

Abstract
The paper proposes a methodology for reliable design and maintenance of wind turbine rotor blades using a condition monitoring approach and a damage tolerance index coupling the material and structure. By improving the understanding of material properties that control damage propagation it will be possible to combine damage tolerant structural design, monitoring systems, inspection techniques and modelling to manage the life cycle of the structures. This will allow an efficient operation of the wind turbine in terms of load alleviation, limited maintenance and repair leading to a more effective exploitation of offshore wind.
Keywords: damage tolerance, smart structure, offshore wind
1. Introduction
(a). Offshore wind energy
The potential for offshore energy production in Europe is enormous. Industry projection from the European Wind Energy Association (EWEA, www.ewea.org) is for an increase from 5 GW in 2012 to 150 GW in 2030, and achieving that potential is an important objective of the European Communities. In 2008, the executive body of the European Union issued a communication detailing the Roadmap for Maritime Spatial Planning [1]. This roadmap was intended to balance the requirements of various sectorial interests using marine resources, and offshore energy (particularly wind) was anticipated to make very significant increases in the near to medium term.
However, in order to support this growth it is vital to make significant reductions in the cost of energy (CoE) of offshore wind, as was discussed at the most important wind energy conference EWEA 2014 [2]. A radically different approach is needed to design and operate offshore wind turbines. This is what we propose in this paper.
The most eye-catching trend for wind energy structural components is the up-scaling history where new turbine designs have consistently provided larger turbines with higher power ratings. The most cost-effective way of increasing the power produced (PP) by a wind turbine is to increase the rotor diameter [3], currently prototype rotor blades exceed 70 m in length (SSP-technology: 7 MW-83.5 m. blade project, http://tinyurl.com/ngutwhn)). The industry relies on advances in materials technology to deliver cost-effective light-weight structures.
Although larger turbines cost more to manufacture per unit (cost of turbine, CoT), this small relative increase is more than compensated for by the absolute saving possible when factoring cost of installation (CoI) and the cost of maintenance (CoM) with larger turbine units. These costs are factored against the PP:
| 1.1 |
The manual inspection of wind turbines (inconveniently placed on high towers in remote places) involves a certain amount of travel time as equipment and personnel are moved between them; higher MW turbines help to reduce this cost relative to the power output of the wind farm. However, economies of up-scaling for the operation of an offshore, multi-MW wind farm can be challenged as the consequence of a single turbine downtime is more significant, and all personnel operation offshore is more expensive. Therefore, cost reduction by using remote monitoring becomes increasingly attractive as a means to suppress unexpected downtime, and focus limited maintenance and repair operations.
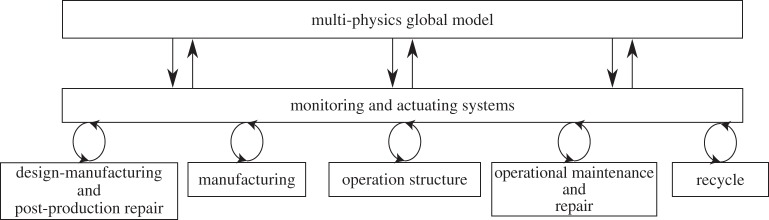
(b). Multi-physics global model
Some research groups are working on a multi-physics global model [4–8], as represented by the scheme in figure 1. A multi-physics global model is defined as a fluid-structural interaction model that aims to capture and integrate several phenomena: meteorology, aerodynamics, hydrodynamics, aero-elasticity, structural vibration, energy output, control, etc. (For example, the integrated response of the tower pillar to the aerodynamic load on the blades and waves on the foundations.) However, this approach will not be achieved until all physical phenomena are sufficiently well understood. Wind turbines are a multi-physics problem, and the complexity of the structure and loading, and the variability and turbulence of the wind create challenges for the application of such a method. At this time, significant research effort is being made in order to fully research the most complex phenomena at each of the scales presented in figure 1. Obviously, it is not possible to predict the aerodynamical load history on a wind turbine rotor blade in detail for a 20-year period of time. There are two approaches to address this. One is to make lifetime predictions based on statistics. Another approach, as will be pursued here, involves the use of sensors to detect the conditions of the blades to obtain an updated lifetime prediction.
Figure 1.

Multi-physics global model scheme. (Online version in colour.)
(c). Wind turbine rotor blade structures
A wind turbine rotor blade structure is defined in terms of its outer geometry and inner structural layout. It can be made from different materials and will be subjected to varying loads from wind and varying direction of gravity due to the rotation of the rotor. A typical turbine blade design is based on a load-carrying laminate in a rectangular hollow beam (spar). In another common blade design, there is no spar; instead there is a combination of a load-carrying laminate incorporated in the aero shell together with two shear webs [9]. The beam spar and the sandwich face sheets of the aero shell are made from fibre reinforced polymer composite materials (figure 2); the sandwich cores are made from polymeric foam or balsa wood and the blade is assembled with adhesives between the aero shells at the leading edge, between the spar and the aero shell and between the aero shells at the trailing edge.
Figure 2.

Schematics of major failure modes in a part of a wind turbine rotor blade. The shaded areas indicate cracked internal regions.
At the structural scale, a wind turbine rotor blade can develop various types of damage, such as cracks along adhesive joints (e.g. leading and trailing edges as well as internal bondlines at beam/laminate assemblies). Laminates can fail by cracks parallel to the fibre direction (e.g. splitting cracks and transverse cracks), fibre failure in tension (distributed damage) or compression (localized damage) and by delamination (cracking along the plane between plies). Of these, delamination of laminates and adhesive bonded joints are usually the most critical [9,10].
(d). Fibre reinforced polymer composite materials
Fibre reinforced polymer composite materials consist of two macroscopic phases, a stiff fibre phase (usually glass or carbon) and a polymer matrix (usually polyester or epoxy). One of the advantages of fibre reinforced polymer composites is that the alignment of the fibres can be arranged to suit the required properties of the intended structure. Thus, the requirement for a stiff (but lightweight) structure means fibre orientations primarily along the length of the blade and an inherently anisotropic set of material characteristics. A key feature of structures designed using composite material is that the manufacturing process itself will determine certain characteristics of the material, and hence the behaviour of the final structure. All this is to say that when looking to optimize the properties of a wind turbine blade, it is necessary to consider material choice, design approach and the manufacturing process as an integrated issue.
For example, a common processing procedure is to stack layers of the dry reinforcement fibres before infusing with a thermosetting resin to create the finished composite material. This results in a laminated structure with significant stiffening mainly along the length direction of the blade. But the effect on out-of-plane properties and the weak interfaces between layers of the composite material needs to be understood at the material level, if the final structure is to be sound and resistant to any out-of-plane loading.
(e). Structural design philosophies
The design philosophy for fibre reinforced polymer structures was initially based on conservative analysis methods with large safety factors, underestimating the actual material properties and considering primarily the linear elastic material behaviour. As knowledge about materials and structures increased, it has now become possible to safely adopt more advanced design philosophies. This general trend to more advanced structural design is described elsewhere [11]. In wind turbine blade design, it is important to take into account different nonlinear effects as described in [12]. Failure of a wind turbine blade has small to minor consequence as the risk for human lives is small, especially offshore since persons are not close to the wind turbines. The optimal target reliability level can therefore be determined by cost–benefit analysis, where all the cost during the wind turbines design life is taken into account [13]. Partial safety factors can be calibrated to obtain the desired target reliability level for the structure [14]. And the uncertainties for the material properties for composite materials can be modelled [15]. Probabilistic design methods give a prediction for the risk of failure in average, but give, in principle, no information for the condition and risk of failure for a particular blade. However, this information is available within a structural design philosophy based on damage monitoring.
The approach is to use damage tolerant materials and a structural health and prognostic management system as part of a condition-based maintenance programme. It is an axiom of structural health monitoring (SHM) [16] that detectable changes in response must occur between undamaged and damaged states, thus implying damage tolerance. Damage tolerance (see §3b for details) is a property emerging from the particular combination of structure design, loading environment and material characteristics. Accepting that a distribution of damage types and locations can exist within the blades of an operating offshore wind farm, it follows that each wind turbine blade structure must be characterized individually with a unique ‘damage map’ for that structure. Evaluating the severity of the particular combination of damage types requires models that describe the progression parameters for each type under the full range of operating conditions. Only in this way can condition-based maintenance be effectively implemented.
2. Vision
Our vision consists of a damage tolerance approach that can be made using conditional inspections and models that describe progression for all known failure types [17,18]. The future design philosophy will be based on an SHM approach where sensors integrated during manufacture provide feedback that is used to optimize the entire life cycle. And this again requires an advance in materials knowledge to implement effectively.
The already established concept of composite materials structural design based on an integrated material/structure/manufacturing iteration should be extended to include an application of the deeper material level (microscopic level) understanding of damage propagation. So in much the same way as structural load and stiffness requirements are already ‘tailored’ at the material level, optimization of the material properties can be used to match design objectives related to damage tolerance and reliability for the final structure. All this needs to be achieved in a framework of condition-based maintenance, remote monitoring and prognosis, as presented in figure 3.
Figure 3.
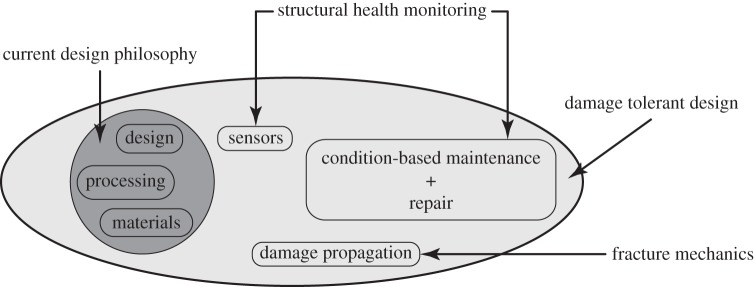
Expanded design and manufacturing process including SHM.
It is important to appreciate that in comparison with aerospace structures, wind turbine rotor blades are unique in the sense that they are made of very large parts, using relative ‘low-cost’ composite materials and manufacturing methods. Requiring very strict quality control and allowing only parts with small manufacturing defect size may lead to a high rate of discarded blade parts. Obviously, this would lead to a higher blade price. An alternative approach, proposed here, is to allow more blades with manufacturing defects to be used in service by ensuring that the defects lead to stable damage, i.e. avoiding unstable blade failure.
For a given wind turbine design, the damage evolution will depend on structural details and materials properties that cannot be accurately controlled during manufacturing. Furthermore, each blade on a wind turbine in an offshore wind farm will experience its own, unique combination of load history. Consequently, blades will not undergo identical damage evolution. One blade may undergo a loading history that leads to more damage in one area, while another blade, having a different set of manufacturing defects and experiencing another load history, may develop damage in other areas of the blade.
The key features in the proposed condition-based maintenance approach can be summarized as follows. First, in the design phase, the designer will choose materials and structural layout that give a high damage tolerance. The designer also will decide on the type of sensors for damage detection and determines (from structural analysis) which areas are the most critical and where the sensor should be placed.
Next, in the manufacturing phase, sensors will be placed inside the rotor blade, either as sensors embedded in laminates and/or adhesive bond lines or mounted inside the blade after manufacturing. Sensor surveillance can cover transportation, installation and in-service operation, and be part of the post-manufacturing control by contributing to non-destructive inspection (NDI) procedures.
For the few blades that will develop serious damage, sensor alarms will be sent from the offshore wind turbine to the on-shore surveillance centre, which can then send out a maintenance team to inspect the blade at the position where the damage is detected. The team will use non-destructive techniques such as ultrasound scanning, radiography (X-ray), etc., to identify the damage type, its size and depth. This information will be used in detailed structural models (e.g. finite-element models) of the blade with the characterized damage to assess the residual fatigue life and residual strength, using information about fracture data (stress–strain, traction–separation, fatigue data) of the materials and the anticipated future load history. It will then be possible to assess the criticality of the damage and decide whether the blade can be used under normal operation, or whether the aero-loads should be reduced, or the blade repaired on site, or taken down (replaced with a new blade or repaired on shore).
Such an approach will allow the service life of blades to be decided by their damage state. There is thus potential for life extension beyond the original planned service life (typically now 20 years) for healthy blades that do not possess significant damage.
A condition-based approach also has the advantage that it is not critical to be able to calculate the aero-loads with high accuracy on all individual rotor blades in an offshore wind turbine park, since the damage evolution can be assessed on the basis of the sensor signal. The proposed approach, figure 4, consists of condition monitoring to detect damage, NDI methods to characterize the damage, and damage and fracture mechanical modelling to predict future damage evolution [19–21], creating the science-based knowledge required to make a decision about what to do.
Figure 4.
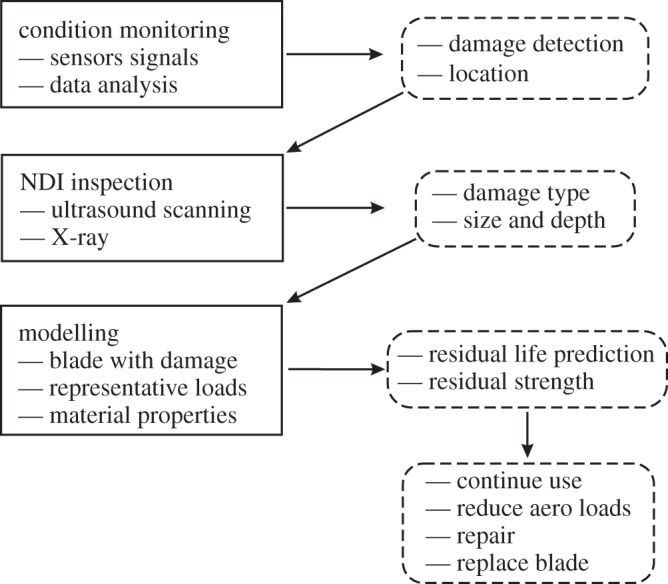
Condition monitoring modelling approach.
The proposed new approach has some similarities with the ‘retirement for cause’ approach used in military aircrafts, where the lifetime of gas turbine engines is determined on the basis of the detection of flaws of a certain detectable size rather than being retired prematurely by the traditional predetermined life approach [22]. In the following section of the paper, the material properties contributing to structural damage tolerance are presented. These properties are the ‘levers’ that future designs will consciously use when engineering reliability from the material level to the structural level. The expanded design and manufacture process showed in figure 3 will include consideration of the approach for maintenance and repair that is to be adopted for the entire group of structures, and the integrated sensorization necessary to achieve remote characterization of the material and structural condition. Finally, the vision is presented of offshore wind farms designed using smart structure technology made possible by this deeper understanding of material behaviour.
3. Increasing reliability of offshore wind turbine blades by damage tolerance
(a). The concepts of distributed and localized damage
The loads on each material point within a rotor blade structure can be characterized mechanically by considering a small volume of the material. On the materials level, the load is characterized in terms of stress σ (defined as load per cross-sectional area), and deformation is characterized in terms of strain ϵ (elongation divided by original length). The stress–strain relationship (σ−ϵ) of an undamaged material is in most cases linear (figure 5a). In a loaded wind turbine rotor blade, distributed damage (e.g. small cracks in the matrix and breakage of fibres in a composite material) can develop in some regions of the blade. The distributed damage may be characterized by the crack area per volume or the number of broken fibres per volume. Damage induces nonlinearity in the stress–strain relationship. Therefore, nonlinear stress–strain laws must be used to describe the mechanical response of materials experiencing distributed damage (figure 5a). Distributed damage may over time lead to localized damage. During localization, the material undergoes weakening in a so-called fracture process zone, so that its ability to transfer stress decreases, with increasing local deformation δ (separation). It is then appropriate to describe the material behaviour in terms of a traction–separation law (σn−δn) (figure 5b). With increasing separation (corresponding to more localized damage), the traction that the fracture process zone can transmit decreases. When the end-opening of the fracture process zone δ*n exceeds a critical value  , the traction vanishes completely so that a crack surface forms. The traction–separation law is taken to be a material property, being the same law along the entire fracture process zone. The area under the traction–separation curve is the work of the traction, i.e. the fracture resistance.
, the traction vanishes completely so that a crack surface forms. The traction–separation law is taken to be a material property, being the same law along the entire fracture process zone. The area under the traction–separation curve is the work of the traction, i.e. the fracture resistance.
Figure 5.
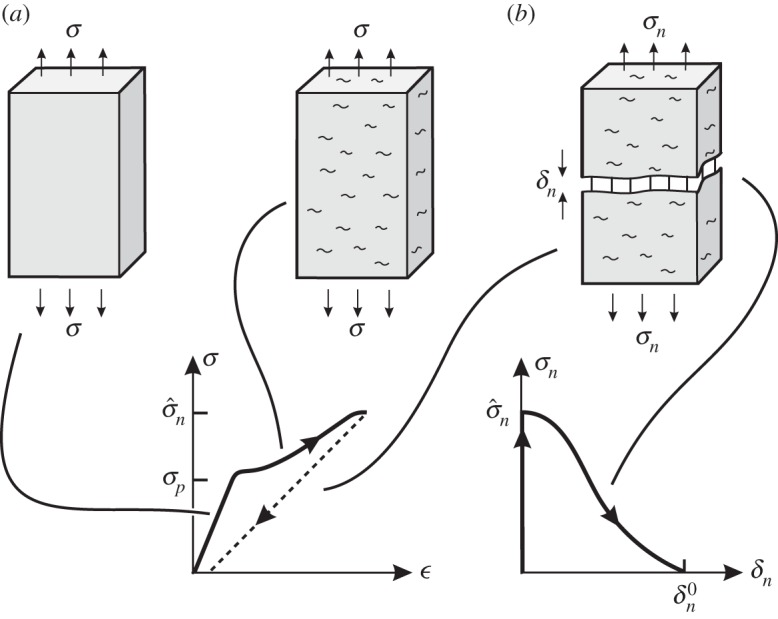
The relationship (a) between stress, σ, and strain, ϵ, is used to characterize deformation of undamaged material (linear stress–strain response) and material with distributed damage (nonlinear stress–strain response), while the relationship (b) between stress (traction), σn, and separation, δn, is appropriate for describing localized damage (fracture). Away from the localized damage, the material is unloaded along the dotted part of the stress–strain curve (a).
Owing to the difference in stress levels for different parts of the blade and uneven distribution of the manufacturing defects, the damage state may vary from part to part between undamaged material, distributed damage and localized damage. Depending on the conditions, the localized damage may either exhibit stable or unstable crack growth. The damage state can be described by a ‘damage map’ in terms of the location, damage type and size, as well as a parameter indicating how close the damage state is to the critical condition (unstable crack growth).
Offshore wind turbine rotor blades will be subjected to high extreme wind loads (heavy storms) and lower, varying loads from wind changes and rotor rotation. Cyclic loads may induce fatigue damage evolution, i.e. stable crack growth occurring as a very small increase in the crack length during each load cycle. The crack can then become so long that it leads to unstable, fast crack propagation at the maximum cyclic load, potentially leading to structural failure of the rotor blade. The condition for unstable crack growth is thus a key issue. The transition from stable to unstable crack growth can be analysed as crack growth under constant load (the maximum value of the cyclic load). The stability of crack growth will be the focus of the remainder of the section.
(b). Damage tolerant materials and structures
In the following, we will discuss how materials properties and structural design can be used to achieve enhanced damage tolerance, being the ability to sustain damage without unstable catastrophic failure. In particular, we wish to argue a design philosophy where materials and the structural design are chosen so that each structural detail can be designed to possess a high damage tolerance.
For distributed damage, damage tolerant behaviour is obtained as follows. For undamaged composite materials, the stress–strain behaviour is linear. Damage induces nonlinear stress–strain behaviour—the material decreases in stiffness with increasing damage. An undamaged material loaded beyond the linear-elastic limit σp will start to develop damage and thus exhibit nonlinear stress–strain behaviour up to the failure stress  (strength). Damage tolerance requires that the materials strength should be significantly higher than its linear-elastic limit and that the damage can be detected by sensors. It then becomes possible to detect whether the material has been overloaded and to repair or replace the structure while the material still retains a strength above its design stress.
(strength). Damage tolerance requires that the materials strength should be significantly higher than its linear-elastic limit and that the damage can be detected by sensors. It then becomes possible to detect whether the material has been overloaded and to repair or replace the structure while the material still retains a strength above its design stress.
Material design can create composite laminates having nonlinear stress–strain behaviour even though most fibre types used in composite materials are linear elastic. A nonlinear stress–strain behaviour can be obtained by the use of laminates with multiple fibre orientations (enabling some layers to crack at lower strains, denoted ‘first-ply-failure’) or by the use of fibres having different failure strain (hybrid composites).
Localized fracture, such as delamination, can be analysed by fracture mechanics, e.g. by the use of traction–separation laws. With respect to the propagation of a crack, damage tolerance implies that the crack growth should be stable, requiring that the load level for unstable crack growth should be significantly higher than the load level that initiates crack growth. Classic fracture mechanics considers an energy balance between the energy supplied (or released) by the structure and the energy absorbed by the fracture processes at the crack tip. Crack growth will not occur when the energy released by the structure per unit crack advancements is less the energy consumed by the crack tip fracture processes per unit crack advancement.
The energy released per unit cracked area depends on the magnitude of the applied load, the elastic properties and the shape of the structure. If the fracture resistance is constant, the crack growth can be stable (i.e. causing cracking to stop, denoted crack arrest) or unstable depending on how the energy released depends on the load and geometry, i.e. structure properties. The structure should be designed so that it can take the additional load when a crack has formed and the local region carries less load (figure 5b).
It is possible, however, to increase the amount of stable crack growth by designing interfaces that possess increasing fracture resistance with increasing crack extension. Rising fracture resistance, denoted R-curve behaviour, implies that the energy absorbed per unit area of the fracture process zone increases with the crack extension. Typically, the crack growth resistance increases from an initial value to a steady-state value. It follows that the stability of crack growth now depends on the load, geometry (including the initial crack length), and the fracture resistance of the material. Often in composites, delamination is accompanied by the formation of a crack bridging zone, where intact fibres connect the crack faces behind the crack tip. This can lead to a large-scale crack bridging zone, resulting in R-curve behaviour [23]. The bridging law, i.e. the normal traction σn as a function of the normal opening δn,σn(δn), plays a central role in the stability of crack growth, since the R-curve behaviour is related to the traction–separation law. Two conditions for stable crack growth, expressed in terms of the bridging law parameters, are
 |
3.1 |
In (3.1), Jext is the energy released per unit cracked area, J0 is the energy at which cracking initiates, σn and δn are traction and separation (figure 5b),  is the separation at the end of the crack and a is the crack length.
is the separation at the end of the crack and a is the crack length.
To obtain stable cracking during an increasing load, these two equations should be fulfilled at all times. The cracking will be unstable when the right-hand side inequality is violated.
Equation (3.1) makes it possible to think intelligently about the damage tolerance of almost any large-scale bridging cracking problem in a structural part of a wind turbine rotor blade. The left-hand sides of both equations include all the structural parameters (loads and structural geometry), whereas the right-hand sides depend only on the fracture properties. Thus, the initial structure design can be specified to achieve a minimum damage tolerance level throughout the blade. Once the load and geometry of the blades have been fixed, options to modify local stiffening, manufacturing specifications or material options allow an assessment of which traction–separation law (the right-hand side) gives the highest damage tolerance/longest stable crack extension. In this way, these relations are very helpful for both the structural designer and the material scientist.
(i). Optimizing materials damage tolerance with traction–separation laws
Micromechanical models of crack bridging show that the bridging traction depends on microscale parameters such as the fibre stiffness, the fibre diameter and the fibre/matrix debond energy [23,24]. It is thus possible to change the traction–separation laws by changing the properties of microscale parameters (this is sometimes called ‘microstructural optimization’). For instance, the surface of the fibres can be subjected to chemical or physical treatments before the processing of the composite material.
Crack bridging is only an effective toughening mechanism as long as fibres remain intact. If the fibre/matrix bond is too strong, the fibres break instead of peeling off and create crack bridging. Experimental work has shown that weakening the fibre/matrix interface can lead to more ‘surviving’ fibres, resulting in more fibre bridging [25]. By contrast, for layered structures, e.g. adhesive bonded joints, it has been shown that plasma treatment can increase the fracture resistance of the joint, causing the formation of a parallel crack within the laminate just outside the adhesive layer [26]. Yet another study has shown that simply changing the ply layup, the cracking mechanism changes from the propagation of a single crack to the development of two or three parallel cracks (with two or tree bridging zones), resulting in a doubling or tripling of the fracture resistance [27]. These examples show that materials design can change the damage tolerance of materials significantly.
These observations suggest that fracture mechanics properties of fibre/matrix interfaces as well as the fracture mechanics properties of interfaces between layers in laminates play a central role in the fracture resistance of laminates. Mastering the interface design is thus the key to optimize fracture resistance. There are many interfaces across the laminate at which delamination cracks can potentially propagate. It is challenging and difficult to design and control the fracture properties of all interfaces. However, the concept of cohesive laws enables us to propose an idea to design/tailor laminates so that cracks will propagate along high-energy absorbing interfaces. The idea is that the normal stresses1
σ22 are continuous and do not vary much across a thin layer, so that the normal tractions σn is almost the same for two neighbouring interfaces (figure 6). Therefore, we postulate that cracking will occur along the interface that possesses the lowest peak traction,  . Thus, it should be possible to design an interface such that it combines a low peak traction and a large work of the cohesive traction (e.g. by having a large critical opening; figure 6). Such an interface will then trap the cracking along a high energy-absorbing path and thus impart high damage tolerance. Only a few low-strength, high-toughness interfaces may be needed. The design of interfaces is then reduced to designing and controlling fewer interfaces.
. Thus, it should be possible to design an interface such that it combines a low peak traction and a large work of the cohesive traction (e.g. by having a large critical opening; figure 6). Such an interface will then trap the cracking along a high energy-absorbing path and thus impart high damage tolerance. Only a few low-strength, high-toughness interfaces may be needed. The design of interfaces is then reduced to designing and controlling fewer interfaces.
Figure 6.
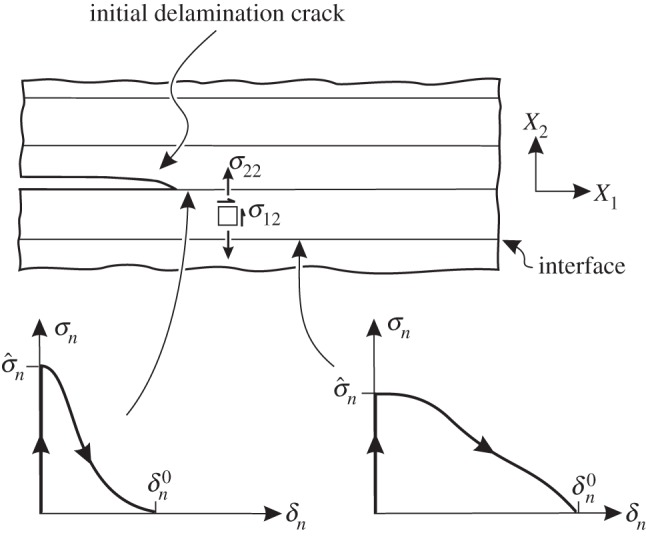
Cracking of a laminate having thin plies may shift to the neighbour interface if it has a lowest peak traction value.
(ii). Possible definition of a structural damage tolerance index
It would be useful to have an index that would give a number for the safety margin of offshore wind turbine rotor blades.
A practical approach would be to consider various critical parts of the blade individually. Each structural part can then be modelled by numerical modelling, using typical defect or damage sizes (e.g. corresponding to the detection limit of NDI methods) and the relevant cohesive laws. Such progressive damage analysis should simulate the damage evolution from initiation to unstable growth. Onset of unstable damage growth gives a fracture load (that should exceed the expected service loads) and a change in the compliance of the structural part.
A damage tolerance index would enable the comparison of two designs made of the same material/interface or the same structural design made of two different materials and quantify which combination offers the most damage tolerant behaviour. Such an index D could for instance be a non-dimensional number with the characteristics that D=0 indicates no damage tolerance (always unstable damage evolution or crack growth) while  indicates that damage or crack growth is always stable. A damage tolerance index could be defined by the structural compliance at which the cracking becomes unstable, Cc,
indicates that damage or crack growth is always stable. A damage tolerance index could be defined by the structural compliance at which the cracking becomes unstable, Cc,
 |
3.2 |
where C0 is the compliance of the undamaged structural part of the blade. The compliance of a structural part is defined as the deflection of the structural part per unit applied load. A change in compliance due to damage may not be seen for the whole structure but only locally.
Furthermore, each structural part may contain one or more competing damage modes for which a damage tolerance index could be calculated.
Different damage modes are likely to have different damage tolerant index values. The structural designer should ensure that all damage types of all structural parts have sufficiently high D values, so that damage evolution can be detected by compliance changes. He can modify the structural design to raise the value of D of the damage mode that has the lowest D values, in order to ease the damage detection by compliance changes. In case the damage type and traction–separation laws are such that a sufficiently high compliance change cannot be obtained, the damage detection must rely on sensors that are not based on compliance, e.g. acoustic emission sensors.
Then, the damage tolerance of the entire rotor blade could be assessed in a way similar to the ‘damage map’ mentioned in the Introduction, by a set of damage tolerance indices. In should be assessed whether unstable damage evolution of a structural part would lead to failure of the entire blade. The damage tolerance of specific material selections and alternative structural designs could then be compared in the design phase.
4. Structural health monitoring
An SHM system’s main purpose is to give information about the presence of damage in an accurate way, its location with a good resolution for possible repair/maintenance, the type of damage (that in a complex structure like a wind turbine can be very diverse), the severity of the damage and finally prognostic information about the remaining operating life [28].
In fact, a great deal of sensor information is already available from offshore wind farms concerning the wind conditions, power output, temperatures, gearbox/drive-train vibrations and so on; but little or no sensor data specifically for the blades. As modern wind farms have a data handling and transfer framework already in place, an eventual monitoring suite for the blade condition can be designed to be a ‘module’ inside the already existing system. Furthermore, many of these other sources will provide valuable parametric data to the blade sensor outputs.
The current maturity level for state-of-the-art blade damage sensing is very broad, with a great deal of research at the material level on integration/embedding of promising sensors into the composites. This includes fibre-optic sensors using fibre Bragg gratings [29] or continuous optical fibre measurement [30], electrically conducting sensors based on conductive polymers and carbon fibres [31], acoustic emission methods using piezoelectric transducer materials for transmission and receiving of stress waves, spatial mapping of filament–matrix interface defects-reflectometry. Closer to application there are various sensor system approaches (including strain gauges [32], structural vibrations [33] and local stress wave [34]) that have been demonstrated as suitable to monitor damage initiation and growth within blades during structural blade testing in commercial or research facilities where support (including hardware control and NDI) is available and the loading conditions are known. In operation, particularly for long-term remote monitoring, commercial systems exist that can detect ice formation and report changes in vibration response (Blade Control–Bosch Rexroth, http://tinyurl.com/nl48585) or return strain readings measured around the root section (WindMeter-Fibersensing, http://www.fibersensing.com/). Although not fulfilling the definition of SHM given above, these systems indicate that issues of robustness, reliability, price competitiveness and functional operation can be overcome. In order to implement the methodology described in §2 (Vision), a suite of sensor approaches must be available within the designer ‘toolbox’ that can be combined and specified to meet the damage tolerance criteria. The resolution for detection of specific types of damage is given by the damage propagation modelling (figure 3), which in turn calibrates the sensor distribution. However, it is clear that a significant maturation of applied blade sensor technology is required.
Monitoring methods are needed from the manufacture process stage to ensure a certain level of quality, controlled cure of matrix material during processing and improve certification, to produce composite parts in a repeatable and consistent manner with defects such as dry-spots, cracks, delamination and moisture held within acceptable tolerances.
(a). Traditional design and operation methodology
The traditional design and operation methodology as shown in figure 7 is no longer optimal for this type of requirements; in particular, as blades become larger and more expensive to manufacture, the need for information feedback to maximize their lifetime utilization increases.
Figure 7.

Life stages of a turbine: traditional design methodology.
A post-manufacture quality assessment using advanced NDI technology can identify defects in the blade. In most cases, these are minor, ‘surface effect’ problems that can be corrected easily. In some cases, however, a major structural repair will be necessary that involves removing material and laying new laminate in place. This operation is best done immediately after production with all manufacturing resources available and results in repairs giving close to the maximum theoretically possible structural strength recovery. The quality of the cured repair should also be inspected before the finished blade leaves the production facility. Once in operation, wind turbine blade damage can only be detected by visual inspections (since no sensors are built-in), either by blade maintenance crews or possibly from examining high-definition images obtained from the ground (Aether visual inspection for blades-Braendler http://www.braendler.com/). Such focused blade inspections are most usually done near the end of product warranty periods. The repair of damage on-site is clearly more challenging than those done in a manufacturing facility. Again the majority of problems identified on operating blades are characterized as ‘maintenance’ and involve correcting hairline surface cracks or pitting/erosion at the leading (or trailing) edge of the blade. In these cases, the recovery of a good surface finish is the success criterion for the maintenance effort. But occasionally a major structural repair will be necessary where working conditions are far from optimal: low temperatures, wet conditions and challenging access issues. The quality of the work will depend heavily on the training level of the technicians, the quality of the materials used, the resources (tools, platforms, tenting, heating, etc.) and the time available to do the repair. Ensuring the effectiveness of repair is also difficult as afterwards the blade surface is again returned to a good finish.
(b). Smart structure design
In either a post-production repair or an in situ structural repair the feedback from embedded sensors can improve confidence in the quality and effectiveness of the work undertaken. Furthermore, such feedback will help ‘single-out’ blades that return exceptional sensor responses, thus providing an early warning of structural damage in operation, which currently relies on purely visual observations of surface cracking.
The presence of sensors will provide feedback at each stage of the structure life cycle. For example, the design and manufacture process will become iterative with data from embedded sensors helping to make subtle improvements to the infusion and cure processes as well as making blade manufacture reactive to external effects and thus minimizing product variability. In operation, data returned from the structure will allow an analysis of the structural performance and a concurrent engineering approach with modified designs for the latest versions of the structure. The main function of the embedded sensors during operation is early detection of changes in response that could indicate damage present in the material or at interfaces/bondlines. The damage tolerance and structural monitoring methodology described in this paper requires a ‘damage map’ for each structure with an assessment of the blade condition using local and global damage indices. This permits a damage management approach with tools for avoiding (or alleviating) the structural loadings (high wind conditions) that will propagate damage in a particular blade.
All offshore turbines require on-site maintenance, but with detailed structure-specific response history available it becomes possible to make a more efficient application of maintenance tailored to the need of each particular turbine. This is in contrast to the traditional methodology where generic manuals specify the amount of proactive maintenance required.
Normally, an expensive life assessment programme would be required in order to justify any decision to extend the service life of an entire group of structures. But with the approach shown in figure 8, all the relevant data are already available and near the design end-of-life this database of structure-specific histories allows a more informed management decision regarding reinsurance/recommissioning or decommissioning, resale and/or recycle.
Figure 8.
Life stages of a turbine: smart structure design.
5. Discussion
(a). The path towards condition monitoring-based approach
It is not realistic to jump from the conventional turbine to the proposed design and maintenance approach based on condition monitoring since at present not all tools required are fully demonstrated and mature. For sensors, for instance, a number of sensor types have been tested with satisfactory results in the laboratory or at prototype blade test. However, the durability over many years in a harsh offshore environment needs to be demonstrated. Concerning NDI methods, many of these have been successfully demonstrated in inspection of blades, both in the laboratory, full-scale prototype testing and in the field. Thus, these methods are demonstrated. Within progressively damage modelling, a lot of progress has been made over the past two decades. However, specific models of blade damage are not yet demonstrated. We think it is possible to bring in the tools for condition monitoring gradually, by applying them to dedicated problems, where information of damage evolution provide high value. For instance, testing sensors on wind turbine rotor blade during full-scale prototype testing is likely to be worth the cost, since more data on damage evolution during the test could lead to the detection of damage originating from a design weakness or poor manufacturing procedures, which could lead to the necessity of many blade repairs if the blade had gone into mass production. Likewise sensors should be used on blades where primary structural parts have been repaired, since the repaired area is likely to act as a site for damage initiation. Installation of a few sensors at a critical repair may thus provide very valuable information about the quality of repair, and may allow blades that would otherwise be discarded to be repaired and used.
The condition monitoring modelling approach in figure 4 requires developing the science-based knowledge available within sensor application (for detection), NDI (for characterization) and modelling (for prediction). A plausible order of steps of this gradual implementation of the proposed approach is given below.
Sensors:
— demonstrate sensors in the laboratory,
— sensor calibration of output against known damage (location, type, size, depth),
— sensor durability on subcomponent tests in the laboratory (long-term, cyclic loading),
— demonstrate sensors during full-scale blade tests,
— demonstrate sensors on repaired blades in operation, and
— demonstrate sensors on new blades in operation.
Modelling approach (prediction of progressive damage evolution):
— characterization of blade materials in terms of traction–separation laws (mixed mode),
— demonstration of predictability of static and cyclic crack growth on medium-sized specimens in the laboratory,
— development of models for major structural failure modes in rotor blades, and
— formulate guidelines for industrial use of model approach.
Based on the condition monitoring approach, a number of decisions can be made (figure 4), including the decision to repair a blade. If the blade is repaired, the repair techniques used should be documented scientifically and the repaired areas should be checked by NDI methods following the repair to document the quality of the repair. Steps to improve repair techniques are
— optimization of repair techniques in the laboratory (maximize residual strength and fatigue life),
— demonstration of repair methods on blade parts in the laboratory,
— development and demonstration of NDI methods for quality control, and
— formulation of guidelines for repair approach.
(b). Towards integration in the global model
Sensing and monitoring systems will undoubtedly continue to become cheaper, more robust and effective. This will increase the amount of monitoring systems in all the blade stages (manufacturing, testing, operation, maintenance, repair, etc.), leading to a better understanding and control of key parameters on the structure performance of the blade. For instance, dedicated sensors will regulate the manufacturing, improving the product quality and dedicated operation sensors will give information about the response of that structure, helping to identify exceptions and improving the limited inspection and maintenance functions.
Better structural models and improved multi-physics global integration will allow for damage management by automatically shutting down a turbine in local conditions likely to progress damage within that particular turbine, and will enable the modification of the operational limits for individual turbines based on their known damage condition. In other words, the ability of the smart turbine to analyse and adapt to environmental and structural conditions will lead to a more efficient operation of the wind turbine.
6. Summary
In this paper, we have outlined a future approach for the the design and maintenance of wind turbine rotor blades for offshore wind farms. This approach is based on the premise that it is not possible to manufacture large ‘perfect’ blades, and that large blades with manufacturing defects or damage are too costly to discard. Furthermore, since manual inspection is very costly for offshore wind turbines, we propose an approach that can handle blades with manufacturing defects, handling damage and in-service damage. The approach is based on the use of damage tolerant structural design and damage tolerant materials combined with built-in sensors that can detect damage evolution. The concept, which can be termed ‘condition monitoring and maintenance’, consists of detection of damages by sensors, characterization of damage (type and size) by NDI methods, model predictions of residual life, giving information that enables decision-making with respect to whether a damaged blade should be repaired or replaced. The majority of blades that do not develop significant damage will not require any manual inspection. Examples are given on how materials can be tailor-made to provide higher damage tolerance. The development of more damage tolerant structures and damage tolerant materials could provide the technological opportunity that enables very large wind turbine rotor blades, approaching 100 m in length, in the future.
Footnotes
For real applications where cracking is mixed mode, the shear stress σ12 and the shear traction σt should also be considered.
Funding statement
G.P. acknowledges the Seventh Framework Programme (FP7) for funding the project MareWint (Project reference: 309395) as Marie-Curie Initial Training Network. B.F.S. was partially supported by the Danish Centre for Composite Structures and Materials for Wind Turbines (DCCSM), grant no. 09-067212 from the Danish Strategic Research Council.
References
- 1.Offshore Wind Energy: Action needed to deliver on the Energy Policy Objectives for 2020 and beyond, COM(2008) 768 final (Not published in the Official Journal). See http://europa.eu/legislation_summaries/energy/renewable_energy/en0001_en.htm.
- 2.EWEA 2014. Day Three, Rechange, Wednesday 12 March, 2014. See http://www.ewea.org/annual2014/media-and-press/recharge-daily.
- 3.Jacobsen TK. Materials technology for large wind turbine rotor blades—limits and challenges. In 32nd Risø International Symposium on Material Science, Composite materials for structural performance: towards higher limits, Roskilde, Denmark, 5–9 September 2011 (eds Fæster S, Jensen Juul D, Ralph B, Sørensen BF.), pp. 35–43. Holbæk, Denmark: Centertryk A/S. [Google Scholar]
- 4.Qian C. 2013. Multi-scale modelling of fatigue of wind turbine rotor blade composites. PhD dissertation, Delft University of Technology. [Google Scholar]
- 5.Bauchau OA. 2001. Modeling rotorcraft dynamics with finite element multibody procedures. Math. Comp. Model. 33, 1113–1137. ( 10.1016/S0895-7177(00)00303-4) [DOI] [Google Scholar]
- 6.Bottasso CL, Campagnolo F, Petrovic V. 2014. Wind tunnel testing of scaled wind turbine models: beyond aerodynamics. J. Wind Eng. Ind. Aerodyn. 127, 11–28. ( 10.1016/j.jweia.2014.01.009) [DOI] [Google Scholar]
- 7.EERA-DTOC Seventh Framework Programme (FP7)—European Energy Research Alliance—design tool for offshore wind farm cluster See http://www.eera-dtoc.eu/. [Google Scholar]
- 8.MAREWINT Seventh Framework Programme (FP7)—new MAterials and REliability in offshore WINd Turbines technolog See http://www.marewint.eu/. [Google Scholar]
- 9.Sørensen BF, Holmes JW, Brøndsted P, Branner K. 2010. Blade materials, testing methods and structural design. In Wind power generation and wind turbine design (ed. Tong Wei.), pp. 417–466. Southampton, UK: WIT Press. [Google Scholar]
- 10.Toft HS, Branner K, Berring P, Sørensen JD. 2011. Defect distribution and reliability assessment of wind turbine blades. Eng. Struct. 33, 171–180. ( 10.1016/j.engstruct.2010.10.002) [DOI] [Google Scholar]
- 11.Braga DFO, Tavares SMO, da Silva LFM, Moreira PMGP, de Castro PMST. 2014. Advanced design for light weight structures: review and prospects. Progr. Aerospace Sci. 69, 29–39. ( 10.1016/j.paerosci.2014.03.003) [DOI] [Google Scholar]
- 12.Jensen FM, Puri AS, Dear JP, Branner K, Morris A. 2011. Investigating the impact of non-linear geometrical effects on wind turbine blade - Part 1. Current issues and future challenges in design optimisation. Wind Energy 14, 239–254. ( 10.1002/we.415) [DOI] [Google Scholar]
- 13.Sørensen JD. 2009. Framework for risk-based planning of operation and maintenance for offshore wind turbines. Wind Energy 12, 493–506. ( 10.1002/we.344) [DOI] [Google Scholar]
- 14.Sørensen JD, Kroon IB, Faber MH. 1994. Optimal reliability-based code calibration. Struct. Safety 15, 197–208. ( 10.1016/0167-4730(94)90040-X) [DOI] [Google Scholar]
- 15.Toft HS, Branner K, Mishnaevsky L, Jr, Sørensen JD. 2013. Uncertainty modeling and code calibration for composite materials. J. Compos. Mater. 47, 1729–1747. ( 10.1177/0021998312451296) [DOI] [Google Scholar]
- 16.Worden K, Farrar CR. 2007. An introduction to structural health monitoring. Phil. Trans. R. Soc. A 365, 303–315. ( 10.1098/rsta.2006.1938) [DOI] [PubMed] [Google Scholar]
- 17.Sørensen BF, et al. 2002. Fundamentals for remote structural health monitoring of wind turbine blades—a preproject, 36P. (Denmark research center Risø. Risø-R; 1336(EN).). [Google Scholar]
- 18.McGugan M, Larsen G, Sørensen BF, Borum KK, Engelhardt J. Fundamentals for remote condition monitoring of offshore wind turbines. Denmark Technical University, Risø National Laboratory for Sustainable Energy. 2008. 48p. (Denmark research center Risø. Risø-R; 1639(EN).). [Google Scholar]
- 19.Ataya S, Ahmed MMZ. 2013. Damages of wind turbine blade trailing edge: forms, location, and root causes. Eng. Fail. Anal. 20, 480–488. ( 10.1016/j.engfailanal.2013.05.011) [DOI] [Google Scholar]
- 20.Takoutsing P, Wamkeue R, Ouhrouche M, Slaoui-Hasnaoui F, Tameghe T, Ekemb G. 2014. Wind turbine condition monitoring: state-of-the-art review, new trends, and future challenges. Energies 7, 2595–2630. ( 10.3390/en7042595) [DOI] [Google Scholar]
- 21.Yang B, Sun D. 2013. Testing, inspecting and monitoring technologies for wind turbine blades: a survey, Renew. Sustain. Energy Rev. 22, 515–526. ( 10.1016/j.rser.2012.12.056) [DOI] [Google Scholar]
- 22.Suresh S. 1991. Fatigue of materials Cambridge, UK: Cambridge University Press. [Google Scholar]
- 23.Spearing SM, Evans AG. 1992. The role of fiber bridging in the delamination resistance of fiber-reinforced composites. Acta Metall. Mater. 40, 2191–2199. ( 10.1016/0956-7151(92)90137-4) [DOI] [Google Scholar]
- 24.Sørensen BF, Gamstedt EK, Østergaard RC, Goutianos S. 2008. Micromechanical model of cross-over fibre bridging—prediction of mixed mode bridging laws. Mech. Mater. 40, 220–224. ( 10.1016/j.mechmat.2007.07.007) [DOI] [Google Scholar]
- 25.Feih S, Wei J, Kingshott P, Sørensen BF. 2005. The influence of fibre sizing on the strength and fracture toughness of glass fibre composites. Compos. part A 36, 245–255. ( 10.1016/j.compositesa.2004.06.019) [DOI] [Google Scholar]
- 26.Kusano Y, Sørensen BF, Andersen TL, Toftegaard HL, Leipold F, Salewski M, Sun Z, Zhu J, Li Z, Alden M. 2013. Water-cooled non-thermal gliding arc for adhesion improvement of glass-fibre-reinforced polyester. J. Phys. D Appl. Phys. 46, 135203 ( 10.1088/0022-3727/46/13/135203) [DOI] [Google Scholar]
- 27.Rask M, Sørensen BF. 2012. Determination of the J integral for laminated double cantilever beam specimens: the curvature approach. Eng. Fracture Mech. 96, 37–48. ( 10.1016/j.engfracmech.2012.06.017) [DOI] [Google Scholar]
- 28.Rytter A. 1993. Vibrational based inspection of civil engineering structures. PhD thesis, Aalborg University, Denmark. [Google Scholar]
- 29.Bernasconi A, Carboni M, Comolli L. 2011. Monitoring of fatigue crack growth in composite adhesively bonded joints using Fiber Bragg Gratings. Procedia Eng. 10, 207–212. ( 10.1016/j.proeng.2011.04.037) [DOI] [Google Scholar]
- 30.Zhou G, Sim LM. 2002. Damage detection and assessment in fiber-reinforced composite structures with embedded fiber optic sensors. Smart Mater. Struct. 11, 925–939. ( 10.1088/0964-1726/11/6/314) [DOI] [Google Scholar]
- 31.Cho JW, Choi JS. 2000. Relationship between electrical resistance and strain of carbon fibers upon loading. J. Appl. Polym. Sci. 77, 2082–2087. ( 10.1002/1097-4628(20000829)77:9<2082::AID-APP26>3.0.CO;2-W) [DOI] [Google Scholar]
- 32.Morfiadakis E, Papadopoulos K, Philippidis TP. 2000. Assessment of the strain gauge technique for measurement of wind turbine blade loads. Wind Energy 3, 35–65. ( 10.1002/1099-1824(200001/03)3:1<35::AID-WE30>3.0.CO;2-D) [DOI] [Google Scholar]
- 33.McGugan M, Larsen G, Sørensen BF, Borum KK, Engelhardt J. 2008. Fundamentals for remote condition monitoring of offshore wind turbines. Risø-R-1639(EN). [Google Scholar]
- 34.Jørgensen ER, Borum KK, McGugan M, Thomsen CL, Jensen FM, Debel CP, Sørensen BF. 2004. Full scale testing of wind turbine blade to failure—flapwise loading. Risø-R-1392(EN). [Google Scholar]