

The Morse Taper was invented in 1864 by Stephen A. Morse, an enterprising mechanic, who developed it to reliably join two rotating machine components. The orthopaedic industry has adapted these tapers, under the generic name of Morse tapers, as a means of reliably joining modular components of total joints directly on the operation table. The principle of the Morse taper is that of the cone in the cone. The trunnion (the male portion) and the bore (the female portion) are both uniformly tapered. When the bore in the femoral head is tapped onto the trunnion of the femoral stem they come into intimate contact. The conical femoral taper compresses the walls in the bore as it expands. Thus, the stresses inside the materials keep both components fixed together.
Morse taper technology and design began with the ideas of one man. From his ideas a company grew to become the leader in the design and manufacture of metal cutting tools.
Stephen A. Morse, an enterprising mechanic, developed a new and better way to drill a hole in 1864 when he invented the twist drill. Machine tool operators must be able to install or remove tool bits quickly and easily. A lathe, for example, has a rotating spindle in its headstock, to which one may want to mount a spur drive or work in a collet. Another example is a drill press, to which an operator may want to mount a bit directly, or by using a drill chuck. Virtually all milling machines, from the oldest, manual machines up to the most modern machines use tooling that is guided on a tapered surface. The machine taper is a simple, low-cost, highly repeatable, and versatile tool mounting system that uses tool bits (or holders) with gradually tapered shanks and a matching hollowed-out spindle.

For light loads (such as encountered by a lathe tailstock), tools are simply slipped onto or into the spindle; the pressure of the spindle against the workpiece drives the tapered shank tightly into the tapered hole. The friction across the entire surface area of the interface provides a large amount of torque transmission, so that splines or keys are not required. The tapered interference fits are used commonly in engineering practice such as Morse tapers, used to engage lathe bits.

With a new patent and a stockholder investment of $30,000, he opened the Morse Twist Drill and Machine Company in New Bedford Massachusetts in 1864. Recognising the need for a way to drive his twist drill, Morse created the taper shank series. Two sets of master gages were made up; one, sent to the Bureau of Standards in Washington, D.C., was accepted as a National Standard. The other remains with the Morse Company.


Differences with his board caused Morse to resign in 1868. Philadelphia’s 1877 Centennial Exhibition showcased the first exhibition of Morse tools. Morse products gained an international reputation for quality and were sold throughout the United States and in England, Russia and Germany. In the latter part of the 19th century, the company began a pattern of acquisition which resulted in enormous growth. Morse took over the Manhattan Fire Arms Company of Newark, New Jersey and the American Standard Tool Company of Danbury, Connecticut. Morse also acquired the Beach chuck patent of the Meridan Tool Company, Meridan, Connecticut, and the Schofield Patent Grinding Line, helping to ensure accuracy in drill grinding. In 1874, Morse purchased the machinery, patents and stock of the New York Tap and Die Company of Bridgeport, Connecticut. In 1897, Morse purchased the T & B Tool Company. T & B’s machines, used in the manufacture of constant angle twist drills, were designed by a former Morse employee who had gone into business for himself and were built by Pratt and Whitney. Entering the 20th century, Morse developed a grinding machine used in the manufacture of drills. Until the beginning of World War I, the company marketed a line of plain and universal grinders. Business continued to grow between the wars, and during World War II, Morse output increased four to five times normal production to contribute to the war effort. In the years since World War II, Morse has operated under the ownership of a number of companies, including Gulf and Western. The current owners, a group of American investors, purchased the company from a Scottish manufacturing concern, and are committed to upholding the Morse reputation for high-quality, American-made cutting tools. Today, Morse inventories over 25,000 varieties of cutting tools to serve our nation’s marketplace. Imagination, technological innovation and insistence on quality are built into every Morse product. And at Morse, our people wouldn’t have it any other way.

The Morse’s ideas jumped from design and manufacture of metal cutting tools to orthopaedic surgery 40 years ago when the ceramic head was introduced in hip surgery. Before the introduction of ceramic in hip arthroplasty, femoral head and stem were “mono-block”. Boutin [1], who worked in Pau in the southwest part of France, implanted the first ceramic-on-ceramic hip manufactured by Ceraver. He found that the problem of ceramic-on-ceramic was not related to wear or to the mechanical properties but the risk of fracture of the femoral head due to the difficulty of the fixation of the ceramic head on the metal component. In the beginning, the fixation of alumina on metal was done with glue, then screwed on the stem. This resulted in separation of the head from the stem with fractures. For the ball head fixation this was essentially solved in 1974 when Prof. Mittelmeier [4] adapted the Morse taper for ceramic heads with the manufacturer Ceramtec, which resulted in a large decrease in the rate of head fracture. In 1977 the manufacturer Ceraver with Daniel Blanquaert also adapted the Morse taper to fix the alumina on the metal.
The orthopaedic industry has now adapted these tapers for metal head, under the generic name of Morse tapers, as a means of reliably joining modular components at the operating table. They are now available in femoral and acetabutar component designs, in humeral head component designs, and even as intramedullary rods.
Morse tapers are not standardised in the orthopaedic industry; they vary from company to company. Thus, the trunion (male portion) and the bore (female portion) may appear to be compatible but might be totally incompatible. Extreme care must be taken in the use of these tapers at the time of revision procedures to be sure that products from different manufacturers are not mixed, as this may lead to dissociation.


The dependent characteristics of the interference fit, such as the pull-out and insertion forces and the stress distribution in the members, depend on the taper angle, contact length, inner and outer diameters of the members, depth of insertion, material properties and coefficient of friction, and also size and mass of the femoral head.
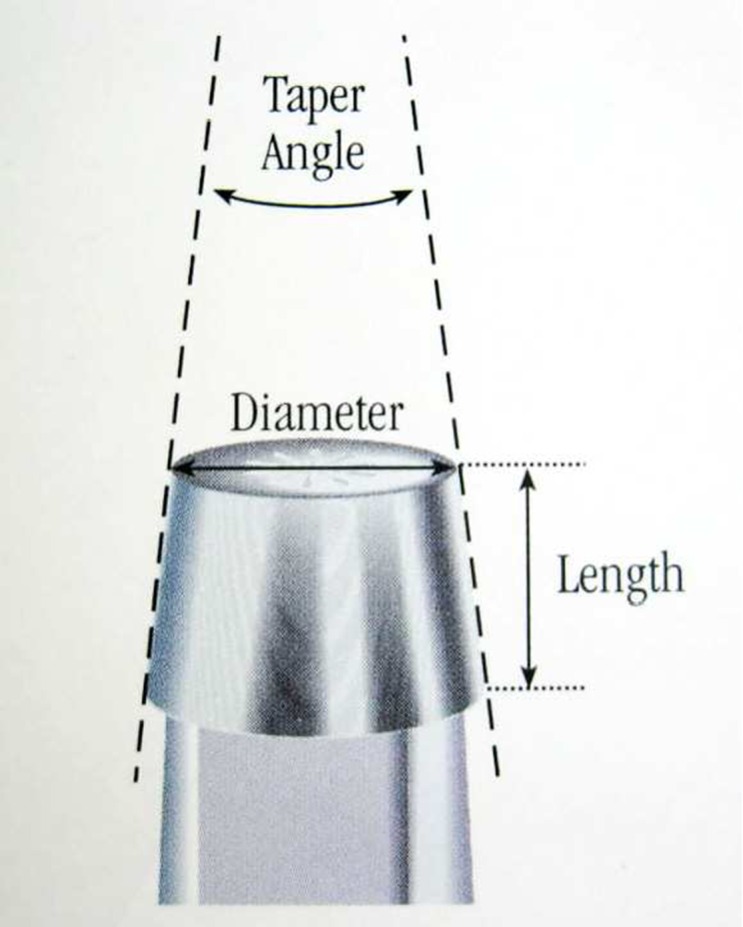
A question often asked within the clinical community is, “what specifically is a Morse taper and can it provide a stable connection between components?” A Morse taper is defined by the angle that the taper surfaces make relative to the longitudinal axis of the component and by the mismatch angle between the male and female part. The original Morse taper angle defined by Stephen Morse for tools was a relatively small angle of 2° 50′, with the mathematical relation that tang 2° 50 = 5 %.
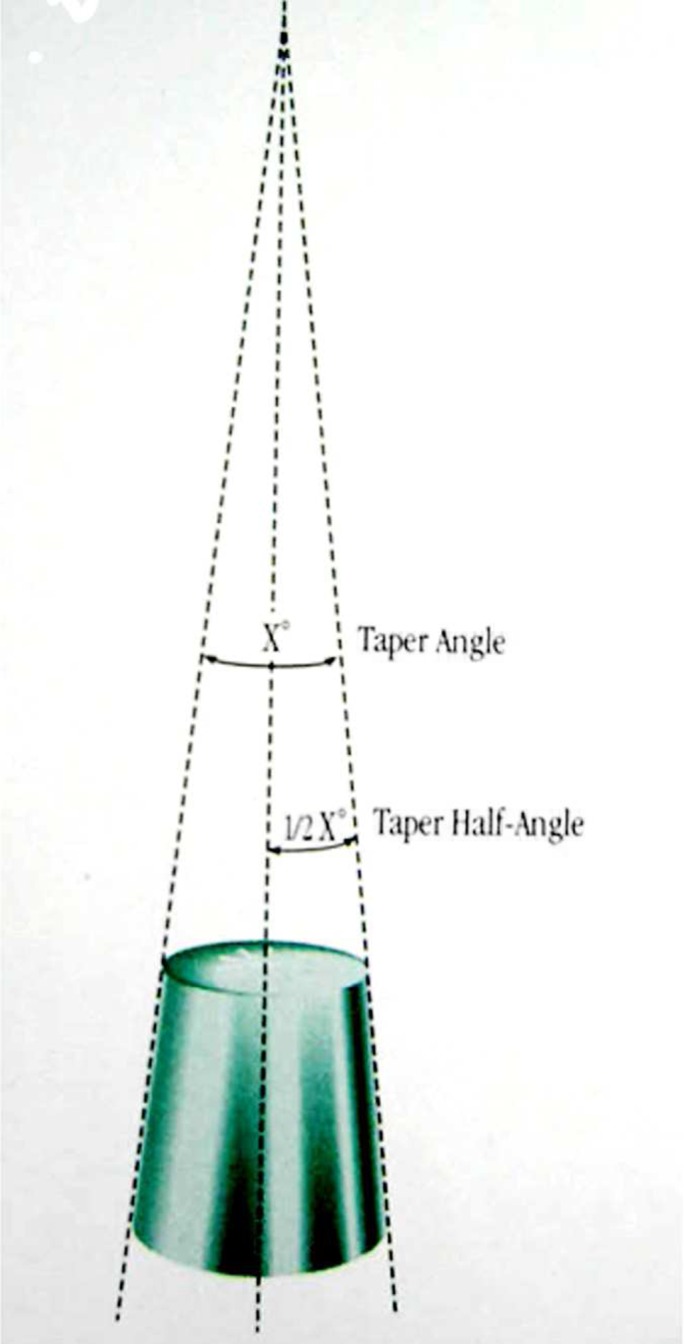
Morse taper angles used for arthroplasties generally fall in a range of 5–18°, and when interpenetrating parts of slightly different sizes or angles (called the mismatch angle) are assembled as an interference fit, they lock together. This is because of the high contact stresses that develop along the interface during forced assembly. So the orthopaedic angle is not exactly the angle choosen by Stephen Morse. From a mechanical point of view the smaller the angle is, the higher is the stability. The principle of the Morse taper is that of the cone into the cone. The trunnion (the male portion) and the bore (the female portion) are both uniformly tapered. When the bore in the femoral head is tapped onto the trunnion of the femoral shaft they come into intimate contact. The conical femoral taper compresses the walls in the bore as it expands.
This results in cointegration (locking), with material transfer across the zone of contact (cold welds). The degree of fit (interference) is determined by the relative dimensions of the two components (male and female regions) and a design decision to have interference along a specific part of the taper’s circumference and length. The area of interference contact must be adequate to maintain integrity under functional (loaded) conditions, while the surface finish of the components must be specific to the physical and mechanical properties of each component’s material.




A range of different Morse taper angles, component tolerances and sizes, and surface finishes exist within commercially available arthroplasties. Combinations or exchanges of components at the time of surgery (when specified by the manufacturer) to optimise lengths, offsets, diameters, shapes, and materials represent a significant opportunity for modular systems while maintaining reasonable inventories. However, except for unique circumstances, an exchange of Morse taper component parts between different devices or from different manufacturers is contraindicated.
Existing design parameters including taper region diameter, length, conicity, surface finish, area of interference, and relative angle should be known by orthopaedic surgeons to understand the limits of the various device systems. This is necessary to avoid phenomena responsible for loosening, unintended disassembly, or fracture. Other complications such as fretting mediated have been reported. Fretting and fretting-corrosion phenomena were found to be most critical with varience of manufacturing tolerances plus design and clinical conditions that introduced larger magnitude interfacial micromotions during function.


Morse tapers introduced in orthopaedic surgery have also some disadvantageous sides. First, the dimensions of Morse tapers are not standardised, they vary from company to company. Thus the male parts manufactured by company A must not be mixed with the female part manufactured by company B. They may appear identical, but they are not! A total hip system assembled from such components is at great risk to dissociate.
Second, the Morse taper connects two different materials, thus fretting and corrosion [2] can be a problem with Morse tapers. To avoid such problems the surgeon must be sure to have the joining surfaces clean and dry before tapping them together. Some taper designs have almost no interlocking at all when wet.
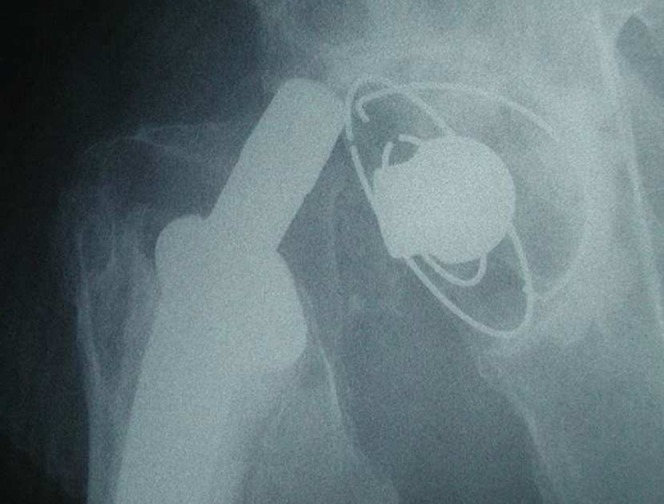
Third, Morse tapers joining the ceramic femoral heads with the femoral shafts produce stresses within the ceramic material. These so-called hoop stresses can cause catastrophic fractures of the ceramic femoral head if they exceed a certain level. This happens when the products of two different manufacturers are coupled together. It is thus especially important that a ceramic head is always coupled with a matched femoral stem manufactured by the same manufacturer. This may seem obvious, but it has been reported at revision operations that the surgeons used new ceramic heads from a new manufacturer on the old femoral shaft components, produced by another (old) manufacturer. This was often the cause of ceramic head fractures in the past.
Modular components add significantly to the surgeon’s armamentarium, but also increase the potential for mismatch and mechanical failure. The use of modular components greatly increases flexibility during total hip arthroplasty, but also introduces the risks of failure at the interfaces and of intraoperative errors in matching. Modular femoral heads can dissociate [3] as a result of trauma. When revision of a modular hip is planned, it is important to be certain of the manufacturer and the head size of the original hip before operation. The head may be damaged or a change in length may be required. The specifications of the Morse taper vary with different manufacturers, and it is essential that new components come therefore from the same manufacturer as well as being of the appropriate head diameter and allowing the neck length to be changed.
An error at operation is another category of complication. Most modular systems provide three or four head diameters with matching liners. Although modularity makes a mismatch more likely, it also makes it easier to correct without disturbing well-fixed components. It is important that surgeons are aware of this potential pitfall and take care to check the size of all components before they are implanted.
Our rough estimate of the incidence of complications relating to modularity is based on the estimated number of arthroplasties performed by the surgeons contributing cases, which is low, at 0.1–0.2 %. The fact, however, that we have collected 20 such complications in five years leads us to believe that the extent of the problem is not fully appreciated. Operative errors are avoidable with careful attention to detail, but the avoidance of mechanical failure will require improvements in manufacture.
In conclusion, the Morse taper allows the combination of different materials in one total hip model. It is now possible to combine a ceramic femoral head with a titanium femoral shaft. To appreciate the benefits of the Morse taper, remember that the first ceramic femoral heads were pasted on the stem component with acrylic glue! The main cause of failure in these early ceramic total hips was failure of the glue.
References
- 1.Boutin P. Alumina and its use in surgery of the hip. (Experimental study) Presse Med. 1971;79(14):639–640. [PubMed] [Google Scholar]
- 2.Collier JP, Surprenant VA, Jensen RE, Mayor MB, Surprenant HP. Corrosion between the components of modular femoral hip prostheses. J Bone Joint Surg Br. 1992;74-B:511–517. doi: 10.1302/0301-620X.74B4.1624507. [DOI] [PubMed] [Google Scholar]
- 3.Kitziger KJ, DeLee JC, Evans JA. Disassembly of a modular acetabular component of a total hip-replacement arthroplasty. J Bone Joint Surg Am. 1990;72-A:621–623. [PubMed] [Google Scholar]
- 4.Mittelmeier H (1984) Ceramic prosthetic devices. Hip :146–160 [PubMed]