

Abstract
In collaboration with Kennametal Inc. and Corry Rubber Corporation, the U.S. National Institute for Occupational Safety and Health (NIOSH) developed a drill bit isolator to address noise overexposures associated with roof bolting machines in underground coal mines. NIOSH laboratory studies confirmed that the drill bit isolator reduces noise during drilling. Field studies were needed to confirm that a noise reduction could be obtained under working conditions and that the device was sufficiently durable. This paper reports results of field tests of the device conducted at five underground coal mines. Noise reduction was assessed by comparing the operator’s noise exposure during drilling with and without the drill bit isolator. Durability was assessed by recording the number of holes and total feet drilled with each bit isolator until either the test period ended or the device failed. The results from these tests showed that the device is an effective noise control in a mine environment. The field-tested drill bit isolators provided a noise reduction of 3–5 dB(A). Of nine devices tested for durability, five exceeded 610 m (2,000 ft) drilled and two exceeded 762 m (2,500 ft) drilled before failure. Durability issues found in the field tests led to final production optimizations that have resulted in a commercially available product for drilling with 35-mm- (1.3-in.-) diameter roof bits and hexagonal drill steels.
Introduction
The mining workforce experiences high levels of noise exposure and, in turn, suffers from high rates of noise-induced hearing loss (NIHL). In fact, the mining sector has the highest prevalence of hazardous workplace noise exposures (76%) among all industrial sectors (Tak and Calvert, 2008). Despite engineering and administrative controls implemented to reduce noise, miners continue to exhibit a high prevalence (24%) of hearing difficulty (Tak et al., 2009). Overexposure to noise is a significant concern for roof bolting machine (RBM) operators. The overall A-weighted sound level at the RBM operator’s location often exceeds 100 dB when drilling (NIOSH, 2006). At this sound level, RBM operators can quickly become overexposed to noise, reaching the U.S. Mine Safety and Health Administration (MSHA)’s permissible exposure level (PEL) in two hours and the U.S. National Institute of Occupational Safety and Health (NIOSH)’s recommended exposure limit (REL) in 15 minutes. Prior NIOSH research has shown that the noise radiated by the drill steel during the drilling process is the most significant contributor to the noise exposure of RBM operators (Peterson and Alcorn, 2007). To address this noise issue, NIOSH, Corry Rubber Corporation and Kennametal Inc. developed a drill bit isolator to reduce drill-steel-radiated noise when drilling with 35-mm- (1.3-in.-) diameter drill bits (Michael et al., 2010).
The drill bit isolator was designed to control noise by limiting the transmission of vibrations from the drill bit to the drill steel. The device consists of two hollow steel cylinders with a rubber layer between them. For the current study, a preproduction prototype version of the device was tested. A schematic of the device is shown in Fig. 1. Figure 2 is a photograph of the device installed on a drill steel with a drill bit attached to the end. The rubber layer between the inner and outer cylinders isolates vibrations at the drill bit from the drill steel, thereby reducing the noise radiated from the drill steel. This layer is chemically bonded to the steel components to yield a high strength bond that can withstand the axial and torsional loads experienced during drilling. Figure 3 is a closeup view of the inner and outer members and the rubber layer that separates them. The drill bit isolator has a drill steel coupling on one end and a bit coupling on the other. These couplings are welded to the ends of the inner and outer cylinders. There is a 10-mm (0.4-in.) gap at the end of the outer cylinder that is designed to allow for a small amount of relative movement between the layers as axial thrust loads are applied and removed. The gap acts as a safety, preventing axial overload by closing if the applied thrust exceeds the design limit of the bit isolator and rebounding to the original position when thrust is removed. Minor modifications based on the results of the field studies detailed here were incorporated into the final production version of the device. The drill bit isolator went through several design and testing iterations to achieve greater noise reduction and durability (Michael et al., 2011). The first prototype tested in the laboratory was approximately 25 cm (9.8 in.) long. The rubber layer in this first version was bonded to the inner cylinder during the molding process and bonded to the outer cylinder with a post-vulcanization bond. While this first version achieved noise reduction in laboratory testing, the bond between the rubber and the outer cylinder failed under torque and thrust loads during drilling in laboratory and field tests. In the next prototype, the length of the cylinder was extended to approximately 30 cm (12 in.) to spread the torque and thrust loads over a larger area, but the prototypes still experienced excessive failures of the post-vulcanization bonds. Changing the type of bond in the next prototype iteration, so that the rubber layer was bonded to both the inner and outer cylinders during the molding process, solved the bond failure problem. This version of the drill bit isolator then began the first round of field testing for noise reduction and durability in a production setting. Although a noise reduction was measured, the outer cylinders on some of the devices cracked due to brittleness of the hardened metal. The hardness was reduced from 60 Rockwell C to 35 Rockwell C to improve resistance to cracking. Reducing the hardness increases the fracture toughness, reducing the brittleness and likelihood of the device cracking. The prototype in the current tests combines the design modification of a 30-cm (12-in.) cylinder length, inner and outer molded bonds, and 35 Rockwell C hardness.
Figure 1.

Diagram of the prototype drill bit isolator detailing the various components.
Figure 2.

Drill bit isolator installed with 35-mm (1.3-in.) drill bit and hexagonal drill steel.
Figure 3.

Closeup of inner and outer members of the drill bit isolator, showing the location of the isolating rubber layer.
Prior NIOSH research has shown that the drill bit isolator is effective at reducing drill-steel-radiated noise under limited controlled testing (Michael et al., 2010; Yantek et al., 2011). Analysis of the 1/3-octave-band A-weighted sound level data acquired during this laboratory research revealed that the bit isolator primarily reduced noise above 1,600 Hz. However, additional field testing under a range of actual mining conditions was needed to demonstrate to potential manufacturers and mining operations that the device is a viable solution. Specifically, evidence of sustained noise reduction and durability was needed over a time period that would represent miners’ actual use of the device. These data, when combined with the previously obtained laboratory data, provide a solid case for the effectiveness of the drill bit isolator as a practical noise control.
Methodology
This study’s objectives were to evaluate durability and noise reduction of the drill bit isolator across a range of mining conditions. Consequently, a multisite field methodology was used, in which the devices were deployed in working mines and operated by the sites’ miners in the course of their normal production work. Tests for noise reduction and durability were conducted over time to assess changes over the useful life of the device.
Evaluations were conducted at five underground coal mines, designated as Mines A, B, C, D and E. Depending on access and agreements with the participating mine, evaluations at each site included either noise reduction or durability or both noise reduction and durability. The drill bit isolators in this study were preproduction models assembled by the manufacturer. Before use, the researchers inspected the devices and measured them to identify any deviations from design specifications, including axial runout that would indicate misalignment of the assembled components.
Noise dosimetry
Roof bolting machine operator noise exposure was measured with a Larson Davis Spark noise dosimeter. Noise dosimetry data can be used to determine sound levels at any point in time or to determine noise exposure over a specific period of time. The dosimeter was set up to continuously record A-weighted sound levels at one-second intervals. The one-second samples could then be compiled over any time period of interest to evaluate exposure. Prior to the start of the shift, the dosimeter microphone was attached to the midpoint of the operator’s shoulder that was closest to the drill steel. Exposure calculations derived from the dosimeter data were based on the MSHA permissible exposure level (PEL) of an eight-hour, time-weighted average (TWA) sound level of 90 dB(A) with a threshold of 90 dB(A) and a 5-dB exchange rate.
It is difficult to compare daily exposures due to drilling, because other factors can affect how much drilling an operator accomplishes. For instance, the number of holes an operator can drill during a shift can vary considerably from mine to mine and from shift to shift within a mine. Consequently, the same number of holes (100) was used as a consistent basis for computing TWAs, following the MSHA standard of a 5-dB exchange rate and 90-dB threshold. The 100-hole TWAs represent the full-shift sound level for a worker who drills 100 holes and has no other noise exposure. A worker who drills fewer holes will have less exposure and a worker who drills more holes will have higher exposure. To avoid contamination from other noise sources, data used for the exposure analysis came only from tests conducted with no other drilling or machines operating nearby.
Time-motion study
To separate drilling from other activities, the NIOSH investigators conducted time-motion studies. A time-motion study consists of observations of workers’ tasks. The activities being performed and the times when they started and stopped were written into observation logs for later correlation with the recorded noise exposure data acquired with the dosimeter. The main task of interest during this study was the drilling of bolt holes. It was necessary to determine the drilling times that correlated with the dosimeter-collected data, so that a correct analysis of the noise from drilling could be attained. The researchers noted whether the drilling was performed with or without the drill bit isolator and whether there were any extraneous noise sources that would have affected the dosimetry measurements. In addition to the time-motion data, the height of each entry and changes in drilling conditions were documented. For instance, longer times required to drill each hole indicate drilling through harder roof strata.
The NIOSH investigators instructed the machine operators on proper use of the bit isolator prior to testing. Few instructions were needed, because installation of the device was performed by the investigator and no changes were required to standard drilling procedures. The operators were cautioned not to strike the body of the isolator against hard surfaces, as is sometimes done with standard drill steels to dislodge a dust blockage, and the investigators monitored compliance with this instruction. Where possible, the researchers measured maximum thrust for the roof bolting machines used for bit isolator testing at the mines. Although it is not feasible to measure actual thrust applied during drilling, the maximum thrust measurement indicates the upper limit of thrust that can be applied.
Durability evaluation
To determine the drill bit isolator’s true operational life, following the use of the device over time in working conditions is necessary. The durability evaluation of the device is based on the amount of time it remains operational and continues to reduce noise. The drill bit isolator was tested for durability on the RBMs by observing its functional life. The main durability indicators were the number of holes and feet drilled with each device before it sustained so much wear or damage that the operator could not continue drilling with the device installed. NIOSH has established durability goals of drilling at least 762 m (2,500 ft) or 500 holes before failure of the device. This goal was set to be equivalent to the expected life of the drill steel as reported by the initial test sites. Durability was assessed through visual inspection of the isolator for cracks, excessively worn surfaces, separated components (inner steel tube, elastomer layer, outer steel tube) and damage to the hexagonal drill steel and drill bit couplers. Nine drill bit isolators were followed over repeated use in the field to determine their functional lives at Mines B, C, D and E (Mine A was used only to collect the dosimetry and time-motion study data). The durability evaluation for each device continued until the device failed or until the end of the testing time allotted through the agreement with the participating mine.
At Mines C and D, tests were performed at several points in time to determine if the drill bit isolator was maintaining its noise reduction properties throughout its operational life. At each of these test times, a series of holes was drilled with the isolator installed, then a series of holes was drilled without the isolator. These series of alternating holes were repeated across several days of testing at Mines C and D, using the same device to confirm that the noise reduction was consistent. Time-motion data were noted only for this limited number of holes, rather than all of the holes drilled during the shift. To minimize differences in mining conditions, these holes were drilled in the same entries and the tests were conducted with no other machines, including drills, operating.
At the end of each testing session, the researchers retrieved and retained the drill bit isolator so its use could be accurately monitored and recorded. The test plan varied based on the intent of the evaluation (noise reduction or durability) and by mine-related factors such as type of machine in use, number of concurrent roof bolting activities and individual machine operator variations. Although evaluations occurred at five different mines across multiple days at each mine, some data were excluded from the analysis because of inconsistent test conditions. For the noise reduction assessments to be accurate, the test conditions need to be consistent for data acquired with and without the device. Specifically, large differences in drill penetration rates were noted that could have confounded the sound level data. These changes in penetration rate indicate changes in roof conditions, specifically the hardness of the strata through which the drill bit was cutting. Therefore, the reported data were limited to the comparison tests where mining conditions were consistent.
Test sites
The test sites included five underground coal mines in four states across the United States. A variety of sites were selected to evaluate the drill bit isolator under different mine entry sizes, degrees of roof hardness, bolt depths and operating techniques. Because of varying conditions and bolting techniques at the different mines, the RBM operators progressed at different speeds, taking more or less time to drill individual holes and to advance from one section to the next. Mine A was a longwall mine in the western United States with entries that averaged 3 m (10 ft) high by 6 m (20 ft) wide. An entry is an underground horizontal passage used for haulage, ventilation or as a main passageway. Data were collected in the longwall development section. The mine was using a dual-head RBM to drill 2.4-m- (8-ft-) deep bolt holes by stacking two 1.2-m- (4-ft-) long drill steels with the drill bit isolator installed on the first drill steel. Ventilation tubing was being installed as the drilling progressed through each entry. The left operator assisted with installing the ventilation tubing whenever he had completed his portion of the drilling and there was a time interval before more drilling was needed. Dosimetry and time-motion study data were collected at this mine. A durability evaluation of the drill bit isolator was not conducted at this mine.
Mine B was a longwall operation in the eastern United States with entries that averaged 1.8 m (6 ft) high by 5 m (16.5 ft) wide. At this mine, the device was tested in entries as well as crosscuts. A crosscut is passageway driven between the entry and its parallel air course for ventilation purposes. At this mine, roof channels were used in entries and header boards were used in crosscuts. A roof channel is a steel strap secured across the roof of the mine with roof bolts as a temporary or permanent solution for roof deterioration. A header board is a wooden block that is held in place by roof bolts and increases the area over which the roof bolt forces are carried. When roof channels are used, additional noise can be generated whenever the bit or drill steel makes metal-to-metal contact as they pass through the metal strap. The use of wooden header boards, on the other hand, does not generate additional noise, because they are installed with the roof bolt and not during the drilling process. The mine was drilling 2.4-m- (8-ft-) deep bolt holes by stacking two 1.2-m- (4-ft-) long drill steels with the isolator installed on the first drill steel. The data at this mine were collected by one NIOSH researcher simultaneously observing two RBM operators. Noise dosimetry, time-motion study and durability data were collected at this mine during two separate evaluation trips.
Mines C and D were both longwall mines in the eastern United States with entries that averaged 2.4 m (8 ft) high by 4.9 m (16 ft) wide. Both mines are owned by the same mining company and are geographically in close proximity. Data were collected in entries and crosscuts. A single drill bit isolator was evaluated at both mines. The mines were drilling 2.4-m- (8-ft-) deep bolt holes by stacking two 1.2-m- (4-ft-) long drill steels, with the isolator installed on the first drill steel. Noise dosimetry, time-motion study and durability data were collected at these mines.
Mine E was a room-and-pillar mine in the midwestern United States with entries that averaged 2.4 m (8 ft) high by 6 m (20 ft) wide. Roof conditions varied greatly within this mine, at times requiring the installation of different length bolts in a single section. The bolt hole depths varied from 1.2 to 1.8 m (4 to 6 ft). The variable conditions rendered any comparison of noise reduction performance unreliable; therefore, only durability data were collected at this mine, along with a time-motion study to document the number of holes and drilling conditions.
Results
Data collected at the five sites yielded results showing an initial noise reduction, sustained noise reduction over time and mixed durability performance. Results are separated by mine site because of differences in conditions and types of data collected.
Initial noise reduction
The results of the noise dosimetry with time-motion study are shown in Table 1. The reported data represent the percentage of the overall PEL and relative changes in acquired dose. For consistency, the data are based on 100 holes drilled per test. At Mine A, two drill bit isolators were evaluated across three days. One set of data regarding noise reduction was acquired for one of the devices and two sets of data regarding noise reduction were acquired for the other device. For the device that was evaluated once, the dose per hole was reduced from 0.5% to 0.34% of the PEL (32% reduction), and the 100-hole TWA for drilling was reduced by 2.8 dB(A). For the first of two evaluations of the other device, the dose per hole was reduced from 0.43% to 0.21% of the PEL (51% reduction) and the TWA for drilling was reduced by 5.2 dB(A). The second evaluation of this device showed the dose per hole was reduced from 0.8% to 0.6% of the PEL (25% reduction) and the TWA for drilling was reduced by 2.1 dB(A).
Table 1.
Dose per hole and reduction in the time-weighted average sound level (TWA) by mine and test number. Data are based on 100 holes drilled per device.
| Mine | Test # | Dose/hole without isolator (% of PEL) | Dose/hole with isolator (% of PEL) | Relative dose/hole reduction (%) with isolator | PEL TWA reduction (dB(A)) |
|---|---|---|---|---|---|
| Mine A | Test 1 | 0.50 | 0.34 | 32 | 2.8 |
| Device 1 | |||||
| Test 2 | 0.43 | 0.21 | 51 | 5.2 | |
| Device 2 | |||||
| Test 3 | 0.80 | 0.60 | 25 | 2.1 | |
| Device 2 | |||||
| Mine B | 1.83 | 1.25 | 32 | 2.8 | |
| Mine C | 0.69 | 0.45 | 35 | 3.1 | |
| Mine D | 0.90 | 0.66 | 27 | 2.2 |
One drill bit isolator was evaluated at Mine B. Although data were collected in entries and crosscuts, only the data collected in entries are shown, because the crosscut conditions were too variable for accurate comparison of holes drilled with and without the isolator. When the isolator was used, the dose per hole was reduced from 1.83% to 1.25% of the PEL (32% reduction) and the TWA for drilling was reduced by 2.8 dB(A). Although the dose per hole at these two mines varied considerably before installation (from 0.43% of the PEL in Mine A Test 2 to 1.83% at Mine B), installing the isolator consistently achieved a reduction that ranged from 25% to 51%.
Noise reduction over time
Data collected at the beginning and end of testing at Mines C and D showed that the drill bit isolator maintained its noise reduction properties over time. The dose per hole measured during the initial tests at Mine C was 0.69% of the PEL without the isolator and 0.45% of the PEL with the device installed (35% reduction), and the TWA for drilling was reduced by 3.1 dB(A). By the end of the time allotted for testing at Mine C, only 276 m (906 ft) had been drilled, so testing continued with the same device at Mine D. By the end of the test period at Mine D, the device had been used to drill a total of 253 holes and 628 m (2,060 ft) and it was still fully functional. The dose per hole for measurements taken at the end of testing was 0.9% of the PEL without the drill bit isolator and 0.66% of the PEL with the isolator (27% reduction), and the TWA for drilling was reduced by 2.2 dB(A).
Durability evaluation
Nine drill bit isolators in this study were evaluated for durability at four of the mines. Two of the devices exceeded the 762-m (2,500-ft) drilling goal before failure, two were still functional when testing was ended short of completing 762 m (2,500 ft) and five failed before reaching 762 m (2,500 ft). Table 2 shows the number of holes and feet drilled with each of the nine devices. Drill bit Isolator 1 was evaluated for durability at Mines C and D. After drilling 253 holes and 628 m (2,060 ft), the time allotted for testing the device at the mines ended, although the 762-m (2,500-ft) drilling goal had not yet been reached. It is unknown whether the device would have completed 762 m (2,500 ft) if testing had continued. Isolators 2 through 5 were evaluated at Mine B. Isolators 2 and 3 were used on separate machines, while Isolators 4 and 5 were used concurrently on the same dual-boom machine with different operators. Isolator 2 failed at 301 holes and 815 m (2,674 ft) and Isolator 3 failed at 314 holes and 841 m (2,760 ft). Isolator 4 failed at 291 holes and 710 m (2,328 ft). Isolator 5 was used for drilling on the other side of the same machine as Isolator 4. Testing of Isolator 5 was discontinued when Isolator 4 failed, at which time it had drilled the same 291 holes and 710 m (2,328 ft). It is unknown whether Isolator 5 would have reached 762 m (2,500 ft) if drilling had continued. The three devices that eventually failed at Mine B (including the two that only failed after exceeding the goal of 762 m (2,500 ft) drilled) all suffered failure of the rubber layer. When the rubber layer fails, the inner and outer cylinders are no longer fixed in position and the 10-mm (0.4-in.) gap at the base of the outer cylinder closes up, allowing the metal of the inner and outer portions to touch (Fig 4). Once these two parts come into contact, vibrations can no longer be isolated and noise reduction will cease, and the device should be replaced.
Table 2.
Number of holes and distance drilled for drill bit isolator durability evaluation.
| Isolator | Mine | Holes | Meters (ft) | Status |
|---|---|---|---|---|
| 1 | C&D | 253 | 629 (2,060) | Functional |
| 2 | B | 301 | 815 (2,674) | Failed |
| 3 | B | 314 | 841 (2,760) | Failed |
| 4 | B | 291 | 710 (2,328) | Failed |
| 5 | B | 291 | 710 (2,328) | Functional |
| 6 | E | 88 | 107 (352) | Failed |
| 7 | E | 243 | 296 (972) | Failed |
| 8 | E | 62 | 76 (248) | Failed |
| 9 | E | 143 | 174 (572) | Failed |
Figure 4.
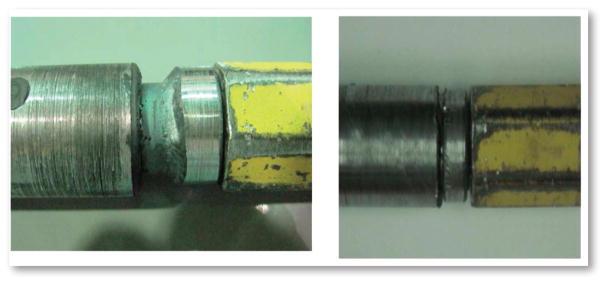
Gap between inner and outer cylinder of the drill bit isolator for normal function (left) and after bottoming out from high axial loading (right).
Four devices (Isolators 6 through 9) were evaluated at Mine E. Observations at Mine E noted that the roof height and conditions were more variable than at the other mines. Drilling times were also more variable and longer than at the other mines, indicating the presence of harder roof strata. Observers also noted that operators at this mine often misaligned the drill steel several inches from the hole. Maximum thrust of one of the machines used for the drill bit isolator testing was measured. The measured maximum thrust exceeded the design limit of the bit isolator, but it is unknown whether the thrust applied during drilling with the isolator approached the maximum setting. RBM manufacturers recommend aligning the drill with the hole to prevent excessive side loads and keeping torque within design limits to prevent damage to drilling components. Isolator 6 failed at 88 holes and 107 m (352 ft); Isolator 7 failed at 243 holes and 296 m (972 ft); Isolator 8 failed at 62 holes and 76 m (248 ft) and Isolator 9 failed at 143 holes and 174 m (572 ft).
Discussion
The drill bit isolators tested in this study achieved noise reductions across a range of actual mine conditions and over time. Two of the devices exceeded the goal of 762 m (2,500 ft) drilling and eventually failed due to a failure of the rubber bond in the device. A third device experienced the same rubber bond failure 52 m (172 ft) short of the 762-m (2,500-ft) goal. Two other devices were still operating at the end of the time period allotted under the testing agreement with the mine. Although both had exceeded 610 m (2,000 ft) of drilling, it is unknown whether they would have reached 762 m (2,500 ft).
Four of the nine devices failed at welded joints between components. All of these failures occurred at Mine E, at which none of the devices reached 305 m (1,000 ft) drilled. Observers at Mine E noted slower drilling times, indicating the presence of harder strata, and that one operator misaligned the drill steel with the mine roof, which would have exerted moment loads on the drill steel and the connected isolator. Maximum thrust measurements indicated that the roof bolting machine used for testing at this mine was capable of applying thrust that would exceed the design limit of the drill bit isolator. Maximum thrust is typically set to a value at or below the maximum for the drilling components used. It is unknown to what extent these factors resulted in the specific device failures that occurred at this mine.
Based on the results of the field tests detailed in this study, the manufacturer implemented a design modification to make the bit isolator more robust, while maintaining the vibration isolation performance. Inspection of the drill bit isolators that failed at Mine E indicated that failure occurred at the welded joints. The prototypes tested were hand-built out of machined components, some of which were welded together. When parts are joined, the joints can be a potential source of weakness, and misalignment of the components can occur. This appears to have happened in some of the preproduction samples, which were found to have excessive runout when measured in the laboratory. If the welding material is not a consistent thickness around the joint, the device will deviate around its axis of rotation. For production, the manufacturer eliminated most of the welds by machining components from continuous metal pieces wherever possible. The only remaining weld is between the outer cylinder and the bit coupling, which offers a large surface area for greater strength and easier alignment than could be attained at the smaller welded joints.
Conclusions
Field testing of the drill bit isolator showed that it is an effective noise control and that the prototype version was sufficiently durable for use in some mines, but had correctable failures in other mining conditions. In three separate underground coal mines, the drill bit isolator achieved a noise reduction of 2–5 dB(A) and reduced the operator’s noise exposure per hole by 25–51%. These reductions are significant and useful for avoiding overexposure to noise. For example, a roof bolter operator who reaches a 100% MSHA PEL dose by 100 holes drilled could reduce his or her noise dose to 49–75% by using the drill bit isolator. The same operator could continue to drill 133–204 holes before reaching 100% noise dose. Noise exposure measurements over the life of the device showed that the noise reductions continued as long as the device remained functional. The amount of noise reduction varied from mine to mine and between different areas of a mine, possibly due to differences in the roof bolting machines, operator techniques and roof conditions. Although there will be some costs associated with implementing the drill bit isolator, reduced noise can be expected based on the results from this series of evaluations.
That the drill bit isolator provided noise reduction across varying mining conditions is evidence that it is an effective noise control for a variety of underground coal mining conditions. The in-mine tests showed that the isolator maintained its noise reduction properties after drilling over 610 m (2,000 ft), indicating that it is durable enough for use in the harsh conditions found in underground coal mines. However, the durability evaluation also revealed that failures could occur under certain mining conditions and operating techniques, which led to changes in the final design to make the isolator more robust. These changes included reducing the number of welds in favor of machining sections out of solid metal, inverting the device to reduce moment loads on the narrowest segments and reducing the axial runout and other tolerances through a more mechanized assembly process.
Commercialization of the drill bit isolator has progressed based on the results of these field evaluations and subsequent design modifications. Modifications to the design of the isolator based on NIOSH laboratory and field testing results have been implemented. The modifications are intended to improve the durability of the device without any negative impact on the noise reduction capability. While the current design functions with 35-mm- (1.3-in.-) diameter roof bits and hexagonal drill steels, the manufacturing partners are also developing a version for use with 25-mm (1-in.) roof bits. Additionally, the manufacturers intend to provide a brief instructional document illustrating the correct use of the drill bit isolator, indicating that overthrusting, drilling off center and striking it against other hard objects may reduce the life of the device. The culmination of laboratory tests, field tests and modifications has led to a commercially available product from Corry Rubber Corporation and Kennametal that can reduce the noise exposure of roof bolting machine operators in underground coal mines.
Footnotes
Disclaimer
The findings and conclusions in this report are those of the authors and do not necessarily represent the views of the National Institute for Occupational Safety and Health. Mention of any company or product does not constitute endorsement by NIOSH.
References
- Michael R, Yantek D, Peterson J, Ferro E. The evolution of drill bit and chuck isolators to reduce roof bolting machine drilling noise. SME Annual Meeting and Exhibit; February 28-March 3; Phoenix, AZ. Littleton, CO: Society for Mining, Metallurgy, and Exploration, Inc; 2010. p. 7. preprint 10–104. [Google Scholar]
- Michael R, Yantek D, Johnson D, Ferro E, Swope C. Development of elastomeric isolators to reduce roof bolting machine drilling noise. Noise Control Engineering Journal. 2011;59(6):591–612. doi: 10.3397/1.3659660. [DOI] [PMC free article] [PubMed] [Google Scholar]
- NIOSH. Equipment noise and worker exposure in the coal mining industry. Pittsburgh, PA: U.S. Department of Health and Human Services, Public Health Service, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH); 2006. Publication No. 2007–105. [Google Scholar]
- Peterson J, Alcorn L. Results of noise measurements from underground testing of a roof bolting machine duty cycle. Proceedings of Noise-Con; 2007.2007. [Google Scholar]
- Tak S, Calvert GM. Hearing difficulty attributable to employment by industry and occupations: An analysis of the National Health Interview Survey—United States, 1997–2003. Journal of Occupational and Environmental Medicine. 2008;50:46–56. doi: 10.1097/JOM.0b013e3181579316. [DOI] [PubMed] [Google Scholar]
- Tak S, Davis RR, Calvert GM. Exposure to hazardous work-place noise and use of hearing protection devices among US workers—NHANES, 1999–2004. American Journal of Industrial Medicine. 2009;52:358–371. doi: 10.1002/ajim.20690. [DOI] [PubMed] [Google Scholar]
- Yantek D, Alcorn L, Azman A. Evaluations of noise controls for roof bolting machines used to drill 25 mm diameter holes. Proceedings of Noise-Con; 2011.2011. [Google Scholar]