

Abstract
Context:
Recent introduction of shape memory (SM) nickel-titanium (NiTi) alloy into endodontics is a major breakthrough. Although the flexibility of these instruments was enhanced, fracture of rotary endodontic instruments during instrumentation is an important challenge for the operator. Implementation of supplementary manufacturing methods that would improve the fatigue life of the instrument is desirable.
Aim:
The purpose of this study was to investigate the role of dry cryogenic treatment (CT) conditions on the microstructure of martensitic SM NiTi alloy.
Materials and Methods:
Experiments were conducted on Ni-51 wt% Ti-49 wt% SM alloy. Five cylindrical specimens and five sheet specimens were subjected to different CT conditions: Deep CT (DCT) 24 group: −185°C; 24 h, DCT 6 group: −185°C; 6 h, shallow CT (SCT) 24 group: −80°C, 24 h, SCT 6 group: −80°C, 6 h and control group. Microstructure of surface was observed on cylindrical specimens with an optical microscope and scanning electron microscope at different magnifications. Subsurface structure was analyzed on sheet specimens using X-ray diffraction (XRD).
Results:
Microstructures of all SM NiTi specimens had equiaxed grains (approximately 25 μm) with well-defined boundaries and precipitates. XRD patterns of cryogenically treated specimens revealed accentuation of austenite and martensite peaks. The volume of martensite and its crystallite size was relatively more in DCT 24 specimen.
Conclusions:
DCT with 24 h soaking period increases the martensite content of the SM NiTi alloy without altering the grain size.
Keywords: Cryogenic treatment, microstructure, nickel-titanium, R-phase, shape memory
INTRODUCTION
The introduction of martensitic shape memory (SM) nickel-titanium (NiTi) alloy in the manufacturing of rotary endodontic instruments has led to relative increase in their flexibility, cutting efficiency and cyclic fatigue resistance.[1,2,3] These alloys were popularly termed as M-wire, CM-wire (controlled memory) and thermal memory wire by different manufacturers.[2] The unique nature of the martensitic SM alloy is the presence of stable martensite phase at body temperature.[4] As the austenite is relatively more rigid,[2] the martensitic NiTi instruments deform easily during root canal instrumentation. They remain in the deformed state even after the withdrawal of stress due to the absence of conventional stress-induced martensitic transformation as observed in superelastic (SE) NiTi alloys.[5]
Although, deformed martensitic NiTi instruments recover their shape when heated during sterilization,[6] few instruments undergo permanent plastic deformation making them destined for single use.[7] Also, separation of rotary instruments during instrumentation without warning is a major hindrance for the success of root canal treatment.[8] The proprietary thermomechanical processing performed by the manufacturers is complicated.[9] Therefore, a supplementary treatment that increases the martensite content of SM alloy would be ideal to overcome the drawbacks and improve the clinical performance of these instruments.
Cryogenic treatment (CT) is a supplementary procedure of exposing metals to very low temperatures, which affects the entire cross-section, unlike purely surface treatment.[10] Based on the soaking temperature, the process may be deep CT (DCT) or shallow CT (SCT). DCT of SE NiTi endodontic instruments has shown improved cutting efficiency[11] and microhardness.[12] The two main mechanisms responsible for the improvement in steel tool properties following CT are a complete transformation of retained austenite to the martensite phase and precipitation of micro-carbide particles.[13,14]
Despite extensive reports on the enhancement of mechanical properties of steel tools following CT, their impact on the microstructure of SM NiTi alloys is not studied so far in the literature. Therefore, the aim of this preliminary study was to investigate the role of dry CT conditions on the microstructure of martensitic SM NiTi alloy.
MATERIALS AND METHODS
Experiments were conducted on Ni-50.8 wt% Ti SM alloy with austenite finish temperature (Af) of 46°C in the form of sheet (2.2 mm thickness) and rod (9 mm diameter) of same ingot which complies with the specifications of American Society for Testing Materials (ASTM) F2063-05.[15] Five cylindrical specimens (10 mm height; 9.0 mm diameter) and five sheet specimens (15 mm × 15 mm square) were sectioned from the as-received NiTi sheet and rod with the help of wire electrical discharge machine (AQ300 L; Sodick, Shaumburg, IL).
Cryogenic treatment
The protocol for dry CT and the experimental setup has been followed earlier in the previous study.[11] The specimens were randomly divided into four experimental groups based on the soaking temperature and time with a control group as follows: DCT 24 group: −185°C; 24 h, DCT 6 group: −185°C; 6 h, SCT 24 group: −80°C, 24 h, SCT 6 group: −80°C, 6 h and control (Ctrl) group: No treatment. The constant cooling rate and warming rate used during dry CT was 1°C/min (3 h) and 0.6°C/min (6 h) respectively.
Microstructure
The cross-sections of five NiTi cylindrical specimens (one specimens from each group) were polished with a standard sequence of abrasives (Carbimet Paper Discs, Buehler: 240 and 600 grit) and alumina paste (Alpha Micropolish, Buehler: 6 μm, 1 μm and 0.5 μm particle sizes). The polished surfaces were etched using an etching solution of composition HF + HNO3 + H2O with a volume ratio of 1:4:5 by swabbing technique.[16] The microstructures of the specimens were examined with an optical microscope (Leica DM4000M LED; Leica Microsystems CMS GmbH, Germany) and an scanning electron microscope (SEM) (CX-200; Coxem Ltd., Daejeon, South Korea). Magnifications ranging from ×50 to ×2000 were used with the optical microscope and SEM. The grain size was calculated using the line intercept method on the optical microscope.[17] Forty-five lines per mm were used for the calculation in both vertical and horizontal direction. The elemental composition of different zones namely, the matrix, grain boundaries, martensitic variants and precipitates was determined for the SM alloy using scanning electron microscope (CX-200; Coxem Ltd., Daejeon, South Korea) coupled to energy dispersive X-ray spectrometer (SEM-EDS). The quantitative analysis was performed in nonstandard analysis mode employing ZAF correction methods using the software.
X-ray diffraction
X-ray diffraction (XRD) study was performed on polished sheet specimen from each group at room temperature using X-ray diffractometer (MiniFlex II-C, Rigaku, Tokyo, Japan). The XRD system was operated under the following conditions: Cu-Kα rotating anode (λ = 1.5406 Å), 40 kV accelerating voltage, 40 mA beam current, 10°-100° 2-theta range at 0.02° steps and 2 s acquisition time per step. A silicon standard was used for calibration of the diffractometer (640b Silicon Powder XRD Spacing, Standard Reference Material; NIST, Gaithersburg, MD, USA). The (hkl) planes corresponding to the peaks of austenite, martensite and precipitates were identified using the ICDD database (PDF release 2004; International Centre for Diffraction Data, Newton Square, PA, USA).[18]
RESULTS
Optical microscopy
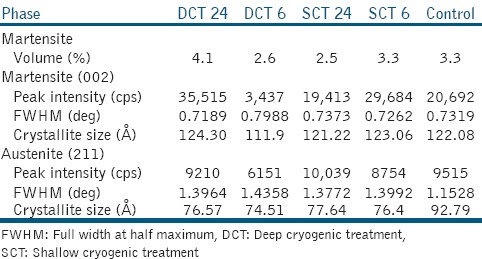
Optical microscopic images [Figure 1a] of all etched specimens showed equiaxed grains with well-defined boundaries. The average diameter of the grains was approximately 25 μm with ASTM grain size number of 7.7 in all the groups. The size distribution of the grains in all the groups was uneven. Few grains revealed some martensite variants while other grains remained free of martensite. The martensite variants within the grains showed the characteristic substantial twinning. Table 1 shows the volume of martensite that is observed in the images of different groups.
Figure 1.
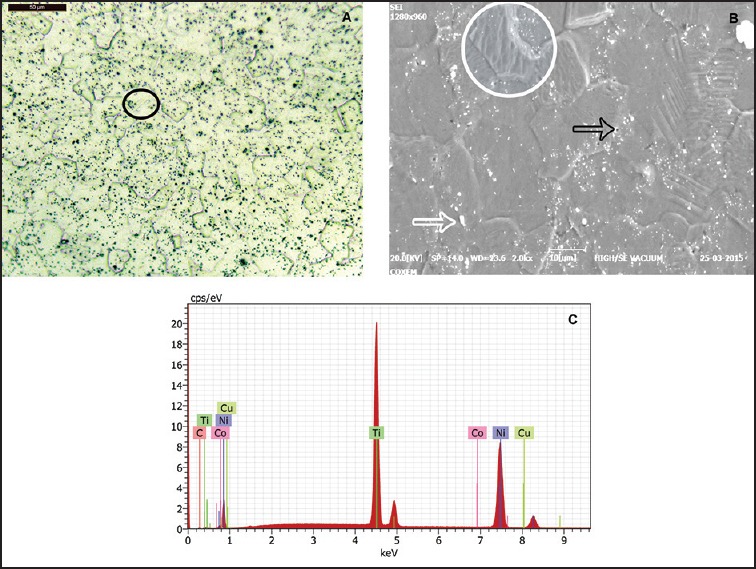
(a) Optical micrograph of shape memory nickeltitanium (NiTi) alloy (black circle denotes the martensite variant of the grain), (b) scanning electron microscope micrograph (white circle denotes the martensite variant); holes (black arrow) and precipitates (white arrow) in the NiTi matrix are present, (c) EDS spectrum showing the elemental composition
Table 1.
Comparison of martensite and austenite phase in all the groups
Scanning electron microscope observations
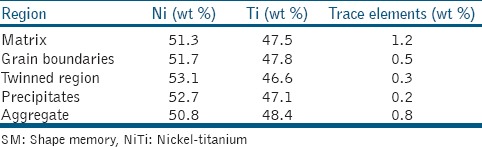
The martensite variants were well appreciated under higher magnification with the SEM images [Figure 1b]. Inclusions and holes were randomly distributed in the matrix. Images of higher magnification showed fine precipitates in the matrix. The EDS spectrum reveals the elemental composition of the NiTi specimen, which is nickel-rich [Figure 1c]. The average elemental composition of the as-received SM alloy was Ni − 50.8 wt% and Ti − 48.4 wt% with trace elements [Table 2]. The regional variations in the composition revealed an increase in Ni content, especially in the precipitates and twinned regions.
Table 2.
Elemental composition of SM NiTi alloy at different regions
X-ray diffraction analysis
X-ray diffraction pattern [Figure 2] of the specimens at room temperature contained the following peaks: (110), (200) and (211) atomic planes for austenite; (1 1), (002) and (012) atomic planes for martensite; (203), (205) and (220) atomic planes for TiNi3 precipitates; (220) and (042) atomic planes for Ti2 Ni3 and Ti3Ni4 precipitates respectively. Average intensities and full width at half-maximum height of the peaks corresponding to austenite (211) and martensite (002) were used to describe the qualitative change in crystal size and content of the SM NiTi alloy [Table 1].
1), (002) and (012) atomic planes for martensite; (203), (205) and (220) atomic planes for TiNi3 precipitates; (220) and (042) atomic planes for Ti2 Ni3 and Ti3Ni4 precipitates respectively. Average intensities and full width at half-maximum height of the peaks corresponding to austenite (211) and martensite (002) were used to describe the qualitative change in crystal size and content of the SM NiTi alloy [Table 1].
Figure 2.

X-ray diffraction patterns for the shape memory nickel-titanium alloy at room temperature. (A) all the groups. (B) DCT 24. (C) DCT 6. (D) SCT 24. (E) SCT 6. (F) Ctrl.
DISCUSSION
Cryogenic treatment of SM NiTi alloys for endodontic use appears to be a promising field of research due to the expected transformation of retained austenite to martensite as observed in stainless steel alloys.[13] The SM alloy regains its shape on heating due to the martensite-austenite transformation, which make the file SE before cooling.[9] Deep cryogenic processing uses temperatures around −185°C because this is a minimum temperature easily obtainable with liquid nitrogen.[11] The purposes of selecting raw NiTi specimens in this study are as follows:
The intention was to assess the effect of CT alone.
The influence of thermomechanical processing and manufacturing methods (machining/twisting) were eliminated.
The dimension of the specimens were customized according to the requirement.
The complicated geometry of the endodontic files was avoided.
The structural analysis of the surface and near-surface (50 μm) could be studied using microstructural examination and XRD respectively.[4,19] The grain size of the NiTi specimens obtained from optical micrographs did not show major variations between the groups. Martensitic variants were observed in specimens of all the groups including the Ctrl. This could be attributed to the Af temperature of the SM NiTi alloy which is above the room temperature. The volume of martensite obtained from micrographs in DCT 24 group was relative higher (4.1%). In our previous study, specimens treated with DCT 24 conditions had showed a significant reduction in Vickers hardness and reciprocatory sliding wear resistance of SM NiTi alloy (unpublished observations). The conversion of retained austenite into martensite with a substantial increase in the volume of martensite phase could be the reason for such peculiar behavior of the alloy.[13] Although the difference in volume of martensite at a given site among the experimental groups was minimal, they do not actually reflect the exact volume of the entire cross-section of the alloy.
In our previous experiments, DSC analysis on the as-received SM NiTi alloy used in this study showed two-stage (Austenite → R-phase → Martensite) phase transformation during cooling (unpublished observations), which is similar to the transformation behavior of SM NiTi instruments.[20] Ti3Ni4 precipitates observed in the micrographs influence the martensitic transformation behavior of the alloy by favoring the formation of R-phase and altering the Ni content of the matrix.[21] The Ni content in the matrix is reduced due to the presence of Ni-rich intermetallic phases, which subsequently results in the increase of Af temperature and overall martensite phase transformation temperature range.[21]
The XRD spectra corresponding to 2θ range of between 35° and 80° is of special interest as most of the austenite and martensite peaks were located.[22] The peak intensity of martensite (002) phase and the additional martensite peaks (11 and 012) was relatively high in the XRD pattern of DCT 24 specimen [Figure 2 and Table 1]. This could be attributed to a prominent increase in the martensite volume of the specimen as observed from the micrograph. Crystallites and subsequently the grains in the as-received NiTi specimens preferentially grow along the martensite (002) lattice plane following CT.[21] The (110) peak of the austenite phase was not observed in both control and experimental groups except DCT 24. This could be due to overlapping of (110) peak with the prominent (11) martensite peak. The presence of martensite phase at room temperature in the NiTi specimens could be attributed to the composition and heat treatment of the alloy.[4] In DCT 24 specimen, the crystallite size and peak intensity of austenite was reduced, whereas they are increased for martensite. Although minor variations in values were observed in other experimental groups, they cannot be attributed to the variations in the CT parameters.
It is known that the fatigue resistance and flexibility of the SM rotary instruments is remarkably increased due to the presence of proportionately higher martensite phase.[9] Therefore, the life of the rotary endodontic instrument made out of our new experimental alloy will be extended in a great way. Furthermore, soaking period plays an important role in altering the microstructure of SM NiTi alloy as far as DCT is concerned. Longer soaking time of 24 h provides adequate time for the transformation of retained austenite to the martensite phase.
CONCLUSION
Under the limitations of this study, deep dry CT with 24 h soaking period increases the martensite content of SM NiTi alloy without altering the grain size. By correlating our previous experiments and the current findings, deep dry CT with 24 h soaking period could be recommended as a supplementary method in the manufacturing in order to extend the life of SM NiTi endodontic instruments. Further investigation is required to evaluate the effect of CT on the fatigue properties of the bulk specimens.
Footnotes
Source of Support: This project was partly supported by “Young Research Faculty Grant” provided by Faculty of Dentistry, Sri Ramachandra University, India.
Conflicts of Interest: None declared.
REFERENCES
- 1.Pongione G, Pompa G, Milana V, Di Carlo S, Giansiracusa A, Nicolini E, et al. Flexibility and resistance to cyclic fatigue of endodontic instruments made with different nickel-titanium alloys: A comparative test. Ann Stomatol (Roma) 2012;3:119–22. [PMC free article] [PubMed] [Google Scholar]
- 2.Ninan E, Berzins DW. Torsion and bending properties of shape memory and superelastic nickel-titanium rotary instruments. J Endod. 2013;39:101–4. doi: 10.1016/j.joen.2012.08.010. [DOI] [PubMed] [Google Scholar]
- 3.Morgental RD, Vier-Pelisser FV, Kopper PM, de Figueiredo JA, Peters OA. Cutting efficiency of conventional and martensitic nickel-titanium instruments for coronal flaring. J Endod. 2013;39:1634–8. doi: 10.1016/j.joen.2013.08.016. [DOI] [PubMed] [Google Scholar]
- 4.Shen Y, Zhou HM, Zheng YF, Campbell L, Peng B, Haapasalo M. Metallurgical characterization of controlled memory wire nickel-titanium rotary instruments. J Endod. 2011;37:1566–71. doi: 10.1016/j.joen.2011.08.005. [DOI] [PubMed] [Google Scholar]
- 5.Zhou H, Peng B, Zheng YF. An overview of the mechanical properties of nickel-titanium endodontic instruments: An overview of the mechanical properties of nickel-titanium endodontic instruments. Endod Topics. 2013;29:42–54. [Google Scholar]
- 6.ColteneEndo HyflexCM Brochure. [Last accessed on 2015 Mar 12]. Available from: http://www.coltene.com/download.php?file_id=5085 .
- 7.Haapasalo M, Shen Y. Evolution of nickel-titanium instruments: From past to future: Evolution of nickel-titanium instruments: From past to future. Endod Topics. 2013;29:3–17. [Google Scholar]
- 8.Parashos P, Messer HH. Rotary NiTi instrument fracture and its consequences. J Endod. 2006;32:1031–43. doi: 10.1016/j.joen.2006.06.008. [DOI] [PubMed] [Google Scholar]
- 9.Shen Y, Zhou HM, Zheng YF, Peng B, Haapasalo M. Current challenges and concepts of the thermomechanical treatment of nickel-titanium instruments. J Endod. 2013;39:163–72. doi: 10.1016/j.joen.2012.11.005. [DOI] [PubMed] [Google Scholar]
- 10.Lal DM, Renganarayanan S, Kalanidhi A. Cryogenic treatment to augment wear resistance of tool and die steels. Cryogenics. 2001;41:149–55. [Google Scholar]
- 11.Vinothkumar TS, Miglani R, Lakshminarayananan L. Influence of deep dry cryogenic treatment on cutting efficiency and wear resistance of nickel-titanium rotary endodontic instruments. J Endod. 2007;33:1355–8. doi: 10.1016/j.joen.2007.07.017. [DOI] [PubMed] [Google Scholar]
- 12.Kim JW, Griggs JA, Regan JD, Ellis RA, Cai Z. Effect of cryogenic treatment on nickel-titanium endodontic instruments. Int Endod J. 2005;38:364–71. doi: 10.1111/j.1365-2591.2005.00945.x. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 13.Barron RF. Cryogenic treatment of metals to improve wear resistance. Cryogenics. 1982;22:409–13. [Google Scholar]
- 14.Da Silva FJ, Franco SD, Machado ÁR, Ezugwu EO, Souza AM. Performance of cryogenically treated HSS tools. Wear. 2006;261:674–85. [Google Scholar]
- 15.West Conshohocken, PA: ASTM International; 2005. [Last accessed on 2015 May 7]. ASTM F2063-05. Specification for Wrought Nickel-Titanium Shape Memory Alloys for Medical Devices and Surgical Implants. Available from: http://www.astm.org . [Google Scholar]
- 16.Mitwally ME, Farag M. Effect of cold work and annealing on the structure and characteristics of NiTi alloy. Mater Sci Eng A. 2009;519:155–66. [Google Scholar]
- 17.West Conshohocken, PA: ASTM International; 2013. [Last accessed on 2015 May 7]. ASTM E112-13. Standard Test Methods for Determining Average Grain Size. Available from: http://www.astm.org . [Google Scholar]
- 18.Zinelis S, Eliades T, Eliades G. A metallurgical characterization of ten endodontic Ni-Ti instruments: Assessing the clinical relevance of shape memory and superelastic properties of Ni-Ti endodontic instruments. Int Endod J. 2010;43:125–34. doi: 10.1111/j.1365-2591.2009.01651.x. [DOI] [PubMed] [Google Scholar]
- 19.Alapati SB, Brantley WA, Iijima M, Clark WA, Kovarik L, Buie C, et al. Metallurgical characterization of a new nickel-titanium wire for rotary endodontic instruments. J Endod. 2009;35:1589–93. doi: 10.1016/j.joen.2009.08.004. [DOI] [PubMed] [Google Scholar]
- 20.Zhou HM, Shen Y, Zheng W, Li L, Zheng YF, Haapasalo M. Mechanical properties of controlled memory and superelastic nickel-titanium wires used in the manufacture of rotary endodontic instruments. J Endod. 2012;38:1535–40. doi: 10.1016/j.joen.2012.07.006. [DOI] [PubMed] [Google Scholar]
- 21.Zhang Y, Jiang S, Zhao Y, Tang M. Influence of cooling rate on phase transformation and microstructure of Ti-50.9% Ni shape memory alloy. Trans Nonferrous Met Soc China. 2012;22:2685–90. [Google Scholar]
- 22.Thayer TA, Bagby MD, Moore RN, DeAngelis RJ. X-ray diffraction of nitinol orthodontic arch wires. Am J Orthod Dentofacial Orthop. 1995;107:604–12. doi: 10.1016/s0889-5406(95)70103-6. [DOI] [PubMed] [Google Scholar]