

Abstract
In tungsten refining and manufacturing processes, a series of tungsten oxides are typically formed as intermediates in the production of tungsten powder. The present study was conducted to characterize airborne tungsten-containing fiber dimensions, elemental composition and concentrations in the US tungsten refining and manufacturing industry. During the course of normal employee work activities, seven personal breathing zone and 62 area air samples were collected and analyzed using National Institute for Occupational Safety and Health (NIOSH) fiber sampling and counting methods to determine dimensions, composition and airborne concentrations of fibers. Mixed models were used to identify relationships between potential determinants and airborne fiber concentrations. Results from transmission electron microscopy analyses indicated that airborne fibers with length >0.5 μm, diameter >0.01 μm and aspect ratios ≥3:1 were present on 35 of the 69 air samples collected. Overall, the airborne fibers detected had a geometric mean length ≈3 μm and diameter ≈0.3 μm. Ninety-seven percent of the airborne fibers identified were in the thoracic fraction (i.e. aerodynamic diameter ≤ 10 μm). Energy dispersive X-ray spectrometry results indicated that airborne fibers prior to the carburization process consisted primarily of tungsten and oxygen, with other elements being detected in trace quantities. Based on NIOSH fiber counting ‘B’ rules (length > 5 μm, diameter < 3 μm and aspect ratio ≥ 5:1), airborne fiber concentrations ranged from below the limit of detection to 0.085 fibers cm−3, with calcining being associated with the highest airborne concentrations. The mixed model procedure indicated that process temperature had a marginally significant relationship to airborne fiber concentration. This finding was expected since heated processes such as calcining created the highest airborne fiber concentrations. The finding of airborne tungsten-containing fibers in this occupational setting needs to be confirmed in similar settings and demonstrates the need to obtain information on the durability and associated health effects of these fibers.
Keywords: airborne mineral fiber, electron microscopy, hard-metal manufacturing, metal oxide whisker, tungsten blue oxide
INTRODUCTION
Tungsten is a naturally occurring element that can be refined and alloyed in production processes to provide products with unique physical and chemical properties well suited to industrial applications. Sintered mixtures of tungsten carbide and other metals, referred to as cemented tungsten carbide or hard-metal, are the most common tungsten products produced (Agency for Toxic Substances and Disease Registry, 2005). A majority of the exposures to tungsten and its compounds in occupational environments occur during production of tungsten metal from the ore and preparation of tungsten carbide powders in the tungsten refining and manufacturing industry (Agency for Toxic Substances and Disease Registry, 2005). A series of tungsten oxides (WOx) are typically formed as intermediates in the production of tungsten powder.
Studies in the Swedish tungsten refining and manufacturing industry have shown that calcining ammonium paratungstate (APT) and reducing tungsten blue and yellow oxides result in the formation of airborne WOx fibers (Sahle et al., 1994). WOx fibers, which are also referred to as whiskers or needles, are thought to be more toxic than non-fibrous WOx based on their ability to produce free radical damage in vitro (Leanderson and Sahle, 1995). It has been suggested that the generation of free radicals contributes to the development of pulmonary fibrosis (Ward et al., 1988). Currently, the National Institute for Occupational Safety and Health (NIOSH) is conducting a research program to characterize airborne fiber dimensions, elemental composition and concentrations in the US tungsten refining and manufacturing industry. The present study was conducted as a part of this tungsten research program. A preliminary assessment of airborne fibers in the industry was published previously (McKernan et al., 2008). The research presented in this article describes the methods and findings from a survey conducted by NIOSH to identify processes that may lead to occupational fiber exposure. Additional goals were to characterize airborne fiber dimensions, elemental composition and concentrations in three tungsten refining and manufacturing plants.
Although there are recommended occupational exposure limits (OELs) for soluble and insoluble tungsten compounds, there are no OELs specifically for tungsten-containing fibers. A number of OELs exist for man-made fibers, ranging from 0.1 fibers per cubic centimeter (f cm−3) of air for silicon carbide fibers to 3 f cm−3 for fibrous glass dust (National Institute for Occupational Safety and Health, 2005; American Conference of Governmental Industrial Hygienists, 2007). Since the toxicity of tungsten-containing fibers such as WOx fibers is unknown, the use of these OELs is restricted to give an estimate of the exposure risk.
METHODS
Exposure characterizations were conducted for 18 production processes in nine buildings based on information gathered during walk-through surveys at these plants, data from our previous study and Sahle and colleagues limited published data (Sahle, 1992; Sahle et al., 1994, 1996; McKernan et al., 2008). A flow diagram of the processes present in the tungsten refining and manufacturing plants is provided in Fig. 1. Both personal breathing zone (PBZ) and area samples for airborne fibers were collected using standard fiber sampling methods to determine fiber dimensions, composition and airborne concentrations associated with selected processes (National Institute for Occupational Safety and Health, 1994a,b). Seven PBZ samples were collected to characterize airborne fiber exposures during the course of normal employee work activities. Sixty-two area samples were collected at stationary locations in work areas to capture airborne fiber concentrations near specific process activities. Plant, building, manufacturing process and process temperature noted during the walk-through surveys are provided in Table 1. Sample type and number of samples collected for the exposure characterizations are also provided in Table 1.
Fig. 1.

Flow diagram of surveyed tungsten refining and manufacturing processes.
Table 1.
Type and number of airborne fiber samples collected in tungsten refining plants listing buildings, manufacturing processes and process temperatures
| Plant | Building | Process | Temperature | Sample type |
|
| AS | PS | ||||
| 1 | Metal separation | APT | H | 1 | 0 |
| Metal separation | Calcining (blue) | H | 4 | 0 | |
| Metal separation | Calcining (yellow) | H | 3 | 0 | |
| Carbide | Carburizing | H | 5 | 1 | |
| Reclamation B | Reclamation (ball mill) | L | 2 | 0 | |
| Metal separation | Reclamation (barrel dry) | H | 1 | 0 | |
| Reclamation B | Reclamation (crushing) | L | 1 | 0 | |
| Metal Separation/reclamation A | Reclamation (screening) | L | 2 | 0 | |
| Reduction | Reduction | H | 9 | 1 | |
| Autoreduction | Reduction (automated) | H | 1 | 0 | |
| 2 | Building B | Ball mill | L | 0 | 1 |
| Building A | Charging | L | 3 | 1 | |
| Building A | Reprocessing (crushing) | L | 1 | 0 | |
| Building A | Reprocessing (screening) | L | 3 | 1 | |
| Building A | Screening | L | 6 | 1 | |
| Building B | Spray drying | H | 5 | 1 | |
| 3 | Manufacturing | Pressing/molding | L | 7 | 0 |
| Manufacturing | Sintering | H | 8 | 0 | |
| Total | 62 | 7 | |||
AS, area air sample collected at stationary locations in work areas to capture airborne fiber concentrations during specific process activities; PS, personal breathing zone air sample collected to characterize airborne fiber exposure during the course of normal employee work activities; H, process was heated and L, process was not heated.
Air sampling and analysis for fibers
Air samples were collected in accordance with NIOSH Manual of Analytical Methods (NMAM) 7400 and 7402 (National Institute for Occupational Safety and Health, 1994a,b). These methods are for sampling and analysis of airborne asbestos-containing fibers, synthetic vitreous fibers, man-made vitreous or mineral fibers and refractory ceramic fibers (National Institute for Occupational Safety and Health, 2006). Personal and area samples were collected on 25 mm diameter conductive cassettes preloaded with mixed cellulose ester (MCE) 0.45-μm pore size membrane filters (SKC Inc., Eighty Four, PA). Sampling was conducted through the use of battery-operated pumps calibrated at a flow rate of 2 l min−1 using a standard flow calibration device (Bios International Corp., Butler, NJ). Personal and area samples were collected over 2–9 h. Field blanks were collected near each sampled process to control for field and laboratory sources of fiber contamination.
Each MCE filter was prepared for analysis using the direct transfer method outlined in NIOSH Method 7402 (National Institute for Occupational Safety and Health, 1994b). After preparation, each sample was individually loaded into the transmission electron microscope (TEM) (Philips, Model CM 12, Eindhoven, The Netherlands) for analysis at an accelerating voltage of 100 kV and a magnification of greater than or equal to ×10 000. The elemental composition of fibers was determined using an energy dispersive X-ray (EDX) spectrometer (Gresham Light Element Detector, Model 510 with IXRF software, Houston, TX) connected to the TEM. The ‘foil’ (i.e. thin film) EDX algorithm was used to quantify elemental composition by weight percentage. At a minimum, EDX counts were collected over 100 s. The EDX detector can qualitatively identify elements having atomic numbers ≥4 (beryllium) and quantify elements with atomic numbers ≥6 (carbon). However, the EDX detector does not provide information on elemental valence level or information to determine stoichiometry of a sample. Selected area electron diffraction (SAED) was also conducted to determine the crystalline structure of the fibers observed.
NIOSH counting rules ‘A’ and ‘B’ from Method 7400 were used to characterize the dimensions of the fibers identified on the samples and determine airborne fiber concentrations, respectively (National Institute for Occupational Safety and Health, 1994a). Since there is limited information in the literature regarding the dimensions of airborne tungsten-containing fibers, a slight modification was made to counting rule A to provide improved characterization. Fiber classifications of length (L) >0.5, >2, >5, >10 and >15 μm, with diameter (D) >0.01, >0.1, >0.3, >1 and >3 μm were added to provide for comparison of data to previous study results (Sahle, 1992; Sahle et al., 1994, 1996). Counting rule B prescribes counting all fiber ends that lie in the field of view and have L >5 μm and D <3 μm, with aspect ratio (AR) ≥5:1 (National Institute for Occupational Safety and Health, 1994a). Fiber counting was conducted using the TEM as previously indicated. The recommended quantitative working range of the method is 0.04–0.5 f cm−3 per 1000 l sample. The limit of detection (LOD) was estimated based on the assertion in NIOSH Method 7402 that the TEM can resolve one fiber >95% of the expected mean blank value. The maximum likelihood estimate was used to provide descriptive statistics for airborne fiber concentrations in the presence of non-detectable values (Finkelstein and Verma, 2001). When less than half of the sample results were above the LOD, the number of samples above the LOD and the range of the remaining samples were reported (Hornung and Reed, 1990). All calculations and descriptive statistics were conducted using either SAS (SAS 9.1.3, SAS Institute, Cary, NC) or Excel (Excel 2003, Microsoft Corp., Redmond, WA).
The orientation-averaged aerodynamic diameter (AD) was used to determine the aerodynamic size of each fiber meeting the modified NIOSH counting rule A criteria (Griffiths and Vaughan, 1986). Orientation-averaged AD was applied because it provides the average of the AD for motion parallel and perpendicular to the fiber axis. Both orientations are observed during fiber transport in the tracheobronchial and alveolar (i.e. thoracic) regions of the respiratory tract (American Conference of Governmental Industrial Hygienists, 2007).
Modeling determinants of airborne fiber concentrations
Mixed models were used to identify relationships between potential determinants and airborne fiber concentrations. The log of the airborne fiber concentration was used as the dependent variable in an analysis of variance with the following fixed effect-independent variables: sample type (PBZ/area), process temperature (heated/not heated), building (nine buildings) and building by process temperature interaction. Process names, nested within buildings and temperatures, were used as a random effect independent variable. Testing was performed in a hierarchical manner using PROC MIXED in SAS. The effects with the largest P-values were removed one at a time if not significant (P-value > 0.05) and the model was refit.
RESULTS
Air sampling and analysis for fibers
Table 2 provides summary results for measured airborne fiber concentrations based on the NIOSH B rule. One hundred and sixty-nine airborne fibers meeting the counting criteria were identified on 22 of the 69 samples collected. Airborne fiber concentrations ranged from 0.00054 to 0.085 f cm−3 (n = 22), with calcining (blue) being associated with the highest airborne concentrations.
Table 2.
Airborne fiber concentration and elemental composition in plant and manufacturing process (based on the NIOSH B rule)
| Plant | Process | Sample type | N | n | LODa | Rangeb | Airborne concentration (f cm−3)cd |
Elements detected in fibers | |||
| Mean | SD | GM | GSD | ||||||||
| 1 | APT | AS | 1 | 0 | 0.0014 | — | — | — | — | — | ND |
| Calcining (blue) | AS | 4 | 4 | 0.0026 | <0.0026–0.085 | 0.027 | 0.039 | 0.011 | 4.6 | W, O | |
| Calcining (yellow) | AS | 3 | 2 | 0.0042 | <0.0042–0.0250 | 0.011 | 0.019 | 0.0054 | 3.3 | W, O | |
| Carburizing | PS | 1 | 0 | 0.0011 | — | — | — | — | — | ND | |
| AS | 5 | 2 | 0.0015 | 0.0018–0.0044 | 0.0031 | 0.0019 | — | — | W, O | ||
| Reclamation (ball mill) | AS | 2 | 0 | 0.0013 | — | — | — | — | — | W, Oe | |
| Reclamation (barrel dry) | AS | 1 | 1 | 0.0016 | 0.0064 | — | — | — | — | W, O | |
| Reclamation (crushing) | AS | 1 | 0 | 0.0011 | — | — | — | — | — | ND | |
| Reclamation (screening) | AS | 2 | 1 | 0.0020 | 0.0020 | — | — | — | — | W, O | |
| Reduction | PS | 1 | 1 | 0.0011 | 0.016 | — | — | — | — | W, O | |
| AS | 9 | 4 | 0.0020 | 0.0028–0.071 | 0.021 | 0.033 | — | — | W, O, Cr, Ni | ||
| Reduction (automated) | AS | 1 | 1 | 0.0015 | 0.022 | — | — | — | — | W, O | |
| 2 | Ball mill | PS | 1 | 0 | 0.0010 | — | — | — | — | — | ND |
| Charging | PS | 1 | 0 | 0.0011 | — | — | — | — | — | ND | |
| AS | 3 | 1 | 0.0014 | 0.0027 | — | — | — | — | W, O, Co | ||
| Reprocessing (crushing) | AS | 1 | 1 | 0.0014 | 0.0014 | — | — | — | — | W, O | |
| Reprocessing (screening) | PS | 1 | 1 | 0.0010 | 0.0010 | — | — | — | — | W, O, Al, Co, Cr, Ti | |
| AS | 3 | 1 | 0.00057 | 0.00057 | — | — | — | — | W, O, Co | ||
| Screening | PS | 1 | 0 | 0.0010 | — | — | — | — | — | ND | |
| AS | 6 | 0 | 0.0012 | — | — | — | — | — | W, Oe | ||
| Spray drying | PS | 1 | 0 | 0.0012 | — | — | — | — | — | W, Oe | |
| AS | 5 | 1 | 0.00054 | 0.00054 | — | — | — | — | W, O, Co | ||
| 3 | Pressing/molding | AS | 7 | 0 | 0.0024 | — | — | — | — | — | W, Oe |
| Sintering | AS | 8 | 1 | 0.0011 | 0.0011 | — | — | — | — | W, O, Co | |
| Overall | 69 | 22 | 0.00054–0.085 | ||||||||
AS, area air sample collected at stationary locations in work areas to capture airborne fiber concentrations during specific process activities; PS, personal breathing zone air sample collected to characterize airborne fiber exposure during the course of normal employee work activities; N, number of samples collected; n, number of samples with fibers detected and ND, fibers not detected.
Calculated based on NMAM 7402, 1 confirmed f mm−2 >95% of expected mean blank value with a preferable fiber concentration of 100–1300 f mm−2 on the media.
When the ratio of N:n ≤50%, the range of detectable concentrations is reported.
The recommended quantitative working range of NMAM 7400 is 0.04–0.5 f cm−3 for a1000 l air sample.
Estimated airborne concentrations using maximum likelihood estimation method.
Elemental content of fibers with L ≤5 μm.
Table 3 provides a characterization of airborne fiber dimensions using the modified NIOSH A rule. Seven hundred and forty-nine airborne fibers meeting the modified counting criteria were identified on 35 of the 69 samples collected. Fibers were not present on the field blanks collected. Normality test of the distribution of fiber length, diameter and AD variables were conducted using PROC CAPABILITY in SAS. Test results indicate that these variables were log-normally distributed. The geometric mean (GM) and geometric standard deviation (GSD) fiber length from all sampled processes was 3.1 μm (2.0), and the diameter was 0.31 μm (2.1). Of the airborne fibers identified, 97% (729 fibers) were determined to be in the thoracic fraction (American Conference of Governmental Industrial Hygienists, 2007). Notably, the GM (GSD) aerodynamic fiber diameter among the 35 samples where fibers were detected was 2.2 μm (2.0). Fibers collected on PBZ and area samples had similar dimensions.
Table 3.
Airborne fiber dimensions in plant and manufacturing process (based on the modified NIOSH A rule)
| Plant | Process | n | n′ | L (μm) |
D (μm) |
AD (μm)a |
||||||||||||
| Range | AM | SD | GM | GSD | Range | AM | SD | GM | GSD | Range | AM | SD | GM | GSD | ||||
| 1 | Calcininig (blue) | 4 | 228 | 0.57–16 | 3.4 | 2.0 | 2.9 | 1.8 | 0.064–1.9 | 0.30 | 0.26 | 0.23 | 2.0 | 0.46–11 | 2.1 | 1.6 | 1.7 | 1.8 |
| Calcining (yellow) | 3 | 59 | 0.95–16 | 4.0 | 2.2 | 3.5 | 1.7 | 0.064–1.6 | 0.33 | 0.24 | 0.28 | 1.8 | 0.49–12 | 2.4 | 1.6 | 2.1 | 1.7 | |
| Carburizing | 2 | 23 | 2.5–25 | 5.8 | 5.2 | 4.6 | 1.8 | 0.10–0.50 | 0.26 | 0.10 | 0.24 | 1.5 | 0.83–3.7 | 2.0 | 0.75 | 1.9 | 1.4 | |
| Reclamation (ball mill) | 1 | 5 | 0.70–18 | 4.7 | 7.4 | 2.2 | 3.4 | 0.19–3.8 | 0.98 | 1.6 | 0.45 | 3.4 | 1.1–24 | 6.1 | 9.9 | 2.8 | 3.4 | |
| Reclamation (barrel dry) | 1 | 11 | 1.0–4.8 | 2.5 | 1.3 | 2.2 | 1.7 | 0.19–1.0 | 0.43 | 0.23 | 0.39 | 1.6 | 1.6–6.0 | 2.7 | 1.4 | 2.5 | 1.6 | |
| Reclamation (screening) | 1 | 45 | 0.76–8.3 | 2.6 | 1.3 | 2.3 | 1.6 | 0.19–1.3 | 0.49 | 0.26 | 0.43 | 1.6 | 1.1–7.6 | 3.0 | 1.5 | 2.8 | 1.6 | |
| Reduction | 9 | 249 | 0.57–34 | 4.9 | 4.7 | 3.5 | 2.3 | 0.064–4.5 | 0.58 | 0.64 | 0.39 | 2.4 | 0.45–27 | 3.9 | 4.0 | 2.7 | 2.3 | |
| Reduction (automated) | 1 | 63 | 0.95–11 | 4.0 | 2.6 | 3.3 | 1.9 | 0.064–1.6 | 0.43 | 0.40 | 0.29 | 2.4 | 0.53–10 | 2.9 | 2.5 | 2.1 | 2.2 | |
| 2 | Charging | 3 | 35 | 0.64–7.0 | 2.9 | 1.5 | 2.5 | 1.8 | 0.10–1.3 | 0.37 | 0.24 | 0.32 | 1.7 | 0.85–7.6 | 2.5 | 1.3 | 2.2 | 1.6 |
| Reprocessing (crushing) | 1 | 3 | 0.95–3.8 | 2.7 | 1.5 | 2.3 | 2.1 | 0.25–1.1 | 0.62 | 0.42 | 0.52 | 2.1 | 1.5–6.3 | 3.7 | 2.4 | 3.2 | 2.0 | |
| Reprocessing (screening) | 3 | 13 | 0.95–7.0 | 3.1 | 1.7 | 2.6 | 1.8 | 0.10–0.76 | 0.33 | 0.19 | 0.28 | 1.7 | 0.85–5.5 | 2.3 | 1.3 | 2.0 | 1.7 | |
| Screening | 2 | 3 | 0.95–1.5 | 1.2 | 0.3 | 1.2 | 1.2 | 0.25–0.32 | 0.28 | 0.037 | 0.27 | 1.1 | 1.5–2.0 | 1.7 | 0.25 | 1.7 | 1.2 | |
| Spray drying | 2 | 6 | 2.1–7.5 | 4.0 | 1.8 | 3.7 | 1.5 | 0.20–0.51 | 0.27 | 0.12 | 0.25 | 1.5 | 1.5–3.1 | 2.0 | 0.60 | 1.9 | 1.3 | |
| 3 | Pressing/molding | 1 | 1 | 1.6 | — | — | — | — | 0.25 | — | — | — | — | 1.7 | — | — | — | — |
| Sintering | 1 | 5 | 3.0–7.0 | 4.2 | 1.6 | 4.0 | 1.4 | 0.20–0.30 | 0.24 | 0.055 | 0.24 | 1.2 | 1.5–2.5 | 1.9 | 0.45 | 1.9 | 1.3 | |
| Overall | 35 | 749 | 0.57–34 | 4.0 | 3.4 | 3.1 | 2.0 | 0.064–4.46 | 0.43 | 0.46 | 0.31 | 2.1 | 0.45–27 | 2.9 | 2.9 | 2.2 | 2.0 | |
n, number of samples with fibers detected; n′, number of fibers with dimensions L >0.5 μm, D >0.01 μm and AR ≥3:1.
Orientation averaged.
Figures 2 and 3 provide EDX spectra and TEM micrographs of fibers from samples collected near the calcining (blue) and reduction processes, respectively. The EDX spectrum and micrographs in Fig. 2 show that the fibers pictured were composed of tungsten (W) and oxygen (O), with background levels of iron (Fe) and cobalt (Co). Figure 3 shows a fiber composed of W and O, with background levels of Fe, Co, and chromium (Cr). These micrographs provide an illustration of how the fibers were found on the filter substrates. In general, the fibers were not in bundles or large clusters.
Fig. 2.
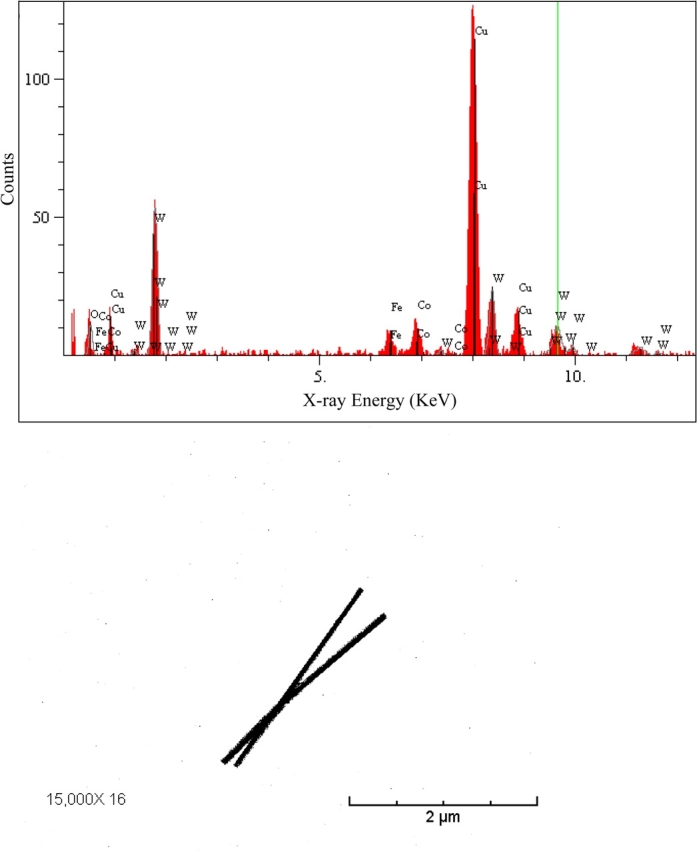
Energy dispersive X-ray spectrum and micrograph of an airborne fiber from the calcining (blue) process.
Fig. 3.
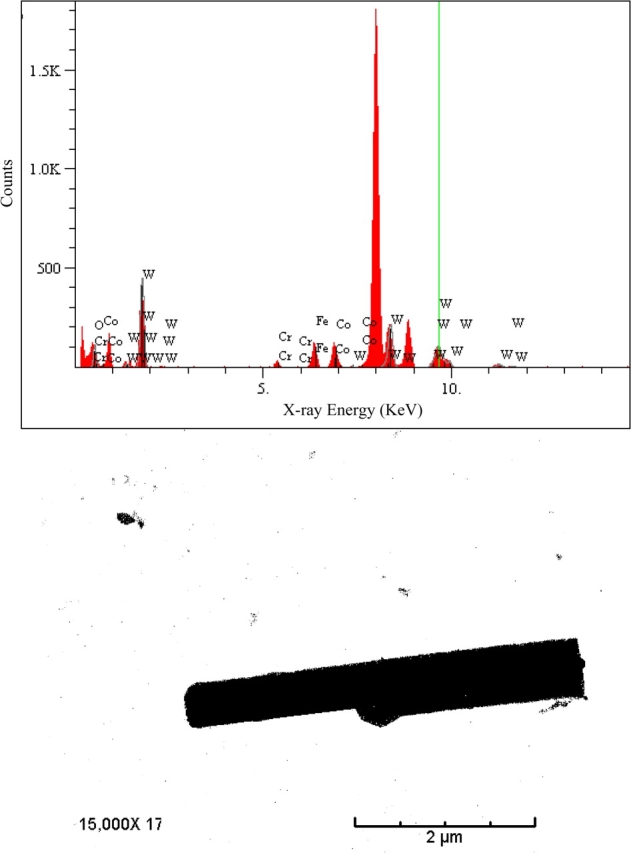
Energy dispersive X-ray spectrum and micrograph of an airborne fiber from the reduction process.
The 26 remaining EDX spectra and micrographs (of the 28 EDX analyses conducted) indicated the presence of tungsten with oxygen; tungsten with oxygen, chromium and nickel; tungsten with oxygen and cobalt and tungsten with oxygen, aluminum, cobalt, chromium and tin. SAED results were inconclusive as to the crystalline structure of the fibers. Elements that were determined to be part of the fiber matrix or TEM grid were labeled in the EDX spectra. The labeled peak for copper (Cu) in each spectra was expected, as it was present in the TEM grids used.
Modeling determinants of airborne fiber concentrations
Mixed modeling results for the log-transformed airborne fiber concentration indicated that the independent variable for process temperature had a marginally significant relationship to the log of the airborne fiber concentration (P-value = 0.06). Process temperature explained 20% of the variability of the transformed data. Sample type, building and the interaction between building and temperature were not significant in the model (P-values ≫ 0.05).
DISCUSSION
Among the samples analyzed, those collected from high-temperature processes involved in the oxidation of APT to tungsten oxides (calcining) or reducing tungsten oxides to pure tungsten powder (reduction) were associated with the highest airborne fiber concentrations (see Table 2). This was not unexpected, as these processes have been associated with airborne fibers in previous research by the authors and Sahle and colleagues (Sahle et al., 1994, 1996; McKernan et al., 2008). An unexpected result was that airborne tungsten-containing fibers were present on 18 samples beyond the intermediate stages of tungsten powder production (i.e. outside of calcining and reduction). Only three of the 18 processes surveyed did not have airborne fibers in samples collected near the process: APT, ball mill and reclamation (crushing) processes (see Tables 2 and 3). In a previous publication, the authors identified a limited number of airborne fibers near a carburizing process in a plant conducting similar operations (McKernan et al., 2008).
Airborne tungsten-containing fiber concentrations ranged from 0.00054 to 0.085 f cm−3, which is below the NIOSH and American Conference of Governmental Industrial Hygienists (ACGIH) OELs for man-made fibers. However, it is not known if these OELs are directly applicable to the fibers identified since their in vivo pulmonary toxicity has not been assessed. Fiber concentrations that are outside of the recommended quantitative working range of the methods used (i.e. <0.04 f cm−3) have greater than optimal variability and are potentially biased (National Institute for Occupational Safety and Health, 1994b). The potential for bias in determining the number of fibers on a sample can occur due to not counting fibers close to the upper or lower visibility limit at a given microscope magnification setting. This counting bias can be either negative (undercounting) or positive (overcounting) depending on the size distribution of the fibers present on the sample. Potentially biased results included airborne fiber concentration results from all but two processes [i.e. calcining (blue) and reduction].
The AD was used to determine the fraction of thoracic fibers, which provides insight on the fraction of airborne fibers that potentially reach the lung (Baron, 1996). Airborne thoracic fibers were detected in samples collected near the monitored processes, except for APT, ball mill and reclamation (crushing) processes (see Table 3). In both domestic studies, a majority (97–99%) of the airborne fibers identified were in the thoracic fraction (i.e. AD ≤ 10 μm) (American Conference of Governmental Industrial Hygienists, 2007; McKernan et al., 2008).
Determining the chemistry and crystal structure of the airborne fibers detected is important in that it would provide insight on potential fiber durability and toxicity in the respiratory tract. EDX systems, like the one used in this research, provide elemental characterization of the sample; however, they do not directly provide chemical or stoichiometric information. EDX results indicated that fibers consisting of tungsten and oxygen were predominant. Nickel was detected in fibers from samples collected near processes subsequent to calcining. Samples also indicated the presence of aluminum and titanium in scrap materials that were being reprocessed. Other elements such as Fe, Co and Cr were present in the spectra at levels above background. These were determined to be part of the sample preparation (i.e. elements in the sample holder, pole piece, etc.) by the analytical operator. In addition to the EDX analyses, SAED analyses were conducted to determine fiber crystal structure, but were inconclusive.
Based on the observation that high-temperature processes were associated with the highest fiber concentrations, it was expected that temperature was a significant determinant of fiber concentration. However, the mixed model results were marginal, with a P-value = 0.06. Small sample size and high variability resulted in low power for the statistics conducted. Additionally, mixed-effects modeling was conducted to determine if the fiber length, diameter or AD means were significantly different among the processes. The log of length, diameter and AD were used in three separate models as the dependent variable with process as the fixed effect. Since each sample (n = 35) contained multiple fibers, two covariance structures were considered: compound symmetry, which assumes independence for different samples but allows for a non-zero covariance for different fibers from the same sample, and variance components, which assumes that all fibers are independent, regardless of sample. Compound symmetry provided the best fit to the data based on Akaike’s Information Criterion. The modeling results indicated insufficient evidence to conclude that mean airborne fiber lengths, diameters or ADs were different among the processes.
Comparing results from the present study to APT processing monitored by Sahle and colleagues, the range of airborne fiber concentrations from the present survey included values reported by Sahle for locations away from the calcining process and were in the range of values reported by Sahle and colleagues near the calcining furnaces (Sahle et al., 1996). However, fiber concentrations from the present survey were lower than values reported by Sahle and colleagues near the reduction process (Sahle et al., 1994, 1996). Additionally, results from the present survey indicate airborne fibers near 11 processes beyond the intermediate stages of tungsten powder production (i.e. outside of calcining and reduction). This includes the carburizing process, with findings in contrast to Sahle et al. (1996).
In the US, the authors previously conducted a preliminary characterization in the domestic tungsten refining and manufacturing industry to identify and characterize airborne tungsten-containing fiber dimensions, elemental composition and concentrations (McKernan et al., 2008). Ten area samples were collected near calcining, reduction and carburizing processes during the course of normal employee work activities, and then analyzed using NIOSH standard fiber sampling and counting methods. Comparing these survey results with the preliminary study of McKernan et al. (2008), the present results show longer and thicker fibers, satisfying the NIOSH A counting rule. Based on NIOSH Method 7400 counting rule B, the range of airborne fiber concentration values from the present study was lower than those from the preliminary study. In agreement with the preliminary study, EDX spectrometry results from the present research indicate that airborne fibers prior to the carburization process consisted primarily of tungsten and oxygen, with other elements being detected in trace quantities.
One has to be cautious when comparing the results of Sahle et al. (1994, 1996) with the present and preliminary results (McKernan et al., 2008). In the Swedish work, it appears that the samples collected were for non-production or non-routine tasks, possibly to assess the worst-case scenarios for potential exposure (Sahle, 1992; Sahle et al., 1994, 1996). Although Sahle and colleagues chose a number of short-term processes based on the belief that they had high exposure, data from the survey presented here are for typical production operations. Therefore, the data from our US exposure characterizations may provide a more realistic representation of potential exposures that exist in day-to-day operations.
CONCLUSIONS
Results indicate that airborne tungsten-containing fibers with dimensions that satisfied the modified NIOSH A rule were present on 35 of the 69 samples collected, representing nine buildings surveyed. Airborne fiber concentrations, determined using the NIOSH B rule, were below the NIOSH and ACGIH OELs for other man-made fibers. However, it is not known if these OELs are directly applicable to airborne tungsten-containing fibers since their in vivo pulmonary toxicity has not been assessed. Of the airborne fibers detected, most were in the thoracic fraction.
Results from the present study indicate airborne fibers near the carburizing process and near other processes outside of the intermediate stages of tungsten production. These results are in contrast to those reported by Sahle and colleagues. The mixed modeling results for determinants of airborne fiber concentrations indicated that process temperature had only a marginally significant relationship to airborne fiber concentration. Mixed modeling results also indicate that airborne fiber length, diameter and ADs were not significantly different among processes. Fibers detected in the present study consisted primarily of tungsten and oxygen and had GM dimensions of L ≈3 μm, D ≈0.3 μm and AR ≥3:1.
Airborne tungsten-containing fibers were detected in the preliminary study by McKernan and colleagues and confirmed in the present survey (McKernan et al., 2008). The results from these surveys indicate the potential for airborne tungsten-containing fibers within and beyond the intermediate stages of tungsten powder production. Further research is required to determine the source and characteristics of the airborne fibers detected outside of the intermediate stages of tungsten production. Considering this, as well as the limited number of samples collected, additional sampling is necessary to better characterize airborne tungsten-containing fibers in the industry. Until more is known about the durability and potential health effects, it would be prudent to take steps to reduce or eliminate occupational exposure to such fibers.
FUNDING
National Toxicology Program, National Institute for Occupational Safety and Health (Y1-ES-9045-16).
Acknowledgments
The authors gratefully acknowledge the support and contributions of management and employees at the plants surveyed. We extend our thanks as well to our colleagues in the NIOSH Division of Respiratory Disease Studies and our analytical laboratory contractor who provided collaborative support for this project. We also thank Dr Paul Baron, Mr Daniel Crane, Mr Kevin H. Dunn, Ms Misty Hein and Dr Lauralynn Taylor McKernan for their consultation and constructive manuscript review.
Disclaimer—The findings and conclusions in this report are those of the authors and do not necessarily represent the views of the NIOSH.
References
- Agency for Toxic Substances and Disease Registry. Toxicological profile for tungsten. Atlanta, GA: ATSDR; 2005. [PubMed] [Google Scholar]
- American Conference of Governmental Industrial Hygienists. Threshold limit values for chemical substances and physical agents and biological exposure indices. Cincinnati, OH: ACGIH; 2007. [Google Scholar]
- Baron PA. Application of the thoracic sampling definition to fiber measurement. Am Ind Hyg Assoc J. 1996;57:820–4. doi: 10.1080/15428119691014495. [DOI] [PubMed] [Google Scholar]
- Finkelstein MM, Verma DK. Exposure estimation in the presence of nondetectable values: another look. Am Ind Hyg Assoc J. 2001;62:195–8. doi: 10.1080/15298660108984622. [DOI] [PubMed] [Google Scholar]
- Griffiths WD, Vaughan NP. The aerodynamic behaviour of cylindrical and spheroidal particles when settling under gravity. J Aerosol Sci. 1986;17:53–65. [Google Scholar]
- Hornung RW, Reed LD. Estimation of average concentration in the presence of nondetectable values. Appl Occup Environ Hyg. 1990;5:46–51. [Google Scholar]
- Leanderson P, Sahle W. Formation of hydroxyl radicals and toxicity of tungsten oxide fibers. Toxicol in Vitro. 1995;9:175–83. doi: 10.1016/0887-2333(94)00197-3. [DOI] [PubMed] [Google Scholar]
- McKernan JL, Toraason MA, Fernback JE. Presence of airborne fibers in tungsten refining and manufacturing processes: preliminary characterization. J Occup Environ Hyg. 2008;5:463–74. doi: 10.1080/15459620802143742. [DOI] [PubMed] [Google Scholar]
- National Institute for Occupational Safety and Health. Method 7400; asbestos and other fibers by PCM. In: Eller PE, editor. NIOSH manual of analytical methods. 4th. Cincinnati, OH: NIOSH; DHHS (NIOSH) Publication No. 94-113; 1994a. [Google Scholar]
- National Institute for Occupational Safety and Health. Method 7402; asbestos by TEM. In: Eller PE, editor. NIOSH manual of analytical methods. 4th. Cincinnati, OH: NIOSH; DHHS (NIOSH) Publication No. 94-113; 1994b. [Google Scholar]
- National Institute for Occupational Safety and Health. NIOSH pocket guide to chemical hazards. Cincinnati, OH: NIOSH; 2005. Report No.: DHHS (NIOSH) Publication No. 2005-149. [Google Scholar]
- National Institute for Occupational Safety and Health. Criteria for a recommended standard: occupational exposure to refractory ceramic fibers. Cincinnati, OH: NIOSH; 2006. Report No.: DHHS (NIOSH) Publication No. 2006-123. [Google Scholar]
- Sahle W. Possible role of tungsten oxide whiskers in hard-metal pneumoconiosis. Chest. 1992;102:1310. doi: 10.1378/chest.102.4.1310a. [DOI] [PubMed] [Google Scholar]
- Sahle W, Laszlo I, Krantz S, et al. Airborne tungsten oxide whiskers in a hard-metal industry. Preliminary findings. Ann Occup Hyg. 1994;38:37–44. [Google Scholar]
- Sahle W, Krantz S, Christensson B, et al. Preliminary data on hard metal workers exposure to tungsten oxide fibers. Sci Total Environ. 1996;191:153–67. doi: 10.1016/0048-9697(96)05256-4. [DOI] [PubMed] [Google Scholar]
- Ward P, Warren J, Johnson K. Oxygen radicals, inflammation, and tissue injury. Free Radic Biol Med. 1988;5:403–8. doi: 10.1016/0891-5849(88)90114-1. [DOI] [PubMed] [Google Scholar]