

Abstract
Background
Small and medium enterprises (SMEs) are often the main pillar of an economy. Minor accidents, ergonomics problems, old and outdated machinery, and lack of awareness have created a need for implementation of safety practices in SMEs. Implementation of healthy working conditions creates positive impacts on economic and social development.
Methods
In this study, a questionnaire was developed and administered to 30 randomly chosen SMEs in and around Mumbai, Maharashtra, and other states in India to evaluate safety practices implemented in their facilities. The study also looked into the barriers and drivers for technology innovation and suggestions were also received from the respondent SMEs for best practices on safety issues.
Results
In some SMEs, risks associated with safety issues were increased whereas risks were decreased in others. Safety management practices are inadequate in most SMEs. Market competitiveness, better efficiency, less risk, and stringent laws were found to be most significant drivers; and financial constraints, lack of awareness, resistance to change, and lack of training for employees were found to be main barriers.
Conclusion
Competition between SMEs was found to be major reason for implementation of safety practices in the SMEs. The major contribution of the study has been awareness building on safety issues in the SMEs that participated in the project.
Keywords: best practices, safety, small and medium sized enterprises
1. Introduction
Small and medium enterprises (SMEs) are important to almost all economies in the world, especially in developing countries. In developing countries SMEs constitute the middle size range, which explains their strategic importance and their output share can be greater or less than its employment share. The size and importance of the SME sector varies from country to country; the last few decades have seen an increasing recognition of the role it plays in industrial countries due to which number of SMEs is increasing [1,2]. SMEs alone contribute to 7% of India's gross domestic product (GDP). They constitute 90% of the industrial units in the country and also contribute to about 35% of India's exports [3]. The SME sector of India is considered as the backbone of economy contributing to the industrial output (45%), exports (40%), giving employment to about 60 million people, creating 1.3 million jobs every year and producing more than 8,000 products for the Indian and international markets. Many factors are responsible for the growth of Indian SMEs including funding to SMEs, the new technology and various trade directories and trade portals [4].
The micro, small, and medium enterprises (MSME) sector accounts for 45% of the manufacturing output and 40% of the total exports of India. In 2013 the total number of enterprises in MSME sector was estimated to be 36.2 million, of which 1.6 million were in the registered sector and 34.6 million enterprises in the unregistered sector, with a total employment of 80.5 million. Uttar Pradesh is the leading state of India in terms of enterprises (4.4 million) and employment (9.2 million). In the MSME sector of India, rural area and urban area have 20.0 million and 16.2 million working enterprises, respectively. 31.79% of the enterprises are engaged in manufacturing whereas 68.21% of the enterprises are engaged in the services [5].
In this rapidly globalizing world, safety performance is a key issue for the industries to become a world-class competitor. Occupational accidents may lead to permanent disabilities or deaths and/or economic losses or both [6]. Occupational accidents can be reduced through effective preventative measures by hazard assessment, good housekeeping, training, and better personal protective equipment (PPE) [7]. In order to develop a good safety culture, the attitude of the workers needs to be reoriented by adopting best practices, good housekeeping, and changes in work culture and work practices. Occupational accidents are common in India, as in many other developing countries. Prediction of various types of accidents helps managers to formulate organizational policies for improving safety performance [8].
In the organizational context, technology innovation may be linked to performance and growth through improvements in efficiency, productivity, better safety through proper human factor design, environmental quality, etc. Technology innovations in SMES are possible in the design of products, processes, supply chains, etc. [9]. Unlike the organized sectors, SMEs are not equipped with sophisticated technology, structured environment, or safety and health practices. Often in an SME, workers need to work in adverse working conditions [10]. This leads to accidents, injury, and product loss.
Every employer has a responsibility towards each employee to ensure, as far as is reasonably practicable, that the employee is, while at work, safe from injury and risks to health. An employee's perception will reflect how they believe that safety is to be valued in the organization [11]. Top management is often responsible for the implementation of safety-enhancing systems and the development of a safety-oriented culture [12]. Komaki et al [13] studied the impact of worker behavior on safety and concluded that training and reinforcement of safety practices help in preventing accidents on the workfloor. They also suggested that in-house safety programs are ineffective without systematic assessment. Safety consciousness refers to an individual's own awareness of safety issues [14].
This awareness works on both a cognitive and a behavioral level. Behaviorally, safety consciousness enacts the behaviors that foster operational safety. Inspirational motivation (communicating a safety-oriented vision) communicates the importance of safety and motivates employees to care about safety. It raises awareness of safety issues and also motivates them to enact behaviors oriented on safety. Intellectual stimulation (challenging employees to think of new ways to improve safety) causes employees to think about what behaviors could improve safety and broadens their knowledge base regarding safety-oriented behaviors [12].
The pioneering work of improving workplace safety utilizing behavioral approaches to safety was done by Komaki et al [15]. Their study reported that behavioral safety programs encouraged employees to act safely. Similar findings were echoed by studies of Cooper et al [16], Krause et al [17], and Cox et al [18]. Safety policy refers to the extent to which a senior manager creates a clear mission, responsibility, and goal in order to set standards of behavior for employees; and sets up a safety system to correct workers' safety behaviors. Safety concern refers to the extent to which a senior manager stresses the importance of safety equipment, emphasizes their interests in acting on safety policies, is concerned about safety improvement, and coordinates with other departments to solve safety issues [19].
Safety leadership motivates team members to work harder, to work efficiently, and to take ownership of responsibility for safety performance [20]. The Health and Safety Executive has stated that without effective leadership one cannot have good safety performance. The Federal Safety Commissioner [21] also emphasized the importance of safety leadership of senior managers in achieving a safety culture. The increasing attention being paid to safety leadership in various industries is the evidence of the assumption that safety leadership will result in increased organizational safety effectiveness [19].
Developing and sustaining safety leadership is important to reduce accidents and to promote safety among managers and general employees. Leadership has been fully implicated in safety, with the majority of previous studies examining the full-range model of transformational and transactional leadership behaviors in managers and supervisors [14,22,23]. Wu et al [24] defined safety leadership as “the process of interaction between leaders and followers, through which leaders can exert their influence on followers to achieve organizational safety goals under the circumstances of organizational and individual factors”.
Safety culture is a subcomponent of organizational culture, which considers affecting members' attitudes and behavior in relation to an organization's ongoing health and safety performance [25]. The term safety culture first made its appearance in the 1987 OECD Nuclear Agency report [26] (on the 1986 Chernobyl disaster). Safety culture is frequently identified, for example by disaster inquiries, as being fundamental to an organization's ability to manage safety related aspects of its operations successfully or otherwise. Safety culture comprises attitudes, behaviors, norms, and values, personal responsibilities as well as such HR features as training and development [27].
The safety culture concept grows as it absorbs streams of learning from diverse research and organizational sources. The safety culture concept, because of its possibilities and ambiguities, is proving to be a stimulus for many to gain a deeper understanding of the modern technological organization as a complex system with many interactive and adaptive features. It also reveals the progress that is being made and the challenges to be faced, as researchers and practitioners strive to make the concept meaningful for organizations that wish to use behavioral change as a means of improving safety performance [28].
Pousette et al [29] refer to safety climate dimensions, such as management safety priority, safety management, and personal involvement, all of them respecting the considered dimensions of work environment and personal motivation. The holistic as well as the shared aspect of culture and climate are stressed in most definitions with terms such as molar [30,31], shared [32–34], summary [35], group [36], set [37], assembly [38], employees' perceptions, or organization's beliefs and attitudes [39–41]. Safety climate could also be an important predictor of safety behavior. Given the organizational nature of the safety climate, some authors argue that safety climate could be related with the company, or organization size. As suggested by Zohar [42], workers' safety (perceived) climate plays an important role in increasing the percentage of safe actions, such as the use of hearing protection devices.
Carrillo and Simon [43] proposed the Safety Culture Leadership Inventory, which comprises six critical leadership practices: to make the case for change, to create a shared vision, to build trust and open communication, to develop capabilities, to monitor progress, and to recognize accomplishments.
The main objective of this paper is to study the safety management practices in SMEs of India. A secondary aim is to evaluate the safety practices and benchmark with the best practices in that particular sector. Also, this paper helps to understand the drivers and barriers for change and the status of environment, safety and health in the SMEs in different states of India.
2. Materials and methods
The study was carried out in 30 SMEs located mainly in Mumbai, Maharashtra, and a few other states in India. The SMEs were randomly chosen to evaluate safety practices. Also, the study looked into the barriers and drivers for technological innovation and recommended best practices on safety issues.
Groups of students selected SMEs based on their willingness to participate in their survey. The content of the questionnaire was decided with input from process safety experts. Observations were used to fill up data in some units.
Primary data collection was done in 30 units in 2013–14 and secondary data were collected from reports from organizations such as World Health Organization, Ministry of MSMEs, electronic data bases such as ScienceDirect, Wiley, and Open Access Journals.
For this study, a questionnaire was developed for capturing the data having both open- and close-ended questions. Stepwise methodology is given below:
-
•
Visit of selected industries for primary data collection
-
•Study and evaluate the safety impacts of existing data collection on:
-
○Technology details
-
○Accident scenarios [unsafe conditions, isolated storage, tools, and chemicals used]
-
○Various safety hazards
-
○
-
•
Secondary data collection of the best technologies in the sector and comparative analysis of data
-
•
Advising industries on the best possible technology and practices from the safety point of view.
The questionnaire was used for primary data collection and divided into four sections as follows:
Section A: About the firm
-
1.
General information
-
2.
Financial aspects
-
3.
Manpower
Section B: Details of technology used
-
1.
Technology details
-
2.
Process flow
-
3.
Historic data for safety issues in technology
-
4.
Main product and by-products
-
5.
Adverse impacts of technology on human health, water quality, noise level, energy efficiency (rate on scale 7–highest, 1–least)
-
6.
Factors required for encouraging safety practices
Section C: Evaluation of safe and clean technology
-
1.
Adverse safety impacts
-
2.
Accident scenarios
-
3.
Near misses during last 3 years
-
4.
Credible scenarios during last 3 years
-
5.
Catastrophic scenarios during last 3 years
Section D: Unsafe conditions, isolated storage, tools, and chemicals used
-
1.
Risk increased and decreased in last 3 years, with reasons
-
2.
Drivers of safe technologies
-
3.
Barriers of safe technologies
-
4.
Recommendations for safe technologies
A Likert scale was used for the questionnaire, where a ranking of 1 means real near miss reporting is less and 5 means people are actually reporting near misses, giving it importance. The main study material used is the questionnaire with the above section used for collecting primary data from SMEs.
2.1. Background information of the units
A total of 30 units from different sectors across India were visited to obtain information about their turnover, numbers of employees, mode of operation, and safety management practices through an interviewer.
Fig. 1 describes the scale-wise distribution of units visited. Out of 30 units visited, 20 were small scale, five were medium scale, and five units were large scale. Fig. 2 describes the turnover of the units visited. Out of the visited 30 units, 10 units had a turnover of 11–50 million, four units each had turnover < 10 million and 51–100 million, and three units had a turnover > 100 million; nine units did not mention their turnover.
Fig. 1.
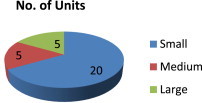
Distribution of units (Rupees) according to scale.
Fig. 2.
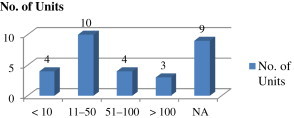
Turnover range of the units (million Rupees). NA = no data given.
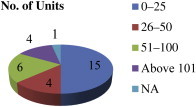
Fig. 3 gives the employment details of the visited units. Among the visited industries very few (4) had > 100 employees and 15 had < 25 employees. Fig. 4 provides the information about mode of operation in the units. Out of 30 units, 24 units were semiautomated, three had manual operations, and one unit operated using both manual and semiautomated systems. Two units did not give details about their operations.
Fig. 3.
Number of employees.
Fig. 4.
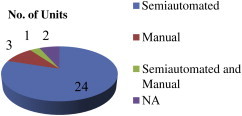
Mode of operation.
Fig. 5 presents the distribution of different technologies used in visited units. It was observed that old technology with some retrofitting or upgrading was used in 13 units followed by old technology, but new plant/machinery was used in five units. Old technology improved with cleaner production methods was used in two units, whereas old technology but new plant/machinery along with contemporary (new) technology that minimizes waste, reduces pollution, protects human life and environment, and old technology with cleaner production methods were used in one unit each. Seven units did not mention their technology. As small-scale industries may have financial problems, most units use old technologies with some upgrading or modification.
Fig. 5.
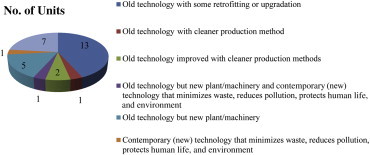
Technologies used in units.
3. Results
3.1. Evaluation of safe and clean technology
The safety impacts were evaluated using a 7-point Likert scale. The findings about the adverse safety impacts are summarized in Table 1, which shows that safety impact was ranked as high in five units. It was also seen that near miss reporting was less, as only five units ranked near miss reporting as high.
Table 1.
Summary of adverse safety impacts (from survey)
| No. of SMEs reporting adverse safety impacts |
Rating | |||
|---|---|---|---|---|
| Safety impact | Near misses | Credible scenario | Catastrophic scenario | |
| 0 | 0 | 0 | 0 | Very high |
| 5 | 5 | 0 | 0 | High |
| 13 | 3 | 3 | 0 | Medium |
| 2 | 5 | 7 | 1 | Low |
| 3 | 7 | 8 | 20 | Very low |
| 7 | 10 | 12 | 9 | NA |
In 12 units we can see that no data have been maintained in the credible scenario, which may be based upon either actual experiences or historical experiences of an industry; 20 units have very low rating for catastrophic scenarios such as major accident, explosions, major fire, and economic collapse. Using old technologies, growth in the business, aged workforce and less concern for environment, and health and safety standards have increased the risk factors on the workers and productivity.
As per the survey (Table 2) out of 30 units, 16 mentioned an increase in operational risks in past 3 years and six mentioned a decrease in operational risks in the past 3 years due to use of safety practices in the operations; one unit mentioned both an increase and decrease in operational risks. Eight units did not have any kind of data regarding increases or decreases in operational safety. It can be seen from the survey that the risk has increased in many SMEs, the reasons being lack of training workers, increase in the size of the workforce, and negligence of workers towards their safety. As employees grow older, and if the work requires a very high level of precision, the risk becomes higher. Injuries such as thumb and leg injury, and some minor cuts are common. In a few SMEs the risk decreased due to the use of new technologies. Ergonomic risks have reduced due to automation of some of the machines, formation of safety committees, machine guarding, etc. It can be seen that SMEs with low financial budgets have not taken major steps towards safety practices and some SMEs with healthy financial budgets have initiated the safety practices in their units.
Table 2.
Historical data of the past 3 years and increases or decreases in risks during the past 3 years in the 30 small and medium enterprises studied
| No. | Company | Safety issues in the process technology | Risks increased or decreased in last 3 y |
|---|---|---|---|
| 1 | SME-1 Engineering |
|
Risk increased due to:
|
| 2 | SME-2 Engineering |
|
Risk increased due to:
|
| 3 | SME-3 Trading company |
|
Risk increased due to:
|
| 4 | SME-4 Engineering company |
|
Risk decreased due to:
|
| 5 | SME-5 Engineering unit of metal works |
|
Risk decreased due to:
|
| 6 | SME-6 Printing | No record maintained | Insufficient records |
| 7 | SME-7 Construction | No data available | Insufficient records |
| 8 | SME-8 Motor company | No data available | Insufficient records |
| 9 | SME-9 Motor manufacturing |
|
Risk increased due to:
|
| 10 | SME-10 Engineering |
|
Risk increased possibly due to:
|
| 11 | SME-11 Processing unit |
|
Risks decreased due to:
|
| 12 | SME-12 Plastics | Safety issues for workers | Risk increased possibly due to:
|
| 13 | SME-13 Waste management facility | No record maintained | No record maintained |
| 14 | SME-14 Bread factory | Safety issues for workers
|
Risk increased possibly due to:
|
| 15 | SME-15 Graphics unit |
|
Risk decreased due to:
|
| 16 | SME-16 Leather gallery unit | Nil | No record maintained |
| 17 | SME-17 Leather unit |
|
No accident in past 3 y of operationRisk may increase in future due to:
|
| 18 | SME-18 Packaged drinking water |
|
Risk increased possibly due to:
|
| 19 | SME-19 Bakery unit |
|
Risk increased possibly due to:
|
| 20 | SME-20 Plastic unit |
|
Risk increased possibly due to:
|
| 21 | SME-21 Construction unit | No record maintained | No accident in past 3 y of operation.Risk decreased possibly due to:
|
| 22 | SME-22 Rubber unit | No record maintained | No record maintained |
| 23 | SME-23 Logistics unit |
|
No record maintained |
| 24 | SME-24 Metal alloy unit |
No record maintained | No accident in past three years of operation.Risk might increase in future possibly due to:
|
| 25 | SME-25 Food unit | No record maintained | Risk decreased due to:
|
| 26 | SME – 26 engineering unit |
|
Risks increased due to:
|
| 27 | SME-27 Hydraulic unit | No accident in past 3 y of operation. | No major accident in past 3 y of operation. Risks increased due to:
|
| 28 | SME-28 Tyre retreading unit |
|
Risk increased due to:
|
| 29 | SME-29 Electrical unit |
|
Risk increased due to:
|
| 30 | SME-31 Roadways unit | No record maintained | No record maintained |
3.2. Drivers and barriers for safe and clean technology
Out of 30 SMEs only 15 responded regarding drivers and barriers for safe and clean technology; the remaining 15 stated that there are no significant drivers and barriers to report. The drivers and barriers for safe and clean technology faced by the SMEs were analyzed based on responses obtained through the survey and accordingly the most significant drivers (as per Table 3) for safe and clean technology and use of the latest and upgraded technology were market competitiveness, better efficiency, less risk, and stringent laws. Leadership commitment and senior management motivation are the other important motivators for such practices. The main barriers to introduction of new safe and clean technology were financial constraints as management is not ready to invest a huge amount as these are small enterprise and may not be able to earn any profit due to such investment. Lack of awareness, resistance to change, and lack of training for employees in the field of safety are other barriers.
Table 3.
Drivers and barriers for safe and clean technology
| No. | Company | Drivers | Barriers |
|---|---|---|---|
| 1 | SME-1 Engineering Unit |
|
|
| 2 | SME-2 Engineering |
|
|
| 3 | SME-4 Engineering company | NA |
|
| 4 | SME-5 Engineering unit of metal works |
|
|
| 5 | SME-6 Printing |
|
|
| 6 | SME-7 Constructions |
|
Money is the main barrier of the safe and clean technologies. Even though the top management insists on using good technologies, the ignorance of the workers in that field nullifies the efforts of the management. |
| 7 | SME-8 Motor Company | Nil | The main barriers for introduction of new safe and clean technology are:
|
| 8 | SME-10 Engineering |
|
|
| 9 | SME-11 Processing unit | Installation of safety devices, effluent treatment plant, automatic trip indicators, technological up-gradation, regular safety audits | There are no major barriers |
| 10 | SME-12 Plastics |
|
|
| 11 | SME-13 Waste management facility | Leadership commitment and senior management motivation | Nil |
| 12 | SME-16 Leather gallery unit | Nil | Lack of awareness regarding safety and ergonomics issues |
| 13 | SME-17 Leather Unit | Nil | Since no accidents have taken place in the past the complacent attitude of the owner is the main barrier |
| 14 | SME-29 Electrical unit | NIL | Economic constraint |
| 15 | SME-31 Roadways Unit |
|
|
From the study it was revealed that competition between the SMEs was found to be a major reason for implementation of safety practices in the SMEs. Thus, top management commitment was found to be more useful in order to manage safety in the workplace.
In this survey, the selected SMEs were evaluated for the safety management practices implemented in their facility. As per the survey, we can say that these SMEs are at the initial stage of implementing safety practices and have not reached a sufficient level; some of them have started initiating safety practices in their unit.
3.3. Best safety practices emerging from the survey
We collected primary data from SMEs to improve safety practices as one of the questions asked in the survey was based on their experiences, and secondary data were collected from open access websites and journals based on best practices in safety.
Table 4 shows recommendations for best safety practices for SMEs, which have been segregated using different facilities/operations in the industries such as machine operation, welding and cutting operation, hand tool operation, grinding dust and hazardous fumes, electrical work, fire safety, storage of materials, manual handling, housekeeping, and PPE along with the hazards associated with the operations and recommendations on the respective hazard.
Table 4.
Recommendations for safety best practices for small and medium enterprises
| No. | Equipment/facility | Hazards | Recommendations |
|---|---|---|---|
| 1 | Machine operation | In-running nips, moving parts, risk of cut, crush |
|
| 2 | Welding and cutting operation |
|
|
| 3 | Hand tool operation | Excessive use of hand tools is associated with chronic disorders of the hand, wrist and forearm, such as carpal tunnel syndrome and wrist tendonitis |
|
| 4 | Grinding dust and hazardous fumes |
|
|
| 5 | Electrical work | Short circuits caused by wear and tear and poor servicing |
|
| 6 | Fire safety | Fire hazard |
|
| 7 | Storage of materials | Slip, trip, fall, fire hazard |
|
| 8 | Manual handling | Acute and chronic injuries, slip disc, musculoskeletal disorders (MSDs) and other types of injury |
|
| 9 | Housekeeping | Poor housekeeping can result in an increased risk of injury due to slip, trips and falls, together with injuries resulting from hitting stationary objects, are reduced |
|
| 10 | Personal protective equipment (PPE) | Inadequate unavailable | Appropriate PPE must be provided and worn. Wherever possible, the need for PPE should be removed by automating or using engineered safety features on machinery (such as interlock switches) |
As per the responses obtained from the survey the recommendations suggested for improving the operations include the use of PPE, safety interlocks on high temperature and pressurized machines, use of guards, interlock switches, and dead man's handles, regular services and maintenance of all the equipment and machines, use of a respirator, regular service of electrical equipment, proper storage of raw materials and products, use of serviced and certificated fire-fighting equipment, clear signposting, unobstructed and unlocked fire exits and escape routes, frequent and random fire drills, and storage of flammable, combustible, toxic, and other hazardous materials in approved containers in designated areas.
In the present study, it was observed that the safety management practices are inadequate in most of the SMEs. Therefore, there is need to improve management practices to enhance safety standards, which will lead to better productivity.
4. Discussion
4.1. General discussion
In this survey, we gathered information on different safety practices followed in the surveyed units such as well-defined safety goals, documentation of safety policies, green purchasing policy, safety standards for suppliers, safety audits at regular intervals, internal safety standards. It was observed that few units have safety standards for their suppliers; they perform safety audits at regular intervals and have internal safety standards. Very few units have well-defined safety goals, documented safety policy, or green purchasing policy. Out of 30 units, one unit had implemented all the aspects of environmental friendly practices, whereas many units were found not following any kind of such practice. Some of the reasons for the negative responses towards following safety practices were lack of awareness along with financial constraints, lack of interest from management side, concern only towards productivity, purchase as per client's specifications, finding implementation of policies expensive and infeasible, and fewer operating margins to conduct external audits.
To collect the primary data, random and convenient sampling was done using a questionnaire survey from the SMEs who were willing to participate in the survey. The main limitation to our study was that we covered only 30 SMEs. We captured clear barriers and drivers using an open-ended questionnaire. To evaluate the safety impacts we used a 7-point Likert scale methodology. For research based on survey questionnaires a Likert scale used as a psychometric scale, wherein the respondents indicate their level of agreement or disagreement on a symmetric scale for a series of statements [44]. Some of the advantages of a Likert scale are that it has good reliability, can be easily generated and modified, and the outcome can be directly used for statistical implications. The disadvantages of a Likert scale are that it fails to estimate intervals of ordinal data, and the respondents are forced to make a choice from the given options that may not match their exact responses [45].
Behavior-based safety (BBS) focuses on the identification and modification of critical safety behaviors, and emphasizes how such behaviors are linked to workplace injuries and losses. There is a specific technology derived largely from operant psychology that can be drawn upon to develop, implement, and evaluate BBS programs in various work settings [46]. Communication has consistently been identified as a key element of safety program effectiveness [47,48], safety behavior change [49], safety training effectiveness [50], and safety culture/climate [51]. Research indicates that BBS has reduced accident rates by 40–75% within 6–12 months of its implementation [52]. BBS training is found to facilitate a growing number of safe behaviors, help reduce the number of unsafe behaviors, and assist in decreasing the number of unsafe conditions in the organization [53]. A well-planned and implemented behavioral safety system such as BBS can instill workforce stewardship of safety systems and lead to fewer accidents, incidents, near-misses, and property damage; acceptance of the safety systems; and increased reporting of defects, near-misses, and accidents [54].
In this study we have covered different sectors and this has led to lot of awareness building in SMEs. In many SMEs, small changes were implemented immediately, such as better housekeeping and use of PPE. The best practices were recommended based on inputs given by the SMEs as one of the questions asked them was to give recommendations to improve safety practices based on their experiences and secondary data were collected from open access websites and journals based on best practices in safety.
We have consolidated the safety practices primary and secondary data and forwarded the recommendations to respective SMEs. In future we intend to go back to the studied SMEs for follow up.
4.2. Practical implications and best practices
Safety issues in the process technology as per survey are as follows:
-
•
Encouragement by employers to use PPE even during small operations, regular counseling and audits at regular intervals by the officials, and adopting and maintaining the standard operating procedures for every operation carried out in the unit.
-
•
Adequate inspection and testing of electrical installations and equipment.
-
•
Proper housekeeping, such as removal of metal scrap to avoid any accidents. Scrap should be sold only to government-certified scrap disposal companies. Most of the units have also recommended implementation of 5S, i.e. sorting (Seiri), streamlining (Seiton), systematic cleaning (Seiso), standardize (Seiketsu), and sustain (Shitsuke).
-
•
In working sites, the safety and environmental policy must be written down and maintained regularly.
-
•
Some individual units cannot afford Safety Officers; the complex consisting of many MSMEs can together fund a safety officer, to be made mandatory as per law.
-
•
Ergonomics suggestions given by the executives must be taken into consideration for safe working in the unit. The important ones are taking care to see that the working posture of the employees is proper and comfortable. While working with a hammer, some employees were sitting on the floor surrounded by finished products and a machine; a proper workplace should be provided. The lighting condition of the working area for vacuum varnishing was not adequate; the workplace should be supplied with more lighting sources.
-
•
Units that deal in chemical operations have recommendations about bulk storage as a possible safety issue.
-
•
Adoption of Business Continuity Management standards.
-
•
Organization of outside help and mutual aid such as agreements with the local police, fire department, and hospitals.
5. Conclusions
The major contribution of this study has been an insight into SMEs' perspectives on safety and awareness building on safety issues in participants. In many units, some simple recommendations that could be easily implemented without high capital cost, such as improved housekeeping, better layout, and using PPE were put into practice.
It was noted during our visits that in many units there has been an increase in the risk due to overproduction and crammed areas as the majority of SMEs are using old technologies. Minor injuries are quite common in various units and the employees do not consider it to be a matter of serious concern. Studies such as this, undertaken only for SMEs, are extremely important to improve safety awareness and practices.
Conflicts of interest
There is no conflict of interest. The small and medium scale enterprises who have participated in the study are not competing with each other. The authors are academicians who will not be affected by the outcomes of the study and all of us are unanimous in our publishing decision.
Footnotes
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
References
- 1.Berry A. ITD Global Conference on Taxation of Small and Medium Enterprises; Argentina: 2007. The importance of SMEs in the economy. [Google Scholar]
- 2.Keskìn H., Sentürk C., Sungur O., Kìrìs H.M. Bosnia and Herzegovina; Sarajevo: 2010. The importance of SMEs in developing economies. 2nd International Symposium on Sustainable Development. [Google Scholar]
- 3.Europe–India SME Business Council [Internet] 2014. Definition of Indian SMEs.http://www.eisbc.org/Definition_of_Indian_SMEs.aspx [cited 2014 April 17] Available from: [Google Scholar]
- 4.Ministry of Micro Small and Medium Enterprises of India. (a) Growth and performance of MSMEs and (b) 4th Census of MSMEs. Annual Report, 2010–2011; Chapter II: pp. 11–26.
- 5.Ministry of Micro, Small and Medium Enterprises, Govt. of India. Growth and performance of MSME sector and (b) Census. Annual Report, 2012–2013; Chapter II: pp. 11–36.
- 6.Daǧdeviren M., Yüksel İ Developing a fuzzy analytic hierarchy process (AHP) model for behavior-based safety management. Inform Sci. 2008;178:1717–1733. [Google Scholar]
- 7.European Agency for Safety and Health at Work . 2001. Preventing accidents at work.https://osha.europa.eu/en/publications/magazine/4/ [Internet] [cited 2014 August 25]. Available from: [Google Scholar]
- 8.Beriha G.S., Patnaik B., Mahapatra S.S., Padhee S. Assessment of safety performance in Indian industries using fuzzy approach. Expert Syst Appl. 2012;39:3311–3323. [Google Scholar]
- 9.Didonet S.R., Díaz G. Supply chain management practices as a support to innovation in SMEs. J Technol Manag Innov. 2012;7:91–108. [Google Scholar]
- 10.World Health Organization (WHO) WHO; Beijing (China): 1994. Global strategy on occupational health for all: the way to health at work. [Google Scholar]
- 11.Griffin M.A., Neal A. Perceptions of safety at work: a framework for linking safety climate to safety performance, knowledge, and motivation. J Occup Health Psychol. 2000;5:347–358. doi: 10.1037//1076-8998.5.3.347. [DOI] [PubMed] [Google Scholar]
- 12.Koster R.B.M., Stam D., Balk B.M. Accidents happen: the influence of safety-specific transformational leadership, safety consciousness, and hazard reducing systems on warehouse accidents. J Oper Manag. 2011;29:753–765. [Google Scholar]
- 13.Komaki J., Heinzmann A.T., Lawson L. Effect of training and feedback: component analysis of behavioral safety program. J Appl Psychol. 1980;65:261–270. [PubMed] [Google Scholar]
- 14.Barling J., Loughlin C., Kelloway E.K. Development and test of a model linking safety-specific transformational leadership and occupational safety. J Appl Psychol. 2002;87:488–496. doi: 10.1037/0021-9010.87.3.488. [DOI] [PubMed] [Google Scholar]
- 15.Komaki J., Barwick K.D., Scott L.R. A behavioral approach to occupational safety: pinpointing and reinforcing safe performance in a food manufacturing plant. J Appl Psychol. 1978;63:434–445. [PubMed] [Google Scholar]
- 16.Cooper M., Philips R., Sutherland V.J., Makin P.J. Reducing accidents using goal setting and feedback: a field study. J Occup Organ Psychol. 1994;67:219–240. [Google Scholar]
- 17.Krause T.R., Seymour K.J., Sloat K.C.M. Long term evaluation of a behavior-based method for improving safety performance: a meta-analysis of 73 interrupted time-series replications. Safety Sci. 1999;32:1–18. [Google Scholar]
- 18.Cox S., Jones B., Rycraft H. Behavioral approaches to safety management within UK reactor plants. Safety Sci. 2004;42:825–839. [Google Scholar]
- 19.Lu C.S., Yang C.S. Safety leadership and safety behavior in container terminal operations. Safety Sci. 2010;48:123–134. [Google Scholar]
- 20.O'Dea A., Flin R. Site managers and safety leadership in the offshore oil and gas industry. Safety Sci. 2001;37:39–57. [Google Scholar]
- 21.Federal Safety Commissioner. Leaders in Safety: A Guide to Developing Senior Management Safety Behaviours in the Building and Construction Industry (Australia): Department of Employment: 2007. Report No. 2 ISBN 978-0-642-32650-8.
- 22.Zohar D. The influence of leadership and climate on occupational health and safety. In: Hofmann D.A., Tetrick L.E., editors. Health and safety in organizations. John Wiley & Sons; San Francisco (CA): 2003. pp. 201–230. [Google Scholar]
- 23.Keeloway E.K., Mullen J., Francis L. Divergent effects of transformational and passive leadership on employee safety. J Occup Health Psycho. 2006;11:76–86. doi: 10.1037/1076-8998.11.1.76. [DOI] [PubMed] [Google Scholar]
- 24.Wu T.C., Chen C.H., Li C.C. Correlation among safety leadership, safety climate and safety performance. J Loss Prev Process Ind. 2007;21:307–318. [Google Scholar]
- 25.Cooper M.D. Towards a model of safety culture. Safety Sci. 2000;36:111–136. [Google Scholar]
- 26.INSAG . International Nuclear Safety Advisory Group, International Atomic Energy Agency; Vienna (Austria): 1988. Basic safety principles for nuclear power plants (safety series No 75- INSAG-3) [Google Scholar]
- 27.Glendon A.I., Stanton N.A. Perspectives on safety culture. Safety Sci. 2000;34:193–214. [Google Scholar]
- 28.Baram M., Schoebel M. Safety culture and behavioral change at the workplace. Safety Sci. 2007;45:631–636. [Google Scholar]
- 29.Pousette A., Larsson S., Torner M. Safety climate cross-validation, strength and prediction of safety behaviour. Safety Sci. 2008;46:398–404. [Google Scholar]
- 30.Zohar D. Safety climate in industrial organizations: theoretical and applied implications. J Appl Psychol. 1980;65:96–102. [PubMed] [Google Scholar]
- 31.De Dobbeleer N., Beâland F. A safety climate measure for construction sites. J Safety Res. 1991;22:97–103. [Google Scholar]
- 32.Cox S., Cox T. The structure of employee attitudes to safety: an European example. Work Stress. 1991;5:93–106. [Google Scholar]
- 33.Cooper M.D., Philips R.A. Annual occupational psychology conference. British Psychological Society; Birmingham (UK): 1994 January. Validation of a safety climate measure. [Google Scholar]
- 34.Cabrera D.D., Isla R., Vilela L.D. An evaluation of safety climate in ground handling activities. In: Soekkha H.M., editor. Proceedings of the IASC-97 International Aviation Safety Conference on aviation safety, Netherlands. 1997. [Google Scholar]
- 35.Williamson A.M., Feyer A.M., Cairns D., Biancotti D. The development of a measure of safety climate: the role of safety perceptions and attitudes. Safety Sci. 1997;25:15–27. [Google Scholar]
- 36.Brown R.L., Holmes H. The use of a factor-analytic procedure for assessing the validity of an employee safety climate model. Accident Anal Prev. 1986;18:455–470. doi: 10.1016/0001-4575(86)90019-9. [DOI] [PubMed] [Google Scholar]
- 37.Pidgeon N.F. Safety culture and risk management in organizations. J Cross Cult Psychol. 1991;22:129–140. [Google Scholar]
- 38.International Safety Advisory Group . International Atomic Energy Agency; Vienna (Austria): 1991. Safety culture. Safety Series No. 75-INSAG-4. [Google Scholar]
- 39.Glennon D.P. 1982. Measuring organisational safety climate. Australian Safety News. [Google Scholar]
- 40.Glennon D.P. 1982. Safety climate in organisations. Proceedings of the 19th Annual Conference of the Ergonomics Society of Australia and New Zealand. [Google Scholar]
- 41.Ostrom L., Wilhelmsen C., Kaplan B. Assessing safety culture. Nucl Safety. 1993;34:163–172. [Google Scholar]
- 42.Zohar D. Safety climate and culture workshop. In: Mondelo P., Mattila M., Karwowski W., Hale A., editors. Proceedings of the 4th International Conference on Occupational Risk Prevention. Seville. 2006. [Google Scholar]
- 43.Carrillo R.A., Simon S.I. ASSE; Baltimore (MD): 1999. Leadership skills that shape and keep world-class safety cultures; pp. 337–344. Proceedings of the 38th Annual Professional Development Conference. [Google Scholar]
- 44.Barua A. Methods for decision-making in survey questionnaires based on Likert scale. J Asian Sci Res. 2013;3:35–38. [Google Scholar]
- 45.Li Q. A novel Likert scale based on fuzzy sets theory. Exp Syst Appl. 2013;40:1609–1618. [Google Scholar]
- 46.DeJoy D.M. Behavior change versus culture change: divergent approaches to managing workplace safety. Safety Sci. 2005;43:105–129. [Google Scholar]
- 47.Cohen A. Factors in successful occupational safety programs. J Safety Res. 1977;9:168–178. [Google Scholar]
- 48.Paté-Cornell M.E. Organizational aspects of engineering system safety: the case of offshore platforms. Science. 1990;250:1210–1217. doi: 10.1126/science.250.4985.1210. [DOI] [PubMed] [Google Scholar]
- 49.McAfee R.B., Winn A.R. The use of incentives/feedback to enhance workplace safety: a critique of the literature. J Safety Res. 1989;20:7–19. [Google Scholar]
- 50.Johnston J.J., Cartledge G.T.H., Collins J.W. The efficacy of training for occupational injury control. Occup Med. 1994;9:147–158. [PubMed] [Google Scholar]
- 51.Hofmann D.A., Stetzer A. The role of safety climate and communication in accident interpretation: implications for learning from negative events. Acad Manage J. 1998;41:644–657. [Google Scholar]
- 52.Kaila H.L. 2008. BBS winning over employees in India. [Internet] Occupational Health & Safety.http://ohsonline.com/articles/2008/12/bbs-winning-over-employees-in-india.aspx [cited 2014 May 19]. Available from: [Google Scholar]
- 53.Kaila H.L. Behavior-based safety programs improve worker safety in India. Ergon Des. 2010;18:17–22. [Google Scholar]
- 54.Attock Refinery Team . 2008. Behavioural safety at workplace. [Internet] Triple Bottom Line.http://www.tbl.com.pk/behavioural-safety-at-workplace/ [cited 2014 May 19]. Available from: [Google Scholar]