vertical packer) was implemented in the Snack Food Manufacturing industry for manual picking and placing of bags in boxes. Because of the speed of the equipment and the number of repetitions involved to place the bag into the box the employer had experienced several upper extremity injuries related to hands, wrists, forearms, elbows, upper arms, and shoulders with WC claims for Carpal Tunnel Syndrome (1), Diseases of the Nervous System and Sense Organs (1), Soft tissue/Enthesopathy (3), Sprains - upper extremity (3), and Sprains-Back (2). Risk factors for musculoskeletal disorders/injuries were eliminated by substituting the robotic pick and place vertical packer for human labor. The quantitative score for upper extremity MSD risk factors was reduced from 14 to 4 and those for the back/legs reduced from 10 to 2.
In case study #19 the employer purchased a high-speed programmable robotic pick-and-place system in a micro-electronics application for assembly of membrane switch/dome assemblies. No workers’ compensation claim injuries were reported among this affected employee group in the baseline period. However, risk factors included use of poorly designed hand tools, pinching and gripping causing stress on the arms, hands, and wrists, material handling of small parts, being struck by moving parts, repeated motion, and poor workspace layout. The exposures to risk factors for upper extremity musculoskeletal injuries/disorders during dome placement were nearly eliminated by substituting robotic pick-and-place placement for human labor. The quantitative score for upper extremity MSD risk factors was reduced from 14 to 2.
In case study #20 an employer in the Precision Turned Product Manufacturing Industry acquired an industrial robot for a collaborative application to replace human labor for repetitive metal cylinder deburring and sanding tasks. Operators had to use hand, wrist, elbow, and shoulder movements repetitively over the 10-hour work shift at a frequency of approximately 68 parts per hour and 6 movements per part with an average part weight of 10 pounds. Employees’ exposure to risk factors for musculoskeletal injuries/disorders and cuts/lacerations were eliminated by substituting the collaborative robot arm for human labor. The quantitative score for upper extremity MSD risk factors was reduced from 18 to 6. Productivity was stated to be unchanged.
In case study #25 an employer in the Plastics Product Manufacturing Industry acquired a six-axis modular robot mounted on a rotating stand with a cutting system. The robot was programmed to remove the plastic molded parts from the mold cavity, move away from the molding machine, cut the gate flush on the individual molded parts and place the parts on a conveyor. No claims or injuries were reported during the 2-year baseline period. However, turnover in this department was 20%, and hand intensive work and repetitive motion were identified as risk factors that could result in hand, wrist, finger, arm and shoulder injuries. Employee exposures to musculoskeletal risk factors were nearly eliminated by substituting the robot-held cutter for human labor to cut the molded par gate. The quantitative score for upper extremity MSD risk factors was reduced from 18 to 8, and risk factors for the back/legs reduced from 4 to 1. Productivity was stated to be unchanged.
4. DISCUSSION
Risk Factor Reduction
The results of this review emphasized the ergonomic/musculoskeletal risk factor reduction (before and after the intervention) as assessed with the OHBWC semi-quantitative instrument. Safety hazards associated with traumatic injury outcomes were often described in report narratives but were infrequently reported pre- and post-intervention with complete safety hazard assessments with the OHBWC instrument. Only seven case studies (#1, #6, #20, #21, #26, #52, #59) had complete pre- and post-intervention assessments of safety hazards, with all seven showing reductions in the overall hazard scores. One of those seven, case study #20 was an industrial robot intervention, which the employer stated eliminated repetitive tasks for the operator and therefore eliminated risk for developing repetitive use injuries. The safety assessment score reduction from 69 to 8 in that case study described initial specific hazards of grabs part to be sanded, holds part to chamfer sander, sands part with multiple motions, and inspects part and re-sands if needed for which most of the associated hazards were eliminated.
Ten case study grant applications described new risks introduced by the proposed automation equipment. Seven of these mentioned the need for additional machine guarding (#23, a CNC system; #43, an automated system for palletizing; and five industrial robot interventions: #44, #46, #47, #55, #56); one mentioned increased noise exposure with the new equipment that was “not anticipated to rise above threshold levels” (#30); one mentioned “potential buildup of static electricity and subsequent discharge” (#16); and one mentioned that the CNC router would result in increased manual use of a utility knife (#21). None of these case study reports described injuries or health/safety outcomes as resulting from these potential risks in the one-year final report. It may be seen as a positive that these employers gave consideration to new hazards that might be introduced with the intervention equipment. In a few cases this consideration referenced relevant consensus standards for risk assessment for the integration of an industrial robot (ANSI, 2012).
While the present study does not allow conclusions to be drawn about injury outcomes (WC claims), a reduction in risk factors for musculoskeletal disorders was shown consistently across all the forms of equipment interventions where manual aspects of tasks were allocated to the automation machinery. This is consistent with a review of case studies by Goggins et al (2008) showing that individual control measures with semi-automation of processes to eliminate key exposures were greater in effectiveness, as established by reduction in WMSD incidence rates, lost work time, and claim costs, than forms of controls that reduced level or duration of exposure or that relied on worker behavior. Manufacturing automation interventions included in the present review, by definition, eliminated certain task exposures and risk factors by the allocation of function to a machine. Similarly, a National Council on Compensation Insurance report (Davis and Crotts, 2010) identified advances in automation, technology, and production (specifically identifying increased use of robots) as a factor contributing to the decreased WC injury claim frequency at that time period.
Introduction of automation has many effects on operator performance, and these should be considered by designers, supervisors, managers, and regulators (Parasuraman and Riley, 1997). An extensive body of human factors literature addresses human error and system performance that result from automation and human capabilities in information acquisition, processing, and decision making (Parasuraman et al., 2000; Lee and Seppelt, 2012). The present case studies of manufacturing industry applications are examples of automation equipment substituted for mostly physical, rather than information processing or decision support, functions. These were tasks that would otherwise require input of mechanical forces or repetitive physical exertion by the human operator. The allocation of these functions to the automation was deemed to be an appropriate intervention approach, not for the goal of reducing human error, but to prevent operator injury.
Employee Acceptance of Interventions
Potential adverse effects of robots and automation on employee attitudes and acceptance have been described as resulting from eliminating or diminishing the role of human workers in production processes. These include macro-ergonomic, psycho-social, and/or economic factors. Some studies suggest the adoption of information and communication technologies (Michaels et al, 2010) and robotics (Acemoglu & Restrepo, 2017) has adversely impacted earnings and employment opportunities, respectively, for medium- and low-skilled workers and have expressed concern these effects will increase over time. Other research associates the adoption of automation and, in particular, robotics with workers’ concerns about fear of job loss or insecurity/redundancy, reduced future earnings (Wischniewski et al, 2022; Gutelius and Theodore, 2019; Patel et al, 2018), and job deskilling and/or loss of meaningful work (Smids et al, 2020) - psycho-social stressors that can result in adverse health outcomes. Conversely, some studies have suggested that concerns regarding worker displacement by robots are exaggerated, and they portray robotics favorably in the context of increasing total factor productivity, increasing average wages, and reducing output prices (International Federation of Robotics, 2017; Graetz and Michaels, 2018). These case study final reports were prepared from the employer perspective and descriptions of non-acceptance of the intervention by way of negative feedback from employees was rarely found. This may reflect some degree of positivity bias in which employers, wanting to support the grant award process, were reluctant to describe negative aspects of the experience from the perspective of employees.
In a number of grant applications employers anticipated that fewer employees would be needed in a work process after implementing the automation equipment. Employer applications tended to describe that these employees would be reassigned to another task or process within the firm. The following grant application narrative is an example of such a description.
“The unskilled labor causes many more man hours to be spent at the machines, increasing the potential for near misses or claims. The reason for the intervention is to try to eliminate this problem altogether by the use of a CNC Vertical Machining Center (VMC). However, this will not result in any eliminated positions. Instead, these employees will be able to work in different departments, resulting in increased productiveness in other departments as well.”
(Case Study #6)
Final reports rarely expanded on how labor hours saved due to the automation resulted in reassignment of the worker elsewhere within the business. In nearly all cases increases in productivity were achieved by eliminating or reducing the employees needed to achieve an equivalent output due to the automation. It is worth noting that the OHBWC SIG program has a policy statement that receiving a grant for equipment purchases should not result in employment loss for any employees.
The OHBWC SIG program prioritizes worker safety and health as the motivation for the purchase and use of equipment interventions. However, anticipated benefits on productivity from these automation technologies also appear to have been a significant incentive to employers in implementing the equipment. Additionally, the SIG program recognizes the importance of productivity effects due to the intervention, asking the employer to address this in both the application and final report. Seventy-six percent of employers described benefits of the equipment on productivity, although a cost/benefit analysis with payback period requires more complete cost information than these case study reports typically provided. More detailed costs for engineering planning and design, employee training, recurring maintenance, and other equipment lifecycle costs (Mossink, 2002) were reported infrequently and inconsistently, making it difficult to interpret cost/benefit and return on investment in aggregate.
These case studies suggest that there are opportunities for manufacturing sector employers, at least smaller U.S. employers, to implement automation to reduce identified workplace hazards. Numerous examples were observed of insurer-incentivized equipment interventions to reduce identified risk factors in diverse manufacturing processes by automating aspects of the work. Many, but not all, of the interventions were noted to improve productivity. Smaller enterprises may have a greater reliance on economic justification for undertaking such capital investments (Cagno et al, 2013). Thus, a need may exist to provide smaller employers in particular with resources for determining monetary costs, benefits, and calculating return on investment of equipment purchases to mitigate workplace hazards.
Study Limitations
There are several limitations of the data to consider when interpreting the findings. The sample size (number of case studies and employees in the affected processes) is small, and statistical power to examine effects of the interventions on injury outcomes (WC claims) is lacking. A participation or self-selection bias may exist because SIG program participant employers tend to have slightly higher injury claims rates overall than other comparable employers in their industry and size classification (Wurzelbacher et al, 2014). This potential bias on evaluating health outcomes should not be influential on reduction or elimination of exposures (risk factors), which was the focus of the review. Furthermore, changes over the years in the program eligibility requirement with regard to having one or more injury claims in the baseline period attributable to the specific task could have differentially affected the findings over the time period. SIG program participant employers in manufacturing businesses may not be representative of the Manufacturing Sector on the whole. Participating employers in the SIG program tend to be smaller-sized employers. Smaller employers tend to have fewer in-house resources and capabilities for assessment and control of employee exposures to risk factors, and they may receive less regulatory oversight through inspection/enforcement activities (Leviton and Sheehy, 1996). Another limitation is the potential for positive reporting bias. Approximately 20% of grant recipient experiences were not included because of missing or incomplete final reporting.
In several cases a pre-intervention MSD risk factor assessment was conducted but there was no documentation of a corresponding post-intervention assessment. In those cases it is possible a follow-up assessment was deemed to be unnecessary because the automation simply eliminated the specific problematic task with MSD risk factors. However, this was difficult to discern, and experience with these data suggests that some case studies were submitted without follow-up assessments even when residual musculoskeletal risk factors are known to exist. Additionally, while the MSD instrument is a semi-quantitative means of assessing known risk factors, the predictive value of the resulting scores for either the upper extremity or back and legs have not been established. There are no risk threshold values using this specific assessment tool that have been established as being protective for musculoskeletal disorders.
5. CONCLUSION
Risk factors were, in almost all case studies reviewed, described as having been reduced by industrial robots and programmable manufacturing automation equipment implemented as health/safety interventions by small Ohio businesses. While only half of the case studies reported quantitative assessments pre- and post-intervention, CNC machining interventions tended to have more benefit in reducing upper limb MSD risk factors (wrist, forearm, shoulder awkward postures, forceful gripping, contact stresses, and vibration). Industrial robots reduced MSD risk factors overall, but a primary benefit towards upper limb versus the back/leg risk factors was not clear. Other types of automated systems seemed to have more benefit on reducing back and leg risk factors by means of reduced trunk bending, kneeling/squatting, and pushing, pulling, or lifting loads and awkward postures. While 76% of case studies described increases in productivity in the final report narratives, quantifying these effects was not possible with the information in the final reports. This review of case studies suggests opportunities for robots and programmable manufacturing automation to reduce workplace risk factors while improving productivity. However, the financial incentive provided by the OHBWC grant program and incomplete cost-benefit reporting limit the ability to interpret how a return on investment would be experienced by these, or other, employers.
Supplementary Material
Acknowledgments:
The authors acknowledge the input and guidance from Steve Wurzelbacher, Director, NIOSH Center for Workers’ Compensation Studies and Michael Lampl, Director of Research and Development, Ohio Bureau of Workers’ Compensation. This project was supported in part by an appointment to the Research Participation Program at the Centers for Disease Control and Prevention administered by the Oak Ridge Institute for Science and Education through an interagency agreement between the U.S. Department of Energy and the Centers for Disease Control and Prevention.
Appendix Table 1.
| case study (key) | technology classification/specific intervention | year | cost (2016 USD) | Industry | Problematic Process | Employer Description of Risk Factors# | Back/Legs risk - %tile reduction | Upper Extremity risk - %tile reduction | effect on productivity | Employee acceptance | injuries preventable by the intervention (category) | injuries preventable by the intervention (event/exposure) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | CNC/Cutting (Stone) | 2014 | 321,343 | Cut Stone and Stone Product Manufacturing | Manual edge miter tasks creating slurry on stone surface | Hand mitering of edges for cut stone requires excessive forceful exertions and deficient back and shoulder postures. High forceful exertions (lifting, carrying, pushing and pulling). | 98.5 | 99.7 | ↑ | Acceptance | none | none |
| 2 | Automated/Filling, weighing | 2008 | 130,865 | Polish and Other Sanitation Good Manufacturing | Manually filling Buckets with product using fill hoses and then manually lifting, carrying and palletizing filled buckets | Repetitive motions every few seconds with a grip of more than a 10 pound load. Awkward Postures include unsupported shoulder with arm or elbow above mid-torso height. Hard/Sharp objects press into skin. Severe forward bending of the torso more than 45°. Twisting Torso. The pails being handled weigh approx. 45 lbs. | 98.5 | 50.7 | ? | Acceptance | Burn (1) Contact Dermatitis and other eczema (1) Sprains - other (1) Sprains - upper extremity (3) Sprains-Back (2) | Caught in or compressed by equipment or objects (1) Exposure to other harmful substances (2) Overexertion involving outside sources (5) |
| 3 | CNC/Routing | 2014 | 33,709 | Plastic Products Manufacturing | Operating drill press and hand-held pneumatic rotary tool | Repetitive stress on the wrist, forearm, and shoulders of the drill press operator. deburring operator. Wrist: Gripping the tools with force, turning and rotating wrists. Forearm: Rotating motion is repetitive causing stress on forearm. Non-neutral posture of the shoulder: | 30.2 | 97.7 | ↔ | Acceptance | none | none |
| 4 | Automated/Palletizing | 2010 | 5,174,800 | Cheese Manufacturing | Manual handling of pallets, stacking boxes on pallets and shrink boxes on pallets. | Constant repetitive motion to manually stack 6–30 lb product onto a pallet from floor to waist requiring bending, flexing and overextending of the back. Fully stacked pallets can weigh anywhere from 468Ibs to 2000Ibs and are manually moved with a hand truck. | 97.6 | 57.8 | ↔ | Not Described | Contusion (8) Crushing Injury (1) Fracture - lower extremity (1) Open Wounds (3) Sprains - lower extremity (3) Sprains - other (1) Sprains - upper extremity (1) Sprains-Back (4) Superficial injury (1) | Falls on same level (6) Other exertions or bodily reactions (2) Overexertion involving outside sources (5) Slip or trip without fall (1) Struck against object or equipment (5) Struck by object or equipment (4) |
| 5 | CNC/Vertical Machining | 2011 | 152,688 | Railroad Rolling Stock Manufacturing | Hand operations such as putting chamfers on parts | Back injury from lifting plate from cart to band saw machine or burning table. Strains, sprains, broken bones, abrasions or contusions from falling parts; back injury from restacking finished parts on carts. | 96.4 | 36.5 | ↑ | Not Described | none | none |
| 6 | CNC/Vertical Machining | 2010 | 66,075 | Construction Machinery Manufacturing | Manual repetitive operation of a drill press quill | Exposure to chemical hazards while drilling. Exposure to continuous heavy loads in the 75 – 90 pound range that are of awkward shape. Due to the multiple drilling operations, the parts must be handled several times. Repetitive arm, hand and shoulder motion due to the nature of pulling the hand lever up and down. | 76.8 | 94.9 | ↑ | Not Described | Open Wounds (1) | Struck against object or equipment (1) |
| 7 | Automated/Bottling | 2013 | 60,500 | Breweries | Manual bottling sanitizing, filling & capping using bottle filler and bottle capper. | No narrative description of risk factors. | 92.6 | 24.1 | ↑ | Acceptance | none | none |
| 8 | CNC/Routing | 2010 | 84,882 | Plastic Products Manufacturing | Hand finishing and trimming including counterboring, routing, drilling, cutting and sanding | Hand trimming of fiberglass reinforced composites requires the operators to constantly move, flip and rotate small to very large parts. Awkward, poor ergonomic postures, vibration, extended reaches, and heavy forces needed to operate the trimming tools. Vibration—the body must absorb the vibration of the tool as it cuts. Extended reaches due to bulkiness of many products. Heavy forces—pressure must be added to allow the tools to cut, trim, and drill. | 19.0 | 89.9 | ↑ | Not Described | Fracture - upper extremity (1) Soft tissue/Enthesopathy (3) | Overexertion involving outside sources (3) Struck by object or equipment (1) |
| 9 | CNC/Cutting (Stone) | 2013 | 230,772 | Cut Stone and Stone Product Manufacturing | Use of pneumatic and electric hand-held powered tools to edge detail | Stone is moved on average 4 to 6 times during the fabrication process and staging for installation. The major injury concerns for these tasks are the weight handled [of the router/edger itself, excessive repetitive motions, forceful exertions, and awkward body postures of the back, neck, shoulder, arms and hands. Pressure produced by coming into contact with sharp edges and tools. | 76.8 | 89.9 | ↑ | Acceptance | none | none |
| 10 | CNC/Cutting (Vinyl,carpet) | 2004 | 27,909 | Floor Covering Manufacturing | Cutting carpet or vinyl with a knife | Manually cutting vinyl and carpet places employees in uncomfortable positions (working on knees), but also exposes them to cutting injuries. | 50.6 | 82.0 | ↑ | Acceptance | none | none |
| 11 | CNC/Cutting (Metal) | 2014 | 30,538 | Fabricated Metal Product Manufacturing | Operating a horizontal band saw | Forceful exertions of the upper extremities to lift 48–60 lbs saw handle. The current saw requires manual clamping and un-clamping of the stock by turning a tightening wheel and manually moving the material forward in the saw. Twisting, turning and bending repetitively while using the saw. Awkward postures of the upper extremities and lower extremities. | 36.7 | 76.9 | ↑ | Acceptance | none | none |
| 12 | CNC/Plasma cutting | 2013 | 51,355 | Sheet Metal Work Manufacturing | Manual cutting, and notching using non-powered hand snips and tools | Exposure to repetitive usage of hand tools — static standing and bending over — awkward postures to the wrists and elbows. Repetition of using manually powered hand tools to cut, notch, trim up to 12 cuts on a piece of sheet metal. | 50.6 | 71.1 | ↑ | Acceptance | none | none |
| 13 | Automated/Knot brush assembly | 2003 | 84,299 | Broom, Brush, and Mop Manufacturing | Knot wheel machine for brush manufacturing | Leaning and reaching across the machine and above shoulder level. Repetition of pulling the last knot away from the point of operation. Risk involving gloved hand where pinch points and rotating machine parts are present. | 14.6 | 64.7 | ↑ | Acceptance | Fracture - upper extremity (1) | Caught in or compressed by equipment or objects (1) |
| 14 | CNC/Die press cutting | 2003 | 52,835 | Electromedical and Electrotherapeutic Apparatus Manufacturing | Die cutting machine and manual pull of vinyl from roll across dies | Pulling on five layers of vinyl utilizing a pinch grip. Each roll of vinyl stock weighs up to 100 lbs. and is fed from a free wheeling pin.Repetitive awkward postures while die cutting continuous sheet (roll) vinyl. Extended reaching (using force), Upper torso twisting, Forceful gripping (pinch and power), Reaching above the shoulders. Awkward posture wrist & elbow. | 64.6 | 24.1 | ↑ | Acceptance | Carpal Tunnel Syndrome (1) Disc Disorders (1) Soft tissue/Enthesopathy (2) Sprains - lower extremity (1) Sprains - Neck (2) Sprains - upper extremity (3) | Overexertion involving outside sources (6) Repetitive motions involving microtasks (3) Slip or trip without fall (1) |
| 15 | Robot/Pick & place (Vertical packer) | 2005 | 640,948 | Other Snack Food Manufacturing | Manual picking and placing bags in boxes | Number of repetitions and speed involved to place the bag into the box. We experience injuries related to hands, wrists, forearms, elbows, upper arms, and shoulders. Most of them are sprain/strain type injuries, but others escalate to CTS and tendonitis involving time away from work or surgery. | 64.6 | 43.5 | ↑ | Not Described | Carpal Tunnel Syndrome (1) Diseases of the Nervous System and Sense Organs (1) Soft tissue/Enthesopathy (3) Sprains - upper extremity (3) Sprains-Back (2) | Falls on same level (1) Other exertions or bodily reactions (1) Overexertion involving outside sources (5) Repetitive motions involving microtasks (3) |
| 16 | Automated/Blending,weighing | 2013 | 60,129 | Plastics Product Manufacturing | Manual transfer using buckets and shovel | Repetitive reaching and lifting in forward bending posture. Use of a shovel to loosen up the resin. Bending over the edge of the gaylords and reaching down into the gaylords that are as much as 46” deep and lifting buckets weighing 20 to 30 pounds out of the gaylords. | 64.6 | 24.1 | ↑ | Acceptance | none | none |
| 17 | Automated/Bottling,labelling | 2016 | 75,194 | Breweries | Manually placing labels on bottles and stacking on pallet | Manual material handling (lifting, lowering, carrying, bending, twisting), repetition per month of over 1000, double/triple handling, handling weight. Exposure to awkward body posture of the lower extremities, upper extremities, and trunk. Exposure to hand, wrist, arm, and shoulder repetition. Exposing employees to possible carpal tunnel syndrome. | 64.6 | 30.0 | ↑ | Acceptance | none | none |
| 18 | Automated/Channel bending | 2010 | 85,346 | Sign Manufacturing | Manual metal bending tools | Bending and notching, exertion of high amounts of force while often assuming awkward postures to form the letters. The injury risk is increased as the size, thickness, and hardness of the alloy increases. | 57.7 | 57.8 | ↑ | Not Described | none | none |
| 19 | Robot/Pick & place (Micro electronics) | 2011 | 77,672 | Photographic Film, Paper, Plate, and Chemical Manufacturing | Manual methods for membrane switch assembling | Using hand tools and techniques to pinch and grip with the hands and wrists. Physical hazards include material handling of small parts, being struck by moving parts, poor tool design, repeated motion, and poor workspace layout. | 14.6 | 57.8 | ↑ | Not Described | none | none |
| 20 | Robot/Universal Robot UR10 (collaborative robot application) | 2015 | 51,429 | Precision Turned Product Manufacturing | Rotating chamfer and sander tool (not fully described) | Operators use hand, wrist, elbow and shoulder movements repetitively over the 10 hour work shift at a frequency of approximately 68 parts per hour. The operator is required to make approximately 6 movements per part. The average part weight is up to 10 pounds. Required grip pressure to grasp parts is approximately 2 psi. Hand intensive work with Lifting, Repetitive motion, and Vibration exposure. | 30.2 | 57.8 | ↔ | Acceptance | none | none |
| 21 | CNC/Routing | 2014 | 54,229 | Sporting and Athletic Goods Manufacturing | Hand-held router | Above average size and weight and long or awkwardly shaped products (20–90 lbs) preclude use of machines to efficiently move. Cutting, drilling, routing, and assembly are all performed at one station. Repetitive hand vibration and force exertion. | 57.7 | 18.8 | ↑ | Acceptance | none | none |
| 22 | CNC/Routing | 2013 | 109,834 | Architectural Metal Products Manufacturing | Hand cutting sheet metal wall panels | Employees carry sheets from one station to the next. The risk of injury increases due to handling multiple times carrying, kneeling, bending, and pushing. | 30.2 | 50.7 | ? | Not Described | Open Wounds (1) | Struck by object or equipment (1) |
| 23 | CNC/Cutting (Rubber) | 2013 | 151,316 | Rubber Product Manufacturing for Mechanical Use | Box cutters and knives to manually cut different rubber products | The major injury concerns for this job tasks, are the weight of the various materials carried, lifted and transporting to the cutting tables. Also, there are forceful exertions and awkward body postures of the back. neck, shoulder, arms, wrist and hands while hand cutting the various rubber types. | 50.6 | 50.7 | ↑ | Acceptance | none | none |
| 24 | CNC/Routing | 2014 | 63,059 | Custom Architectural Woodwork and Millwork Manufacturing | CNC machine with one operating head and hand-held power and non-power tools | Repetitive motion injuries and ergonomic related injuries from lifting and/or pushing or pulling of lumber or material. | 43.5 | 24.1 | ↑ | Acceptance | none | none |
| 25 | Robot/Fanuc ArcMate 100iB | 2015 | 53,471 | Plastics Product Manufacturing | Manually trimming plastic molded gate | Hand intensive work with repetitive motion. | 30.2 | 43.5 | ↔ | Acceptance | none | none |
| 26 | CNC/Cutting (Fabric) | 2010 | 97,241 | Upholstered Household Furniture Manufacturing | Scissors, electric cutter and cutting table | Awkward wrist postures when cutting fabric. Working with hands above shoulder height to remove fabric from racks. Awkward postures of the back and shoulder when reaching to position and cut fabric on the cutting table. | 36.7 | 36.5 | ↑ | Not Described | none | none |
| 27 | CNC/Vertical Machining | 2004 | 81,788 | Hand Tool Manufacturing | Manual drill press | Repetitive motion of the hands and wrist. Pinch grasp in movement of part from the tray to the point of operation. Awkward position of head and neck when completing a 2 part drill. | 7.9 | 36.5 | ↑ | Acceptance | Carpal Tunnel Syndrome (1) Soft tissue/Enthesopathy (1) | Overexertion involving outside sources (1) Repetitive motions involving microtasks (1) |
| 28 | CNC/Cutting (Polymer sheets) | 2012 | 77,214 | Commercial Screen Printing | Various equipment, including band saw, router, drill press, table saw, miter saw, table saw, rip saws, and utility knives. | Lifting, manipulating and pushing materials (weighing up to 83 lbs) against a saw gate through a moving saw blade. Exposure in the cutting area averaged about 900 work hours per year over the past 2 years. Strains and sprains are also possible due to the material handling and manipulation of both the material and the tools. Awkward postures and extended reaches are the norm. | 19.0 | 30.0 | ↑ | Not Described | Open Wounds (1) | Struck against object or equipment (1) |
| 29 | CNC/Cutting (Stone) | 2013 | 138,512 | Cut Stone and Stone Product Manufacturing | Stone saw and hand-held pneumatic stone polishing tools | Push and pull issues on the saw cutting table along with lifting and moving pieces to the rolling cart. Employees maintaining static work and hand/arm/elbow -postures during repetitive hand tool cutting/buffing/deburring granite marble counter tops. | 24.2 | 24.1 | ↑ | Not Described | none | none |
| 30 | Automated/Marking,etching machine | 2011 | 31,967 | Fabricated Pipe and Pipe Fitting Manufacturing | Embed serial numbers on to metal pipe using hammer or Hilti gun | Large hammer forces to embed the serial numbers into the metal. The hammer weighs 2 pounds. Jarring of the shoulder occurs on impact. Sustained postures must be maintained by the left hand to hold the number stamp in place. Grip and hold the stamp in place for the 3–5 minutes of stamping. Awkward shoulder and elbow postures are needed to hold the 11 lb gun tool in the proper position. | 14.6 | 24.1 | ↑ | Not Described | none | none |
| 31 | Robot/Daihen OTC DR4000 welding | 2015 | 27,420 | Leather Good and Allied Product Manufacturing | Manually controlled welder, welding fixtures, deburrer | Welding in awkward positions repetitively. Sometimes employees must weld on their back or knees. Hand intensive work with repetitive motion. | 19.0 | 10.7 | ↑ | Acceptance | Foreign Body, Eye (1) Open Wounds (1) | Rubbed or abraded by friction or pressure (1) Struck by object or equipment (1) |
| 32 | Automated/Weld controlling | 2013 | 26,133 | Fabricated Wire Product Manufacturing | High-speed vertical pedestal sander (abrasive belt polisher) | Employees polish 400 parts per hour equating to 30,000 wrist movements per week. Exposures include hands and wrists flexing and extending repeatedly, soft tissue compression, rotating forearms and twisted and unsupported backs, vibration from the sanding belt motion, and pinching and gripping the part. Pressure applied to hold the part against the sanding belt. | 14.6 | 5.4 | ↔ | Not Described | Soft tissue/Enthesopathy (1) | Overexertion and bodily reaction, unspecified (1) |
| 33 | Robot/Universal Robots UR5 | 2015 | 85,063 | Electroplating, Plating, Polishing, Anodizing, and Coloring | Manually hold work piece in chemical bath for selective plating | Operator constantly holds the work piece with awkward hand placement and the forearm flexed. This process is very repetitive in nature and creates a great deal of fatigue for our operators. Employees must turn their head frequently during the plating process. Some pressure force must be applied to the work piece against the anode during the plating process as well. | 14.6 | 2.5 | ↑ | Acceptance | none | none |
| 34 | CNC/Plasma cutting | 2003 | 60,560 | Plumbing, Heating, and Air-Conditioning Contractors | Manual handling and cutting sheet metal | Risk factors of awkward postures, forceful exertions, contact stress and repetitive motions (low-moderate) are present in the cutting and notching tasks. Ulnar deviation while holding snips/shears. Forceful exertion to cut metal, contact stress on fingers from the handles | ↑ | Not Described | none | none | ||
| 35 | CNC/Lathe | 2004 | 314,774 | Fabricated Pipe and Pipe Fitting Manufacturing | Operation of manual pipe threading machines | Identical or similar motions performed every few seconds; pinching more than 2 lbs; gripping more than 10 lbs; neck twisting/bending; forceful gripping with the fingers to hold an object; localized vibration; shoulder unsupported with arm above mid-torso height; mild forward or lateral bending. | ↑ | Not Described | Contusion (1) Fracture - lower extremity (1) Fracture - upper extremity (1) Open Wounds (6) Soft tissue/Enthesopathy (1) Sprains - Neck (1) Sprains - other (1) Sprains - upper extremity (1) Sprains-Back (4) | Caught in or compressed by equipment or objects (2) Contact with objects and equipment, unspecified (1) Other exertions or bodily reactions (1) Overexertion involving outside sources (6) Struck against object or equipment (3) Struck by object or equipment (4) | ||
| 36 | CNC/Plasma cutting | 2004 | 60,989 | Plumbing, Heating, and Air-Conditioning Contractors | Cutting and notching sheet metal using sheers, notching machine and snips. | Risk of airborne pieces of metal has been the cause of two eye injuries. Another exposure is Carpal Tunnel Syndrome due to the squeezing of snips and repetitious actions during the cutting and folding process of manual layout. | ↑ | Not Described | Foreign Body, Eye (1) Open Wounds (2) | Contact with objects and equipment, unspecified (1) Struck by object or equipment (2) | ||
| 37 | Automated/Demolding (Rubber) | 2004 | 59,273 | Rubber Product Manufacturing | Operator tends rubber injection molding machine - demolding parts | The demolding operation exposes the operator to smoke from the vulcanization process which has irritated some operators, though minimal chemical exposure risks are present. The majority of the risk is physical - crush forces ranging from 70 to 550 tons and temperatures ranging 340°F to 425°F. | ↓ | Not Described | none | none | ||
| 38 | Automated/Forming (Sheet metal - ducts) | 2004 | 282,021 | Plumbing, Heating, and Air-Conditioning Contractors | Sheet metal fabrication stations and use of flat sheet metal stock | Because of the size and weight of flat stock sheets handled, fabricators experience continual strain on the back, shoulders, legs and arms. Sharp edges and corners expose workers to lacerations and puncture wounds. | ? | Acceptance | Contusion (1) Crushing Injury (2) Fracture - upper extremity (1) Open Wounds (4) Sprains - upper extremity (1) Sprains-Back (3) | Caught in or compressed by equipment or objects (3) Overexertion involving outside sources (4) Struck against object or equipment (2) Struck by object or equipment (3) | ||
| 39 | CNC/Punching, shearing | 2005 | 89,175 | Metal Service Centers and Other Metal Merchant Wholesalers | Steel punch, drill and shear equipment and associated manual handling | Physical demands to push, pull, maneuver the heavy steel into place weighing in excess of 100 lbs. Awkward positions to hold the steel in place, thus exposing employees to the potential hazards of tripping, or falling into the path of other work being performed. Pinched fingers, cuts or lacerations are common due to the manual manipulation of heavy steel and sharp edges. | ↑ | Not Described | none | none | ||
| 40 | Automated/Forming (Sheet metal - ducts) | 2004 | 606,264 | Plumbing, Heating, and Air-Conditioning Contractors | Manual sheet metal coil feeding equipment | The weight, awkwardness, and sharpness of the sheet metal has potential for a back injury or lacerations. We are lifting 200 – 400 pieces with various weights. Rolls of insulation weighing 30 lbs must be lifted overhead and placed on a rod. The insulating duct requires the lifting that could weigh as much as 80 lbs. Cutting insulation with a razor knife. Potential hazards - possibility of inhaling fiberglass from the insulation or the solvent in the glue, and lacerations due to cutting with a razor knife. | ↑ | Not Described | Cellulitis or abscess (1) Open Wounds (1) | Overexertion involving outside sources (1) Struck against object or equipment (1) | ||
| 41 | Automated/Molding | 2005 | 127,692 | Aluminum Foundries (except Die-Casting) | Mold “squeezer table” and air driven ram. | Lifting portions of the mold weighing 50–100 lbs, 100–150 times every day. As a result, there is a great deal of strain on the fingers, wrists, arms, shoulders, and back. | ↓ | Not Described | Disc Disorders (1) Soft tissue/Enthesopathy (1) | Overexertion involving outside sources (2) | ||
| 42 | CNC/Routing | 2005 | 192,735 | All Other Plastics Product Manufacturing | Hand held air saws and grinders | Potential for back injury due to the operator having to constantly move, flip and rotate small to very large parts while cutting off excess run out material. These operations also include the potential for carpal tunnel syndrome from repetitive motions. There is vibration exposure and the possibility of deep lacerations or amputation of fingers from the air saw or grinder. | ↑ | Not Described | Contact Dermatitis and other eczema (1) Contusion (1) Foreign Body, Eye (2) Fracture - upper extremity (1) Open Wounds (2) | Exposure to other harmful substances (1) Falls on same level (1) Struck by object or equipment (5) | ||
| 43 | Automated/Palletizing | 2005 | 179,023 | Bottled Water Manufacturing | Manually moving bottled water from conveyor to boxes and manually loading/stacking on pallet | Pallets (30 lbs) are manually stacked then lifted from different heights and carried to the stocking area. Over 70 pallets are handled per day. Boxes weighing 48 lbs are stacked which requires awkward postures. Exposures include back strain, twisting and bending, slips, trips, and falls, as well as cuts and abrasions. | ↓ | Not Described | Sprains-Back (1) | Other exertions or bodily reactions (1) | ||
| 44 | Robot/Fanuc M-16 | 2006 | 132,543 | Automotive Seating Manufacturing | Hand-held steam iron | There is a severe risk of injury to the wrist, neck and back while performing this job. The shoulders and elbows show a potential for injury. | ↑ | Not Described | Soft tissue/Enthesopathy (3) Sprains - upper extremity (1) | Overexertion involving outside sources (2) Repetitive motions involving microtasks (2) | ||
| 45 | Robot/ABB M94-A Model 4400 | 2007 | 109,524 | Metal Service Centers and Other Metal Merchant Wholesalers | Operator tends die cast machine | Risk factor is the repetitive use of the same hand. This is a potential liability to rotator cuff strain, sprains and/or rotator cuff tears. This also could be a problem with back sprains and strains. | ↑ | Not Described | Burn (7) Soft tissue/Enthesopathy (1) Sprains - upper extremity (2) | Exposure to temperature extremes (7) Overexertion involving outside sources (2) Slip or trip without fall (1) | ||
| 46 | Robot/Fanuc 420 | 2006 | 161,304 | Metal Service Centers and Other Metal Merchant Wholesalers | Operator tends die cast machine | Bums from bursting biscuit, hot tooling, and handling hot die castings. Ergonomic hazard associated with repetitive motion, repetitive lifting, twisting and hand squeezing. Possible pinch point areas. | ↑ | Not Described | Burn (1) Disc Disorders (1) Foreign Body, Eye (1) Sprains - upper extremity (2) Sprains-Back (1) | Exposure to temperature extremes (1) Other exertions or bodily reactions (1) Overexertion involving outside sources (3) Struck by object or equipment (1) | ||
| 47 | Robot/Ranger RT-1000S3 | 2007 | 64,602 | Plastics Product Manufacturing | Operator tends plastic injection molding machine | The gate is manually opened 550 times in an 8 hour shift. This involves gripping and pulling the handle of the heavy gate. Once all parts have been extracted from the mold the hand and wrist have to be manipulated into different positions to trim the gate using a set of plastic cutters. This will eventually lead to Cumulative Trauma Disorder. | ? | Not Described | Sprains - lower extremity (1) | Slip or trip without fall (1) | ||
| 48 | Automated/Insertion | 2007 | 47,060 | Fabricated Structural Metal Manufacturing | Use of brake press to press PEM nuts/studs into sheet metal | The main risk factor created by this job is the strain which is created on the lower back from bending in the 90 degree position while the neck is tipped up to assure proper alignment of the PEM nuts. Secondary risk factors are the strain created on the arm, shoulder, and neck area from reaching excessively and forcefully turning the part. This is done 25 hours per week. | ↑ | Acceptance | none | none | ||
| 49 | Robot/Star LW-1000V-460 | 2007 | 51,345 | Plastics Product Manufacturing | Use of Snips to cut away parts | Exposure to a sharp cutting device. Poor hand posture can create fatigue and could lead to cumulative trauma injuries. Repetitive cutting of the parts does lead to neck, shoulder and arm fatigue in addition to the complaints of hand symptoms. | ↑ | Not Described | Open Wounds (1) | Struck by object or equipment (1) | ||
| 50 | Robot/Fanuc s-430iW | 2008 | 70,903 | Metal Tank Manufacturing | Manual handling of tank heads. | The machine configuration leads to poor ergonomics which can lead to potential back and abdominal injuries. Having to lean into the press with arms outstretched poses a risk for injury. Moving tank heads by hand raises the risk of a part (weighing up to 90 lbs) slipping and being dropped. which could result in a broken hand or foot. Overhead reaching to activate press palm controls. | ↑ | Acceptance | Hernia of abdominal cavity (1) | Overexertion involving outside sources (1) | ||
| 51 | CNC/Press brake, shearing, grinding (multi) | 2009 | 67,384 | Saw Blade and Handtool Manufacturing | Hydraulic bending machine; use of an abrasive chop saw to cut bar stock | The inherent risks associated with these operations include cuts/abrasions, strains/sprains, contact in pinch points, flying particles, amputation, noise and dust. Strains/sprains from multiple tooling changes and crushed fingers and fractures from tooling changes and contact in pinch points since there is no way to guard this equipment effectively, | ? | Not Described | Fracture - upper extremity (1) | Struck by object or equipment (1) | ||
| 52 | CNC/Plasma cutting | 2010 | 68,349 | Machine Shops | Cutting and shaping metal using vertical and band saws; acetylene torch; and hand grinders. | Employees use a hand held torch to cut material. Exposures include flash burns, falling debris or parts, and risk of being cut on the jagged edge. Common complaints are of fatigue and pain in the lower back and neck due to bending and reaching across part. | ↑ | Not Described | none | none | ||
| 53 | CNC/Lathe | 2010 | 198,014 | Other Nonferrous Metal Foundries (except Die-Casting) | Older lathes and other equipment | Exposure to continuous heavy loads some of which are in the 75 lb range and are of awkward shape. Exposure to repetitive arm, hand and shoulder motion and vibration. Exposure to vibration can also cause the operator to grip the parts or machine lever with greater force, putting extra strain on the hand and fingers. The manual lathes require the operator to use awkward body positioning to load and unload parts as well as operate the machinery. These positions involve raising one’s arm above shoulder height. Repetitive unloading and loading of parts into machine chuck. | ↑ | Not Described | none | none | ||
| 54 | Automated/Coil winding | 2013 | 68,422 | Power, Distribution, and Specialty Transformer Manufacturing | Wire is pounded into place with rubber mallets in the process of coil winding | Repetitive hammer hits - 30 to 40 hammer hits for each layer in about a 3–5 minute period. The motion from swinging the mallet exposes the operator to stress and fatigue, which could result in repetitive motion injuries. Winding employees are utilizing rubber mallets that weigh 21, 42, 52, and 96 ounces. | ? | Not Described | Burn (1) Contusion (1) Fracture - upper extremity (1) Open Wounds (1) Soft tissue/Enthesopathy (1) Sprains - upper extremity (2) | Caught in or compressed by equipment or objects (2) Exposure to temperature extremes (1) Overexertion involving outside sources (2) Struck by object or equipment (2) | ||
| 55 | Robot/Fanuc R-2000 | 2014 | 74,357 | Wood Container and Pallet Manufacturing | Layout of material and use of pneumatic nail gun in assembly of wood crates | Persistent use of a nail gun poses risks of carpal tunnel syndrome. Long time exposures to a panel jigging system poses potential physical hazards such as lumbar injuries, strain/sprain on shoulder, upper arm, rotator cuff, radius/ulna or wrist. | ↑ | Acceptance | none | none | ||
| 56 | Robot/Yaskawa Motoman custom | 2014 | 162,510 | Chocolate and Confectionery Manufacturing | Hand tying ribbons on small boxes | Repetitive motion of right arm pulling down ribbon. Continuous movement of fingers and wrists. Long periods of time sitting for lower back fatigue. Lifting 1 lb boxes with above waist extremities while sitting. 1000 bows are tied per employee per 10 hour shift. | ↑ | Not Described | none | none | ||
| 57 | Robot/Fanuc R-2000 | 2014 | 68,964 | Plastic Products Manufacturing | Manually placing and removing inserts from a mold cavity | The repetitive motions of forceful grabbing, reaching and pushing over 600 times per shift to insert the components into the mold cavities and needing to look down and side to side each time, has the potential for strain/sprains of the shoulders, back, arms, wrist, and neck, bilateral epicondylitis, carpal tunnel. | ↑ | Acceptance | Open Wounds (1) | Struck by object or equipment (1) | ||
| 58 | CNC/Routing | 2014 | 58,574 | Wood Cabinet Manufacturing | Table saw, drill press, jig saw and handheld router | Processes for cutting, carving, drilling and machining wood and other materials require employees to lift, position, hold and feed the material into or onto the table saw, drill press, jig saw and handheld router; and to transfer the pieces between tools. The 82 lb. boards are likely considered a Medium to High Risk lifting task given there are two people lifting and because the lift is from knee height to waist height. | ↑ | Acceptance | none | none | ||
| 59 | Automated/Bottling | 2015 | 131,194 | Distilleries | Manual handling during bottling, capping and labelling | The bottlers have to move the bottles down the line requiring a great deal of repetitive motion that can lead to repetitive stress injuries to the hands, wrists, elbows and shoulders. Hand intensive work with lifting | ↑ | Acceptance | Open Wounds (1) | Struck by object or equipment (1) | ||
| 60 | Robot/Fanuc M20 | 2015 | 50,626 | Machine Tool Manufacturing | Deburr wheel and laser etching machine | The operator is holding pieces of aluminum in front of a deburr wheel for their entire shift. Hand intensive work with repetitive motion and vibration exposure with very small parts and detailed contoured edges. The other operator loads and unloads the laser machine with parts which is also hazardous because of the danger of catching the laser in the operator’s eye. | ↔ | Acceptance | Contact Dermatitis and other eczema (1) | Exposure to other harmful substances (1) | ||
| 61 | Robot/Universal Robots UR10 (collaborative robot application) | 2015 | 55,984 | Precision Turned Product Manufacturing | Manually tend CNC lathe with high production rate | Highly repetitive hand movements and grip/grasp motions. This highly repetitive environment contains hazards that could result in work related injury and illness such as Carpal Tunnel Syndrome and Tendonitis. | ↑ | Acceptance | none | none | ||
| 62 | CNC/Drilling (Wood) | 2016 | 58,374 | Transportation Industry Roll Up Door Manufacturing | Manual placement of hinges and drilling | Numerous strain issues with the person under the door in very awkward positions for several hours per day. Neck from bending to look up at door. Shoulders from working with hands above shoulder height. All areas of the back from awkward postures and wrists are severely bent when drilling holes. Grip hazards with vibration from holding power drill. | ↑ | Not Described | Sprains - upper extremity (1) | Caught in or compressed by equipment or objects (1) | ||
| 63 | CNC/Edgebanding | 2016 | 103,619 | Wood Kitchen Cabinet and Countertop Manufacturing | Manual cutting, joining and glueing tools. | Many awkward postures of the shoulders, lower back and neck. Risk factors observed include: back flexion, shoulder flexion/extension between +/−30 degrees on the right side and static posture with downward pressure applied by the left hand/arm to steady the board. Elbow flexion and static abduction of the right arm to operate the air gun. Risk factors observed include: pivoting the right shoulder using abduction and adduction and moving the right hand/wrist 16 times to spray glue during a 14 second period. Neck flexion in a static posture is used during spraying. | ↑ | Acceptance | none | none |
(Employer description is paraphrased, but closely represents language used by the employer.)
↑ increased, ↓ decreased, ↔ unchanged, ? not described
Footnotes
Disclaimer: The findings and conclusions in this report are those of the author(s) and do not necessarily represent the official position of the National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention or the Ohio Bureau of Workers’ Compensation. Mention of any company or product does not constitute endorsement by the National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention or the Ohio Bureau of Workers’ Compensation.
REFERENCES
- Acemoglu D, & Restrepo P (2017). Robots and Jobs: Evidence from US Labor Markets (No. w23285). National Bureau of Economic Research. 10.3386/w23285 [DOI] [Google Scholar]
- ANSI. (2012). ANSI/RIA R15.06–2012, American National Standard for Industrial Robots and Robot Systems — Safety Requirements.
- Bertke SJ, Meyers AR, Wurzelbacher SJ, Bell J, Lampl ML, & Robins D (2012). Development and evaluation of a Naïve Bayesian model for coding causation of workers’ compensation claims. Journal of Safety Research, 43(5–6), 327–332. 10.1016/j.jsr.2012.10.012 [DOI] [PMC free article] [PubMed] [Google Scholar]
- Bertke SJ, Meyers AR, Wurzelbacher SJ, Measure A, Lampl MP, & Robins D (2016). Comparison of methods for auto-coding causation of injury narratives. Accident Analysis & Prevention, 88, 117–123. 10.1016/j.aap.2015.12.006 [DOI] [PMC free article] [PubMed] [Google Scholar]
- Boyd G, Scott R, & Oakley D (2001). Science and Technology Contributions to Improving Worker Safety and Health. WM ‘01 Conference, Tucson, AZ. http://archive.wmsym.org/2001/29/29-2.pdf [Google Scholar]
- Cagno E, Micheli GJL, Masi D, & Jacinto C (2013). Economic evaluation of OSH and its way to SMEs: A constructive review. Safety Science, 53, 134–152. 10.1016/j.ssci.2012.08.016 [DOI] [Google Scholar]
- Davis J, & Crotts M (2010). Workers Compensation Claim Frequency Continues to Decline in 2009 (NCCI Research Brief). National Council on Compensation Insurance (NCCI). https://www.ncci.com/Articles/Pages/II_research-claims-frequency-sept-2010.pdf [Google Scholar]
- Federal Reserve Bank of St. Louis. (2020). Producer Price Index by Industry: Industrial Machinery Manufacturing. FRED, Federal Reserve Bank of St. Louis. https://fred.stlouisfed.org/series/PCU33323332 [Google Scholar]
- Goggins RW, Spielholz P, & Nothstein GL (2008). Estimating the effectiveness of ergonomics interventions through case studies: Implications for predictive cost-benefit analysis. Journal of Safety Research, 39(3), 339–344. 10.1016/j.jsr.2007.12.006 [DOI] [PubMed] [Google Scholar]
- Graetz G, & Michaels G (2018). Robots at Work. The Review of Economics and Statistics, 100(5), 753–768. 10.1162/rest_a_00754 [DOI] [Google Scholar]
- Gutelius B, & Theodore N (2019). The Future of Warehouse Work: Technological Change in the U.S. Logistics Industry. U.C. Berkeley Labor Center; Working Partnerships USA. https://laborcenter.berkeley.edu/future-of-warehouse-work/ [Google Scholar]
- International Federation of Robotics. (2017). The Impact of Robots on Productivity, Employment and Jobs. IFR International Federation of Robotics. https://ifr.org/downloads/papers/IFR_The_Impact_of_Robots_on_Employment_Positioning_Paper_updated_version_2018.pdf [Google Scholar]
- Layne L (personal communication). (personal communication, June 1, 2021). Robot‐related fatalities at work in the U.S. 1992–2017. [Google Scholar]
- Lee JD, & Seppelt BD (2012). Human Factors and Ergonomics in Automation Design. In Salvendy G, Ed. Handbook of Human Factors and Ergonomics (4th ed.). John Wiley & Sons, Inc. [Google Scholar]
- Leviton LC, & Sheehy JW (1996). Encouraging small businesses to adopt effective technologies to prevent exposure to health hazards. American Journal of Industrial Medicine, 29(4), 409–411. [DOI] [PubMed] [Google Scholar]
- Lowe BD, Albers J, Hayden M, Lampl M, Naber S, & Wurzelbacher S (2020). Review of Construction Employer Case Studies of Safety and Health Equipment Interventions. Journal of Construction Engineering and Management, 146(4), 04020012. 10.1061/(ASCE)CO.1943-7862.0001782 [DOI] [Google Scholar]
- Makris S, Tsarouchi P, Matthaiakis A-S, Athanasatos A, Chatzigeorgiou X, Stefos M, Giavridis K, & Aivaliotis S (2017). Dual arm robot in cooperation with humans for flexible assembly. CIRP Annals, 66(1), 13–16. 10.1016/j.cirp.2017.04.097 [DOI] [Google Scholar]
- Meyers AR, Al-Tarawneh IS, Wurzelbacher SJ, Bushnell PT, Lampl MP, Bell JL, Bertke SJ, Robins DC, Tseng C-Y, Wei C, Raudabaugh JA, & Schnorr TM (2018). Applying Machine Learning to Workers’ Compensation Data to Identify Industry-Specific Ergonomic and Safety Prevention Priorities: Ohio, 2001 to 2011. Journal of Occupational and Environmental Medicine, 60(1), 55–73. 10.1097/JOM.0000000000001162 [DOI] [PMC free article] [PubMed] [Google Scholar]
- Michaels G, Natraj A, & Van Reenen J (2010). Has ICT Polarized Skill Demand? Evidence from Eleven Countries over 25 years (No. w16138; p. w16138). National Bureau of Economic Research. 10.3386/w16138 [DOI] [Google Scholar]
- Miller BM, Metz D, Smith TD, Lastunen J, Landree E, & Nelson C (2018). Understanding the Economic Benefit Associated with Research and Services at the National Institute for Occupational Safety and Health: An Approach and Three Case Studies. RAND Corporation. 10.7249/RR2256 [DOI] [PMC free article] [PubMed] [Google Scholar]
- Mossink JCM (2002). Understanding and performing economic assessments at the company level (Protecting Workers’ Health Series No. 2, p. 46). World Health Organization. https://www.who.int/occupational_health/publications/en/pwh2e.pdf [Google Scholar]
- Ogbemhe J, Mpofu K, & Tlale NS (2017). Achieving Sustainability in Manufacturing Using Robotic Methodologies. Procedia Manufacturing, 8, 440–446. 10.1016/j.promfg.2017.02.056 [DOI] [Google Scholar]
- Ohio Bureau of Workers’ Compensation. (2020). Ergonomic tools & resources; Ergonomic risk factor measurement form. https://www.bwc.ohio.gov/downloads/blankpdf/ErgoRiskFactorMeasureFo
- Parasuraman R, Sheridan TB, and Wickens CD (2000). A model for types and levels of human interaction with automation. IEEE Transactions on Systems, Man, and Cybernetics - Part A: Systems and Humans, 30(3), 286–297. 10.1109/3468.844354 [DOI] [PubMed] [Google Scholar]
- Parasuraman R, and Riley V (1997). Humans and Automation: Use, Misuse, Disuse, Abuse. Human Factors, 39(2), 230–253. 10.1518/001872097778543886 [DOI] [Google Scholar]
- Patel PC, Devaraj S, Hicks MJ, & Wornell EJ (2018). County-level job automation risk and health: Evidence from the United States. Social Science & Medicine, 202, 54–60. 10.1016/j.socscimed.2018.02.025 [DOI] [PubMed] [Google Scholar]
- Schneider S (1995). Ergonomics: OSHA’s Draft Standard for Prevention of Work-Related Musculoskeletal Disorders. Applied Occupational and Environmental Hygiene, 10(8), 665–674. 10.1080/1047322X.1995.10387664 [DOI] [Google Scholar]
- Smids J, Nyholm S, & Berkers H (2020). Robots in the Workplace: a Threat to—or Opportunity for—Meaningful Work? Philosophy & Technology, 33(3), 503–522. 10.1007/s13347-019-00377-4 [DOI] [Google Scholar]
- Takayama L, Ju W, & Nass C (2008). Beyond dirty, dangerous and dull: what everyday people think robots should do. Proceedings of the 3rd International Conference on Human Robot Interaction - HRI ‘08, 25. 10.1145/1349822.1349827 [DOI] [Google Scholar]
- Targoutzidis A, & et al. (2014). The business case for safety and health: Cost–benefit analyses of interventions in small and medium-sized enterprises - Safety and health at work - EU-OSHA. European Agency for Safety and Health at Work. https://osha.europa.eu/en/publications/reports/the-business-case-for-safety-and-health-cost-benefit-analyses-of-interventions-in-small-and-medium-sized-enterprises/view [Google Scholar]
- Thomas C, Stankiewicz L, Grötsch A, Wischniewski S, Deuse J, & Kuhlenkötter B (2016). Intuitive Work Assistance by Reciprocal Human-robot Interaction in the Subject Area of Direct Human-robot Collaboration. Procedia CIRP, 44, 275–280. 10.1016/j.procir.2016.02.098 [DOI] [Google Scholar]
- U.S. Bureau of Labor Statistics. (2020). OIICS Table of Contents. Injuries, Illnesses, and Fatalities: Occupational Injury and Illness Classification Manual. https://www.bls.gov/iif/oshoiics.htm [Google Scholar]
- Whitton S (2020, March 9). Using Robots to Enhance Worker Safety. Using Robots to Enhance Worker Safety. https://industrytoday.com/using-robots-to-enhance-worker-safety/ [Google Scholar]
- Wischniewski S, Heinold E, & Rosen PH (2022). Results from the Third European Survey of Enterprises on New and Emerging Risks on Human-Robot Interaction. In Black NL, Neumann WP, & Noy I (Eds.), Proceedings of the 21st Congress of the International Ergonomics Association (IEA 2021) (pp. 343–346). Springer International Publishing. 10.1007/978-3-030-74614-8_41 [DOI] [Google Scholar]
- Wurzelbacher SJ, Bertke SJ, Lampl MP, Bushnell PT, Meyers AR, Robins DC, & Al-Tarawneh IS (2014). The effectiveness of insurer-supported safety and health engineering controls in reducing workers’ compensation claims and costs: Effectiveness of OSH Engineering Controls. American Journal of Industrial Medicine, 57(12), 1398–1412. 10.1002/ajim.22372 [DOI] [PMC free article] [PubMed] [Google Scholar]
- Wurzelbacher SJ, Lampl MP, Bertke SJ, & Tseng C-Y (2020). The effectiveness of ergonomic interventions in material handling operations. Applied Ergonomics, 87, 103139. 10.1016/j.apergo.2020.103139 [DOI] [PMC free article] [PubMed] [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.