

Abstract
The fascination for hierarchically structured hard tissues such as enamel or nacre arises from their unique structure-properties-relationship. During the last decades this numerously motivated the synthesis of composites, mimicking the brick-and-mortar structure of nacre. However, there is still a lack in synthetic engineering materials displaying a true hierarchical structure. Here, we present a novel multi-step processing route for anisotropic 2-level hierarchical composites by combining different coating techniques on different length scales. It comprises polymer-encapsulated ceramic particles as building blocks for the first level, followed by spouted bed spray granulation for a second level, and finally directional hot pressing to anisotropically consolidate the composite. The microstructure achieved reveals a brick-and-mortar hierarchical structure with distinct, however not yet optimized mechanical properties on each level. It opens up a completely new processing route for the synthesis of multi-level hierarchically structured composites, giving prospects to multi-functional structure-properties relationships.
In natural hard tissues brittle mineral particles, e.g. aragonite (nacre) or hydroxyapatite (bone, enamel), are interconnected via a small amount of soft and compliant proteins yielding superior strength, modulus and toughness combinations1,2,3. Its internal arrangement of minerals in anisotropic and hierarchical structures as well as the high mineral content is believed to trigger these properties4,5,6. With the aim to scrutinise mechanisms contributing to enhanced properties and mimicking these in synthetic composites, detailed investigations on nacre1,2,7, enamel8,9, and bone10 were conducted experimentally and theoretically4,5,11,12,13,14. In a theoretical treatment Gao and co-workers4,12 presented a model of self-similar arrangements of soft and hard materials for n + 1 hierarchical levels based on an approach by Jäger and Fratzl11. It shows that high aspect ratio mineral particles compensate for the softness of the matrix, as the latter is sheared14, but to account for high toughness, the polymer must possess a high deformation range but yet a high strength.
Based on these findings numerous bio-inspired composites were synthesized resembling the brick-and-mortar structure of nacre using elongated ceramic particles15,16,17,18,19,20,21,22,23,24. The larger number of these approaches is based on layer-by-layer sequential deposition processes, e.g. of sheet minerals and polyelectrolytes by repeated dip coating or spin coating-assisted, yielding high-quality thin films with good mechanical properties15,16,17,18,19,20. However being limited in size to only a few μm thickness mainly due to the slowness of the process resulting from many repetition sequences. Processes to fabricate thick-film nacre-mimicking composites were explored, e.g. by using sol-gel techniques combined with hot pressing21 or by quickly aligning polymer-coated sheet minerals by vacuum filtration or doctor blading22. However, only few processes for the synthesis of aligned bulk composites are reported, which include pressure assisted slip casting of alumina platelets23 or freeze casting processes involving a sintering step24. Via the latter, mineral contents as high as 80 vol.-% were achieved and a very high toughness could be measured24. Though anisotropic hard phases were used in these different composites15,16,17,18,19,20,21,22,23,24, with respect to the internal structure, these are plain ceramic-polymer-composites without hierarchy as far as self-similarity is concerned.
Already in 1994 the Committee on Synthetic Hierarchical Structures25 formulated in it′s report on ‘Hierarchical structure in biology as a guide for new materials technology' that novel processing technologies have to be developed for the synthesis of hierarchically structured materials with control over all levels at large scale and rate. In 2003, the General Electric Company claimed the general idea of a self-similar hierarchical material in a patent, however without reporting a specific material or processing route26. The only non-porous artificial hierarchical structural composites known to the authors were synthesized through biomineralization, e.g. by Oaki and Imai27 using building materials K2SO4 and Poly(acrylic acid). However, the slowness of biomineralization limits a possible engineering application and no mechanical properties are reported. Parallel to dense hierarchical materials, there exists a field exploring hierarchical structures of porous materials28. Liao et al.29 synthesized porous scaffolds with walls consisting of hierarchical hydroxyapatite and collagen assembled into mineralized fibrils. One recent example are highly porous scaffolds with microstructured cell walls created by Hunger et al.30 via freeze casting.
Hence, up to now there exists the challenge in developing effective fabrication routes to capture the design principle of natural materials31 focussing on multiple hierarchical levels for dense bulk composites6.
In this report we present a novel processing route for a composite of hierarchical self-similar microstructure in a method suitable for large scale production. It is the intention to show the overall applicability of this successive process to achieve an anisotropic brick-and-mortar two-level hierarchical composite from two different polymers. This process can be generalized in the sense that more than two hierarchical levels can be produced and on every level the polymer can be changed, which shows the enormous potential of the method for multi-functional hierarchical materials.
Results
Figure 1 shows a scanning electron microscopy image of the TiO2 (rutile) raw powder used. Particles are nearly equiaxed and quasi-spherical, yielding an approximate diameter of 200 nm (compare also32).
Figure 1. SEM-image of titania raw powder.
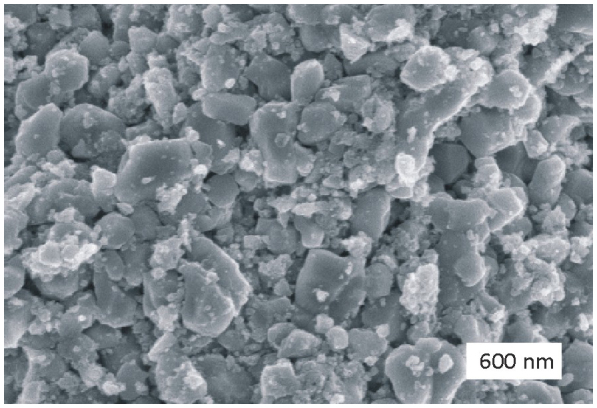
Inlens modus, not sputtered.
For creating a first hierarchical level, the starting inorganic building blocks of titania particles were treated in a radical emulsion polymerization process to individually encapsulate particles with poly(methyl methacrylate) (PMMA) (Figure 2 a). Loosely bound agglomerates of the hybrid particles with sizes ranging between 64 and 125 μm were used as precursor building units for the first level of hierarchy.
Figure 2. Processing steps to synthesize a hierarchical material.

(a) The basic building units are primary ceramic particles encapsulated with PMMA in a radical emulsion polymerization. (b) Porous agglomerates of several coated particles build the 1st level of hierarchy. (c) 1st-level-of-hierarchy-agglomerates are coated with a second polymer in a spouted bed process to create agglomerates of the 2nd level of hierarchy. (d) The 2nd-level-of-hierarchy-agglomerates are unidirectionally hot-pressed, yielding (e) dense materials with anisotropic microstructure (width w of particles is larger than its height h).
To realize a second level of hierarchy, the spouted bed granulation technology33 was consulted to coat the loosely bound agglomerates of the first level of hierarchy with a thin polymer layer for the second hierarchical level (Figure 2 b and c). The key-feature of the spouted bed technique is to disperse a polymer-solution into tiny droplets using a two-component nozzle which are sprayed onto isolated whirling agglomerates. A schematic of the apparatus setup and the coating process is shown in Figure 3 a. If good wetting between solution and agglomerate exists, upon colliding with a first-level-agglomerate, spreading of the polymer solution across the agglomerate surface occurs and the solvent evaporates33. As a result the polymer builds up a thin polymer layer around each agglomerate, yielding a powder with two levels of hierarchy. Poly(vinyl butyral) (PVB) was used as the second-level-hierarchy-polymer for a better distinguishability of microstructure and polymer contents on individual hierarchical levels. Figure 3 b shows the SEM-image of a PVB-coated first-level-of-hierarchy-agglomerate. The surface of the agglomerates is covered with polymer, yielding a rough surface, mirroring the underlying agglomerate structure. A continuous polymer layer is visible, enchasing the agglomerate. However, small particles on top of the polymer layer are non-associated PMMA-encapsulated primary building blocks, which were supposed to whirl around isolated.
Figure 3. Spouted bed granulation to create porous hierarchical agglomerates.

(a) Schematic of a spouted bed apparatus. Dashed arrows indicate the flow of agglomerates driven by an airstream (solid arrows). Polymer solution is injected through a nozzle. The magnified inset in (a) shows the principle of polymer-coating a first-level-of-hierarchy-agglomerate. (b) Scanning electron microscopy image of a PVB-coated agglomerate of 2 levels of hierarchy.
To proceed from highly porous hierarchical agglomerates to dense bulk materials, powders were consolidated and compacted under high pressure (Figure 2 d), well above the glass transition temperatures of both polymers PMMA and PVB. As a result, by using uniaxial compression, the microstructure of the hierarchical material was manipulated, as schematically shown in Figure 2 e and as observed experimentally in views parallel and perpendicular to the pressing direction from ethanol-etched surfaces (Figure 4 a and c to f). In parallel direction, Figure 4 a shows quasi-circular cross-sections of particles of the first hierarchical level.
Figure 4. Microscopy images of the microstructure of a unidirectionally consolidated 2-level hierarchical composite.

(a) View parallel to the pressing direction taken with light microscopy. (b) SEM-image of the microstructure on the first level of hierarchy. Crosses indicate TiO2-particles, arrows indicate PMMA spanning in between two particles. (c) to (g) show the view perpendicular to the pressing direction at different magnifications, taken with light microscopy (c and e) and SEM (d, f and g), respectively. Red dashed lines show the contours of first-level-particles. The surfaces in images (a), (c)–(f) were etched with ethanol and sputter-coated with gold. (g) SEM image of the interface between first-level-particles and the PVB-rich interlayer at different magnifications of an ethanol-etched non-coated surface.
In contrast to the parallel view, from Figure 4 c to f it becomes apparent that the two-level-hierarchical-microstructure underwent a considerable lateral deformation perpendicular to the pressing direction, yielding elongated cross sections of the first-hierarchical-level-particles. Figure 4 b at high magnification inside a particle of the first hierarchical level gives the internal microstructure of an as-consolidated first hierarchical level material: TiO2-particles bound by a thin PMMA-matrix.
The bulk sample compositions were calculated using the samples′ densities and thermogravimetric analysis from the composite powders, allowing for discrimination between the amounts of polymer in the first and the second hierarchical level. Consolidated material of the plain PMMA-TiO2-hybrid units consisted of 61 vol.-% ceramic, 28 vol.-% PMMA, and 6% porosity. Upon adding PVB for the second level, the amounts changed to approximately 46 vol.-% ceramic, a total of about 46 vol.-% polymer (18 vol.-% PMMA, 28 vol.-% PVB), and 2% porosity. Missing amounts adding to 100% are the surfactant, introduced for emulsion polymerization.
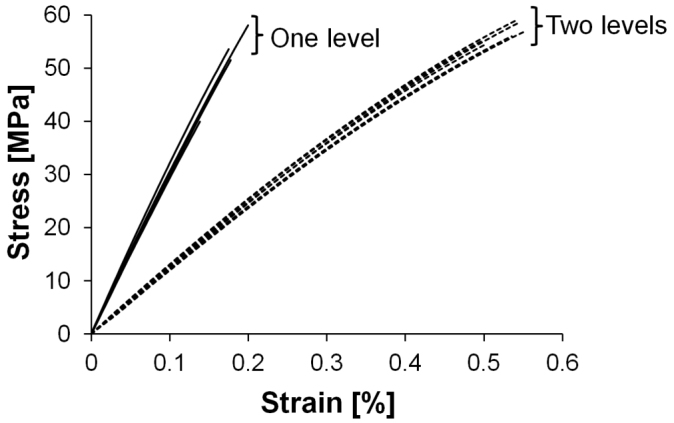
4-point-bending strength and elastic moduli were determined from bulk composites of one and two hierarchical levels, yielding moduli of (31 ± 2) GPa and (12.5 ± 0.4) GPa as well as strengths of (51 ± 6) MPa and (56 ± 2) MPa, respectively. The deformation behaviour of non-hierarchical and hierarchical composites is nearly linear-elastic with brittle fracture, as apparent from stress-strain curves in Figure 5. The strain at break is (0.18 ± 0.02)% for the non-hierarchical and (0.53 ± 0.02)% for the hierarchical material.
Figure 5. Comparison of stress strain curves from 4-point-bending for materials with one hierarchical level and two hierarchical levels.
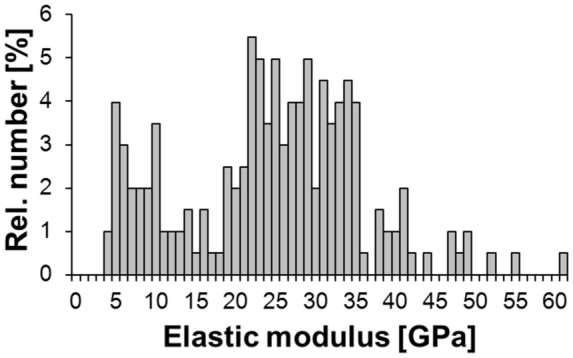
Furthermore, the local mechanical properties of the hierarchical microstructure were investigated by nanoindentation. The relative number of indents for a certain moduli is shown in Figure 6 perpendicular to the pressing direction. The modulus shows a major peak between 22 and 35 GPa, also some values go up to 50 GPa and higher. Between 5 and 10 GPa a second peak is present. As a comparison, the nanoindentation elastic modulus of pure PVB is (3.0 ± 0.1) GPa.
Figure 6. Relative number of elastic moduli from nanoindentation perpendicular to the pressing direction.
Discussion
The two described processes for polymer-coating of hard building blocks at different length scales are simple, straightforward in application, and versatile in controlling the overall polymer content by adjusting the amounts introduced. The subsequent synthesis of hierarchical levels allows for individual investigation of the different levels in terms of polymer content and mechanical properties.
The emulsion polymerization is a versatile process for the synthesis of a first hierarchical level, since especially at the lowest hierarchical level amounts of polymers should be kept to a minimum to get a high stiffness and resembling natural hierarchical materials34. Using the encapsulation approach, the polymer content can be varied through the thickness of the polymer shell32. Furthermore, polymer encapsulation in an emulsion polymerization can be applied to particles with sizes ranging from nano- to micrometer. However, a limitation regarding the minimum polymer content possible arises from geometrical considerations: for a given particles size distribution, there exists a maximum packing density. This can be slightly above 64%, which is the maximum packing density for random dense packing of monomodal spheres. To avoid porosity, the remaining volume has to be completely filled with polymer. As a result, the amount of polymer on the first level of hierarchy cannot be less than approximately 30 vol.-%32.
To polymer-coat the first-level-of-hierarchy-agglomerates, the spouted bed spray granulation technique was used. This technique and the fluidization bed spray granulation in general were developed particularly to coat particles with a high homogeneity of the coating layer, which follows from the good mixing of the particles during the process and which it is widely used for in pharmaceutical industries33.
The polymer to be applied can be solved, which requires good wetting of the polymer solution to allow spreading of the applied polymer on the agglomerate surface. Therefore, PVB was chosen as model material for the second hierarchical level, since PVB with low OH-group content adheres to hydrophobic surfaces such as PMMA. A homogeneous coating of the first-level-of-hierarchy agglomerates with PVB is envisioned in Figure 3 b.
Furthermore, it is important to mention that for applying the spouted bed process, the bed particles need to have a certain minimum size (several μm) and size to density ratio, to enable fluidization and to avoid strong agglomeration during the process. For the presented studies of highly porous first-hierarchical-level-agglomerates this required particle sizes larger than 64 μm. However, by triggering the density of agglomerates, e.g. by initial pre-densification, the particles size used can be reduced.
When creating another level of hierarchy, the content of polymer will increase as a matter of fact34. However, with the spouted bed technology even small amounts of polymer in solution can be applied to adjust the resulting polymer content.
To densify the porous hierarchical agglomerates and induce an anisotropic microstructure, unidirectional pressing is applied, which requires deformable polymers (thermoplastics) or e.g. non-cured epoxy resins23 on each hierarchical level, to allow for plastic deformation of the structural elements.
Both, PMMA and PVB are thermoplastics and similar processing temperatures allow for simultaneous densification. Yet, as there is only a low miscibility for PVB and PMMA35 blending of polymers is not supposed to occur. At temperatures applied PMMA only gets slightly viscous but does not deliquesce, allowing only just visco-plastic deformation under pressure. On the contrary, PVB is highly flowable at the processing temperature. Hence, agglomerates of the first hierarchical level are densified and also deformed anisotropically to a planar shape by movements of PMMA-coated ceramic primary units in and perpendicular to the pressure direction, with the PVB interlayer creating a barrier between the individual first-hierarchical-level particles to prevent total merging and blending.
If no complete PVB-coating of first hierarchical-level agglomerates resulted from the spouted bed encapsulation, either complete merging of particles would be anticipated to occur during compression moulding, or a similar feature as observed in nacre would be created, namely solid bridges between particles36. The first should be visible as particles with larger dimensions in the etched microstructure. The effect of solid bridges in analogy to nacre could be of interest for further investigations.
To visualize the hierarchical microstructure, the PVB-rich layers were removed by selective etching of PVB with ethanol, as PVB is soluble in ethanol, whereas PMMA only exhibits minor solubility, and hence emphasizing contours of first-level-of-hierarchy-particles (Figure 4 a, c to g).
As reasoned from circular cross sections in parallel and elongated ones in perpendicular view (Figure 4 a, c to e), the first-level-particles are mostly planar and platelet-like in shape. The resulting average approximate aspect ratio (length to thickness) is 3.5, whereas maximum ratios up to 12 could be observed. Despite a high aspect ratio for the first-hierarchical-level-particles at a length scale of 100 μm, primary ceramic building units at a length scale of 200 nm still being spherical in nature. This seems to contradict Gao′s principle of a high aspect ratio being necessary for maximum load transfer4,12. Nevertheless, from nature there exist several examples of hard tissues which, on its smallest length scale, are comprised of spherical mineral particles, such as nacre′s platelets consisting of spherical nanograins37 or sponge spicules38 and hence showing the validity of our approach.
As another consequence from load being transferred from one particle to another during consolidation, particles exhibit a wavy shape in cross section as obvious from Figure 4 c to f. Thus, particles of the first hierarchical level create a dense packing by shape-adjustment. This dense packing is advantageous, since the amount of polymer of the second level of hierarchy can be kept to a minimum without introducing porosity. Waviness of platelets is a feature also observed in nacre and which was found to cause interlocking effects when loaded in tension39.
Despite the hierarchical structure obvious from etched surfaces, some encapsulated primary units must still penetrate into the PVB-layer of the 2nd hierarchical level. This is assumed because from unetched surfaces it was hardly possible to distinguish between particles of the first hierarchical level and the separating PVB-layer, meaning that visually similar amounts of primary building units are present throughout the surface structure. In Figure 4 g this is also apparent inspecting etched regions with SEM. However, by using nanoindentation (Figure 6) it is obvious, that two regions of different elastic moduli can be identified. If the two distributions are cut at 15 GPa, the one with higher elastic moduli has a mean value of 29 GPa and a standard deviation of 8 GPa, attributed to the “composite particles” of the first hierarchical level. The “soft matrix phase” results in (8 ± 3) GPa, supposedly the PVB-rich region.
Yet, a modulus as low as that of pure PVB of 3.0 GPa has not been measured. There are two major reasons able to explain this discrepancy. On the one hand, with a depth of 400 nm and an area of ~4 μm2 an influence on the measured modulus by the surrounding high-filled and stiffer material is anticipated, similar to observations for thin films40. On the other hand, some PMMA-TiO2-core shell particles are present within the PVB interlayer, as implied from Figure 4 g. These stiffen the PVB matrix and result in higher moduli. It is assumed, that an interplay of both mechanism act to yield the measured moduli.
The occurrence of titania core-shell-particles within the PVB layer is supposed to be a result of processing by two means: the highly porous agglomerates exhibit only weak strength, causing abrasion of single or splits of core-shell particles upon collisions during spouted bed granulation. These will then deposit within and on the coating layer as observed from Figure 3 b. The second reason anticipated might be due to partial infiltration of PVB into the outer regions of porous first level agglomerates during hot pressing, before composite densification, and hence leading to a gradient within the boundary regions. It would be expected that by the use of dense agglomerates for the first hierarchical level both mechanisms described can be reduced.
Values from mechanical bulk measurements show that elastic moduli are strongly dependent on the overall polymer content, which increased by about 65% for two levels of hierarchy. This is in accordance with predictions from hierarchical models, as organic content must increase and hence modulus inevitably decreases with increasing number of hierarchical levels34.
As the material presented here exhibits two hierarchical levels, the analytical model of Gao and co-workers4,12 for elastic moduli of anisotropic hierarchical materials (Equation 1) can be used to compare our mechanical results with the theory for hierarchical materials.
With EParticle1 the elastic modulus (EParticle1 = 29 GPa from nanoindentation, see Figure 6) and ϕ1 the volume fraction of hard particles of the 1st hierarchical level (ϕ1 = 1 − ϕPVB; ϕPVB = 0.28), GPolymer1 the shear modulus of the polymer interlayer of the 1st level (GPolymer1 ~ 3.0 GPa, calculated using elastic modulus of 8 GPa from nanoindentation, see Figure 6, and an estimated poisson ratio of 0.35) and E2 the measured flexural elastic modulus of the hierarchical composite with 2 levels (E2 = 12.5 GPa), the effective aspect ratio ρ1 of the particle of 1st hierarchical level yields ρ1 = 4.7. This compares well with the optically determined value of 3.5.
The bending strength does not change considerably for one or two hierarchical levels. According to the model of Gao and co-workers4,12, the strength of an anisotropic hierarchical material S2 with two levels is determined either by the strength of the hard particles of the 1st level, SParticle1, or the polymer strength, SPolymer1, on the 1st level, magnified by the 1st level particles' aspect ratio ρ1, whichever fails first (Equation 2).
To estimate the strength limiting constituent on the first hierarchical level, the aspect ratio of 3.5, an estimated PVB strength of SPolymer1 = 50 MPa and a volume fraction of hard particles on the level 1 of ϕ1 = 0.72 yield a strength of S2 = 63 MPa for polymer failure, which corresponds well with the measured strength S2 = 56 MPa (see Figure 5). However, if the strength of the hard particles on level 1 was taken to be SParticle1 = 51 MPa, which was measured from the bulk first-hierarchical-level-composite (see Figure 5), the hierarchical composite with two levels would fail at only S2 = 18 MPa. This is inconsistent with the measured strength S2 = 56 MPa. Therefore, it can be concluded that the strength of hard particles on the 1st level must be at least SParticle1 ≈ 150 MPa in order to get an overall strength of 56 MPa for the two level hierarchical composite. Since this value is much higher than the measured bulk strength of the plain TiO2-PMMA-composite of level 1, it is anticipated that the bulk strength of non-hierarchical materials does not coincide with the strength measured on a lower length scale. As the TiO2-PMMA-composite fails by brittle fracture, it is assumed that this strength increase of the first hierarchical level is due to smaller defects. The woven plate-like structures of the first hierarchical level are typically 100 μm in lateral dimension and 20–30 μm thick. Therefore, cracks are restricted to dimensions smaller than that. Additionally, cracks within the first hierarchical level could be even healed to some extend by the penetrating PVB during processing.
The proposed discrepancy between micro-scale and macro-scale strength behaviour could be investigated by conducting micro-beam experiments on single platelets by using focused ion beam milling. Also in situ atomic force microscopy or SEM investigations of deformation mechanisms or crack propagation could yield further insight into structure-properties relationships and are planned for future work.
To increase the strength of the hierarchical composite, both particle and matrix failure have to be optimized. Matrix strength can be increased by enhancing the aspect ratio of the particles of 1st hierarchical level by manipulating processing conditions and reducing the polymer content during the spouted bed process. Also incorporation of primary particles into the polymer layer should be prevented, as to increase the stiffness ratio between first-hierarchical-level-particles and the enchasing polymer to better activate load transfer mechanisms via shearing of the polymer matrix.
The strength of the first hierarchical level particles on the other hand depends largely on the interplay between interfacial bonding between ceramic and polymer, polymer characteristics and porosity. Optimizing these is a key feature and should lead to stronger particles on a micro scale and hence can lead to improved hierarchical materials with the processing route proposed.
When comparing absolute values for inorganic particle volume contents as well as elastic modulus of the two-hierarchical-level-composite with natural hard tissues it matches about the properties of dentin34,41.
To conclude, it was shown that with this successive two-step polymer-coating process followed by directional consolidation it is possible to achieve anisotropic brick-and-mortar two-level-hierarchical-composites from two different polymers, with a method suitable for large-scale production. Polymers with appropriate glass transition temperatures and melt viscosities have been chosen to achieve good processability, and can be further tailored and enhanced with respect to mechanical properties by using other (high-performance) polymers. This work demonstrates that this processing method has the potential to synthesize multi-level hierarchical composite materials with in principle arbitrarily chosen ceramic and polymer constituents of adjustable volume contents.
Methods
For encapsulation, TiO2 (rutile, R800/R802, Sachtleben, Germany, former Tronox) of ~200 nm size (as characterized in32) dispersed in deionised water was planetary ball-milled (Fritsch, Germany) for 2 hours at 200 rpm. The slurry was mixed with sodiumdodecylsulfate (2.1 g/l by Biomol, Germany) and together with potassium peroxodisulfate (1 vol.-% with respect to monomer by Sigma Aldrich, USA) introduced into a 3-necked-flask. It was stirred with a magnetic bar at 600 rpm while constantly kept at 80°C and slight nitrogen overpressure. After 1 hour, methyl methacrylate (0.225 ml per gram TiO2 by Roth, Germany, destabilized via alumina filtration) was added continuously32. Particles were separated by centrifugation at 5300 rpm for 25 minutes (Labofuge T, Heraeus, Germany), dried, ground and sieved to agglomerates with sizes between 125 and 64 μm.
Spray granulation was conducted in an in-house built spouted bed apparatus with a large expansion zone (Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology) particularly designed to fluidize small particles. 200 g first-level-hierarchy-agglomerates were fluidized, and the polymer solution of 5 wt.-% poly(vinyl butyrale) (Mowital B 30 HH, Kuraray Co., LTD., 11–14 wt.-% poly(vinyl alcohol), glass transition of 63°C according to manufacturer) in ethanol was injected via bottom-spray using a two-component nozzle.
Powders of the plain PMMA-encapsulated TiO2 units (corresponding to “one” level of hierarchy) as well as powders of the two-level-of-hierarchy-material were pressed uniaxially at 0.75 GPa and 160°C for 1 hour. For mechanical testing and microscopy investigations surfaces were polished. Polished surfaces of the two-level-material were etched with ethanol and some sputtered with 100 nm gold prior to microstructural investigations. A Leo 1530 Gemini, Zeiss Supra 55VP (Germany) scanning electron and Leitz Aristomet (Germany) reflective light microscopes were used. Thermogravimetric analysis (Q500 TA Instruments, USA) was performed at 10 K/min in synthetic air. Composition for plain PMMA-TiO2-composite powder was calculated as described in Brandt et al32.
An in-house built stiff bending device42 (Institute of Advanced Ceramics, Hamburg University of Technology) was used for 4-point-bending-measurements of bulk samples of approximate height, width, and length of 2.5, 2.5, and ≥25 mm. The applied loading speed was 5 μm/sec and displacements were recorded using an inductive position encoder. Elastic moduli were calculated from the linear parts of the force-displacement-curves. To account for device stiffness and for calculating strength, same procedures were applied as described previously32. Presented values are mean and 95%-confidence interval of 5 samples for the plain and 8 for the hierarchical composite. Stress-strain curves from bending experiments were calculated by means of a linear stress distribution through the thickness of the bar and taking Hooks law as a formal basis for deriving fictive elastic tensile strain in the extreme fibre due to small non-linearity, a common assumption in standard test procedures for polymers43.
Nanoindentation (G200, Agilent Technologies, USA) was conducted with a Berkovich indenter and the continuous stiffness method, taking 201 indents for the hierarchical material from 0.25 μm-polished surfaces perpendicular to pressing direction. Mean elastic modulus and standard deviation of PVB result from 25 indents. The modulus analysis was performed for indentation depth between 200 and 400 nm.
Author Contributions
G.A.S. and S.H. motivated the research. S.H., G.A.S., M.F.H.W., V.S. and K.B. contributed extensively to the ideas in the process presented in this paper and designed the experiment. V.S. and K.B. developed the synthesis route for the first hierarchical level. M.F.H.W. and K.B. conducted the spray granulation experiments. K.B. conducted the encapsulation experiments, performed characterizations, data analysis and wrote the main paper. All authors discussed the results and implications and commented on the manuscript.
Acknowledgments
We gratefully acknowledge financial support from the German Research Foundation (DFG) via SFB 986 M3, project A6, and from the Hamburg Ministry of Science and Research and the Joachim Hertz foundation as part of the Hamburg Initiative for Excellence in Research (LEXI).
References
- Barthelat F. & Espinosa H. An experimental investigation of deformation and fracture of nacre–mother of pearl. Exp. Mech. 47, 311–324 (2007). [Google Scholar]
- Wang R. Z., Suo Z., Evans A. G., Yao N. & Aksay I. A. Deformation mechanisms in nacre. J. Mater. Res. 16, 2485–2493 (2001). [Google Scholar]
- Ortiz C. & Boyce M. C. Bioinspired structural materials. Science 319, 1053–1054 (2008). [DOI] [PubMed] [Google Scholar]
- Gao H. Application of fracture mechanics concepts to hierarchical biomechanics of bone and bone-like materials. Int. J. Fract. 138, 101–137 (2006). [Google Scholar]
- Sen D. & Buehler M. J. Structural hierarchies define toughness and defect-tolerance despite simple and mechanically inferior brittle building blocks. Sci. Rep. 1, 35 (2011). [DOI] [PMC free article] [PubMed] [Google Scholar]
- Buehler M. J. Tu(r)ning weakness to strength. Nano Today 5, 379–383 (2010). [Google Scholar]
- Espinosa H. D. et al. Tablet-level origin of toughening in abalone shells and translation to synthetic composite materials. Nat. Commun. 2, 173 (2011). [DOI] [PubMed] [Google Scholar]
- Ang S. F., Bortel E. L., Swain M. V., Klocke A. & Schneider G. A. Size-dependent elastic/inelastic behavior of enamel over millimeter and nanometer length scales. Biomaterials 31, 1955–1963 (2010). [DOI] [PubMed] [Google Scholar]
- Bechtle S. et al. Hierarchical flexural strength of enamel: transition from brittle to damage-tolerant behaviour. J. R. Soc. Interface 9, 1265–1274 (2012). [DOI] [PMC free article] [PubMed] [Google Scholar]
- Weiner S. & Wagner H. D. The material bone: Structure-mechanical function relations. Ann. Rev. Mater. Sci. 28, 271–298 (1998). [Google Scholar]
- Jäger I. & Fratzl P. Mineralized collagen fibrils: A mechanical model with a staggered arrangement of mineral particles. Biophys. J. 79, 1737–1746 (2000). [DOI] [PMC free article] [PubMed] [Google Scholar]
- Gao H., Ji B., Jäger I. L., Arzt E. & Fratzl P. Materials become insensitive to flaws at nanoscale: Lessons from nature. Proc. Natl. Acad. Sci. 100, 5597–5600 (2003). [DOI] [PMC free article] [PubMed] [Google Scholar]
- Bar-On B. & Wagner D. H. Effective moduli of multi-scale composites. Comp. Sci. Tech. 72, 566–573 (2012). [Google Scholar]
- Nair A. K., Gautieri A., Chang S.-W. & Buehler M. J. Molecular mechanics of mineralized collagen fibrils in bone. Nat. Commun. 4, 1724 (2013). [DOI] [PMC free article] [PubMed] [Google Scholar]
- Podsiadlo P. et al. Ultrastrong and stiff layered polymer nanocomposites. Science 318, 80–83 (2007). [DOI] [PubMed] [Google Scholar]
- Bonderer L. J., Studart A. R., Woltersdorf J., Pippel E. & Gauckler L. J. Strong and ductile platelet-reinforced polymer films inspired by nature: Microstructure and mechanical properties. J. Mater. Res. 24, 2741–2754 (2009). [Google Scholar]
- Tang Z., Kotov N. A., Magonov S. & Ozturk B. Nanostructured artificial nacre. Nat. Mater. 2, 413–418 (2003). [DOI] [PubMed] [Google Scholar]
- Burghard Z. et al. Toughening through nature-adapted nanoscale design. Nano Lett. 9, 4103–4108 (2009). [DOI] [PubMed] [Google Scholar]
- Finnemore A. et al. Biomimetic layer-by-layer assembly of artificial nacre. Nat. Commun. 3, 966 (2012). [DOI] [PubMed] [Google Scholar]
- Li Y.-Q., Yu T., Yang T.-Y., Zheng L.-X. & Liao K. Bio-inspired nacre-like composite films based on graphene with superior mechanical, electrical, and biocompatible properties. Adv. Mater. 24, 3426–3431 (2012). [DOI] [PubMed] [Google Scholar]
- Bonderer L. J., Feldman K. & Gauckler L. J. Platelet-reinforced polymer matrix composites by combined gel-casting and hot-pressing. Part I: Polypropylene matrix composites. Comp. Sci. Technol. 70, 1958–1965 (2010). [Google Scholar]
- Walther A. et al. Large-area, lightweight and thick biomimetic composites with superior material properties via fast, economic, and green pathways. Nano Lett. 10, 2742–2748 (2010). [DOI] [PubMed] [Google Scholar]
- Oner Ekiz O., Dericioglu A. F. & Kakisawa H. An efficient hybrid conventional method to fabricate nacre-like bulk nano-laminar composites. Mater. Sci. Eng. C 29, 2050–2054 (2009). [Google Scholar]
- Munch E. et al. Tough, bio-inspired hybrid materials. Science 322, 1516–1520 (2008). [DOI] [PubMed] [Google Scholar]
- Committee on Synthetic Hierarchical Structures.Hierarchical structures in biology as a guide for new materials technology (The National Academies Press, Washington, D.C., 1994). [Google Scholar]
- Manoharan M., Minnear W. P., Sarrafi-Nour R. & Luthra K. L. Hierarchical materials (2003). [Google Scholar]
- Oaki Y. & Imai H. The hierarchical architecture of nacre and its mimetic material. Angew. Chem. Int. Ed. 44, 6571–6575 (2005). [DOI] [PubMed] [Google Scholar]
- Su B. L., , Sanchez C., & Yang X. Y. (eds.). Hierarchically Structured Porous Materials. From Nanoscience to Catalysis, Separation, Optics, Energy, and Life Science (Wiley-VCH Verlag & Co. KGaA, Weinheim, 2012). [Google Scholar]
- Liao S. S., Cui F. Z., Zhang W. & Feng Q. L. Hierarchically biomimetic bone scaffold materials: Nano-HA/collagen/PLA composite. J. Biomed. Mater. Res. 69B, 158–165 (2004). [DOI] [PubMed] [Google Scholar]
- Hunger P. M., Donius A. E. & Wegst U. G. K. Structure–property-processing correlations in freeze-cast composite scaffolds. Acta Biomater. 9, 6338–6348 (2013). [DOI] [PubMed] [Google Scholar]
- Studart A. R. Towards high-performance bioinspired composites. Adv. Mater. 24, 5024–5044 (2012). [DOI] [PubMed] [Google Scholar]
- Brandt K. et al. Novel ceramic-polymer composites synthesized by compaction of polymer-encapsulated TiO2-nanoparticles. Comp. Sci. Technol. 72, 65–71 (2011). [Google Scholar]
- Epstein N., & Grace J. R. (eds.). Spouted and Spout-Fluid Beds: Fundamentals and Applications (Cambridge University Press, Cambridge, 2011). [Google Scholar]
- Bechtle S., Ang S. F. & Schneider G. A. On the mechanical properties of hierarchically structured biological materials. Biomaterials 31, 6378–6385 (2010). [DOI] [PubMed] [Google Scholar]
- Jeong H. K. & David D. J. Miscibility and characterization of poly(viny butyral)/poly(methyl methacrylate) blends. J. Ind. Eng. Chem. 8, 530–536 (2002). [Google Scholar]
- Meyers M. A., Lin A. Y.-M., Chen P.-Y. & Muyco J. Mechanical strength of abalone nacre: Role of the soft organic layer. J. Mech. Behav. Biomed. Mater. 1, 76–85 (2008). [DOI] [PubMed] [Google Scholar]
- Li X., Xu Z.-H. & Wang R. In situ observation of nanograin rotation and deformation in nacre. Nano Lett. 6, 2301–2304 (2006). [DOI] [PubMed] [Google Scholar]
- Aizenberg J. et al. Skeleton of euplectella sp.: Structural hierarchy from the nanoscale to the macroscale. Science 309, 275–278 (2005). [DOI] [PubMed] [Google Scholar]
- Barthelat F., Tang H., Zavattieri P. D., Li C. M. & Espinosa H. D. On the mechanics of mother-of-pearl: A key feature in the material hierarchical structure. Journal of the Mechanics and Physics of Solids 55, 306–337 (2007). [Google Scholar]
- Fischer-Cripps A. C. Nanoindentation. 3rd ed. (Springer, New York, 2011). [Google Scholar]
- Kinney J. H., Marshall S. J. & Marshall G. W. The mechanical properties of human dentin: a critical review and re-evaluation of the dental literature. Crit. Rev. Oral Biol. M. 14, 13–29 (2003). [DOI] [PubMed] [Google Scholar]
- Jelitto H., Felten F., Swain M. V., Balke H. & Schneider G. A. Measurement of the total energy release rate for cracks in PZT under combined mechanical and electrical loading. J. Appl. Mech. 74, 1197–1211 (2007). [Google Scholar]
- Deutsches Institut für Normungen e.V. Plastics - determination of flexural properties (ISO 178:2010); German Version (Beuth-Verlag GmbH, Berlin, 2010). [Google Scholar]