

Abstract
There are numerous techniques such as photolithography, electron-beam lithography and soft-lithography that can be used to precisely pattern two dimensional (2D) structures. These technologies are mature, offer high precision and many of them can be implemented in a high-throughput manner. We leverage the advantages of planar lithography and combine them with self-folding methods1-20 wherein physical forces derived from surface tension or residual stress, are used to curve or fold planar structures into three dimensional (3D) structures. In doing so, we make it possible to mass produce precisely patterned static and reconfigurable particles that are challenging to synthesize.
In this paper, we detail visualized experimental protocols to create patterned particles, notably, (a) permanently bonded, hollow, polyhedra that self-assemble and self-seal due to the minimization of surface energy of liquefied hinges21-23 and (b) grippers that self-fold due to residual stress powered hinges24,25. The specific protocol described can be used to create particles with overall sizes ranging from the micrometer to the centimeter length scales. Further, arbitrary patterns can be defined on the surfaces of the particles of importance in colloidal science, electronics, optics and medicine. More generally, the concept of self-assembling mechanically rigid particles with self-sealing hinges is applicable, with some process modifications, to the creation of particles at even smaller, 100 nm length scales22, 26 and with a range of materials including metals21, semiconductors9 and polymers27. With respect to residual stress powered actuation of reconfigurable grasping devices, our specific protocol utilizes chromium hinges of relevance to devices with sizes ranging from 100 μm to 2.5 mm. However, more generally, the concept of such tether-free residual stress powered actuation can be used with alternate high-stress materials such as heteroepitaxially deposited semiconductor films5,7 to possibly create even smaller nanoscale grasping devices.
Keywords: Chemistry, Issue 72, Chemical Engineering, Biomolecular Engineering, Materials Science, Physics, Nanotechnology, Molecular Self-assembly, Electrochemistry, Folding, three dimensional, lithography, colloid, patchy particles, particles, nanoparticles, robotics, drug delivery, microfabrication, nanofabrication, nano, assembly, synthesis, reaction, origami
Protocol
We first describe a general protocol that can be used to fabricate patterned, sealed particles and reconfigurable grasping devices. Along with the general protocol, we provide one specific, visualized example for both the fabrication of sealed dodecahedral particles and reconfigurable microgrippers.
1. Mask Preparation and Design Rules
Typically, at least two mask sets are needed, one for regions that do not bend or curve (rigid panels) and the other for regions that bend, curve or seal (hinges). Additional masks can be utilized to define surface patterns of pores, molecular patches, optical or electronic elements. Masks can be designed using a variety of two dimensional vector graphics software programs such as AutoCAD, Adobe Illustrator, FreeHand MX or Layout Editor.
- Empirical studies suggest the following optimal design rules for generating masks that can be used for the surface tension driven folding of a polyhedron of side length L.
- For a particular polyhedral geometry, the number of panels first needs to be determined. For example, a cube has six square panels while a dodecahedron has twelve pentagonal panels.
- The high-yielding two dimensional arrangement of panels, also called a net needs to be figured out. Nets that have the lowest radius of gyration and greatest number of secondary vertex connections will typically assemble with the highest yields. The optimum nets for a variety of polyhedra such as cubes, octahedra, dodecahedra, truncated octahedra, icosahedra, are published 23, 28.
- In the panel mask, the panels of the polyhedra should be drawn as nets and the adjacent panels should be spaced by a gap of width that is approximately 0.1L. Registry marks are needed for subsequent alignment with the hinge mask.
- In the hinge mask, both folding hinges (in between the panels) and locking or sealing hinges (at the edges of the panels) must be defined. Folding hinges should have lengths of 0.8L and widths of 0.2L while sealing hinges at the periphery of the panels should have lengths of 0.8L and widths of 0.1L with an overhang of 0.05L (Figure 1 a-c). Special care must be taken to ensure that the panel and hinge masks overlay, with registry. With this design rule, we have been able to synthesize particles with sizes ranging from 15 μm to 2.5 cm.
- The volume of the hinge controls the folding angles, and for a given hinge width, finite element modeling is required to determine the necessary thickness of the hinge. The reader is referred to published models29-32 to estimate this thickness. However, the attractive feature of our approach is the use of locking or sealing hinges which provide considerable error-tolerance during self-folding. Hence, when sealing hinges are used, the assembly process is tolerant to deviations in hinge volumes, allowing them to be only approximately targeted. Due to significant cooperativity during assembly, even dodecahedra with fold angles of 116.57° have been mass produced. Further, truncated octahedra have two different dihedral angles of 125.27° and 109.47° but could be assembled using the same hinge volumes. Another benefit of the sealing hinges is that the hinges adjacent to each other fuse together on heating during folding process, creating tightly sealed, seamless and rigid particles on cooling.
Empirical studies suggest the following optimal design rules for the masks of microgrippers that fold due to residual stress powered hinges. For a microgripper of tip-to-tip length (D) of 600-900 μm, the hinge gap (g) is typically around 50 μm (Figure 1 d-f), whereas for smaller microgrippers with a D of 300 μm, a smaller g of around 25 μm should be utilized. The hinge gap dimensions depend on the stress, thickness and elastic contents of the underlying films and multilayer analytical solutions can be used to roughly estimate the extent of folding25,33. Precise measurement of stresses and finite element modeling is required to precisely simulate the folding. Empirical studies suggest that approximately 100 μm is the lower limit for the particles with stressed chromium hinges.
After designing the layout, the masks should be printed on transparency films using high resolution printers either in-house or through a variety of commercial outlets (Figure 2a). Typically, transparency films should be used only with minimum feature sizes of 6 μm, while chrome masks are needed for structures with smaller hinge gaps or features. The typical file format required for ordering commercial masks is ".dxf".
2. Substrate Preparation
Flat substrates such as glass slides or silicon wafers need to be used.
For good adhesion, it is important to clean and dry the substrates. It is generally sufficient to clean the substrates with methanol, acetone and isopropyl alcohol (IPA), dry them with nitrogen (N2) and then heat them on a hot plate or in an oven at 150 °C for 5-10 min.
3. Deposition of the Sacrificial Layer
In order to release the templates from the substrate after patterning, a sacrificial layer is required. A variety of films composed of either metals (e.g., copper), dielectrics (e.g., alumina) or polymers (e.g., PMMA, PVA, CYTOP etc.) can be utilized. When choosing a sacrificial film, important considerations are the ease of deposition and dissolution of the material and the etch selectivity.
4. Patterning the Panels
The panels of the particles can be deposited by a variety of means. For polymeric particles, the films are deposited by spin coating or drop casting. For metallic particles, electrodeposition or thermal evaporation can be utilized.
For the fabrication of metallic particles, it is necessary to add a conductive layer onto the sacrificial layer coated substrate to facilitate electrodeposition of the panels and hinges.
The panels can be patterned using any lithographic process such as photolithography, molding, nanoimprint lithography or electron beam lithography. A typical photolithography process involves coating a photoresist layer onto the substrate, then baking, exposing and developing as per manufacturer's recommendation. Photoresists such as SPR, AZ or SC series can be used; alternatively, the panels can be defined using photocrosslinkable polymers such as SU8, PEGDA, or photocrosslinkable PDMS. Depending on the choice of photoresist, thickness and therefore spin speed, exposure time and development time will need to be adjusted accordingly.
- After photolithography, depending on the size of metallic particles, thick panels can be formed by electrodeposition, while thin panels can be defined by evaporation or sputtering.
- For electrodeposition of panels, Faraday's laws of electrodeposition and the efficiency of the bath should be used to calculate the electroplating current based on the total exposed surface area of the panels. Typical current densities for nickel (Ni) and solder (Pb-Sn) plating are between 1-10 mA/cm2 and 20-50 mA/cm2 respectively.
5. Patterning the Hinges
Similar to the patterning of the panels, in order to pattern hinges, a second round of photolithography needs to be done using the hinge mask (Figure 2b-c). The registry marks on the panel and hinge masks need to be overlaid to ensure proper alignment.
For surface tension driven assembly, the materials for the panels and hinges should be chosen so that the hinge material has a lower melting point than the panels and hence the panels remain rigid while the hinges are melted. Assembly occurs when the templates are heated above the melting point of the hinge material. For example, in case of metallic particles with Ni panels, we electrodeposit Pb-Sn solder on the hinges which melts at ~200 °C and prompts the folding. Similarly, in the case of polymeric particles with SU8 panels, we deposit polycaprolactone hinges which assemble at ~58 °C.27 The process works best when the hinge material is pinned within the hinge region during reflow; i.e. it does not spread all over the panels and does not completely dewet from the panel. This pinning can be achieved by the selection of materials with appropriate wetting characteristics and viscosity.
In the case of thin film stress driven self-folding, the hinges should be patterned prior to the panel patterning. Typically, the hinge needs to be composed of a differentially stressed bilayer, composed of a stressed metal such as chromium (Cr) or zirconium (Zr) and a relatively unstressed metal such as gold (Au) or copper (Cu). For example, for microgrippers with a hinge gap of 50 μm, we use a bilayer composed of 50 nm Cr and 100 nm Au. In addition to differentially stressed metallic bilayers, differentially stressed polymers34-37, SiOx layers38 or epitaxial semiconductor5 layers can also be utilized.
For thin film stress driven self-folding, a thermo-sensitive polymeric trigger layer should be utilized to constrain the devices so that the structures do not fold spontaneously upon release from the substrate. The appropriate choice of trigger material and thickness can endow the devices with different stimuli responsive properties. For example, patterning 1.5 μm thick photoresist (S1800 series) in the hinge region is enough to keep the devices flat until they are heated to ~37 °C to trigger the folding.
6. Releasing the Templates from the Substrate and Folding
To release the patterned 2D templates, the sacrificial layer needs to be dissolved by appropriate etchants (Figure 2d).
For surface tension driven assembly, the released planar precursors need to be heated above the melting point of the hinge material. On heating, the hinges get liquefied and the precursors assemble into appropriately shaped hollow particles (Figure 2e-i).
For thin film stress driven folding, the folding can be triggered after the structures are released from the substrate and on exposure to the right stimulus, e.g., on heating, so that the trigger softens and no longer constrains the relaxation of the stressed bilayer hinges. Since the grasping devices are ferromagnetic they can be guided and positioned near appropriate cargo and triggered to fold around it (Figure 2j-n). It is noteworthy that tissue excision can be achieved using such triggered folding25.
Example 1. Protocol for the fabrication of surface tension driven self-assembled, permanently bonded, 300 μm size hollow dodecahedra (schematic representation in Figure 3):
Prepare the masks as explained in Step 1. For fabrication of the dodecahedra with 300 μm panel edge length, draw a panel mask such that the pentagonal panels of the dodecahedron are spaced apart by 30 μm. Draw a hinge mask where folding and sealing hinges have dimensions of 240 μm x 60 μm and 240 μm x 30 μm respectively.
Prepare a silicon wafer substrate as explained in Step 2.
Spin coat ~5.5 μm thick layer of 950 PMMA A11 at 1,000 rpm, on the silicon wafers. Wait for 3 min and then bake it at 180 °C for 60 sec.
Using a thermal evaporator, deposit 30 nm chromium (Cr) as an adhesion promoter and 150 nm copper (Cu) as the conducting layer.
Spin coat ~10 μm thick SPR220 at 1,700 rpm onto the wafers. Wait for 3 min.
Perform a ramp-up softbake by placing the wafer on a hotplate at 60 °C for 30 sec. Then transfer the wafer onto another hotplate at 115 °C for 90 sec and then back to 60 °C for 30 sec.
Cool the wafers at room temperature and wait for 3 hr.
Expose the wafers to the panel mask using ~460 mJ/cm2 of UV light (365 nm) and a mercury based mask aligner.
Develop in MF-26A developer for 2 min and change the developer solution and develop for another 2 min.
Calculate the total panel area and use it to compute the current required to electrodeposit Ni from a commercial nickel sulfamate solution at a rate of approximately 1-10 mA/cm2 up to a thickness of 8 μm.
Dissolve the photoresist with acetone. Rinse the wafer with IPA, and dry with N2 gas.
Spin coat ~10 μm thick SPR 220 at 1,700 rpm onto the wafers. Wait for 3 min.
Perform a ramp-up softbake by placing the wafer on a hotplate at 60 °C for 30 sec. Then transfer the wafer to another hotplate at 115 °C for 90 sec and then back to 60 °C for 30 sec.
Cool the wafers at room temperature and wait for 3 hr.
Expose the wafers to the hinge mask using ~460 mJ/cm2 of UV light (365 nm) and a mercury based mask aligner. Ensure that the registry marks are aligned so that the hinges are aligned with the panels.
Develop in MF-26A developer for 2 min and change the developer solution and develop for another 2 min.
Using a diamond cutter, cut the wafer into small pieces so that one piece of wafer contains ~50-60 nets. Coat the edges of the pieces with nail polish.
Calculate the total exposed hinge area and use it to compute the current required to electrodeposit Pb-Sn solder from a commercial solder plating solution at a rate of approximately 20-50 mA/cm2 up to a thickness of 15 μm.
Dissolve the photoresist in acetone. Rinse the wafer pieces with IPA, and dry with N2 gas.
Immerse the wafer piece in etchant APS 100 for 25-40 sec to dissolve the surrounding Cu layer. Rinse with DI water and dry with N2 gas.
Immerse the wafer piece in etchant CRE-473 for 30-50 sec to dissolve the surrounding Cr layer. Rinse with DI water and dry with N2 gas.
Immerse the wafer piece in ~2-3 ml of 1-Methyl-2-Pyrollidinone (NMP) and heat at 100 °C for 3-5 min until the templates are released from the substrate.
Transfer ~20-30 templates into a small Petri dish and distribute them uniformly.
Add ~3-5 ml of NMP and ~5-7 drops of Indalloy 5RMA liquid flux.
Heat at 100 °C for 5 min. In this step, the Indalloy 5RMA liquid flux cleans and dissolves any oxide layer formed on the solder and thereby ensures good solder reflow on heating above melting point.
Increase the hotplate temperature to 150 °C for 5 min and then slowly increase it to 200 °C until folding occurs. When the temperature is increased to 200 °C folding starts after 5-8 min. The mixture may turn brownish as it starts to burn.
When the dodecahedra have folded, allow the dish to cool down. Add acetone to the dish, pipette out the liquid, and rinse the dodecahedra in acetone and then ethanol.
Store the dodecahedral particles in ethanol.
Example 2. Protocol for fabrication of reconfigurable, thin film stress driven self-folding thermo-sensitive microgrippers (schematic representation in Figure 4):
Prepare the masks as explained in Step 1. Design the masks so that tip-to-tip length of the grippers is 980 μm, with the central panel side length of 111 μm and the hinge gap of 50 μm. Typical hinge and panel masks can be designed similar to Figure 1 d-e.
Prepare silicon wafers as explained in Step 2.
Deposit 15 nm Cr adhesion and 50-100 nm Cu sacrificial layers using a thermal evaporator.
Spin-coat ~3 μm thick S1827 using spin coater, at 3,000 rpm. Wait for 3 min and then bake the wafer at 115 °C for 1 min on a hotplate.
Expose at ~180 mJ/cm2 UV light (365 nm) using a mask aligner and the hinge mask.
Develop for 40-60 sec in 5:1 diluted 351 Developer. Rinse with DI water and dry with N2 gas.
Deposit 50 nm Cr and 100 nm Au using a thermal evaporator. The Cr-Au functions as the hinge bilayer with residual stress in the Cr film, while the Au film is a bioinert support layer.
Lift-off the photoresist in acetone. Use a sonicator for 3-5 min to completely lift-off the excess metal. Wash the wafer with acetone and IPA, dry with N2 gas.
Spin coat ~10 μm thick SPR220 at 1,700 rpm onto the wafers. Wait for 3 min.
Perform a ramp-up softbake by placing the wafer on a hotplate at 60 °C for 30 sec. Then transfer the wafer to another hotplate at 115 °C for 90 sec and then back to 60 °C for 30 sec. Wait for 3 hr.
Expose the photoresist at ~460 mJ/cm2 UV light (365 nm) using a mask aligner through the panel mask.
Develop in MF-26A developer for 2 min and change the developer solution and develop for another 2 min.
Calculate the total panel area and use it to compute the current required to electrodeposit Ni from a commercial nickel sulfamate solution at a rate of approximately 1-10 mA/cm2 up to a thickness of 5 μm. Rinse with DI water thoroughly.
Electrodeposit or evaporate 100 nm Au. This layer helps to protect Ni from the etchants used to remove the sacrificial layer.
Strip the photoresist with acetone. Rinse the wafer with IPA, and dry with N2 gas.
Mix S1813 and S1805 photoresits at 1:5 volume ratio. Spin coat the mixture at 1,800 rpm. Wait for 3 min, then bake on a hotplate at 115 °C for 1 min. This photoresist layer acts as the trigger layer.
Expose at ~120 mJ/cm2 UV light (365 nm) on a mask aligner using the hinge mask.
Develop for 30-50 sec in 5:1 diluted 351 developer. Rinse with DI water and dry with N2 gas.
Cut a piece of the wafer using a diamond cutter.
Immerse the wafer piece in APS 100 to etch the underlying Cu sacrificial layer. Wait until the microgrippers are completely released from the substrate.
Rinse the microgrippers with DI water and store in cold water.
Trigger the folding by placing the microgrippers in 37 °C water.
7. Representative Results
Representative results in Figure 5 show self-assembled polyhedral particles in a variety of shapes as well as folding microgrippers. The fabrication and actuation process is highly parallel and 3D structures can be fabricated and triggered simultaneously. Additionally, precise patterns as exemplified by square or triangular pores can be defined in all three dimensions, and on selected faces if needed. The microgrippers can be closed under biologically benign conditions so that they can be used to excise tissue or loaded with biological cargo. Additionally, since the microgrippers can be made with a ferromagnetic material, they can be moved from afar using magnetic fields.
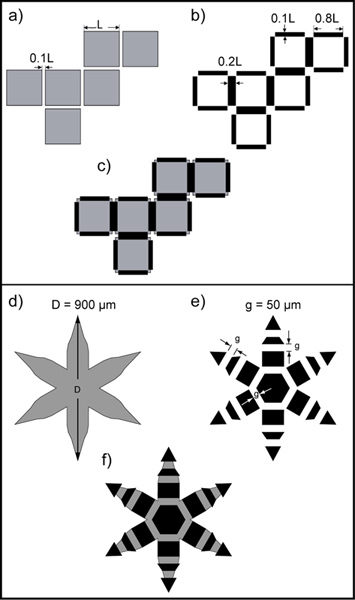 Figure 1. Design rules for the synthesis of patterned particles. (a-c) Mask design rules for the assembly of patterned polyhedral particles; (a) Schematic of the panel mask for a polyhedron of side length L, (b) schematic of the hinge mask featuring folding (0.2 L x 0.8 L) and locking or sealing (0.1 L x 0.8 L) hinges, and (c) schematic of the overlaid 2D precursor or net. (d-f) Mask design rules for the self-folding microgripper; (d) schematic of the hinge mask for a microgripper with tip to tip length D, (e) schematic of the panel mask with hinge gap g, and (f) schematic of the overlaid 2D precursor. Click here to view larger figure.
Figure 1. Design rules for the synthesis of patterned particles. (a-c) Mask design rules for the assembly of patterned polyhedral particles; (a) Schematic of the panel mask for a polyhedron of side length L, (b) schematic of the hinge mask featuring folding (0.2 L x 0.8 L) and locking or sealing (0.1 L x 0.8 L) hinges, and (c) schematic of the overlaid 2D precursor or net. (d-f) Mask design rules for the self-folding microgripper; (d) schematic of the hinge mask for a microgripper with tip to tip length D, (e) schematic of the panel mask with hinge gap g, and (f) schematic of the overlaid 2D precursor. Click here to view larger figure.
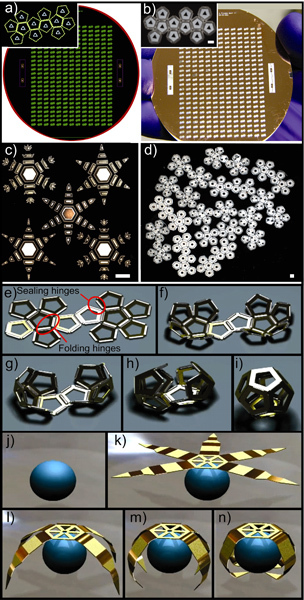 Figure 2. Experimental images and conceptual animations of important steps in the fabrication and assembly process. (a) Screenshot of an AutoCAD panel mask for dodecahedral precursors. (b-c) Optical images of 2D precursors for, (b) dodecahedra, and (c) microgrippers on a silicon substrate. (d) Released dodecahedral nets. Scale bars: 200 μm. (e-n) Conceptual animation of, (e-i) the surface tension driven assembly of a dodecahedron, and (j-n) thin film stress driven folding of a microgripper around a bead (Animation by David Filipiak).
Figure 2. Experimental images and conceptual animations of important steps in the fabrication and assembly process. (a) Screenshot of an AutoCAD panel mask for dodecahedral precursors. (b-c) Optical images of 2D precursors for, (b) dodecahedra, and (c) microgrippers on a silicon substrate. (d) Released dodecahedral nets. Scale bars: 200 μm. (e-n) Conceptual animation of, (e-i) the surface tension driven assembly of a dodecahedron, and (j-n) thin film stress driven folding of a microgripper around a bead (Animation by David Filipiak).
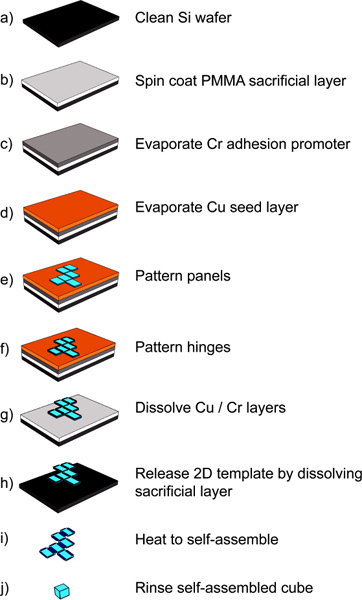 Figure 3. Schematic illustration of the important fabrication steps for the surface tension driven assembly of a cubic particle.
Figure 3. Schematic illustration of the important fabrication steps for the surface tension driven assembly of a cubic particle.
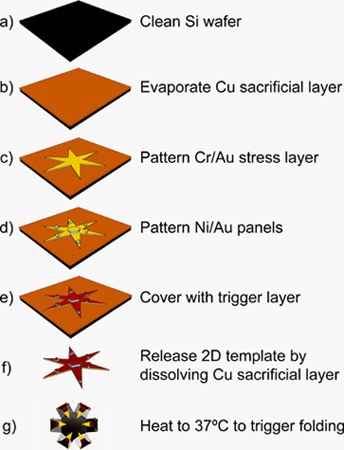 Figure 4. Schematic illustration of the important fabrication steps for the residual stress driven folding of a six-digit grasping device.
Figure 4. Schematic illustration of the important fabrication steps for the residual stress driven folding of a six-digit grasping device.
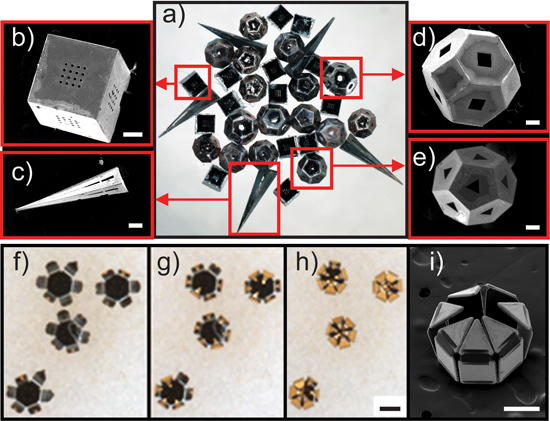 Figure 5. Images of origami inspired self-assembled patterned and reconfigurable particles. (a) Optical image of self-assembled particles in a variety of shapes. (b-e) SEM images of a (b) self-assembled porous cube, (c) pyramid, (d) truncated octahedron and (e) dodecahedron. Scale bars: 100 μm. (f-h) Optical snapshots of self-folding microgrippers, and (i) SEM image of a folded microgripper (Image by Timothy Leong). Scale bars: 200 μm.
Figure 5. Images of origami inspired self-assembled patterned and reconfigurable particles. (a) Optical image of self-assembled particles in a variety of shapes. (b-e) SEM images of a (b) self-assembled porous cube, (c) pyramid, (d) truncated octahedron and (e) dodecahedron. Scale bars: 100 μm. (f-h) Optical snapshots of self-folding microgrippers, and (i) SEM image of a folded microgripper (Image by Timothy Leong). Scale bars: 200 μm.
Discussion
Our origami-inspired assembly process is versatile and can be used for synthesizing a variety of 3D static and reconfigurable particles with a wide range of materials, shapes and sizes. Further, the ability to precisely pattern sensors and electronic modules on these particles is important for optics and electronics. In contrast to patchy particles formed by alternate methods, where patterns are relatively imprecise, this methodology provides a means to synthesize precisely patterned particles. In surface tension based assembly, the use of liquefying sealing hinges ensures that the particles are well sealed and mechanically rigid after assembly (on cooling). Previously, we have observed that the seams are leak-proof even for small molecules39,40. Electrodeposition of a thin layer of Au after assembly can provide additional strength and enhance the leak proof nature of the seams. The thin film stress based folding is useful for applications in which stimuli responsive folding is required such as in microgrippers that have been used to perform in vitro and in vivo biological sampling and in pick-and-place operations in robotics. While the specific methodology described here can be used to create reconfigurable microgrippers that only close once, the appropriate choice of materials and methods to manipulate stress in bilayers can be utilized to also create grasping devices that can be reconfigured over multiple-cycles37, 41. The highlight of the use of residual stress to power these devices is that they do not require any tethers or wires and so have excellent maneuverability to enable actuation in hard to reach places. Further, by an appropriate choice of polymeric triggers, stimuli responsive behavior can be enabled with a range of stimuli including enzymes42 to enable autonomous function of relevance to robotics and surgery.
Disclosures
No conflicts of interest declared.
Acknowledgments
We acknowledge funding from the NSF through grants CMMI 0854881 and CBET 1066898. The authors thank Matthew Mullens for helpful suggestions.
References
- Syms RRA, Yeatman EM. Self-assembly of 3-dimensional microstructures using rotation by surface-tension forces. Electronics Letters. 1993;29(8):662–664. [Google Scholar]
- Smela E, Inganas O, Lundstrom I. Controlled folding of micrometer-size structures. Science. 1995;268(5218):1735–1738. doi: 10.1126/science.268.5218.1735. [DOI] [PubMed] [Google Scholar]
- Ebefors T, Kalvesten E, Stemme G. New small radius joints based on thermal shrinkage of polyimide in V-grooves for robust self-assembly 3D microstructures. Journal of Micromechanics and Microengineering. 1998;8:188–194. [Google Scholar]
- Syms RRA. Rotational self-assembly of complex microstructures by the surface tension of glass. Sensors and Actuators A. 1998;65:238–243. [Google Scholar]
- Prinz VY, et al. Free-standing and overgrown InGaAs/GaAs nanotubes, nanohelices and their arrays. Physica E. 2000;6:828–831. [Google Scholar]
- Vaccaro PO, Kubota K, Aida T. Strain-driven self-positioning of micromachined structures. Applied Physics Letters. 2001;78(19):2852–2854. [Google Scholar]
- Schmidt OG, Eberl K. Nanotechnology: Thin solid films roll up into nanotubes. Nature. 2001;410:168. doi: 10.1038/35065525. [DOI] [PubMed] [Google Scholar]
- Kladitis PE, Linderman RJ, Bright VM, editors. Solder self-assembled micro axial flow fan driven by a scratch drive actuator rotary motor. Proceedings of the 14th IEEE International Conference on Micro Electro Mechanical Systems; 21-25 Jan; Interlaken, Switzerland. 2001. pp. 598–601. [Google Scholar]
- Gracias DH, Kavthekar V, Love JC, Paul KE, Whitesides GM. Fabrication of micrometer-scale, patterned polyhedra by self-assembly. Advanced Materials. 2002;14(3):235–238. [Google Scholar]
- Dahlmann GW, Yeatman EM, Young P, Robertson ID, Lucyszyn S. Fabrication, RF characteristics and mechanical stability of self-assembled 3D microwave inductors. Sensors and Actuators A. 2002;97-98:215–220. [Google Scholar]
- Patterson PR, et al., editors. A scanning micromirror with angular comb drive actuation. Proceedings of the 15th IEEE International Conference on Micro Electro Mechanical Systems; Jan 20-24; Las Vegas, Nevada. 2001. pp. 544–547. [Google Scholar]
- Syms RRA, Yeatman EM, Bright VM, Whitesides GM. Surface Tension-Powered Self-Assembly of Microstructures-The State-of-the-Art. Journal of Microelectromechanical Systems. 2003;12(4):387–417. [Google Scholar]
- Kubota K, Fleischmann T, Saravanan S, Vaccaro PO, Aida T. Self-assembly of microstage using micro-origami technique on GaAs. Japanese Journal of Applied Physics. 2003;42:4079–4083. [Google Scholar]
- Boncheva M, Whitesides GM. Templated self-assembly: Formation of folded structures by relaxation of pre-stressed, planar tapes. Advanced Materials. 2005;17(5):553–557. [Google Scholar]
- Hong YK, Syms RRA, Pister KSJ, Zhou LX. Design, fabrication and test of self-assembled optical corner cube reflectors. Journal of Micromechanics and Microengneering. 2005;15:663–672. [Google Scholar]
- Arora WJ, Nichol AJ, Smith HI, Barbastathis G. Membrane folding to achieve three-dimensional nanostructures: Nanopatterned silicon nitride folded with stressed chromium hinges. Applied Physics Letters. 2006;88:053108. [Google Scholar]
- Leong TG, Zarafshar AM, Gracias DH. Three-Dimensional Fabrication at Small Size Scales. Small. 2010;6(7):792–806. doi: 10.1002/smll.200901704. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Wang M-F, Maleki T, Ziaie B. A self-assembled 3D microelectrode array. Journal of Micromechanics and Microengineering. 2010;20:035013. [Google Scholar]
- Ionov L. Soft microorigami: self-folding polymer films. Soft Matter. 2011;7:6786–6791. [Google Scholar]
- Randall CL, Gultepe E, Gracias DH. Self-folding devices and materials for biomedical applications. Trends in Biotechnology. 2012;30(3):138–146. doi: 10.1016/j.tibtech.2011.06.013. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Gimi B, et al. Self-assembled three dimensional radio frequency (RF) shielded containers for cell encapsulation. Biomedical Microdevices. 2005;7(4):341–345. doi: 10.1007/s10544-005-6076-9. [DOI] [PubMed] [Google Scholar]
- Cho JH, Azam A, Gracias DH. Three dimensional nanofabrication using surface forces. Langmuir. 2010;26(21):16534–16539. doi: 10.1021/la1013889. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Pandey S, et al. Algorithmic design of self-folding polyhedra. Proceedings of the National Academy of Sciences of the United States of America. 2011;108(50):19885–19890. doi: 10.1073/pnas.1110857108. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Leong TG, Benson BR, Call EK, Gracias DH. Thin film stress driven self-folding of microstructured containers. Small. 2008;4(10):1605–1609. doi: 10.1002/smll.200800280. [DOI] [PubMed] [Google Scholar]
- Leong TG, et al. Tetherless thermobiochemically actuated microgrippers. Proceedings of the National Academy of Sciences of the United States of America. 2009;106(3):703–708. doi: 10.1073/pnas.0807698106. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Cho JH, Gracias DH. Self-assembly of lithographically patterned nanoparticles. Nano Letters. 2009;9(12):4049–4052. doi: 10.1021/nl9022176. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Azam A, Laflin K, Jamal M, Fernandes R, Gracias DH. Self-folding micropatterned polymeric containers. Biomedical Microdevices. 2011;13(1):51–58. doi: 10.1007/s10544-010-9470-x. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Azam A, Leong TG, Zarafshar AM, Gracias DH. Compactness determines the success of cube and octahedron self-assembly. PLoS One. 2009;4(2):e4451. doi: 10.1371/journal.pone.0004451. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Harsh K, Lee YC. Modeling for solder self-assembled MEMS. Proceedings of SPIE. 1998;3289:177–184. [Google Scholar]
- Syms RRA. Equilibrium of hinged and hingeless structures rotated using surface tension forces. Journal of Microelectromechanical Systems. 1995;4(4):177–184. [Google Scholar]
- Leong TG, Lester PA, Koh TL, Call EK, Gracias DH. Surface tension-driven self-folding polyhedra. Langmuir. 2007;23:8747–8751. doi: 10.1021/la700913m. [DOI] [PubMed] [Google Scholar]
- Harsh KF, Bright VM, Lee YC. Solder self-assembly for three-dimensional microelectromechanical systems. Sensors and Actuators A. 1999;77:237–244. [Google Scholar]
- Nikishkov GP. Curvature estimation for multilayer hinged structures with initial strains. Journal of Applied Physics. 2003;94(8):5333–5336. [Google Scholar]
- He HY, Guan JJ, Lee JL. An oral delivery device based on self-folding hydrogels. Journal of Controlled Release. 2006;110(2):339–346. doi: 10.1016/j.jconrel.2005.10.017. [DOI] [PubMed] [Google Scholar]
- Luchnikov V, Sydorenko O, Stamm M. Self-rolled polymer and composite polymer/metal micro- and nanotubes with patterned inner walls. Advanced Materials. 2005;17:1177–1182. [Google Scholar]
- Bassik N, Abebe BT, Laflin KE, Gracias DH. Photolithographically patterned smart hydrogel based bilayer actuators. Polymer. 2010;51(26):6093–6098. [Google Scholar]
- Jamal M, Zarafshar AM, Gracias DH. Differentially photo-crosslinked polymers enable self-assembling microfluidics. Nature Communications. 2011;2(527):1–6. doi: 10.1038/ncomms1531. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Harazim SM, Xi W, Schmidt CK, Sanchez S, Schmidt OG. Fabrication and applications of large arrays of multifunctional rolled-up SiO/SiO2 microtubes. Journal of Materials Chemistry. 2012;22:2878–2884. [Google Scholar]
- Randall CL, Kalinin YV, Jamal M, Shah A, Gracias DH. Self-folding immunoprotective cell encapsulation devices. Nanomedicine. 2011;7(6):686–689. doi: 10.1016/j.nano.2011.08.020. [DOI] [PubMed] [Google Scholar]
- Kalinin YV, Randhawa JS, Gracias DH. Three dimensional chemical patterns for cellular self-organization. Angewandte Chemie. 2011;50(11):2549–2553. doi: 10.1002/anie.201007107. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Randhawa JS, Keung MD, Tyagi P, Gracias DH. Reversible actuation of microstructures by surface chemical modification of thin film bilayers. Advanced Materials. 2010;22(3):407–410. doi: 10.1002/adma.200902337. [DOI] [PubMed] [Google Scholar]
- Bassik N, et al. Enzymatically triggered actuation of miniaturized tools. Journal of the American Chemical Society. 2010;132:16314–16317. doi: 10.1021/ja106218s. [DOI] [PMC free article] [PubMed] [Google Scholar]