

Abstract
Two-photon polymerization is an appealing technique for producing microscale devices due to its flexibility in producing structures with a wide range of geometries as well as its compatibility with materials suitable for biomedical applications. The greatest limiting factor in widespread use of two-photon polymerization is the slow fabrication times associated with line-by-line, high-resolution structuring. In this study, a recently developed technology was used to produce microstructures by two-photon polymerization with multiple foci, which significantly reduces the production time. Computer generated hologram pattern technology was used to generate multiple laser beams in controlled positions from a single laser. These multiple beams were then used to simultaneously produce multiple microstructures by two-photon polymerization. Arrays of micro-Venus structures, tissue engineering scaffolds, and microneedle arrays were produced by multifocus two-photon polymerization. To our knowledge, this work is the first demonstration of multifocus two-photon polymerization technology for production of a functional medical device. Multibeam fabrication has the potential to greatly improve the efficiency of two-photon polymerization production of microscale devices such as tissue engineering scaffolds and microneedle arrays.
OCIS codes: (170.0170) Medical optics and biotechnology, (140.7090) Ultrafast lasers, (220.4000) Microstructure fabrication, (230.6120) Spatial light modulators, (090.1760) Computer holography, (090.2890) Holographic optical elements
1. Introduction
Over the past five years, the laser-based rapid prototyping process two-photon polymerization (2PP) has developed into a powerful tool for production of medical devices. This technique, which utilizes non-linear absorption of femtosecond laser pulses to selectively polymerize a material, has the ability to produce structures with scalable resolutions from tens of micrometers down to sub-100 nanometers. Two-photon polymerization has several properties that make it particularly appealing for production of medical devices. This technique does not utilize harsh chemicals or extreme temperatures. Also, 2PP does not require cleanroom facilities, greatly reducing the cost in comparison to standard microfabrication techniques such as deep reactive ion etching and LIGA that require a cleanroom [1,2]. Not requiring a cleanroom is beneficial since a device for clinical use can be produced at or near an operating room or other clinical site. The most appealing property of 2PP is that it is capable of making exceptionally complex 3-D devices, including devices with moving parts and overhangs, without requiring supporting structures [3,4]. Several reviews exist that discuss the benefits of using 2PP to produce medical devices [5–7].
Two-photon polymerization (2PP) utilizes excitation of photoinitiator molecules to induce polymerization of a resin, similarly to stereolithography. Unlike conventional stereolithography, in which the photoinitiator is excited by single-photon absorption, 2PP excitation occurs via multi-photon absorption (i.e., nearly simultaneous absorption of photons that can occur with ultra-short pulse lasers). Multi-photon absorption is also used in femtosecond laser ablation and in multi-photon microscopy. Upon absorption of multiple photons, a virtual state is achieved, which creates an effect similar to single-photon absorption at significantly higher photon energies [8,9]. Two-photon absorption results in a non-linear energy distribution that is radially dependent perpendicular to the axis of propagation and dependent on distance from the focal point along the axis of propagation; the energy distribution is quadratic in shape in both of these directions [5,6]. This energy distribution results in a volume approximately in the shape of a bicone (two cones joined at their base) where the energy is above the photoinitiator threshold energy. Polymerization occurs within this volume, known as a voxel, where the threshold excitation energy is exceeded [10,11]. Due to the nonlinear nature of two-photon absorption, the resolution of the polymerization voxel can be beyond the diffraction limit [10,11]. In contrast with other laser direct write techniques, 2PP can produce sub-micrometer features, including features on the same length scale as subcellular organelles. Line widths less than 20 nm have been achieved by 2PP of the material SCR-500 [12], though the smallest line width that has been reported with a biocompatible material (SU-8) is 30 nm [13]. While exceptionally high resolutions are capable with 2PP, the resolution is scalable, which facilitates tuning the resolution to one’s needs and thus minimizes the fabrication time [14]. Since many medical devices do not require sub-100 nm or even sub-micrometer resolution, tailoring the resolution to the application minimizes production time and cost [6]. The resolution of 2PP is dependent on a wide range of factors. The laser spot size, wavelength, energy, pulse width, pulse duration, pulse frequency, and pulse peak intensity all affect the voxel size. From a structuring perspective, scanning speed, rastering spacing, and layer spacing affect the resolution of a structure. Further, the optical properties of the resin, photoinitiator type, photoinitiator concentration, and addition of radical quenchers can influence the resolution.
The essential components of a 2PP setup are a femtosecond or short picosecond laser that is focused through a microscope objective and translational stages for moving the point of the laser within the resin on three dimensions. Most commonly, near-infrared femtosecond lasers are used; many materials are transparent to this wavelength range, enabling 3-D writing with the laser within the material of interest. In contrast, conventional stereolithography that generally uses UV light is readily absorbed by many materials and therefore is limited to patterning at the surface of the resin [15]. With regard to the microscope objective, resolution is dependent on the numerical aperture [1]. Direct-writing of 3-D structures can be produced by any combination of two methods: moving the substrate and resin with respect to the laser or moving the laser focal point within the resin. A galvano-scanner, a system of two mirrors that controls the location of the laser transverse to the axis of propagation, may be used to dictate the X,Y location of the focal point.
Two-photon polymerization is compatible with many of the materials used in conventional single-photon stereolithography. Since stereolithography is one of the oldest rapid prototyping techniques, a wide range of materials that are compatible with 2PP are available [6]. Two-photon polymerization has been used to process a wide range of biocompatible materials, including Ormocer® [1,9,16–20], SU-8 [12], polyethylene glycol diacrylate [21–24], biodegradable polycaprolactone-based polymers [25], biodegradable methacrylated polylactide [26], Zr-based sol-gel composites [27,28], Ti-based sol-gel composites [29], metal ion-doped acrylates [30], commercial acrylates (e-Shell 300) [14], bovine serum albumin [31,32], fibrinogen [31], gelatin [33,34], and collagen [32]. Ormocer®s are one of the most widely used classes of materials for production of microscale medical devices. ORganically MOdified CERamics (Ormocer®s) are organic-inorganic hybrids, meaning that they are materials containing both organic (polymer) functional groups and inorganic (ceramic) functional groups (Haas 1999) [35]. Since these materials are comprised of organic polymer, silicone, and ceramic functional groups, they have properties that are a combination between these different materials. Their properties are also tunable depending on the components of the comprising functional groups (Haas 1999) [35]. Many types of Ormocer® are biocompatible and have been used to make tissue engineering scaffolds [9,16,20,36]. Due to their biocompatibility and mechanical strength, Ormocer®s are also commonly used as a filler material in dentistry [37–39]. The biocompatibility and more importantly the nonfouling properties of polyethylene glycol diacrylate make this material appealing for medical devices, particularly devices where biofouling may lead to device failure [21,24]. The ability to crosslink proteins with 2PP is interesting in that it may enable production of tissue engineering scaffolds from natural materials [31–34].
Due to the many properties that are conducive to medical device production, a variety of 3-D microstructured medical devices may be generated by 2PP. These devices have included microneedles [5,9,14,16,20,22–24], middle ear prostheses [1], and tissue engineering scaffolds [9,17,21,36,40,41]. Two-photon polymerization is an appealing technique for microneedle production in that it allows easy manipulation of the microscale geometry of these devices, which is an important factor in microneedle performance [5,16,20]. Numerous hard, yet flexible materials have been used for producing microneedles directly by 2PP, including Ormocer®s [9,16,20] and the commercial acrylate e-Shell 300 [14]. E-Shell 300 also has the advantage of autofluorescence, which enables non-invasive imaging of the needles within the skin [14]. Studies have shown that both of these materials are capable of penetrating the skin without damage to the needles [9,14,16,20].
Small prostheses, such as ossicular replacement prostheses, are another class of medical devices that may be produced by 2PP. Ovsianikov et al. produced TORPs (total ossicular replacement prostheses) out of Ormocer® by 2PP. Insertion and removal of the Ormocer® TORP from the intended site of use in a frozen cadaver head without fracture of the prosthesis was demonstrated [1]. The flexibility of 2PP may enable TORPs to be produced with dimensions that are specifically tuned to the patient. Recently, Schizas et al. produced micro-scale valves via 2PP, indicating that 2PP may be used to produce prosthetic valves for vasculature [4].
Two-photon polymerization has been used to create tissue engineering scaffolds with complex geometries [21,25,40,42–44]. Scaffolds containing pores of multiple sizes may allow preferential transport of cells versus smaller molecules (e.g., nutrients, waste, or growth factors). For example, Tayalia et al. produced scaffolds with pores ranging from 12 to 110 μm; cells were able to penetrate the larger pores but not the smaller ones [43]. Stackable tissue engineering scaffolds have also been created by 2PP, which enable assembly of larger constructs after cell seeding [9,42,45]. Ovsianikov et al. used 2PP to produce high porosity scaffolds in the shape of a hexagon with a hexagonal opening for vascular tissue engineering applications; in these structures, the hexagonal ring is the wall of the blood vessel and the hexagonal opening in the center is the interior of the blood vessel [40]. Laser bioprinting was used to seed the scaffold, with endothelial cells being preferentially deposited along the interior of the wall and smooth muscle cells being preferentially deposited on the exterior of the wall.
Possibly the most significant drawback of 2PP is the fabrication time. Structures are made by rastering the laser in three dimensions throughout the desired volume. As resolution increases, the time required for fabrication increases cubically. For example, a 1 mm cube with 100 nm resolution would take 1000 times as long to make as a 1 mm cube with 1 µm resolution. As a result, producing high resolution tissue engineering scaffolds of physiologically relevant sizes (at least several hundred micrometers) is prohibitively slow. Several methods to shorten the production time of 2PP structuring have been pursued, such as producing shell structures and 2PP-micromolding. In 2PP-micromolding, a master structure is produced by 2PP and replicas of the structure are produced by soft lithography [22,41]. Combining these two approaches can greatly reduce the production time for producing several replicas of a given structure. However, this technique is only effectively shortens the production time when structures are being reproduced in mass quantities. Another approach to shorten production time is to use 2PP to only polymerize a shell of the structure [46]. This technique is effective at reducing the fabrication time for structures with large interior volumes (e.g., microneedles or solid prostheses). However, polymerizing shells of structures is not effective for high porosity structures or structures with thin features.
A recently developed technology that can greatly reduce the production time of tissue engineering scaffolds is 2PP with multiple foci [47–50]. By feeding holographic data to a spatial light modulator (SLM), light (e.g., from a laser) can be separated into multiple beams with dynamically changeable positions and powers. The generation of multiple beams using SLM is based on phase control of laser pulses. This technique has several unique advantages compared to conventional optical multiple beam generation techniques such as diffractive optical elements (DOE) or Fly’s eye type lenses [47,51–54]. By switching of hologram data on the SLM, precise positioning of multi-focus spots can be realized without additional optical or mechanical motion support. Additionally, movement and light intensity of each laser spot can be individually controlled. SLM technology has been used in several applications including optical trapping [55], laser pulse shaping [56], and simultaneous ablation of multiple holes [57]. In many 2PP applications, only a small fraction of the laser power is utilized in single-focus 2PP. By using multifocus 2PP, the laser power is more efficiently used, which greatly decreases operating costs in practical applications.
In this study, we demonstrated the ability to produce microscale medical devices by two-photon polymerization with multiple foci. An SLM was used to generate multiple laser spots, which were then used to produce devices by 2PP, including tissue engineering scaffolds and microneedle arrays, with significantly reduced fabrication times.
2. Experimental
Figure 1 shows a schematic illustration of the experimental setup. In this experiment, the laser source was a Ti:Sapphire femtosecond laser (Chameleon, Coherent, Santa Clara, CA) with a wavelength of 780 nm, a pulse width <150 fs, a repetition rate of 80 MHz, and an average power of 4 W. Laser power was adjusted by using a pulse energy controlling device based on a combination of a liquid crystal modulator and a polarizing beamsplitter. After passing the pulse energy controlling device and a beam expander, the laser illuminates a reflection type liquid crystal spatial light modulator (LC-R2500, Holoeye Photonics AG, Berlin, Germany). This SLM displays a computer generated hologram that acts as a phase only controlling hologram with 256 gray levels. Computer generated holograms with 128 x 128 pixels are designed using an iterative 2-D Fourier transform calculation [58]; a 6 x 6 array of the computer generated holograms is then sent to the XGA resolution SLM. The first-order of the diffracted beam in the phase modulated laser forms an arbitrarily designable pattern at the first and second Fourier planes P and the sample surface, respectively. The zero-order beam is eliminated at P (see Fig. 1). The location of the foci when using the multibeam setup was controlled by LabView (National Instruments, Austin, Texas). Finally, the phase modulated beam is projected through a galvanoscanner for structuring control in X and Y axes and focused through a microscope objective.
Fig. 1.

Diagram of the laser system. The system is composed of a laser source, a polarizer for controlling energy, an SLM system, a camera, a scanner, a focusing lens, and positioning stages.
3. Results
The multibeam system was used to simultaneously produce multiple micro-scale Venus structures by 2PP. These Venus structures, shown in Fig. 2 , are similar to microscale replicas of a Venus statue previously produced by 2PP [11]. The Venus structures were prepared using a .STL file, which consisted of the Venus statue on a pedestal. The Venus structures were produced from a previously described low-shrinkage zirconium propoxide-based material [27,28]. The SLM system was used to produce 16 beams in a 4 x 4 array, with 8-12 mW of average laser power per spot. These beams were focused through a 100x immersion oil objective with a numerical aperture of 1.40. Software was used to produce structures from .STL files by slicing the 3D drawing into layers and rastering to fill the contours of these layers. The layer spacing and raster spacing were both 100 nm and the scanning speed was 1 mm/s. With 16 foci, moving the laser as one normally would to produce a single Venus structure resulted in 16 Venus structures being simultaneously produced (Fig. 2). Using this multifocus technique, 16 micro-Venus structures could be simultaneously produced in approximately 45 seconds.
Fig. 2.
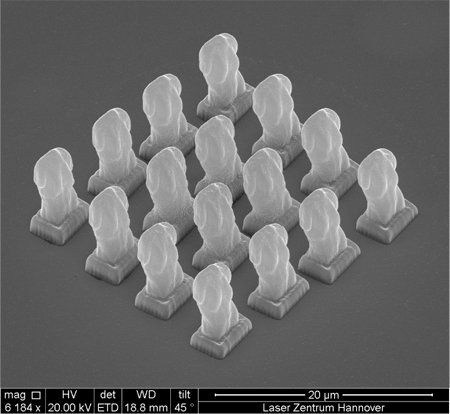
SEM image of 16 micro-Venus structures, which were simultaneously produced by multibeam 2PP.
Two-photon polymerization with multiple foci was also used to produce tissue engineering scaffolds. Using custom-written Visual Basic software (Microsoft, Redmond, WA), cylinders were written by scanning the laser focus/focii radially. The cylinder dimensions were an outer diameter of 35 µm, an inner diameter of 25 µm, and a height of 60 µm. Three translational stages (C-843, Physik Instrumente, Karlsruhe, Germany) were used to form scaffolds by controlling the arrangement of the cylinders in three dimensions. Substrates were produced by sandwiching Ormocer® between glass coverslips using a 1 mm thick polydimethylsiloxane ring as a spacer. Multibeam fabrication of scaffolds was achieved by scanning with four foci that were placed 35 µm apart in a square configuration. A 20x microscope objective (NA 0.4) was used to focus the laser beams. Moving the scanner as one normally would to produce a single cylinder resulted in a 2 x 2 array of four connected cylinders being simultaneously produced (Fig. 3 ). Therefore, scanning a 6 x 6 array with a spacing twice the diameter of a cylinder resulted in production of a 12 x 12 array of cylinders. By scanning in this manner, a scaffold comprised of three layers of the 12 x 12 array was produced.
Fig. 3.
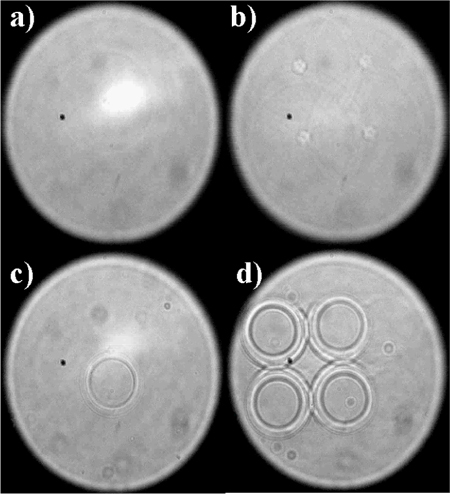
Screenshots of 2PP structuring of cylinders with a single focus (a,c) and four foci (b,d).
Fabrication of identical structures (a) with a single beam at the same energy and speed settings as the multibeam structure and (b) with a single beam at the maximum achievable scanning speed of the galvanoscanner was performed to compare fabrication times. Single beam fabrication was achieved by using a mirror to bypass the SLM optics. For the single beam version-produced structures, 12 x 12 arrays of cylinders were produced. .
For the single beam scaffold fabricated at 55 mW using a 5 mm/s write speed, fabrication of one layer required 29.5 minutes. For the second single beam scaffold written at 61 mW using a 20 mm/s write speed (the fastest setting for the scanner), fabrication of one layer required 18.2 minutes. In comparison, the multibeam scaffold, with a combined energy of 210 mW (approximately 52.5 mW per foci) and write speed of 2.5 mm/s, required 7.5 minutes to fabricate one layer. Therefore, multibeam fabrication is approximately 4 times faster than writing with the same speed and energy using a single beam for a situation in which energy is not a limiting factor. Even if energy is a limiting factor, multibeam fabrication is still faster than single beam fabrication. The fabrication time with multibeam structuring was 2.5 times less than the fabrication time for single beam structuring at the maximum speed of the scanner. It should be noted that this ratio would decrease if a scanner with a faster scanning speed were used.
Scanning electron microscopy images of the complete scaffolds made by single beam fabrication and multibeam fabrication with identical settings are provided in Figs. 4(a) and 4(b), respectively. As can be seen in these two images, the scaffold produced with multiple foci has virtually the same morphology as the scaffold produced by conventional single beam 2PP. These results indicate that multibeam fabrication decreases fabrication time without any deterioration or alteration to the structures.
Fig. 4.
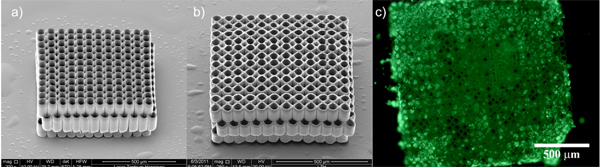
Tissue engineering scaffolds made by 2PP with single focus structuring (a) and four foci structuring (b). Image of bovine endothelial cells growing on a scaffold made by multibeam 2PP (c).
A larger multibeam scaffold (24 x 24 cylinders) was fabricated for cell seeding. Cell seeding was performed in order to confirm that structuring with multiple foci did not negatively impact ability of the scaffold to support cell growth. The structuring settings, positioning of the foci, and cylinder dimensions are identical to the smaller version. The final dimension of the scaffold was approximately 1.6 mm square. The scaffolds fabricated via 2PP were sterilized under UV light for 15 min and pre-treated by soaking in culture media in an incubator for at least 12 hours prior to seeding. Bovine endothelial cells (cell line GM-7373) were cultured in DMEM/F12 at 37 °C and 5% CO2 ; the medium was exchanged every two days until a confluent layer was observed. The cells were harvested, counted, and diluted to approximately 3,000,000 cells/ml. Scaffolds were placed into vials of the cell suspension and seeded by centrifugation at 3000 rpm for 5 minutes. After 6 days in culture, the cells were stained with Calcein AM and imaged by fluorescence microscopy (Zeiss Axio Imager, Carl Zeiss, Jena, Germany) to determine viability. An image of the 1.6 mm scaffold populated with cells is provided in Fig. 4(c). The cells were observed to have populated the scaffold with a high cell density and a high level of viability.
Multibeam 2PP is not limited to tissue engineering scaffolds. This process can be useful in producing arrays of relatively large microstructures, such as microneedle arrays. Four beams focused with a 5x objective (NA = 0.13) were used to produce a rocket-shaped microneedle in a geometry similar to a previously-created design [5]. These needles were produced using the same .STL file reading laser control software that was used to prepare the micro-Venus structures. The microneedles were produced from Ormocer® with a layer spacing of 10 µm, a raster spacing of 5 µm, and a scanning speed of 200 µm/s. A 3 x 3 array was produced, with each unit in the array containing a 2 x 2 array of microneedles; this approach enabled fabrication of an array of 36 microneedles (Fig. 5 ). In relatively large structures, such as microneedles, multibeam 2PP could be combined with the previously- mentioned shell structuring technique to further reduce production time.
Fig. 5.
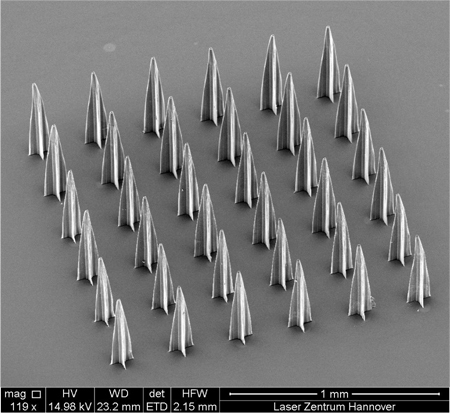
36 Ormocer® microneedles produced by fabrication of 4 needles at a time using multifocus 2PP.
4. Discussion
In this work, we demonstrated that SLM technology can be used to produce functional medical devices, such as tissue engineering scaffolds and microneedles, by 2PP at never-before-seen speeds. This technique was shown to be applicable to a wide size range. Multifocus 2PP was effective at reducing the fabrication time for structures with submicrometer to tens of micrometer feature sizes . Two-photon polymerization with multiple foci can be most effectively used for improving the fabrication time of high resolution structures. As an example, consider the time for fabricating a single layered, 1-mm square with 100-nm resolution. With conventional single-focus 2PP at 1 mm/s, the fabrication time would be 2 hours and 47 minutes (10,000 seconds). In contrast, with 16 foci this same area could be scanned in merely 10 minutes. As many medical devices require an overall size scale of at least one millimeter to facilitate handling by physicians, creating medical devices with sub-micrometer features has been practically impossible. To this point, two-photon polymerization has been primarily limited to academic settings and not commercial applications due to its high cost and low efficiency. The increased efficiency afforded by multifocus 2PP can make two-photon polymerization a more viable technique for commercial use.
Multi-focus 2PP has now made it possible for medical devices with sub-micrometer features to be produced. The ability to produce large-scale devices with sub-micrometer features is exciting as many cell features, such as organelles and proteins, are on this size scale. For example, several studies have shown that single-digit micrometer and sub-micrometer surface features can be used to control cell attachment and alignment [19,59–61]. With multibeam 2PP, 3-D scaffolds on the order of millimeters with micrometer or submicrometer features for controlled cell orientation may now be possible.
Two-photon polymerization, and likewise multifocus 2PP, has several advantages over other microscale medical device fabrication techniques. Two-photon polymerization is capable of true 3-D structuring, including structures with overhangs without any supports. In contrast, stereolithography requires support structures and photolithographic procedures cannot make structures with overhangs or complex 3-D shapes [5]. Additionally, 2PP is compatible with a wide range of materials, including various biocompatible polymers and proteins. In this study, 2PP was demonstrated with Ormocer®, which has been widely used as a material in dentistry. Other materials commonly used in tissue engineering, such as polyethylene glycol, polylactic acid, gelatin, and collagen are also compatible with multifocus 2PP [21–26,31–33]. Cell seeding studies showed that scaffolds produced by multibeam 2PP supported similar cell growth profiles to previous scaffolds made by single-photon 2PP, indicating that SLM technology reduces the fabrication time without any negative impact on scaffold biocompatibility.
While multibeam 2PP using SLM technology can already greatly reduce fabrication time, there are several factors that, if optimized, can even further increase the gains of multibeam 2PP. The SLM we used can only handle up to 1 W of input laser power without damage. Furthermore, the desired foci are found in the first order diffraction beam while the bulk of the power is in the zero order beam, which is blocked. A higher diffraction efficiency from zero order to first order diffraction would increase the available energy and enable more rapid production. Using an SLM with optics for a specific wavelength (e.g., near-infrared) would improve the system efficiency by increasing the reflectivity and the diffraction efficiency. Another limiting factor is the field of view. Since the beams are going into a single scanner and are being focused by a single objective, the area of fabrication is limited to the field of view of a single objective. Therefore, all of the structures that are to be simultaneously produced must fit within the field of view of the objective. At present, the SLM system has a refresh rate of approximately 20 Hz, which limits the applications of dynamically changing the foci positions. Increasing the refresh rate enables enhanced application of movable foci, potentially allowing the SLM to work as a scanner system with independently moving beams. Further, these independently moving beams could be focused with multiple objectives to have multiple foci with greater distances between them.
As SLM control software becomes more advanced, SLM can potentially be used to directly structure materials from CAD drawings. For example, SLM could be used to raster contours with multiple beams moving in parallel. Selective patterning would be controlled not by dynamically moving the foci but by controlling when focal points are turned on or off. Obata et al. used multibeam SLM technology to make a complex two-dimensional pattern by controlling when individual spots were turned on and off while the substrate was moved by translational stages [57]. While this was only a two-dimensional structure, this same technique could be used to make complex three-dimensional structures by rastering in a layer-by-layer fashion. Jenness et al. proposed to use SLM to illuminate an entire two-dimensional contour at once [49]. In this study, SLM was only used to illuminate a simple solid square contour and not a contour with voids or a varying contour shape. In a more recent study by Jenness et al., more complex three-dimensional structures were produced from STL files, including structures with varying contour shapes [62]. Thus far, this approach has only been used to generate three-dimensional structures for visualization and has not yet been used to produce functional micro-devices.
6. Conclusion
Multifocus 2PP fabrication based on SLM technology was used to produce Venus structures, tissue engineering scaffolds, and microneedles using a variety of focusing objectives, ranging from numerical apertures of 0.13 to 1.40. In all of these applications, fabrication time was reduced by multifocus 2PP, with time reduction increasing with the focusing strength of the objective. To our knowledge, this work is the first demonstration of multifocus 2PP technology for production of functional medical devices. These results indicate that 2PP structuring with multiple foci using SLM technology is an effective approach for reducing the fabrication time of three-dimensional medical devices. This technique may help to make two-photon polymerization a more widely-used technology in commercial production of microscale devices.
Acknowledgments
The authors acknowledge financial support in the frame of ERA-SPOT/2PP-lightwave project (BMBF FKZ 1399633) and DFG excellence cluster “Rebirth”.
References and links
- 1.Ovsianikov A., Chichkov B., Adunka O., Pillsbury H., Doraiswamy A., Narayan R. J., “Rapid prototyping of ossicular replacement prostheses,” Appl. Surf. Sci. 253(15), 6603–6607 (2007). 10.1016/j.apsusc.2007.01.062 [DOI] [Google Scholar]
- 2.Hemker K. J., Sharpe W. N., Jr, “Microscale characterization of mechanical properties,” Annu. Rev. Mater. Res. 37(1), 93–126 (2007). 10.1146/annurev.matsci.36.062705.134551 [DOI] [Google Scholar]
- 3.Ostendorf A., Chichkov B. N., “Two-photon polymerization: a new approach to micromachining,” Photon. Spectra 40, 72–79 (2006). [Google Scholar]
- 4.Charalampos S., Vasileia M., Arune G., Carsten R., Christoph O., Vassilis D., Boris C., Costas F., Maria F., Dimitris K., “On the design and fabrication by two-photon polymerization of a readily assembled micro-valve,” Int. J. Adv. Manuf. Technol. 48(5-8), 435–441 (2010). 10.1007/s00170-009-2320-4 [DOI] [Google Scholar]
- 5.Gittard S. D., Ovsianikov A., Chichkov B. N., Doraiswamy A., Narayan R. J., “Two-photon polymerization of microneedles for transdermal drug delivery,” Expert Opin. Drug Deliv. 7(4), 513–533 (2010). 10.1517/17425241003628171 [DOI] [PMC free article] [PubMed] [Google Scholar]
- 6.Gittard S. D., Narayan R. J., “Laser direct writing of micro- and nano-scale medical devices,” Expert Rev. Med. Devices 7(3), 343–356 (2010). 10.1586/erd.10.14 [DOI] [PMC free article] [PubMed] [Google Scholar]
- 7.Narayan R. J., Doraiswamy A., Chrisey D. B., Chichkov B. N., “Medical prototyping using two photon polymerization,” Mater. Today 13(12), 42–48 (2010). 10.1016/S1369-7021(10)70223-6 [DOI] [Google Scholar]
- 8.Narayan R., “Two photon polymerization: an emerging method for rapid prototyping of ceramic-polymer hybrid materials for medical applications,” Am. Ceram. Soc. Bull. 88, 20–25 (2009). [Google Scholar]
- 9.Doraiswamy A., Jin C., Narayan R. J., Mageswaran P., Mente P., Modi R., Auyeung R., Chrisey D. B., Ovsianikov A., Chichkov B., “Two photon induced polymerization of organic-inorganic hybrid biomaterials for microstructured medical devices,” Acta Biomater. 2(3), 267–275 (2006). 10.1016/j.actbio.2006.01.004 [DOI] [PubMed] [Google Scholar]
- 10.Lee K., Kim R. H., Yang D., Park S. H., “Advances in 3D nano/microfabrication using two-photon initiated polymerization,” Prog. Polym. Sci. 33(6), 631–681 (2008). 10.1016/j.progpolymsci.2008.01.001 [DOI] [Google Scholar]
- 11.Serbin J., Egbert A., Ostendorf A., Chichkov B. N., Houbertz R., Domann G., Schulz J., Cronauer C., Fröhlich L., Popall M., “Femtosecond laser-induced two-photon polymerization of inorganic-organic hybrid materials for applications in photonics,” Opt. Lett. 28(5), 301–303 (2003). 10.1364/OL.28.000301 [DOI] [PubMed] [Google Scholar]
- 12.Tan D., Li Y., Qi F., Yang H., Gong Q., Dong X., Duan X., “Reduction in feature size of two-photon polymerization using SCR500,” Appl. Phys. Lett. 90(7), 071106 (2007). 10.1063/1.2535504 [DOI] [Google Scholar]
- 13.Juodkazis S., Mizeikis V., Seet K. K., Miwa M., Misawa H., “Two-photon lithography of nanorods in SU-8 photoresist,” Nanotechnology 16(6), 846–849 (2005). 10.1088/0957-4484/16/6/039 [DOI] [Google Scholar]
- 14.Gittard S. D., Miller P. R., Boehm R. D., Ovsianikov A., Chichkov B. N., Heiser J., Gordon J., Monteiro-Riviere N. A., Narayan R. J., “Multiphoton microscopy of transdermal quantum dot delivery using two photon polymerization-fabricated polymer microneedles,” Faraday Discuss. 149, 171–185, discussion 227–245 (2011). 10.1039/c005374k [DOI] [PMC free article] [PubMed] [Google Scholar]
- 15.A. Ovsianikov, S. Passinger, R. Houbertz, and B. N. Chichkov, “Three dimensional material processing with femtosecond lasers,” in Laser Ablation and its Applications, C. Phipps, ed. (Springer, 2007), pp. 121–157. [Google Scholar]
- 16.Ovsianikov A., Chichkov B., Mente P., Monteiro-Riviere N. A., Doraiswamy A., Narayan R. J., “Two photon polymerization of polymer-ceramic hybrid materials for transdermal drug delivery,” Int. J. Appl. Ceram. Technol. 4(1), 22–29 (2007). 10.1111/j.1744-7402.2007.02115.x [DOI] [Google Scholar]
- 17.Ovsianikov A., Ostendorf A., Chichkov B. N., “Three-dimensional photofabrication with femtosecond lasers for applications in photonics and biomedicine,” Appl. Surf. Sci. 253(15), 6599–6602 (2007). 10.1016/j.apsusc.2007.01.058 [DOI] [Google Scholar]
- 18.Hidai H., Jeon H., Hwang D. J., Grigoropoulos C. P., “Self-standing aligned fiber scaffold fabrication by two photon photopolymerization,” Biomed. Microdevices 11(3), 643–652 (2009). 10.1007/s10544-008-9274-4 [DOI] [PubMed] [Google Scholar]
- 19.Jeon H., Hidai H., Hwang D. J., Grigoropoulos C. P., “Fabrication of arbitrary polymer patterns for cell study by two-photon polymerization process,” J. Biomed. Mater. Res. A 93(1), 56–66 (2010). [DOI] [PubMed] [Google Scholar]
- 20.Doraiswamy A., Ovsianikov A., Gittard S. D., Monteiro-Riviere N. A., Crombez R., Montalvo E., Shen W., Chichkov B. N., Narayan R. J., “Fabrication of microneedles using two photon polymerization for transdermal delivery of nanomaterials,” J. Nanosci. Nanotechnol. 10(10), 6305–6312 (2010). 10.1166/jnn.2010.2636 [DOI] [PubMed] [Google Scholar]
- 21.Ovsianikov A., Malinauskas M., Schlie S., Chichkov B., Gittard S., Narayan R., Löbler M., Sternberg K., Schmitz K. P., Haverich A., “Three-dimensional laser micro- and nano-structuring of acrylated poly(ethylene glycol) materials and evaluation of their cytoxicity for tissue engineering applications,” Acta Biomater. 7(3), 967–974 (2011). 10.1016/j.actbio.2010.10.023 [DOI] [PMC free article] [PubMed] [Google Scholar]
- 22.Gittard S. D., Ovsianikov A., Monteiro-Riviere N. A., Lusk J., Morel P., Minghetti P., Lenardi C., Chichkov B. N., Narayan R. J., “Fabrication of polymer microneedles using a two-photon polymerization and micromolding process,” J. Diabetes Sci. Tech. 3(2), 304–311 (2009). [DOI] [PMC free article] [PubMed] [Google Scholar]
- 23.Gittard S. D., Narayan R. J., Jin C., Ovsianikov A., Chichkov B. N., Monteiro-Riviere N. A., Stafslien S., Chisholm B., “Pulsed laser deposition of antimicrobial silver coating on Ormocer microneedles,” Biofabrication 1(4), 041001 (2009). 10.1088/1758-5082/1/4/041001 [DOI] [PMC free article] [PubMed] [Google Scholar]
- 24.Gittard S. D., Ovsianikov A., Akar H., Chichkov B., Monteiro-Riviere N. A., Stafslien S., Chisholm B., Shin C. C., Shih C. M., Lin S. J., Su Y. Y., Narayan R. J., “Two photon polymerization-micromolding of polyethylene glycol-gentamicin sulfate microneedles,” Adv. Eng. Mater. 12(4), B77–B82 (2010). [DOI] [PMC free article] [PubMed] [Google Scholar]
- 25.Claeyssens F., Hasan E. A., Gaidukeviciute A., Achilleos D. S., Ranella A., Reinhardt C., Ovsianikov A., Shizhou X., Fotakis C., Vamvakaki M., Chichkov B. N., Farsari M., “Three-dimensional biodegradable structures fabricated by two-photon polymerization,” Langmuir 25(5), 3219–3223 (2009). 10.1021/la803803m [DOI] [PubMed] [Google Scholar]
- 26.Melissinaki V., Gill A. A., Ortega I., Vamvakaki M., Ranella A., Haycock J. W., Fotakis C., Farsari M., Claeyssens F., “Direct laser writing of 3D scaffolds for neural tissue engineering applications,” Biofabrication 3(4), 045005 (2011). 10.1088/1758-5082/3/4/045005 [DOI] [PubMed] [Google Scholar]
- 27.Ovsianikov A., Viertl J., Chichkov B., Oubaha M., MacCraith B., Sakellari I., Giakoumaki A., Gray D., Vamvakaki M., Farsari M., Fotakis C., “Ultra-low shrinkage hybrid photosensitive material for two-photon polymerization microfabrication,” ACS Nano 2(11), 2257–2262 (2008). 10.1021/nn800451w [DOI] [PubMed] [Google Scholar]
- 28.Ovsianikov A., Shizhou X., Farsari M., Vamvakaki M., Fotakis C., Chichkov B. N., “Shrinkage of microstructures produced by two-photon polymerization of Zr-based hybrid photosensitive materials,” Opt. Express 17(4), 2143–2148 (2009). 10.1364/OE.17.002143 [DOI] [PubMed] [Google Scholar]
- 29.Sakellari I., Gaidukeviciute A., Giakoumaki A., Gray D., Fotakis C., Farsari M., Vamvakaki M., Reinhardt C., Ovsianikov A., Chichkov B. N., “Two-photon polymerization of titanium-containing sol-gel composites for three-dimensional structure fabrication,” Appl. Phys., A Mater. Sci. Process. 100(2), 359–364 (2010). 10.1007/s00339-010-5864-0 [DOI] [Google Scholar]
- 30.Duan X. M., Sun H. B., Kaneko K., Kawata S., “Two-photon polymerization of metal ions doped acrylate monomers and oligomers for three-dimensional structure fabrication,” Thin Solid Films 453–454, 518–521 (2004). 10.1016/j.tsf.2003.11.126 [DOI] [Google Scholar]
- 31.Pitts J. D., Campagnola P. J., Epling G. A., Goodman S. L., “Submicron multiphoton free-form fabrication of proteins and polymers: Studies of reaction efficiencies and applications in sustained release,” Macromol. 33(5), 1514–1523 (2000). 10.1021/ma9910437 [DOI] [Google Scholar]
- 32.Pitts J. D., Howell A. R., Taboada R., Banerjee I., Wang J., Goodman S. L., Campagnola P. J., “New photoactivators for multiphoton excited three-dimensional submicron cross-linking of proteins: bovine serum albumin and type 1 collagen,” Photochem. Photobiol. 76(2), 135–144 (2002). 10.1562/0031-8655(2002)076<0135:NPFMET>2.0.CO;2 [DOI] [PubMed] [Google Scholar]
- 33.Ovsianikov A., Deiwick A., Van Vlierberghe S., Pflaum M., Wilhelmi M., Dubruel P., Chichkov B., “Laser fabrication of 3D gelatin scaffolds for the generation of bioartificial tissues,” Mater. 4(1), 288–299 (2011). 10.3390/ma4010288 [DOI] [PMC free article] [PubMed] [Google Scholar]
- 34.Ovsianikov A., Deiwick A., Van Vlierberghe S., Dubruel P., Möller L., Dräger G., Chichkov B., “Laser fabrication of three-dimensional CAD scaffolds from photosensitive gelatin for applications in tissue engineering,” Biomacromolecules 12(4), 851–858 (2011). [DOI] [PubMed] [Google Scholar]
- 35.Haas K. H., Wolter H., “Synthesis, properties and applications of inorganic-organic copolymers (ORMOCER®s),” Curr. Opin. Solid State Mater. Sci. 4(6), 571–580 (1999). 10.1016/S1359-0286(00)00009-7 [DOI] [Google Scholar]
- 36.Ovsianikov A., Schlie S., Ngezahayo A., Haverich A., Chichkov B. N., “Two-photon polymerization technique for microfabrication of CAD-designed 3D scaffolds from commercially available photosensitive materials,” J. Tissue Eng. Regen. Med. 1(6), 443–449 (2007). 10.1002/term.57 [DOI] [PubMed] [Google Scholar]
- 37.H. Wolter, W. Storch, and H. Ott, “New inorganic/organic copolymers (Ormocer®s) for dental applications” in Mater. Res. Soc. Symp. Proc. 346, 143–149 (1994). [Google Scholar]
- 38.Moszner N., Salz U., “New developments of polymeric dental composites,” Prog. Polym. Sci. 26(4), 535–576 (2001). 10.1016/S0079-6700(01)00005-3 [DOI] [Google Scholar]
- 39.Al-Hiyasat A. S., Darmani H., Milhem M. M., “Cytotoxicity evaluation of dental resin composites and their flowable derivatives,” Clin. Oral Investig. 9(1), 21–25 (2005). 10.1007/s00784-004-0293-0 [DOI] [PubMed] [Google Scholar]
- 40.Ovsianikov A., Gruene M., Pflaum M., Koch L., Maiorana F., Wilhelmi M., Haverich A., Chichkov B., “Laser printing of cells into 3D scaffolds,” Biofabrication 2(1), 014104 (2010). 10.1088/1758-5082/2/1/014104 [DOI] [PubMed] [Google Scholar]
- 41.A. Koroleva, S. D. Gittard, S. Schlie, and B. N. Chichkov, Fabrication of tissue engineering scaffolds via two-photon polymerization and microreplication techniques,” presented at the Eccomas – International Conference on Tissue Engineering. Fernandes et al. (Eds.), Lisbon, Portugal, June 2–4 (2011). [Google Scholar]
- 42.Narayan R. J., Jin C. M., Doraiswamy A., Mihailescu I. N., Jelinek M., Ovsianikov A., Chichkov B., Chrisey D. B., “Laser processing of advanced bioceramics,” Adv. Eng. Mater. 7(12), 1083–1098 (2005). 10.1002/adem.200500155 [DOI] [Google Scholar]
- 43.Tayalia P., Mendonca C. R., Baldacchini T., Mooney D. J., Mazur E., “3D cell-migration studies using two-photon engineered polymer scaffolds,” Adv. Mater. (Deerfield Beach Fla.) 20(23), 4494–4498 (2008). 10.1002/adma.200801319 [DOI] [Google Scholar]
- 44.Schlie S., Ngezahayo A., Ovsianikov A., Fabian T., Kolb H. A., Haferkamp H., Chichkov B. N., “Three-dimensional cell growth on structures fabricated from ORMOCER by two-photon polymerization technique,” J. Biomater. Appl. 22(3), 275–287 (2007). 10.1177/0885328207077590 [DOI] [PubMed] [Google Scholar]
- 45.Koroleva A., Schlie S., Fadeeva E., Gittard S. D., Miller P., Ovsianikov A., Koch J., Narayan R. J., Chichkov B. N., “Microreplication of laser-fabricated surface and three-dimensional structures,” J. Opt. 12(12), 124009 (2010). 10.1088/2040-8978/12/12/124009 [DOI] [Google Scholar]
- 46.Wu D., Chen Q. D., Niu L. G., Wang J. N., Wang J., Wang R., Xia H., Sun H. B., “Femtosecond laser rapid prototyping of nanoshells and suspending components towards microfluidic devices,” Lab Chip 9(16), 2391–2394 (2009). 10.1039/b902159k [DOI] [PubMed] [Google Scholar]
- 47.Kelemen L., Valkai S., Ormos P., “Parallel photopolymerisation with complex light patterns generated by diffractive optical elements,” Opt. Express 15(22), 14488–14497 (2007). 10.1364/OE.15.014488 [DOI] [PubMed] [Google Scholar]
- 48.Takahashi H., Hasegawa S., Takita A., Hayasaki Y., “Sparse-exposure technique in holographic two-photon polymerization,” Opt. Express 16(21), 16592–16599 (2008). [PubMed] [Google Scholar]
- 49.Jenness N. J., Wulff K. D., Johannes M. S., Padgett M. J., Cole D. G., Clark R. L., “Three-dimensional parallel holographic micropatterning using a spatial light modulator,” Opt. Express 16(20), 15942–15948 (2008). 10.1364/OE.16.015942 [DOI] [PubMed] [Google Scholar]
- 50.Obata K., Koch J., Hinze U., Chichkov B. N., “Multi-focus two-photon polymerization technique based on individually controlled phase modulation,” Opt. Express 18(16), 17193–17200 (2010). 10.1364/OE.18.017193 [DOI] [PubMed] [Google Scholar]
- 51.Kato N., Takeyasu N., Adachi Y., Sun H.-B., Kawata S., “Multiple-spot parallel processing for laser micronanofabrication,” Appl. Phys. Lett. 86(4), 044102–044104 (2005). 10.1063/1.1855404 [DOI] [Google Scholar]
- 52.Nakata Y., Okada T., Maeda M., “Nano-sized hollow bump array generated by single femtosecond laser pulse,” Jpn. J. Appl. Phys. 42(Part 2, No. 12A), L1452–L1454 (2003). 10.1143/JJAP.42.L1452 [DOI] [Google Scholar]
- 53.Kondo T., Matsuo S., Juodkazis S., Mizeikis V., Misawa H., “Multiphoton fabrication of periodic structures by multibeam interference of femtosecond pulses,” Appl. Phys. Lett. 82(17), 2758–2760 (2003). 10.1063/1.1569987 [DOI] [Google Scholar]
- 54.Dong X., Zhao Z., Duan X., “Micronanofabrication of assembled three-dimensional microstructures by designable multiple beams multiphoton processing,” Appl. Phys. Lett. 91(12), 124103 (2007). 10.1063/1.2789661 [DOI] [Google Scholar]
- 55.Curtis J. E., Koss B. A., Grier D. G., “Dynamic holographic optical tweezers,” Opt. Commun. 207(1-6), 169–175 (2002). 10.1016/S0030-4018(02)01524-9 [DOI] [Google Scholar]
- 56.Frumker E., Silberberg Y., “Femtosecond pulse shaping using a two-dimensional liquid-crystal spatial light modulator,” Opt. Lett. 32(11), 1384–1386 (2007). 10.1364/OL.32.001384 [DOI] [PubMed] [Google Scholar]
- 57.Hayasaki Y., Sugimoto T., Takita A., Nishida N., “Variable holographic femtosecond laser processing by use of a spatial light modulator,” Appl. Phys. Lett. 87(3), 031101–031103 (2005). 10.1063/1.1992668 [DOI] [Google Scholar]
- 58.Leach J., Wulff K., Sinclair G., Jordan P., Courtial J., Thomson L., Gibson G., Karunwi K., Cooper J., Laczik Z. J., Padgett M., “Interactive approach to optical tweezers control,” Appl. Opt. 45(5), 897–903 (2006). 10.1364/AO.45.000897 [DOI] [PubMed] [Google Scholar]
- 59.Fadeeva E., Schlie S., Koch J., Chichkov B. N., “selective cell control by surface structuring for orthopedic applications,” J. Adhes. Sci. Technol. 24(13), 2257–2270 (2010). 10.1163/016942410X508000 [DOI] [Google Scholar]
- 60.Rebollar E., Frischauf I., Olbrich M., Peterbauer T., Hering S., Preiner J., Hinterdorfer P., Romanin C., Heitz J., “Proliferation of aligned mammalian cells on laser-nanostructured polystyrene,” Biomaterials 29(12), 1796–1806 (2008). 10.1016/j.biomaterials.2007.12.039 [DOI] [PubMed] [Google Scholar]
- 61.Teixeira A. I., Nealey P. F., Murphy C. J., “Responses of human keratocytes to micro- and nanostructured substrates,” J. Biomed. Mater. Res. A 71(3), 369–376 (2004). 10.1002/jbm.a.30089 [DOI] [PubMed] [Google Scholar]
- 62.Jenness N. J., Hill R. T., Hucknall A., Chilkoti A., Clark R. L., “A versatile diffractive maskless lithography for single-shot and serial microfabrication,” Opt. Express 18(11), 11754–11762 (2010). 10.1364/OE.18.011754 [DOI] [PMC free article] [PubMed] [Google Scholar]