

Abstract
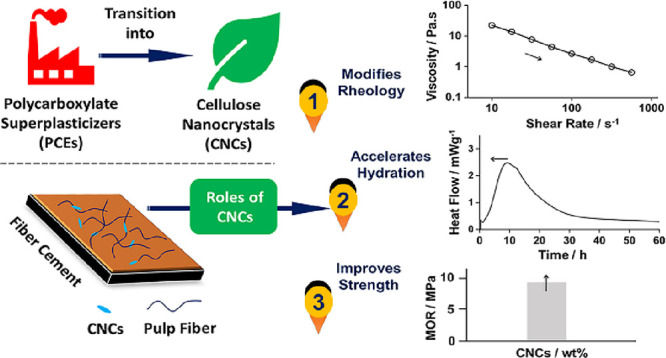
Fiber cement reinforced with pulp fibers is one of the key drivers for the decarbonization of nonstructural building materials, where the inclusion of sustainable pulp fibers at high proportions (i.e., > 8 wt %) renders poor workability of fiber-cement slurry with a concomitant loss in mechanical strength. Petrochemical-derived superplasticizers, i.e., polycarboxylates (PCEs), are predominantly used in fiber cement (including cement mortars) because they dramatically improve (content <0.5 wt %) the slurry rheology but reduce the rate of hydration and weaken the strength of the cured composite. Thus, it is crucial to explore renewable and bio-based superplasticizers devoid of any negative traits (if possible) of the conventional PCEs. In this study, we examined wood-derived cellulose nanocrystals (CNCs) as a multifunctional additive in fiber cement (bleached pulp fiber content: 8 wt %). In fiber cement, variation of the content (0.02–4 wt %) of CNCs resulted in improvement in the shear thinning behavior of the fiber-cement slurry and thereafter increased the hydration kinetics at high CNC contents (2–4 wt %). Notably, the flexural strength of the composite also exhibited improvement upon the addition of CNCs; the maximum strength was observed at 4 wt % of CNCs. Overall, the beneficial roles of CNCs afforded >10 wt % (in-total) bio-based content in fiber cement without compromising the mechanical strength and curing time (compared to PCEs); hence, the findings of this study could unravel new avenues in interface engineering of cement composites leveraging the multifunctional features of biomaterials, thus enhancing sustainability.
Keywords: fiber, cement, pulp, cellulose nanocrystals (CNCs), polycarboxylate superplasticizers (PCEs), hydration kinetics, rheology
Short abstract
Cellulose nanocrystals as a green and sustainable additive for cement composites modify rheology, accelerate hydration kinetics, and improve mechanical properties.
1. Introduction
The fiber composite reinforced with natural fiber is omnipresent in commercial and residential buildings, which has gained prominence over the last few decades as it can offset the total embodied carbon in the buildings’ structure.1,2 Fiber reinforcement is typically kept <8 wt %, as a higher content of fiber has negative ramifications on the physicochemical properties: poor workability and mechanical strength—a “conundrum” in materials engineering because the strength requirement of the composite and a low carbon-dioxide footprint are equally important to achieve sustainable development goals.3−5 Because forests serve as the carbon sink,6 wood-derived pulp fibers can reduce the carbon footprint of cementitious products destined for buildings.6 Note that pristine (unmodified) wood species will always have the biggest impact on reducing the CO2 footprint of building materials. For instance, wood-based structural materials, that is, cross-laminated timber (CLT), can reduce global warming (GW) by up to 14%7 given that buildings and construction contribute to nearly 40% of energy-related CO2 emissions.7 Therefore, the incorporation of “low-carbon” yet “high-performing” fibers as well as additives in fiber cement fabrication is of paramount importance; the key performance metrics are workability (rheology) improvement, curing characteristics (i.e., hydration), and mechanical strength (reinforcement).
In general, issues in workability can be solved by using a superplasticizer, a functional polycarboxylate polymer (PCE) that affords fiber cement to be flowable at a low water-to-cement ratio; in other words, it can function as a high-range water reducer,8 but most superplasticizers are still based on petrochemicals. Next, the hydration kinetics of cement has a profound impact on early strengthening and in setting time delay of cement paste (crucial in cases such as in oil-well cementing).9 In the context of fiber cement consisting of wood pulp, faster kinetics during curing could help negate the retardation effect in hydration caused by the presence of sugars in lignocellulosic pulp10 while rendering benefits in terms of traditional manufacturing processes such as the releasing process of the casted composite (small/large sized) from a well-defined mold.
Keep in mind that the use of traditional accelerators (e.g., inorganic salts/salt water)11 is not common in fiber cement but is widely used in task-specific concrete, i.e., seawater concrete. In the case of biomaterials, Plank’s research group has pioneered alginate-based biopolymers (water-soluble anionic polysaccharide extracted from the cell walls of brown algae) to accelerate the hydration of calcium aluminate cement in the presence of a PCE superplasticizer. Also, De Belie et al.12 demonstrated that alginate could counterbalance the negative impact on the mechanical strength of cement mortar imparted by the superplasticizer. These reports are indeed a few notable examples of the “rise” of bio-based additives for building materials.
We note that recent research has indicated that cellulosic nanomaterials, i.e., cellulose nanocrystals (CNCs), which are the rod-shaped crystalline building blocks of cellulose, are capable of modifying the rheology of cement paste,13 influencing the hydration kinetics, and reinforcing the concrete14,15 The fascinating aspects of CNCs are that they can be extracted from a variety of biomasses, e.g., wood, and have a high aspect ratio (≈6–70),16,17 stiffness (≈110–130 GPa), and strength (tensile strength ≈ 10 GPa).18 Moreover, current market research predictions indicate the growth of the nanocellulose market from USD 271.26 million (as of 2017) to around USD 1076.43 million by the end of 2025.18 Additional perks of CNCs are a broad range of surface functionalities (depending on surface modification) and resilience in challenging chemical environments, i.e., high pH, which make them a strong candidate to reinforce cement.14,19 Techno-economically, the (relatively) low cost of production (∼<$10/lb) makes them a suitable material for large-scale production, which is crucial for downstream application.19,20
We also note that wood-derived nanocellulose (e.g., CNCs) will have a lesser GW impact because its production process is highly energy-intensive.6 But in the context of replacing the parent material (i.e., cement), CNCs can have positive ramifications on the net CO2 emission of cementitious composite, which does not preclude fiber-reinforced cement.21 In combination with wood-derived pulp fiber, the lesser GW impact of CNCs can be substantiated, while it can replace other components in the fiber cement, such as PCE-based superplasticizers. Traditionally, PCEs are the byproducts of petrochemicals (e.g., methoxy-polyethylene glycol copolymer); thus, replacing them with CNCs further contributes to the improvement of GW impact.
In this study, we have investigated the roles of nanocrystalline cellulose as a rheology modifier (related to workability), curing agent (related to hydration kinetics), and mechanical strengthener (related to reinforcement) in fiber cement. To substantiate the positive ramification of CNCs, we varied their content (x in wt %) during the fabrication process and systematically investigated the rheology, hydration kinetics, and mechanical strength. Furthermore, to understand the interaction of CNCs with pulp fiber and how this interaction may influence the hydration of fiber cement, we performed electron microscopy.
These findings will provide a possible way through the current “conundrum” of materials engineering of fiber cement, which means pushing the content of biomaterials >10 wt % in cement composites while attaining the required mechanical strength and without delaying the hydration (curing) process. Furthermore, the beneficial roles of CNCs presented in this research could also be extended to casting of infrastructure concrete and 3D printing of building materials.
2. Experimental Section (Materials and Method)
2.1. Raw Materials
Ordinary Portland cement (OPC, Type I) was received as a donation from Lafarge, Canada, and then used for composite fabrication (vide infra).22 Cellulose nanocrystals (CNCs) were obtained from the process development center of the University of Maine, USA.23 Northern bleached softwood kraft (NBSK) pulp was kindly donated by Canfor, Canada.24 The polycarboxylate-based superplasticizer, poly(acrylamide-co-acrylic acid) partial sodium salt (abbreviated as PCE), was obtained from Sigma Aldrich, Canada, and used as received.25 Unless specified, reverse osmosis (RO) water was used during composite fabrication.
2.2. Fabrication of the Cement Composite
Two sets of fiber cement samples were prepared for this comparative study. The first set of samples employed CNCs as an additive, and the second set of samples incorporated PCEs. The noncementitious additives (CNCs/PCEs) varied in content (0.02, 0.06, 0.2, 0.6, 1, 2, 3, and 4 wt % of cement) and were hand mixed for 3 min, after which they were transferred into a tabletop mixer (Techwood 6-QT 800 W, high-power mixer) along with the refined pulp fiber. Please note that all fiber cement samples prepared for this study contain 8 wt % of refined NBSK pulp fibers (herein denoted as “FC”) in them and only the additive (CNCs/PCEs) content (x in wt %) is varied (see Figure S1 for steps in sample preparation). A constant water-to-cement ratio (by weight ratio) of 0.5 was employed for the slurry preparation, and mixing was continued for ∼7 min at 600 rpm with an intermittent break every 5 min; using a spatula, the adhered fiber-cement slurry was scraped from the wall, sides, and bottom of the mixing bowl. The slurry preparation was done under a fume hood at a temperature of 23 ± 2 °C and relative humidity of 50 ± 4%. The slurry was then cast in a stainless-steel mold (30 × 20 × 0.8 cm), and then it was air cured. Note that the composite was completely (without releasing agent) demolded after 7 days and then sealed in a plastic bag.
2.3. Characterization of Sustainable Cement Composite
2.3.1. Rheological Characterization
The rheological characterizations were conducted using a rheometer from NETZSCH Malvern, UK (model: Kinexus Ultra Plus). The testing geometry consisted of a four-vane type geometry with a 25 mm diameter. To be consistent across the various specimens, a testing protocol was set up in a way that all the tests were started at an early age of 12 ± 1 min and a vane gap of 1 mm was maintained for all the samples. As the cement pastes were in the dormant period, it was anticipated that the material behavior would be unperturbed during the testing period owing to the hydration. For each experiment, approximately 33 mL of mixed fiber-cement slurry/paste containing additives in varied proportions was poured into the sample holder, and steady shear viscometry analysis was carried out with a logarithmic increment of four steps at 25 ± 1 °C. The apparent viscosity corresponding to the high shear rate region (100 to 562.4 s–1) was power law fitted to calculate the flow index “n” (using the equation η = kγ̇n – 1, where η is the apparent viscosity, k is the consistency coefficient, γ̇ is the shear rate, and n is the flow index).26
2.3.2. Hydration Kinetics
Hydration kinetics of fiber-cement slurry (with CNCs or PCEs) was measured using an isothermal calorimeter from TA Instruments, USA (model: TAM 111). Upon completion of the slurry/paste mixing process (vide supra), approximately 25–35 g of the sample was transferred into a glass ampoule (diameter: 22 mm, height: 55 mm), which was then sealed using a crimp sealer and placed into an instrument chamber, which was kept at a constant temperature (25 °C) using an oil bath., Before data collection, the isothermal condition was held for 15 min to attain equilibrium condition, and the steady-heat measurement was performed for approximately 70 h. The results were normalized by the weight of the sample present in the ampoules.
2.3.3. XRD Characterization
To characterize the cement hydration product, powder X-ray diffraction (PXRD) was performed using an X-ray diffractometer from Bruker, Germany (model: D8-advance). To perform this experiment, cured fiber cement samples (28 days, air-cured) containing additives (CNCs/PCEs) in varied proportions were subjected to mild mechanical pulverization for 2 min (with intermittent stops every 30 s) using a low-rpm tabletop grinder (700 W, fusion blade digital blending system manufactured by Black + Decker, USA) and sieved through a Canadian standard testing sieve (manufactured by W.S. Tyler, USA) with a mesh size of MS 100. The powdered samples were packed into the circular plastic sample holder (Bruker, Germany), andthe diffraction pattern was recorded in a Bragg–Brentano configuration in the range of 5–90° (ideal for complex cementitious materials) Bragg angle (2θ) with a step size of 0.03°.27 During the acquisition of the diffractograms, the X-ray generator was operating at 40 kV and 40 A producing Cu Kα1 and Kα2 (λ0 = 0.154056 and 0.154439 nm) radition.27
2.3.4. Microstructural Characterization
To investigate the interaction of CNCs with pulp fiber and cement, field emission scanning electron microscopic (FE- SEM) images were obtained using a Helios Nano Lab 650 equipment. For this study, microstructural analysis was carried out in two systems. System 1 focused on investigating the interaction of CNCs with the pulp fiber, and system 2 focused on understanding the interaction of CNCs in the pulp fiber-cement matrix. Because all our samples were nonconductive, an iridium coating28 (thickness ca. 12 nm) was applied on each specimen using a sputter coater from Leica, Germany (model: Leica EM MED020). For system 1, CNCs were mixed with approximately 8 g of NBSK pulp fiber in a 4:1 ratio with a water-to-fiber ratio of 0.5. The resulting mix was probe sonicated for 2 min, and the sonicated samples were dried in a glass slide. The dried samples were then coated and analyzed for their microstructure. For system 2, the fiber cement samples were prepared per the powder XRD characterization (vide supra).
2.3.5. Mechanical Characterization
Three-point bending tests of the cement composite (with CNCs or PCEs) were performed using a universal testing machine from Instron, USA (model: Instron 5969). A rectangular block of size 19.5 × 4.5 × 0.8 cm was cut from the cast cement samples for testing their flexural properties. All the samples were tested at equilibrium conditions (as per ASTM C1185 standard requirements) on the 28th day of curing. A crosshead speed of 10 mm/min was used to test the specimens, which was chosen as per the ASTM C 1185 standard requirements.29
3. Results and Discussion
3.1. Rheological Characterization
The rheology of the fiber-cement slurry not only affects the flow dynamics but also affects the hydration as well as mechanical properties. It also plays a major role in the fabrication (essential in pumping, mixing, spreading, and compaction) process of the fiber cement composite. The inclusion of a high fiber content in the cementitious system often tends to jeopardize the cement workability, and to keep the slurry viscosities in the usable regime, additives with super plasticizing effects are employed. Therefore, water-reducing admixtures, e.g., PCEs, have revolutionized construction industries with their ability to improve the workability of the fiber cement slurry, and currently, they are employed as various forms of admixtures, e.g., accelerator admixture and retarder admixture, to name a few. Because cement particles form flocs when it contacts with water, by adding a superplasticizer (i.e., PCEs), their dispersion becomes better through the action of hydrophobic (electrostatic repulsion) and hydrophilic groups (steric repulsion) of the polymer.30
Figure 1 illustrates the steady-state viscometry results of fiber cement in the presence of CNCs and PCEs. Cement pastes, in general, can exhibit a shear thinning as well as shear thickening behavior, but the extent of this behavior is dependent upon the cement composition as well as the process parameters such as mixing time and curing time (Figure S2).31,32 For a water-to-cement ratio of 0.5 and a mixing time of 7 min (600 rpm) employed for this research, the steady-state viscometry results for OPC cement paste exhibit a shear thinning behavior. With the addition of 8 wt % of cellulose fiber in the cement mix, the shear thinning behavior of the fiber cement paste further improves (marked by x = 0 in Figure 1a,b). The reason could be that the shearing may induce the rupture of fiber flocs and fiber networks within the fiber-cement slurry, thus making the slurry flow more freely.33 Additionally, as proposed by Cui and Grace, the elastic bending of micro/nanosized cellulose fibers under shear may be another mechanism that contributes to the shear thinning behavior in bleached pulp fiber suspension within the cement paste slurry.34 It is important to note that our system contains nanocellulose (CNCs) in varied proportions in addition to pulp fibers; therefore, we must understand the influence that the addition of nanocellulose (CNFs/CNCs) has on the rheology of cement pastes. The influence of nanocellulose (cellulose nanofibrils (CNFs)) on the rheological properties of cement pastes was investigated by Mejdoub et al., Hisseine et al., El Bakkari et al., and Nilson and Sargenius.35−72
Figure 1.

Steady-state viscometry results of the fiber-cement slurry as a function of (a) CNC wt % (x) and commercial (b) PCE wt % (x), respectively. The upward arrows (outside of the legend and inside of panels a and b) indicate the increase of the additive (CNCs/PCEs) content and the shear-thinning behavior of the fiber-cement slurry, respectively.
However, one of the major limitations that these researchers faced while employing CNFs is that the workability of the cement paste considerably decreased with an increase in CNF content, which limits the addition of CNFs at a high content (typically, the CNF content is kept below 0.5 wt %) in the cementitious system.35−37 The reason for this was attributed to the swelling effect of CNFs in the presence of water molecules (water molecules tend to adhere onto the outer surface of CNFs), which consumes some of the water that is available for mixing of cement paste and thereby causes the cement paste to thicken, resulting in decreased workability.37 However, because of the smaller size (100–250 nm) of CNCs compared to CNFs (0.2–3 μm), this swelling effect was minimized, which permits the usage of CNCs at higher contents (typically employed up to 1.5 vol %). Although content dependent, the addition of CNCs in cementitious systems demonstrated plasticizing (typically in the low-content regime (<0.2 wt %)) as well as viscosity modifying effects (in the high-content regime (>0.5 wt %)).13
As soon as the noncementitious additives (i.e., CNCs and PCEs) are introduced (in varied proportions) into our fiber cement system, the viscosity (at any shear rate) is observed to be increased with an increase in additive content. (Figure 1a,b). In particular, for CNCs, when we consider lower CNC contents (0.02–1 wt %), the increase in viscosities is not significant compared to the viscosity of the sample containing no additive (marked by x = 0 in Figure 1a). This may be because at lower CNC contents, the CNCs may get adhered to the surface of the cement particles, and with the addition of water (during mixing), the CNCs may hold on to these water molecules (rather than get agglomerated), thereby increasing the bound water associated with the CNCs, and when under shear release the bound water and disperse the cement particles effectively through electrostatic and steric stabilization.13 As the CNC content increases, the viscosity is also seen to be increased considerably, which may be attributed to the tendency of CNCs to get agglomerated (especially at higher contents)38−40 within the slurry, thereby making the slurry highly viscous. Furthermore, at high CNC contents (1–4 wt %), there could be more alignment of the agglomerated CNCs in the direction of shear, contributing to a higher shear thinning effect. These observations are consistent with the findings reported by Montes et al., which indicated that a lower content of CNCs in the cement matrix would enable them to act as water-reducing agents, whereas a higher content enables them to behave as viscosity-modifying agents.13 Our observations (especially when CNCs are employed at low contents) were also similar to biopolymers with superplasticizer properties, including starch, cellulose ether, modified chitosan, and acrylamide grafted kraft lignin polymer,41 which have demonstrated a plasticizing effect (>1 wt %) in concrete (a heterogeneous mixture of cement, sand, and aggregates) and geopolymer mortars.42,43 In contrast to CNCs, the increase in viscosity with the increase in PCE content (depicted in Figure 1b) could stem from a different mechanism as opposed to CNCs, for instance, steric hindrance from the long side chains that are attached to the polycarboxylate backbone,44 thereby preventing cement particles from getting agglomerated. We also note that at higher CNC contents (>2 wt %), the viscosity vs shear rate plot of the fiber cement paste appears to be slightly nonlinear, and the possible reason for this could be attributed to the improvement in hydration (Figure 2a,b) resulting in a microstructural evolution causing the curves to be slightly nonlinear. However, further rheological studies would be required to validate these effects, and it is in the scope of the next study by our group.
Figure 2.

Hydration kinetics characterization of fiber-cement slurry. Isothermal calorimetric (ITC) curves as a function of (a, b) CNC wt % (x) and (c, d) PCE wt % (x), respectively. Note that the horizontal arrow represents the trends of time it takes for the fiber cement sample containing additives to attain the main peak of hydration (silicate hydration peak) and the vertical arrow indicates the improvement in heat of hydration of the silicate hydration peak.
Furthermore, the behavior of fiber-cement slurry (with CNCs) at a high shear rate is important because it may benefit practical large-scale applications (beyond nonstructural materials), such as the pumping of concrete and/or 3D printing of cementitious materials. Thus, we calculated flow index “n” values for the high shear rate regime (see Experimental Section for details), and “n” was found to decrease with an increase in CNC content (Table S4). According to the “power law” model,26 the result indicates that the fiber-cement slurry containing CNCs exhibits a higher shear thinning effect compared to samples incorporating PCEs as an additive.
Overall, it can be inferred from the viscometry results that the rheological characteristics of fiber cement paste can be tuned with CNC content; i.e., a lower content facilitates a plasticizing effect, whereas a higher content enhances the shear thinning effect of the fiber-cement slurry.
3.2. Hydration Kinetics and Product Characterization
When cement encounters water, an exothermic reaction occurs between the clinker phase (e.g., calcium silicate/aluminate) and water, which can be monitored via isothermal calorimetric experiments (ITCs), which measure the heat released as a function of reaction time (expressed in hours). The general reaction for OPC hydration is shown below:45
| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
where C3S is tricalcium
silicate (alite), C2S is dicalcium silicate (belite), C3A is tricalcium aluminate, C4AF is tetracalcium
aluminoferrite (brown millerite), and  is gypsum.45
is gypsum.45
Figure 2 illustrates the isothermal calorimetry results of fiber cement in the presence of CNCs (Figure 2a,b) and compares its role against the conventional plasticizer (PCEs) (Figure 2c,d). In the recent literature,10,46 it was shown that hydration kinetics is affected by the pulp fibers and/or a variety of nanocellulose (additive). However, one of the major limiting factors in fiber cement is that there is a retardation effect on hydration by the noncrystalline saccharides (additive). Kochova et al. reported that the incorporation of glucose, mannose, and xylose, to name a few, which are prevalent in lignocellulosic fibers, can significantly retard (up to 48 h) Portland cement hydration.10 A similar behavior was also observed with the incorporation (0.3 wt %) of microcrystalline cellulose particles (MCCs) in cement mortar while reducing the workability of the cement paste.46
In this research, we have combined the NBSK pulp fiber and CNCs in fiber cement, which necessitates the decoupling of the contribution from the reinforcement and the additive on the rate and extent of cement hydration. It was a quite interesting observation that when CNCs are introduced into fiber-cement slurry, the trend in ITC curves was content-dependent. At lower CNC contents (x = 0.02–1 wt %), the heat of hydration (expressed in mW g–1) was decreased (2.4–1.5 mW g–1), whereas the time taken to reach the silicate hydration peak was more or less similar (Figure 2a, top left) to the fiber cement sample containing no additive (x = 0) with the exception that x = 1 wt % of CNCs indicated the maximum retardation effect. Such behavior could be borne from the surface chemistries (i.e., negatively charged) and nanoscale characteristics (e.g., surface area) of CNCs. For instance, at lower contents, CNCs may act as a water-reducing agent as reported by Montes et al. in 2020,13 which may deprive the cement particles from reacting with water, thereby contributing to the delay in hydration (retardation effect).
On the other hand, for samples containing higher CNC contents (2–4 wt %), the hydration delay was minimized, and the specific heat of hydration was increased (Figure 2b and Table 1). Reports from Youngblood’s research group47 highlighted the role of CNCs in improving the hydration kinetics of the cement pastes (the degree of hydration (DOH) improved from ∼55 to ∼64%), producing more hydration products with the increase in CNC content (0–1.6 vol %). The high surface area and water-retention ability of CNCs enabled water transport from outside the hydration product shell on a cement grain to unhydrated cement cores, and the mechanism was described as “short-circuit” diffusion, a mechanism of channeling water through CNC networks from the pore water solution to the unhydrated cement core.47 We hypothesize that such a mechanism could also be in play (at high CNC contents) in fiber cement and thus accelerate the hydration kinetics.38,47
Table 1. Summary of the Isothermal Calorimetric (ITC) Results of Fiber-Cement Slurry Containing CNCs Based on the Results Shown in Figure 2.
| fiber-cement slurry | content (x) of CNCs (wt %) | observed hydration time (h) | calculated heat flow (mW g–1) |
|---|---|---|---|
| control | 0 | 6.4 | 2.7 |
| low CNC content | 0.02 | 6.6 | 2.4 |
| 0.06 | 6.6 | 2.3 | |
| 0.2 | 6.5 | 2.2 | |
| 0.6 | 6.9 | 2.2 | |
| 1 | 10.7 | 1.5 | |
| high CNC content | 2 | 10.8 | 1.6 |
| 3 | 9.6 | 2.3 | |
| 4 | 9.1 | 2.4 |
To support our hypothesis, we prepared control samples (only pulp fiber and CNCs) to validate the information regarding the adherence of CNCs to pulp fiber. Interestingly, as shown in the microscopic images (Figure 3a–e), CNCs were observed to form a layer of coating onto the pulp fiber if compared with a pristine pulp fiber surface (Figure 3a–e). Importantly, the pore-filling effect of CNCs was distinctive as shown in Figure 3d,e and Figure S4 where they could form a network, aiding the transport of water from the cement pore water solution48 and facilitating (accelerating) the hydration reaction. Similar accelerating effects in cement hydration were also observed with the addition of CNFs (with and without lignin) in cement mortar where the high surface area of CNFs enabled them to act as additional nucleation sites for hydration.49 We also note that the surface functionality of CNCs improved the hydration of silicate and aluminate in cementitious pastes, and the degree of influence was however dependent on the cement composition (type I, II, or V);50 hence, we are limiting our current study to only one type of CNCs (sulfonated CNCs in this case).
Figure 3.
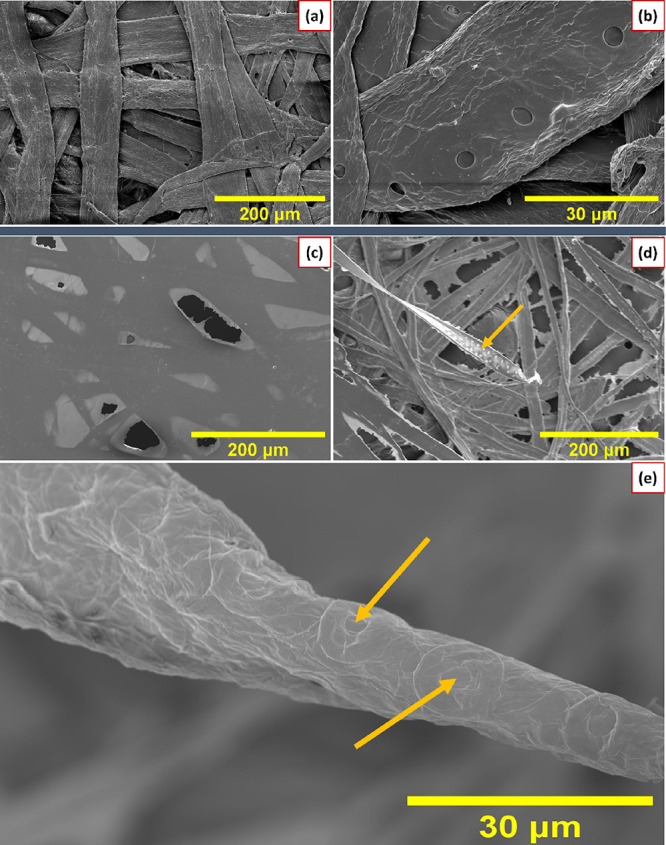
Morphological characterization of NBSK pulp fiber-additive interface. Representative scanning electron micrographs of (a, b) pristine pulp fibers. (c, d) CNC–pulp fiber control samples (x = 4 wt %) (see Experimental Section for details). (c) CNCs coating the pulp fiber. (d) CNCs filling in the voids present in pulp fiber (marked by the arrow). (e) The magnified image of a single strand of pulp fiber representing filled voids by CNCs (marked by the arrow).
In contrast with CNCs, in the case of fiber cement containing PCEs as additive, specific heat of hydration was decreased considerably with the increase of PCE content, and hydration was delayed, highlighted by the silicate hydration peak (for 4 wt % PCE content, the onset of silicate reaction peak was not visible until 70 h) (Figure 2c, d).
Indeed, the retardation effect of PCEs on cement hydration is well documented in the literature, although they improve cement paste rheology.43,44 PCE molecules adsorb on the C3S cement particles’ surface and block the reactive surfaces for dissolution.51 However, the performance of PCE-based polymers is strongly dependent on their molecular structures (such as the number of side chains and the molecular weight).52,53 Likewise, beyond conventional PCEs, similar retardation effects were also shown by bio-based additives, such as calcium alginates and natural polysaccharides, which have been shown to cause retardation effects in calcium aluminate cements,54 and a CO2-storing retarder (at 3 wt %), i.e., Chlorella algal biomass, which caused 812% delays in the hydration of conventional OPC.55
To this end, to confirm the speciation of the hydration reaction (eqs 1–6), powder X-ray diffraction (PXRD) is the gold standard for cement-based materials and composites. Figure 4 depicts the representative X-ray diffractograms of the fiber cement samples in the presence of CNCs and compared with tricalcium silicate (C3S; alite), which is one key component in the cement clinker phase. As shown in Figure 4a, powder diffraction patterns were similar, which were of no surprise because the mechanism of hydration is the same while CNCs only affect the kinetics (rate of hydration reaction). From a qualitative viewpoint, relative intensities between the diffraction peaks (i.e., at 17°) were markedly different, but quantitative assessment is challenging owing to the heterogeneous nature of fiber cement. Thus, to highlight the hydration product phase, we present the PXRD (Figure 4b) of one representative sample, that is, 1 wt % CNCs, and compared that with ordinary Portland cement (OPC).
Figure 4.
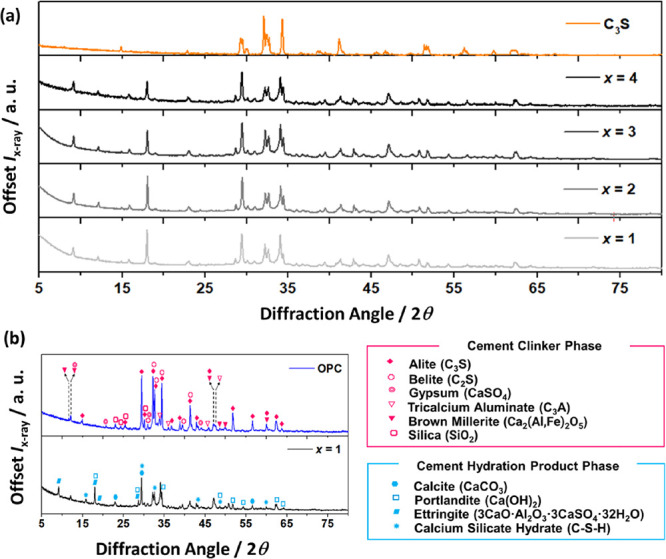
Characterization of cement hydration products in fiber cement in the presence of an additive. (a) Powder X-ray diffraction (PXRD) characterization of the fiber cement as a function of the content of CNCs (x = 1–4 wt %). (b) Representative powder diffractograms of fiber cement with 1 wt % of CNCs and ordinary Portland cement (OPC). The color-coded rectangular boxes on the right indicate the observed cement clinker phase (pink colored) and hydration product phase (sky blue colored), respectively. Because bleached pulp fiber (containing hemicellulose) could increase the amorphous background, samples were sieved to maximize the opportunity for the observation of crystalline hydration products (e.g., portlandite) in fiber cement (CNCs, x = 1–4 wt %). The PDF numbers related to the cement clinker phases and cement hydration products are as follows: alite (00-055-0738), belite (00-033-0302), gypsum (01-074-1905), tricalcium aluminate (01-074-7039), brown millerite (01-074-3674), silica (01-071-0261), calcite (01-086-2334), portlandite (00-001-1079), and ettringite (01-075-7554).
Upon phase identification (based on the ICSD database), the formation of typical cement hydration products was confirmed, such as portlandite (CH), ettringite, and calcite.56,57 It is important to note that the amorphous phases are difficult to ascertain (no visible reflexes) via XRD analysis and peak overlaps between different phases (e.g., calcium silicate hydrate (CSH) and ettringite) render uncertainty in phase identification of cement hydration products. Therefore, on the basis of a recent study by Maddalena et al., we tentatively assigned the reflection peaks at 16, 29, 32, and 49° corresponding to C–S–H.58 In general, the observation of ettringite supported the ITC results (Figure 2), and although samples were kept inside of a sealed bag, the calcite phase was pronounced, overlapping with the C–S–H peak at 29°. Also, portlandite and ettringite demonstrated strong reflections at 8 and 17°, which were absent in the raw OPC, confirming the presence of these hydration products in the fiber cement. Finally, we note that by employing a model cement clinker component, like C3S or calcium aluminosilicate (CAS), quantification (via Rietveld refinement) of the hydration product in the presence of CNCs is thus possible, which is currently under way in our group.
3.3. Mechanical Characterization (Three-Point Bending Test)
It is important to note that in fiber cement,51 mechanical interlocking (or anchorage) between the surface of cellulose fiber and cement hydration products (Figure 4b) plays a significant role in bonding formation among these phases that contributes to the strength and toughness of the fiber cement composite.59−63 It is imperative to investigate the effect of CNCs (as additive) on the key mechanical properties (i.e., flexural strength) of fiber cement to corroborate the findings from the ITC investigation (Figure 2a,b).
Figure 5 illustrates the change in the calculated values of flexural strength/modulus of rupture (MOR) based on the three-point bending tests as a function of CNC content and compared with PCEs. From Figure 5a, it is observed that at a lower regime of CNC content (0.02–0.6 wt %), the MOR was maintained without an appreciable change as compared to the fiber cement sample without any additive (marked by x = 0). Interestingly, at a higher regime of CNC content (1–4 wt %), the MOR of the composite exhibited an increasing trend and reached a maximum value of 8.56 MPa at 4 wt % of CNCs (35.4% increase as compared to the control). Note that at 5 wt % of CNCs, MOR dropped to 5.38 MPa (Table S5). On the other hand, as shown in Figure 5b, MOR also displayed dependency on the content of PCEs; for instance, at 2 wt % of PCEs, there was an increase of 16.7% (vs x = 0 sample), and then it dropped.
Figure 5.

Mechanical characterization of fiber cement in the presence of an additive. Modulus of rupture (MOR) values as a function of content (x) of (a) CNCs and (b) PCEs of the hardened pulp fiber-cement composite. MOR was calculated from the stress–strain curves of the respective samples. All the experiments were performed under ambient conditions.
In cement composites, improvement in the flexural strength/MOR owing to the cellulosic nanomaterials has been well-documented.47,64−66 One notable mention is the results from Youngblood’s group, which revealed that at low CNC (wood-derived) regime (0.04–1.5 wt %), MOR was increased up to 30%.47 Also, Mazlan et al. employed CNCs (palm oil derived) resulting in a 20% increase in MOR at 0.4 wt % of CNCs (content regime: 0.2–0.8 wt %).64 In the context of fiber cement, Lee et al. demonstrated the beneficial role of CNCs on flexural strength; i.e., at 0.8 vol % of CNCs, a 58% increase in MOR was observed. To this end, it is worth mentioning that they employed flax and steel fibers (1 vol %), whereas in this research, only pulp fibers (8 wt %) were used as reinforcement.66 Thus, overall, comparing the observed results with the prior studies, we hypothesize that owing to the presence of (bleached) pulp fiber, it was possible to increase the content of CNCs in fiber cement, which led to the enhancement in the mechanical properties.
Furthermore, the balance between the content of pulp fiber and CNCs is crucial because at >4 wt %, the mechanical strength of the composite gets reduced, pertinent to the agglomeration of CNCs that leads to their poor dispersion in the composite. In other words, the aggregated CNCs could act as stress concentrators; composites become more prone to fracture.38,50 In contrast to CNCs, the surface chemistries of PCEs are quite different; thus, at >2 wt %, the decrease in MOR could be due to the increased entrained or entrapped air in the cement paste/slurry.67
Overall, CNCs are unique additives (in combination with pulp fiber) for reinforced cement composites in the class of cellulose nanomaterials; e.g., CNFs can also impart good mechanical properties, but the key difference with CNCs is the maximum content in the composite.68 Note that CNFs can only be employed in low contents (<0.5 wt %);68−71 at a higher content regime (>0.5 wt %), agglomerated CNFs induce localized stress, eventually leading to the reduction in flexural strength.68 Therefore, the combination of pulp fibers and CNCs can produce high-strength fiber cement by controlling the content of CNCs, which could unravel new avenues in the quest for sustainable building materials.
4. Conclusions
This study investigated the roles of CNCs as a bio-based additive in sustainable cement composites with the primary goal of pushing the boundaries of bio-based materials in reinforced cement composites. The result from this study was benchmarked against a petrochemical-based polycarboxylate-based (PCE) polymer, which is a well-known additive used for building materials (structural and nonstructural). Interestingly, the content of CNCs has a profound impact on both microscopic and macroscopic properties of fiber cement, and the results are as follows:
-
(1)
The (bulk) rheological investigation revealed an increase in the shear thinning behavior of fiber-cement slurry (with CNCs). At a high shear rate regime, the addition of CNCs could afford the tailoring of the slurry/paste rheology.
-
(2)
The isothermal calorimetric studies showed that CNCs in the lower content regime can retard the cement hydration (beneficial in case of handling and transportation of the fiber cement slurry), whereas at a higher content regime, they can accelerate hydration (beneficial in cases where quick setting and early strength of cementitious materials are essential).
-
(3)
The mechanical characterization revealed that the flexural strength of the fiber cement sample was improved up to 35.4% at 4 wt % of CNCs.
Overall, it was evident from this research that CNCs as green and sustainable additives can modify rheology, accelerate hydration kinetics, and improve the mechanical properties of the fiber cement. With the current environmental concerns, cost-effective cellulosic additives must be explored because nanocelluloses are relatively expensive (compared to conventional PCEs).
Acknowledgments
Technical and instrumental support from Anita Lam, XRD Laboratory, Department of Chemistry, The University of British Columbia, Canada, is highly appreciated. The authors gratefully acknowledge the financial support provided by the NSERC Canfor Industrial Research Chair in Advanced Bioproducts (#553449-19), NSERC Discovery Grant (RGPIN-2021-03172), the Canada Foundation for Innovation (Project number 022176), and the Pacific Economic Development Canada (PacifiCan).
Glossary
Abbreviations
- C
CaO
- S
SiO2
- A
Al2O3
- F
Fe2O3
Supporting Information Available
The Supporting Information is available free of charge at https://pubs.acs.org/doi/10.1021/acssuschemeng.3c01392.
Steps in sample preparation of fiber-cement composites containing additives (CNCs/PCE); material properties of NBSK fibers, CNCS, and PCEs used in this research; power law fit parameters for fiber-cement slurry containing additives (CNCs/PCEs); viscosity vs shear rate plot of OPC paste; modulus of rupture (MOR) values of pure OPC material and fiber cement containing 5 wt % CNCs; SEM images of fiber cement interfaces containing additives (CNCS/PCES); and void filling effects of CNCs in the pristine CNC–pulp fiber system (PDF)
Author Contributions
S.R. and M.H. designed the research. S.R. and M.H. developed the experimental protocols. S. R. fabricated the composite. S.R. analyzed the results and drafted the manuscript. S.R. and M.H. contributed to the editing. E.J.F. supervised the project and acquired funding. All authors read and approved the final manuscript.
The authors declare no competing financial interest.
Supplementary Material
References
- Kidalova L.; Stevulova N.; Geffert A. Possibility of Using Wood Pulp in the Preparation of Cement Composites. Sel. Sci. Pap. - J. Civ. Eng. 2014, 9, 51–58. 10.2478/SSPJCE-2014-0006. [DOI] [Google Scholar]
- Faruk O.; Bledzki A. K.; Fink H. P.; Sain M. Progress Report on Natural Fiber Reinforced Composites. Macromol. Mater. Eng. 2014, 299, 9–26. 10.1002/MAME.201300008. [DOI] [Google Scholar]
- Booya E.; Gorospe K.; Ghaednia H.; Das S. Durability Properties of Engineered Pulp Fibre Reinforced Concretes Made with and without Supplementary Cementitious Materials. Composites, Part B 2019, 172, 376–386. 10.1016/J.COMPOSITESB.2019.05.070. [DOI] [Google Scholar]
- Booya E.; Ghaednia H.; Das S.; Pande H. Durability of Cementitious Materials Reinforced with Various Kraft Pulp Fibers. Constr. Build. Mater. 2018, 191, 1191–1200. 10.1016/J.CONBUILDMAT.2018.10.139. [DOI] [Google Scholar]
- Ardanuy M.; Claramunt J.; Toledo Filho R. D. Cellulosic Fiber Reinforced Cement-Based Composites: A Review of Recent Research. Constr. Build. Mater. 2015, 79, 115–128. 10.1016/J.CONBUILDMAT.2015.01.035. [DOI] [Google Scholar]
- Trees Are Climate Change, Carbon Storage Heroes; US Forest Service, https://www.fs.usda.gov/features/trees-are-climate-change-carbon-storage-heroes (accessed 2023-05-15). [Google Scholar]
- Sahoo K.; Bergman R.; Alanya-Rosenbaum S.; Gu H.; Liang S. Life Cycle Assessment of Forest-Based Products: A Review. Sustainability 2019, 11, 4722. 10.3390/SU11174722. [DOI] [Google Scholar]
- Javadi A.; Jamil T.; Abouzari-Lotf E.; Soucek M. D.; Heinz H. Working Mechanisms and Design Principles of Comb-like Polycarboxylate Ether Superplasticizers in Cement Hydration: Quantitative Insights for a Series of Well-Defined Copolymers. ACS Sustainable Chem. Eng. 2021, 9, 8354–8371. 10.1021/acssuschemeng.0c08566. [DOI] [Google Scholar]
- Bishop M.; Barron A. R. Cement Hydration Inhibition with Sucrose, Tartaric Acid, and Lignosulfonate: Analytical and Spectroscopic Study. Ind. Eng. Chem. Res. 2006, 45, 7042–7049. 10.1021/ie060806t. [DOI] [Google Scholar]
- Kochova K.; Schollbach K.; Gauvin F.; Brouwers H. J. H. Effect of Saccharides on the Hydration of Ordinary Portland Cement. Constr. Build. Mater. 2017, 150, 268–275. 10.1016/J.CONBUILDMAT.2017.05.149. [DOI] [Google Scholar]
- Sun Y.; Zhang Y.; Cai Y.; Lam W. L.; Lu J.-X.; Shen P.; Poon C. S. Mechanisms on Accelerating Hydration of Alite Mixed with Inorganic Salts in Seawater and Characteristics of Hydration Products. ACS Sustainable Chem. Eng. 2021, 9, 10479–10490. 10.1021/acssuschemeng.1c01730. [DOI] [Google Scholar]
- Mignon A.; Snoeck D.; D’Halluin K.; Balcaen L.; Vanhaecke F.; Dubruel P.; Van Vlierberghe S.; De Belie N. Alginate Biopolymers: Counteracting the Impact of Superabsorbent Polymers on Mortar Strength. Constr. Build. Mater. 2016, 110, 169–174. 10.1016/J.CONBUILDMAT.2016.02.033. [DOI] [Google Scholar]
- Montes F.; Fu T.; Youngblood J. P.; Weiss J. Rheological Impact of Using Cellulose Nanocrystals (CNC) in Cement Pastes. Constr. Build. Mater. 2020, 235, 117497 10.1016/J.CONBUILDMAT.2019.117497. [DOI] [Google Scholar]
- Fu T.; Moon R. J.; Zavattieri P.; Youngblood J.; Weiss W. J.. Cellulose Nanomaterials as Additives for Cementitious Materials. In Cellulose-Reinforced Nanofibre Composites; Elsevier: 2017; pp. 455–482, 10.1016/B978-0-08-100957-4.00020-6. [DOI] [Google Scholar]
- Guo A.; Sun Z.; Sathitsuksanoh N.; Feng H. A Review on the Application of Nanocellulose in Cementitious Materials. Nanomaterials 2020, 10, 2476. 10.3390/nano10122476. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Dong S.; Roman M. Fluorescently Labeled Cellulose Nanocrystals for Bioimaging Applications. J. Am. Chem. Soc. 2007, 129, 13810–13811. 10.1021/ja076196l. [DOI] [PubMed] [Google Scholar]
- Panchal P.; Ogunsona E.; Mekonnen T. Trends in Advanced Functional Material Applications of Nanocellulose. Processes 2019, 7, 10. 10.3390/PR7010010. [DOI] [Google Scholar]
- Shojaeiarani J.; Bajwa D. S.; Chanda S. Cellulose Nanocrystal Based Composites: A Review. Compos., Part C: Open Access 2021, 5, 100164 10.1016/J.JCOMC.2021.100164. [DOI] [Google Scholar]
- Moon R. J.; Martini A.; Nairn J.; Simonsen J.; Youngblood J. Cellulose Nanomaterials Review: Structure, Properties and Nanocomposites. Chem. Soc. Rev. 2011, 40, 3941. 10.1039/c0cs00108b. [DOI] [PubMed] [Google Scholar]
- Habibi Y.; Dufresne A. Highly Filled Bionanocomposites from Functionalized Polysaccharide Nanocrystals. Biomacromolecules 2008, 9, 1974–1980. 10.1021/bm8001717. [DOI] [PubMed] [Google Scholar]
- Becerril A. P.THE INFLUENCE OF CELLULOSE NANOCRYSTALS ON PERFORMANCE AND TRANSPORT PROPERTIES OF CEMENTITIOUS MATERIALS AND GYPSUM; Doctoral dissertation, Purdue University Graduate School, 2020, 10.25394/PGS.13270457.V1. [DOI] [Google Scholar]
- Portland cement; https://www.lafarge.ca/en/portland-cement (accessed 2022-11-06).
- Nanocellulose Data Sheets; The Process Development Center - University of Maine; https://umaine.edu/pdc/nanocellulose/nanocellulose-spec-sheets-and-safety-data-sheets/ (accessed 2022-08-04). [Google Scholar]
- Bleached Softwood Kraft Pulp; Canfor; https://www.canfor.com/products/pulp-and-paper/pulp/bleached-softwood-pulp (accessed 2022-08-04). [Google Scholar]
- Poly(acrylamide-co-acrylic acid) Mw 520,000, Mn 150,000 Typical, acrylamide 80wt. 62649–23-4; https://www.sigmaaldrich.com/CA/en/product/aldrich/511471 (accessed 2022-11-06).
- Paul C. W.Adhesion Science and Engineering; Elsevier, 2002. [Google Scholar]
- Deutsch M.; Hölzer G.; Härtwig J.; Wolf J.; Fritsch M.; Förster E. Kα and Kβ X-Ray Emission Spectra of Copper. Phys. Rev. A 1995, 51, 283–296. 10.1103/PHYSREVA.51.283. [DOI] [PubMed] [Google Scholar]
- Heu R.; Shahbazmohamadi S.; Yorston J.; Capeder P. Target Material Selection for Sputter Coating of SEM Samples. Microsc. Today 2019, 27, 32–36. 10.1017/S1551929519000610. [DOI] [Google Scholar]
- ASTM C1185, 2016, Standard Test Methods for Sampling and Testing Non-Asbestos Fiber-Cement Flat Sheet, Roofing and Siding Shingles, and Clapboards; ASTM International: West Conshohocken, 2016. [Google Scholar]
- Lei L.; Plank J. A Concept for a Polycarboxylate Superplasticizer Possessing Enhanced Clay Tolerance. Cem. Concr. Res. 2012, 42, 1299–1306. 10.1016/j.cemconres.2012.07.001. [DOI] [Google Scholar]
- Greenberg S. A.; Meyer L. M.. Rheology of Fresh Portland Cement Pastes Influence of Calcium Sulfates; Highway Research Board, 1963. [Google Scholar]
- Banfill P. F. G.Rheology of Fresh Cement and Concrete. In British Society of Rheology; British Society of Rheology, 2006, pp. 61–130. https://researchportal.hw.ac.uk/en/publications/rheology-of-fresh-cement-and-concrete (accessed 2023-04-30). [Google Scholar]
- Derakhshandeh B.; Kerekes R. J.; Hatzikiriakos S. G.; Bennington C. P. J. Rheology of Pulp Fibre Suspensions: A Critical Review. Chem. Eng. Sci. 2011, 66, 3460–3470. 10.1016/J.CES.2011.04.017. [DOI] [Google Scholar]
- Cui H.; Grace J. R. Flow of Pulp Fibre Suspension and Slurries: A Review. Int. J. Multiphase Flow 2007, 33, 921–934. 10.1016/J.IJMULTIPHASEFLOW.2007.03.004. [DOI] [Google Scholar]
- Mejdoub R.; Hammi H.; Suñol J. J.; Khitouni M.; Mnif A.; Boufi S.. Nanofibrillated Cellulose as Nanoreinforcement in Portland Cement: Thermal, Mechanical and Microstructural Properties. 2016, 51 ( (17), ), 2491–2503, 10.1177/0021998316672090. [DOI]
- Hisseine O. A.; Omran A. F.; Tagnit-Hamou A. Influence of Cellulose Filaments on Cement Paste and Concrete. J. Mater. Civ. Eng. 2018, 30, 04018109 10.1061/(ASCE)MT.1943-5533.0002287. [DOI] [Google Scholar]
- El Bakkari M.; Bindiganavile V.; Goncalves J.; Boluk Y. Preparation of Cellulose Nanofibers by TEMPO-Oxidation of Bleached Chemi-Thermomechanical Pulp for Cement Applications. Carbohydr. Polym. 2019, 203, 238–245. 10.1016/J.CARBPOL.2018.09.036. [DOI] [PubMed] [Google Scholar]
- Nilsson J.; Sargenius Principal P.; Billberg P.; Ali Farhang C.; Abe K.. Effect of Microfibrillar Cellulose on Concrete Equivalent Mortar Fresh and Hardened Properties, 2011. [Google Scholar]
- Cao Y.; Tian N.; Bahr D.; Zavattieri P. D.; Youngblood J.; Moon R. J.; Weiss J. The Influence of Cellulose Nanocrystals on the Microstructure of Cement Paste. Cem. Concr. Compos. 2016, 74, 164–173. 10.1016/J.CEMCONCOMP.2016.09.008. [DOI] [Google Scholar]
- Zakani B.; Grecov D. Yield Stress Analysis of Cellulose Nanocrystalline Gels. Cellulose 2020, 27, 9337–9353. 10.1007/s10570-020-03429-7. [DOI] [Google Scholar]
- Xu Y.; Atrens A. D.; Stokes J. R. Rheology and Microstructure of Aqueous Suspensions of Nanocrystalline Cellulose Rods. J. Colloid Interface Sci. 2017, 496, 130–140. 10.1016/J.JCIS.2017.02.020. [DOI] [PubMed] [Google Scholar]
- Gupta C.; Nadelman E.; Washburn N. R.; Kurtis K. E. Lignopolymer Superplasticizers for Low-CO2 Cements. ACS Sustainable Chem. Eng. 2017, 5, 4041–4049. 10.1021/acssuschemeng.7b00021. [DOI] [Google Scholar]
- Bezerra U. T.Biopolymers with Superplasticizer Properties for Concrete. In Biopolymers and Biotech Admixtures for Eco-Efficient Construction Materials; Elsevier, 2016; pp. 195–220, 10.1016/B978-0-08-100214-8.00010-5. [DOI] [Google Scholar]
- Plank J. Applications of Biopolymers and Other Biotechnological Products in Building Materials. Appl. Microbiol. Biotechnol. 2004, 66, 1–9. 10.1007/s00253-004-1714-3. [DOI] [PubMed] [Google Scholar]
- Banfill P. F. G. Additivity Effects in the Rheology of Fresh Concrete Containing Water-Reducing Admixtures. Constr. Build. Mater. 2011, 25, 2955–2960. 10.1016/J.CONBUILDMAT.2010.12.001. [DOI] [Google Scholar]
- Hydration; https://www.engr.psu.edu/ce/courses/ce584/concrete/library/construction/curing/Hydration.htm (accessed 2023-03-05).
- Gómez Hoyos C.; Cristia E.; Vázquez A. Effect of Cellulose Microcrystalline Particles on Properties of Cement Based Composites. Mater. Des. 2013, 51, 810–818. 10.1016/J.MATDES.2013.04.060. [DOI] [Google Scholar]
- Cao Y.; Zavaterri P.; Youngblood J.; Moon R.; Weiss J. The Influence of Cellulose Nanocrystal Additions on the Performance of Cement Paste. Cem. Concr. Compos. 2015, 56, 73–83. 10.1016/J.CEMCONCOMP.2014.11.008. [DOI] [Google Scholar]
- Vollpracht A.; Lothenbach B.; Snellings R.; Haufe J. The Pore Solution of Blended Cements: A Review. Mater. Struct. 2016, 49, 3341–3367. 10.1617/s11527-015-0724-1. [DOI] [Google Scholar]
- Kamasamudram K. S.; Ashraf W.; Landis E. N.; Khan R. I. Effects of Ligno– and Delignified– Cellulose Nanofibrils on the Performance of Cement-Based Materials. J. Mater. Res. Technol. 2021, 13, 321–335. 10.1016/J.JMRT.2021.04.090. [DOI] [Google Scholar]
- Fu T.; Montes F.; Suraneni P.; Youngblood J.; Weiss J. The Influence of Cellulose Nanocrystals on the Hydration and Flexural Strength of Portland Cement Pastes. Polymer 2017, 9, 424. 10.3390/POLYM9090424. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Cadix A.; James S. Cementing Additives. Fluid Chem., Drill. Completion 2022, 187–254. 10.1016/B978-0-12-822721-3.00008-3. [DOI] [Google Scholar]
- Sha S.; Wang M.; Shi C.; Xiao Y. Influence of the Structures of Polycarboxylate Superplasticizer on Its Performance in Cement-Based Materials-A Review. Constr. Build. Mater. 2020, 233, 117257 10.1016/J.CONBUILDMAT.2019.117257. [DOI] [Google Scholar]
- Chen X. Q.; Cheng X.; Wen X. D.; Xun J.; Shen Y. F.. Research on the Effectiveness of Polycarboxylate Superplasticisers with Different Side-Chain Lengths. 2021, 33 ( (1), ), 39–45, 10.1680/JADCR.18.00232. [DOI]
- Engbert A.; Gruber S.; Plank J. The Effect of Alginates on the Hydration of Calcium Aluminate Cement. Carbohydr. Polym. 2020, 236, 116038 10.1016/J.CARBPOL.2020.116038. [DOI] [PubMed] [Google Scholar]
- Chen X.; Matar M. G.; Beatty D. N.; Srubar W. V. III Retardation of Portland Cement Hydration with Photosynthetic Algal Biomass. ACS Sustainable Chem. Eng. 2021, 9, 13726–13734. 10.1021/acssuschemeng.1c04033. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Double D. D.; Hellawell A. The Hydration of Portland Cement. Nature 1976, 261, 486–488. 10.1038/261486a0. [DOI] [Google Scholar]
- Richardson I. G. The Nature of the Hydration Products in Hardened Cement Pastes. Cem. Concr. Compos. 2000, 22, 97–113. 10.1016/S0958-9465(99)00036-0. [DOI] [Google Scholar]
- Maddalena R.; Li K.; Chater P. A.; Michalik S.; Hamilton A. Direct Synthesis of a Solid Calcium-Silicate-Hydrate (C-S-H). Constr. Build. Mater. 2019, 223, 554–565. 10.1016/J.CONBUILDMAT.2019.06.024. [DOI] [Google Scholar]
- Coutts R. S. P.; Kightly P. Bonding in Wood Fibre-Cement Composites. J. Mater. Sci. 1984, 19, 3355–3359. 10.1007/BF00549827. [DOI] [Google Scholar]
- Michell A. J.; Freischmidt G. Effect of Fibre Curl on the Properties of Wood Pulp Fibre-Cement and Silica Sheets. J. Mater. Sci. 1990, 25, 5225–5230. 10.1007/BF00580155. [DOI] [Google Scholar]
- Bentur A. Role of Interfaces in Controlling Durability of Fiber-Reinforced Cements. J. Mater. Civ. Eng. 2000, 12, 2–7. 10.1061/(ASCE)0899-1561(2000)12:1(2). [DOI] [Google Scholar]
- Savastano H. Jr.; Warden P. G.; Coutts R. S. P. Potential of Alternative Fibre Cements as Building Materials for Developing Areas. Cem. Concr. Compos. 2003, 25, 585–592. 10.1016/S0958-9465(02)00071-9. [DOI] [Google Scholar]
- Savastano H. Jr.; Warden P. G.; Coutts R. S. P. Microstructure and Mechanical Properties of Waste Fibre–Cement Composites. Cem. Concr. Compos. 2005, 27, 583–592. 10.1016/J.CEMCONCOMP.2004.09.009. [DOI] [Google Scholar]
- Mazlan D.; Krishnan S.; Din M. F. M.; Tokoro C.; Khalid N. H. A.; Ibrahim I. S.; Takahashi H.; Komori D. Effect of Cellulose Nanocrystals Extracted from Oil Palm Empty Fruit Bunch as Green Admixture for Mortar. Sci. Rep. 2020, 10, 6412. 10.1038/s41598-020-63575-7. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Ghahari S. A.; Assi L. N.; Alsalman A.; Alyamaç K. E. Fracture Properties Evaluation of Cellulose Nanocrystals Cement Paste. Materials 2020, 13, 2507. 10.3390/MA13112507. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Lee H. J.; Kim S. K.; Lee H. S.; Kim W. A Study on the Drying Shrinkage and Mechanical Properties of Fiber Reinforced Cement Composites Using Cellulose Nanocrystals. Int. J. Concr. Struct. Mater. 2019, 13, 1–11. 10.1186/s40069-019-0351-2. [DOI] [Google Scholar]
- Jang J. G.; Lee N. K.; Lee H. K. Fresh and Hardened Properties of Alkali-Activated Fly Ash/Slag Pastes with Superplasticizers. Constr. Build. Mater. 2014, 50, 169–176. 10.1016/J.CONBUILDMAT.2013.09.048. [DOI] [Google Scholar]
- Barnat-Hunek D.; Szymańska-Chargot M.; Jarosz-Hadam M.; Łagód G. Effect of Cellulose Nanofibrils and Nanocrystals on Physical Properties of Concrete. Constr. Build. Mater. 2019, 223, 1–11. 10.1016/J.CONBUILDMAT.2019.06.145. [DOI] [Google Scholar]
- Claramunt J.; Ventura H.; Toledo Filho R. D.; Ardanuy M. Effect of Nanocelluloses on the Microstructure and Mechanical Performance of CAC Cementitious Matrices. Cem. Concr. Res. 2019, 119, 64–76. 10.1016/J.CEMCONRES.2019.02.006. [DOI] [Google Scholar]
- Kolour H. H.; Ashraf W.; Landis E. N. Hydration and Early Age Properties of Cement Pastes Modified with Cellulose Nanofibrils. Transp. Res. Rec. 2021, 2675, 38–46. 10.1177/0361198120945993. [DOI] [Google Scholar]
- Sun X.; Wu Q.; Lee S.; Qing Y.; Wu Y. Cellulose Nanofibers as a Modifier for Rheology, Curing and Mechanical Performance of Oil Well Cement. Sci. Rep. 2016, 6, 1–9. 10.1038/srep31654. [DOI] [PMC free article] [PubMed] [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.