

Abstract
Silica nanoparticles (SNPs) are widely used all around the world and it is necessary to evaluate appropriate risk management measures. An initial step in this process is to assess worker exposures in their current situation. The objective of this study was to compare concentrations and morphologic characteristics of fumed (FS) and sol-gel silica nanoparticles (SS) in two manufacturing facilities. The number concentration (NC) and particle size were measured by a real-time instrument. Airborne nanoparticles were subsequently analyzed using a TEM/EDS. SNPs were discharged into the air only during the packing process, which was the last manufacturing step in both the manufacturing facilities studied. In the FS packing process, the geometric mean (GM) NC in the personal samples was 57,000 particles/cm3. The geometric mean diameter (GMD) measured by the SMPS was 64 nm. Due to the high-temperature formation process, the particles exhibited a sintering coagulation. In the SS packing process that includes a manual jet mill operation, the GM NC was calculated to be 72,000 particles/cm3 with an assumption of 1,000,000 particles/cm3 when the upper limit is exceeded (5% of total measure). The particles from SS process had a spherical-shaped morphology with GMD measured by SMPS of 94 nm.
Keywords: Workplace, Exposure assessment, Nanoparticle, Fumed silica, Sol-gel silica
Introduction
Silica nanoparticles (SNPs) are one of the most abundantly produced nanomaterials in the world. A total of 34,136 tons of nanomaterials in 93 varieties are produced or imported every year in Korea. Among them, silica accounts for the second largest amount, 9,408 tons, after calcium carbonate1).
Silica is classified into crystalline and amorphous phases. Crystalline silica, which induces silicosis, is known to be a lung-cancer-causing substance classified by the International Agency for Research on Cancer (IARC) as a Group 1 carcinogen, whereas amorphous silica in IARC Group 3 is not categorized as a human carcinogen2). The health hazards associated with SNPs that are typically produced by pyrolysis or polymerization in the amorphous phase have not been clarified yet, and workplace standards have not been established. Differences in toxicity were established amongst different amorphous SNPs by a recent comparative study. The study also suggested that the toxicity of fumed silica nanoparticles (FS) prepared by a pyrolysis method was relatively higher compared to that of colloidal silica (sol-gel silica) nanoparticles (SS) that are prepared using a polymerization method3).
Despite the results for toxicity, there is no such information regarding concentrations of airborne nanoparticles, particle characteristics, or exposure concentrations (for operators) in SNPs manufacturing factories. Both physico-chemical characterization and exposure monitoring are crucial for risk assessments of nanomaterials4).
Therefore, the objective of this study was to investigate and compare the levels of exposure and to characterize the SNPs in two manufacturing facilities of FS and SS.
Materials and Methods
Fumed silica manufacturing plant
Plant 1 produces FS nanoparticles by a pyrolysis method (Fig. 1). FS is produced by a vapor process at high temperature; by the hydrolysis of chlorosilane in a flame of hydrogen and oxygen at a temperature of 1,000 °C or higher. The key properties of the FS such as particle size and surface area are controlled by varying the ratio of reactants and the flame temperature. Because of the momentary residence time in the flame, the crystalline structure is not formed. After residual gas is removed, pure FS are collected by a bag filter method and then packed by the bag packing machines after dividing them between two 10-kg paper bags and one 150-kg ton-bag through an automated packing system. In case of the paper bag packing method, paper bags are filled with FS by a packing machine. The openings (edges) of the paper bags are folded and sealed, and the bags are then placed on a conveyer belt. The paper bags on the conveyer belt are reduced in volume by passing through a roll compressor and then stored. In the ton-bag packing method, the bags are automatically filled with FS. Operators manually tie the openings with strings after removing from the injectors.
Fig. 1.

Silica nanoparticle manufacturing process. (a) pyrolysis process (Fumed silica), (b) polymerization process (sol-gel silica).
FS are dispersed into the air; when the bags are removed from the injectors after filling, when the openings of the paper bags are folded and sealed, when the paper bags pass through the roll compressor of the conveyer belt, and when the openings of ton bags are tied with strings. Even though a local exhaust ventilation system is installed in the FS injector and the roll compressor, the dispersed FS in the air is not completely exhausted. The plant operates three shifts, 24 h/day with a total of three people, one person per packing machine, working each shift. The facility produces four types of final products based on primary particle sizes of 7, 12, 14, and 20 nm. The 12-nm type was produced on the day of this study. Annual production is 3,000 tons per packing machine (9,000 tons in total). Operators wear N95 face-piece respirators while working. The size of packing room is 14 m in width, 50 in length and 10 m in height. The investigation was carried out on October 16, 2012.
Sol-gel silica manufacturing plant
Plant 2 produces SS via a polymerization method (Fig. 1). This facility manufactures SS SNPs by catalytic (NH4) reaction with tetraethyl orthosilicate (TEOS, SiOC2H5) and then collects the powder after filtration and drying. The powder collected from the drier is lumpy, so it is pulverized by a jet mill and then packed into vinyl bags. The jet mill is manually operated, and is consisted of three sections; the top (powder injection hole), the middle (pulverization chamber), and the bottom (powder storage container). The powder is injected through the top, pulverized in a chamber in the middle by high-pressure compressed air in a high-speed rotational flow, and then discharged through the bottom container. The jet mill is disassembled daily for cleaning and reassembled the following day for operation.
SS are discharged in the air; while pouring the powder into the injection hole of jet mill, and transferring pulverized SS to vinyl bags. In addition, highly concentrated silica nanoparticles may be ejected through leaks in the top and the middle sections of the jet mill in the early stage of pulverization (the phenomenon disappears once the operation is stabilized after reassembly). A chemical coating is added on the surface of SS, if necessary. Epoxy-coated silica nanoparticles, 100 nm in primary particle size, were produced on the day of this study. SNPs are pulverized in 12-kg batches and then packed. The operation takes 1 h to complete, and is repeated 7–8 times a day on average by an operator wearing an electric supply-air respirator. The size of packing room is 2.5 m in width, 2.5 m in length, and 5 m in height without a local exhaust ventilation system. The investigation was performed on December 27, 2012 (Fig. 2).
Fig. 2.

(a) paper bags are filled with fumed silica by a packing machine (b) mobile cart for nanoparticle exposure assessment in fumed silica factory (c) pouring the sol-gel silica powder into the injection hole of jet mil and show the mobile cart
Target process of measurement
The preliminary investigation identified that the operators in both plants were exposed to silica nanoparticles only in the packing process. Subsequently, assessments were performed on the packing process.
Measurement of nanoparticles using a real-time instrument
Number concentration of nanoparticles for personal samples was measured using the DiSCmini (DM, Matter Aerosol, 1 LPM, Range 10–700 nm, Wohlen, Switzerland), which was recently developed for monitoring nanoparticles in personal samples5). The sampling frequency of DM was 1 s.
Number concentration measurement and nanoparticle size determined using SMPS
Number concentration and geometric mean diameter (GMD) of airborne nanoparticles were determined using a scanning mobility particle sizer (SMPS Model 3910, 2 LPM, range 10–300 nm, TSI, Inc., USA). The sampling frequency of SMPS was 1 minute. The SMPS was placed on a mobile cart and collected samples at the height of 1.3 m above the floor6, 7). The mobile cart was located as close as possible to the operator without interfering with the operator’s activities. The cart was positioned about 3 m away from the packing area in Plant 1 and 1 m away in Plant 2.
Total dust concentration by filter-based sampling
The airborne samples were collected on the polycarbonate filter with small pore for minimize the loss of nanoparticle to pass through the filter as sampling heads, in combination with sampling pump (AirChek XR5000; SKC Inc., Eighty Four, PA, USA) with a flow of 2 L/min.
Filters were weighed before and after removal static electricity with a Mettler Microbalance (XP26;Mettler-Toledo, Greifensee, Switzerland). Personal samples were positioned in the breathing zone of the operators, while area samples were placed on the mobile cart. Dust concentration was expressed as an 8-h. time-weighted average (8hr-TWA) concentration8).
Background concentration assessments
Since varied amount of nanoparticles from different sources would already exist in the workplace air, assessments of background concentration in the workplace air are essential in order to differentiate the nanoparticles released during the operation9,10,11,12). Background concentration was measured in the air outside of the workplace. We assessed number concentration via SMPS and total dust concentration via a filter-based sampling method.
Transmission electron microscopy assessment
Airborne nanoparticles, collected by a potable electrostatic precipitator (ESPnano, Version 100, Dash Connector Technology, Inc., WA, USA) during the operation, were analyzed for the morphology and chemical composition. ESPnano was positioned in the breathing zone of the operators, and nanoparticles were collected for 20–50 s. Grids with collected nanoparticles were then subjected to morphological analysis using a TEM (Hitachi H-7650, Japan) equipped with a dispersive X-ray spectrometer (EDS, Oxford Instrument Inc., UK) at 100 kV with 20,000–200,000× magnification and chemical composition analysis by EDS. X-ray running time was set at 100 s.
Other environmental factor assessment
Temperature, humidity (TESTO 174H, USA), and wind velocity (Graywolf AS-202A, Shelton, USA) were measured at the mobile cart every minute.
Data analysis
Because the results measured by DM and SMPS showed a log-normal distribution, they were converted to and expressed with geometric mean and geometric standard deviation. SigmaPlot 10.0 (Systat, Chicago, IL, USA) was used for tabulation. Regression analysis was performed to analyze whether temperature and humidity changes in the workplace affected nanoparticle number concentration. Statistical analysis was carried out using the Statistical Package for the Social Sciences (SPSS) program v14.0.
Results
Particle number concentration and filter-based mass concentration in two silica nanoparticle manufacturing facilities
The geometric mean (GM) number concentration of nanoparticles from the personal samples in the FS factory packing process was 57,000 particles/cm3, which was 7 times higher than that of the ambient concentration, 7,000 particles/cm3. The geometric mean concentration of the area samples was 42,000 particles/cm3, which were lower compared with that of the personal samples by approximately 74% (Table 1). The GMD of ambient nanoparticles was 64 nm, which was 5 times bigger than the primary size of FS and even bigger than the GMD of ambient particles (50 nm) (Table 2). The concentration increased in a wide range of particle size, 20–300 nm, but mainly for values larger than 100 nm (Fig. 3), indicating that particles are mostly present in agglomerated forms in the air. The 8hr-TWA mass concentration measured using a filter method resulted in average 1.0 mg/m3 and 0.4 mg/m3 for personal and area samples, respectively, indicating that personal samples had approximately 3 times higher mass concentration than the area samples (Table 1).
Table 1. Concentration of nanoparticles number and mass in two silica nanoparticle manufacturing factories.
| Type | Personal sample |
Area sample |
Ambient |
||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Number† |
Mass* |
Number‡ |
Mass* |
Number‡ |
Mass* |
||||||||||||||
| GM(GSD) |
90% range |
mg/m3 | GM(GSD) |
90% range |
mg/m3 | GM (GSD) | mg/m3 | ||||||||||||
| Total | 5% upper | Min | Max | Total | 5% upper | Min | Max | ||||||||||||
| FS | 57 × 103 (1.9) | 205 × 103 (1.5) | 20 × 103 | 136 × 103 | 1.0 (1.8) | 42 × 103 (2.3) | 164 × 103 (1.3) | 7 × 103 | 127 × 103 | 0.4 | 7 × 103 (1.6) | 0.06 | |||||||
| SS | >72 × 103#(2.5) | 933 × 103# (1.1) | 18 × 103 | 765 × 103 | 27.6 | 72 × 103 (1.4) | 144 × 103 (1.2) | 41 × 103 | 126 × 103 | 11.3 | 9 × 103 (1.5) | 0.05 | |||||||
FS: fumed silica nanoparticle, SS: sol-gel silica nanoparticle. † Number concentration of nanoparticles results from the hand-held diffusion size classifier (DiSCmini). ‡ Number concentration of nanoparticles results from the scanning mobility particle sizer (SMPS). * Mass concentration of total dust results from the filter sampling method. # Assumption of 1,000,000 particles/cm3 when the upper limit of instrument (DiSCmini) is exceeded.
Table 2. Particle size in two silica nanoparticle manufacturing factories.
| Product type | Particle size (nm) |
|||
|---|---|---|---|---|
| Bulk powder | Workplace air† |
Ambient air (GMD) | ||
| GMD‡ | Agglomerate | |||
| FS | 12 | 64 | hundreds of nanometers to a few microns | 50 |
| SS | 100 | 94 | 47 | |
FS: fumed silica nanoparticle, SS: sol-gel silica nanoparticle. † In working. ‡ Geometric mean diameter from the scanning mobility particle sizer (SMPS). Bulk powder: physical diameter of primary particle obtained from TEM analysis. Agglomerate: physical diameter of airborne agglomerate obtained from TEM analysis.
Fig. 3.

Characteristics of silica nanoparticles in the packing process according to time passage: fumed silica factory, (a) particle number concentration, (b) particle size distribution with particle number concentration; sol-gel silica factory, (c) particle number concentration, (d) particle size distribution with particle number concentration, (e) comparison of particle distribution in two silica nanoparticle factories; dn/dlogDp, normalized concentration.
The number concentration of the personal samples in the SS factory packing process frequently exceeded the upper limit of the DiSCmini instrument, 1,000,000 particles/cm3, during jet mill operation. Though the nanoparticle concentration in the SS packing process could not be estimated accurately, an attempt was made to calculate the number concentration. The average GM number concentration was calculated to be 72,000 particles/cm3 with an assumption of 1,000,000 particles/cm3 when the upper limit is exceeded. It was at least 8 times higher than that of ambient concentrations. The GMD of nanoparticles in the workplace air was 94 nm, nearly twice as large as that of ambient particles (47 nm). The concentration increase was observed in a broad range of particle sizes of 50–300 nm, particularly in the 100–150-nm range. The 8hr-TWA mass concentration obtained by a filter method was remarkably high for both personal and area samples, 27.6 mg/m3 and 11.3 mg/m3, respectively. It showed that personal samples had approximately 2.4 times greater mass concentration than the area samples (Table 1). Figure 4 shows that though the average nanoparticle number concentration difference between personal samples and area samples is not large, the personal samples showed temporary high concentration exposure.
Fig. 4.

Comparison of nanoparticle exposures between fumed and sol-gel silica manufacturing facilities.
Particle size distribution and shape
When packaging FS, the mean particle size distribution measured by the SMPS showed a bimodal distribution, which had peaks at 40 nm and 90 nm with the concentration at the 40 nm peaks being higher (Fig. 3-e). However, in the case of high concentration (upper 5%), the concentration at the 90 nm peaks was higher. Therefore, it is considered that as the concentration increases, the coagulation between particles increases. Coagulation between particles was also identified by TEM analysis; the physical diameter of primary particles of FS was 12 nm, but most of them were found to be coagulated. Sintering coagulation was observed in the primary particles of FS, which were formed through agglomeration at high temperature (Fig. 5-a). The particle size distribution from the SS packaging process did not indicate a difference between average and high concentration conditions (upper 5%), and it showed a peak at 100 nm. The physical diameter of primary particles measured by TEM analysis was 100 nm, but as in the case of FS, most of them were found to be coagulated. Unlike FS particles, SS particles were uniform in size and had clear boundaries. Epoxy-coated SS was used in this study but it was not possible to distinguish whether the coating was present in the TEM analysis (Fig. 5-b). Silicon and oxygen were detected in both kinds of silica nanoparticle in the EDS analysis (Fig. 5-c).
Fig. 5.
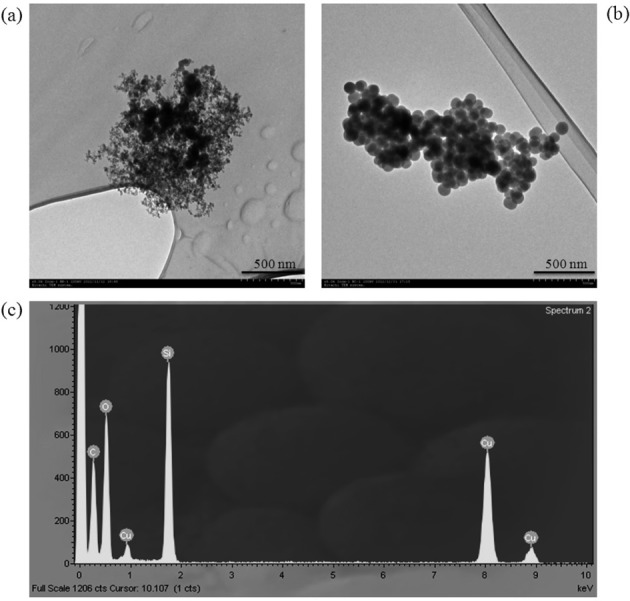
Particle shape of silica nanoparticles collected by a TEM grid on the potable electrostatic precipitator: (a) fumed silica, (b) sol-gel silica, (c) EDS results; The bars in (a) and (b) indicate 500 nm.
Temperature, humidity, and wind velocity
Temperature, humidity, and wind velocity of Plant 1 were 22.3°C, 30.5%, and 0.007 m/s, respectively, on average. Temperature, humidity, and wind velocity of Plant 2 were 23.4°C, 9.2%, and 0.005 m/s on, respectively, average. There was no correlation observed between the changes in temperature, humidity, and wind velocity and nanoparticle number concentration in the regression analysis.
Discussion
In the present study, the authors assessed characteristics of SNPs production and exposures and compared the results from two manufacturing facilities, FS and SS which are the two representative types of SNPs. Although FS and SS were produced by different methods, nanoparticles were released to the air only during packing of both final products. It was because liquid raw materials were used in both methods, and the intermediate steps of the production processes were carried out in closed facilities.
The operators’ personal 8hr-TWA total dust concentration showed in the range of a few mg/m3. Considering that SNPs is lighter (50 g/L) in density than heavy metals, and that nanoparticles contribute a small fraction for mass, significant amount of nanoparticles seemed to be present. According to the IARC report in 199713), 0.61–6.5 mg/m3 of total and 0.2–2.1 mg/m3 of respirable dust concentrations were found in an FS manufacturing facility utilizing a pyrolysis process. In contrast, 1.0–8.8 mg/m3 of total and 0.5–2.1 mg/m3 of respirable dust concentrations were observed in a nanosilica manufacturing facility using a wet process. Such high concentrations in both factories were in close agreement with the results of this study. In the present study, a remarkably high concentration was observed in the SS facility compared to that in FS manufacturing factory. This is because the jet mill operation and manual packing by operators are used in the SS process, whereas the filling process is automated in the FS factory. In other words, in the FS process, silica particles are generated at high temperature and then filled into bags automatically without pulverization. However, in the SS processes, the particles are created in wet conditions so that an additional drying process is included in order to remove moisture followed by pulverization of agglomerated particles. In the manual jet mill method, nanosilica is dispersed into the air while operators repeatedly pour nanosilica into the jet mill entrance. In addition, as the jet mill pulverizes particles by collisions with high-pressure air, highly concentrated pulverized nanoparticles are discharged through a small leak in the jet mill equipment.
This study showed that the primary sizes of FS and SS were 12 nm and 100 nm, respectively. But the size of particles in the air ranged from the submicron levels to tens of microns because of agglomeration. Despite their primary size of 100 nm or less, most nanoparticles grow to over 100 nm by the time they are emitted to the air due to the coagulation among particles14, 15). The SS diameter measured by TEM analysis was 100 nm, but the geometric mean diameter (GMD) of SS measured by SMPS was 94 nm. The reason is that TEM measures physical diameter, while SMPS measures mobility diameter. In addition, background nanoparticles other than SS of less than 100 nm size exist in the air.
Personal samples should be collected to assess the nanoparticle exposure of operators accurately. For that, a real-time instrument would be preferred for task-based exposure assessments. But a real-time instrument suitable for assessment of nanoparticle personal samples is not yet available. Therefore, nanoparticle exposure assessments have so far been carried out mainly by area samples.
In the study, operators’ personal samples were measured with the DM, which was recently developed to measure personal samples, and the results were then compared with the results of area samples by SMPS. In the FS packaging operation, the concentration of the personal sample was just 1.3 times higher than that of the area sample, but in SS packaging, the concentration of the personal sample appeared to be much higher than that of the area sample. As the reason, the authors considered that the measuring instruments for the personal sample and area sample were different, and the two instruments have differences in their ranges of particle size and the measuring time. Kim et al.14) measured the concentration of FS with high concentration that was discharged into the air when it was poured into the container and reported that the concentration measured by DM was 270% higher than that measured by SMPS. Mills et al.16) reported that DM’s accuracy decreases in the presence of particles exceeding 300 nm in diameter, yielding too high measures with an error range up to +101%. This result implies that personal sample assessments should be preferred in the nanoparticle exposure assessment. In order to do so, the performance of measurement instruments should be improved considerably, and the following suggestions are particularly important. First, the measurable upper limit of number concentration should be further improved. Area samples could be measured within the measurable range of the instrument by using a diluter; however, it is not easy to use a diluter for personal samples. Second, there should be more improvements in measurement accuracy and battery life as well as in reducing the weight of the instruments. Lastly, further studies need to be done regarding comparisons of measurement and results between instruments from different manufacturers using operating principles in varied environmental conditions.
The real-time measurement instruments used for determining particle number concentration and size are not capable of distinguishing specific nanoparticles generated by processes and those present in the background. Even though particle number concentration is more important than mass concentration in nanoparticle exposure assessment, mass concentration assessments by filter-based sampling are still being used17,18,19). Since nanosilica accounts for the majority of airborne particles in the manufacturing and packing processes of nanosilica, mass concentration assessments are sufficiently satisfied with a gravimetric analysis after filter-based sampling. For nanosilica exposure assessments in processes with various types of particles, then X-ray diffraction (XRD) and Fourier transform infrared (FTIR) analysis are required to analyze silica14).
Limitations
To the best of our knowledge, this is the first study that compares the exposure characteristics in SNPs manufacturing processes. However, there are a couple of limitations in the study. The present study was performed in FS and SS manufacturing facilities. Although FS and SS are representative types of SNPs, this does not mean that they represent all kinds of SNPs manufacturing processes and particle characteristics. It could be significantly different from the nano-exposure characteristics of processes for manufacturing crystalline SNPs. In addition, all nanoparticles including FS and SS would be produced in various sizes, but we did not compare the concentrations and particle characteristics with respect to primary particle size of the same substances. The SS factory also has an automatic packaging system that is operated only when SS is produced and packaged in quantity. Since no manual jet mill is used when packaging with the automatic packaging system, the SS exposure of the operators might be far less than that observed in this study. However, the demand for SS is low, so in most cases, the work is done manually without using the automatic packaging system. For measurement of working the environment, which is legally required in Korea, in the case of a factory that manufactures SNPs, the total dust is measured. Accordingly, though this study measured total dust to compare with past measurement data of the working environment, a direct comparison of the total dust concentration to the nanoparticle concentration is not easy, because the nanoparticle measuring instrument for nanoparticles measures dust of less than 1 um in size.
Acknowledgments
The authors thank Professor Chungsik Yoon (Seoul National University) for his helpful comments that improved an earlier version of this article.
References
- 1.NIER (2012) Report on the investigation for nanomaterial circulation in 2010. Korea National Institute of Environmental Research, Incheon. (in Korean). [Google Scholar]
- 2.Napierska D, Thomassen LC, Lison D, Martens JA, Hoet PH. (2010) The nanosilica hazard: another variable entity. Part Fibre Toxicol 7, 39. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 3.Zhang H, Dunphy DR, Jiang X, Meng H, Sun B, Tarn D, Xue M, Wang X, Lin S, Ji Z, Li R, Garcia FL, Yang J, Kirk ML, Xia T, Zink JI, Nel A, Brinker CJ. (2012) Processing pathway dependence of amorphous silica nanoparticle toxicity: colloidal vs pyrolytic. J Am Chem Soc 134, 15790–804. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 4.Morimoto Y, Kobayashi N, Shinohara N, Myojo T, Tanaka I, Nakanishi J. (2010) Hazard assessments of manufactured nanomaterials. J Occup Health 52, 325–34. [DOI] [PubMed] [Google Scholar]
- 5.Fierz M, Houle C, Steigmeier P, Burtscher H. (2011) Design, calibration, and field performance of a miniature diffusion size classifier. Aerosol Sci Technol 45, 1–10. [Google Scholar]
- 6.Takaya M, Ono-Ogasawara M, Shinohara Y, Kubota H, Tsuruoka S, Koda S. (2012) Evaluation of exposure risk in the weaving process of MWCNT-coated yarn with real-time particle concentration measurements and characterization of dust particles. Ind Health 50, 147–55. [DOI] [PubMed] [Google Scholar]
- 7.Kim B, Lee JS, Choi BS, Park SY, Yoon JH, Kim H. (2013) Ultrafine particle characteristics in a rubber manufacturing factory. Ann Occup Hyg 57, 728–39. [DOI] [PubMed] [Google Scholar]
- 8.NIOSH (1994) Particulates not otherwise regulated, total: 0500, NIOSH Manual of Analytical Methods (NMAM) 4th ed., US Department of Health and Human Services, National Institute for Occupational Safety and Health. [Google Scholar]
- 9.Ono-Ogasawara M, Serita F, Takaya M. (2009) Distinguishing nanomaterial particles from background airborne particulate matter for quantitative exposure assessment. J Nanopart Res 11, 1651–9. [Google Scholar]
- 10.Kuhlbusch TA, Asbach C, Fissan H, Göhler D, Stintz M. (2011) Nanoparticle exposure at nanotechnology workplaces: a review. Part Fibre Toxicol 8, 22. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 11.Ramachandran G, Ostraat M, Evans DE, Methner MM, O’Shaughnessy P, D’Arcy J, Geraci CL, Stevenson E, Maynard A, Rickabaugh K. (2011) A strategy for assessing workplace exposures to nanomaterials. J Occup Environ Hyg 8, 673–85. [DOI] [PubMed] [Google Scholar]
- 12.Brouwer D, Berges M, Virji MA, Fransman W, Bello D, Hodson L, Gabriel S, Tielemans E. (2012) Harmonization of measurement strategies for exposure to manufactured nano-objects; report of a workshop. Ann Occup Hyg 56, 1–9. [DOI] [PubMed] [Google Scholar]
- 13.IARC (1997) Monographs on the evaluation of carcinogenic risk of chemicals to humans. Vol. 68. Silica Lyon, International Agency for Research on Cancer. [Google Scholar]
- 14.Kim B, Kim H, Yu IJ. (2013) Assessment of nanoparticle exposure in nanosilica handling process: including characteristics of nanoparticles leaking from a vacuum cleaner. Ind Health. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 15.Evans DE, Turkevich LA, Roettgers CT, Deye GJ, Baron PA. (2013) Dustiness of fine and nanoscale powders. Ann Occup Hyg 57, 261–77. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 16.Mills JB, Park JH, Peters TM. (2013) Comparison of the DiSCmini aerosol monitor to a handheld condensation particle counter and a scanning mobility particle sizer for submicrometer sodium chloride and metal aerosols. J Occup Environ Hyg 10, 250–8. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 17.Curwin B, Bertke S. (2011) Exposure characterization of metal oxide nanoparticles in the workplace. J Occup Environ Hyg 8, 580–7. [DOI] [PubMed] [Google Scholar]
- 18.Dahm MM, Evans DE, Schubauer-Berigan MK, Birch ME, Fernback JE. (2012) Occupational exposure assessment in carbon nanotube and nanofiber primary and secondary manufacturers. Ann Occup Hyg 56, 542–56. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 19.Lee JH, Ahn KH, Kim SM, Jeon KS, Lee JS, Yu IJ. (2012) Continuous 3-day exposure assessment of workplace manufacturing silver nanoparticles. J Nanopart Res 14, 1134. [Google Scholar]