

Abstract
This paper reviews the changing nature of research underpinning the revolution in the automotive sector. Legislation controlling vehicle emissions has brought urgency to research, so we are now noticing a more rapid development of new technologies than at any time in the past century. The light-weighting of structures, the refinement of advanced propulsion systems, the advent of new smart materials, and greater in-vehicle intelligence and connectivity with transport infrastructure all require a fundamental rethink of established technologies used for many decades—defining a range of new multi-disciplinary research challenges. While meeting escalating emission penalties, cars must also fulfil the human desire for speed, reliability, beauty, refinement and elegance, qualities that mark out the truly great automobile.
Keywords: advanced propulsion, automotive, light-weighting, low-carbon
1. Introduction
My research vision has focused on enabling engineering breakthroughs that address the major economic, technological and societal challenges which transform the global automotive sector. The Warwick Manufacturing Group (WMG), which I founded in 1980, has been dedicated to creating research innovations and sharing knowledge to transform a global range of businesses and universities through collaborative research, doctoral programmes and bespoke executive training. Our proposition is that through this approach both academic research excellence and industrial relevance can be achieved.
Since the founding of WMG, we have focused on collaborative research that enables the automotive industry to create vehicles that are, in engineering terms, superior to their predecessors and address consumer and societal needs better than the global competition.
Over the decades, addressing this vision has required a response to very different challenges. In the 1950s and 1960s, the key forces driving the automotive sector were Europe's growing post-war prosperity and ‘the white heat of technology’. In the 1970s and 1980s, it was ‘oil shocks’, the rise of computing, stricter safety legislation and overseas competition. In parallel, managers and unions had to address the consequences of technological change on labour relations. In the last two decades, major trends have been global markets, information networks and tighter climate change legislation. The automobile has evolved throughout this period, where the allure and desirability of the vehicle has been maintained through step changes in safety, emission levels, fuel consumption, driver assistance and connectivity. The images in figure 1 depict this evolution through Jaguar cars: E-Type (1961–1975), XK (1996–2014) to the current F-Type introduced in 2013.
Figure 1.
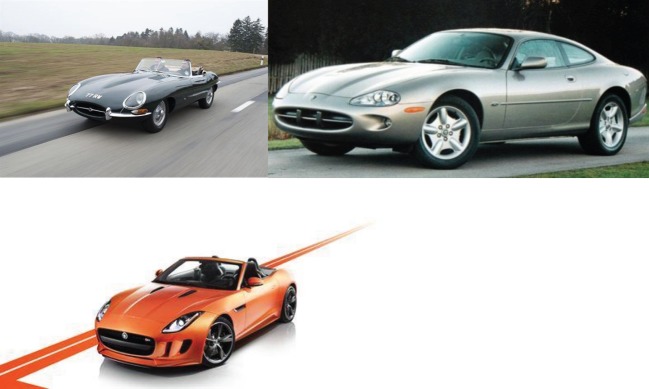
The changing face of the automobile through the decades.
Research has to address an ever-increasing pace of change. It reacts to major challenges and perturbations, for example the ‘oil shock’ enabled more fuel efficient engines coupled with a removal of lead in petrol. Today, the requirement to reduce CO2 and other emissions is leading to electric and hybrid propulsion and autonomous vehicles; this opens up research questions regarding the end-of-life of lithium batteries. Alongside these changing technological and societal needs, cars must also fulfil the human desire for speed, reliability, beauty, refinement and elegance, qualities that mark out the truly great automobile. For an engineer, any solution to these challenges that is overly complex or impractically expensive is no solution at all. Responding to these pressures has meant that for 35 years, we at WMG have developed technologies which make cars, and indeed companies, smarter, lighter and greener.
WMG's first decade saw our research focus predominantly on automotive and aerospace manufacturing. These major industries have remained core to our research. Insights that our research advanced in these sectors led to research in our second decade in new sectors such as construction, defence, pharmaceuticals and telecommunications. Our third decade embraced services including health, finance and rail. All are sectors where strong understanding of linked innovations in technology and processes can enable major societal impacts; for example, through our Institute of Digital Healthcare, delivered in partnership with the University of Warwick's medical school, NHS and industry and working closely with the Academic Health Sciences Network.
In this paper, I introduce the contribution that my research and that of the WMG research group has made to the UK's international competitiveness and societal priorities, in the context of changing social needs and scientific advances.
2. Smarter
The most significant challenge we faced in 1980 was to transform industrial design and production through ground-breaking computing technologies. In the 1950s and 1960s, industrial design was paper based, with meticulous one-off drawings produced in each company's drawing offices, and suppliers making components to print—stifling creativity in the supply chain (figure 2). In the 1980s, there was the emerging impact of Computer Aided Design and Computer Aided Manufacture (CAD/CAM); and now the power of high-performance computers and virtual reality where companies and their suppliers and customers can co-design future products and assess their performance in use prior to manufacture (figure 2).
Figure 2.
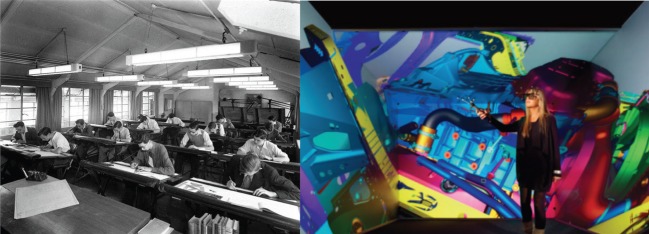
The evolution of advanced design.
Each shift was resisted by some in the industry who were familiar with the old and unsure of the new. However, each innovation offered very significant advantages to those willing to embrace them. From the outset, I decided that WMG would be a pioneer in using CAD/CAM to create engineering solutions for the automotive and aerospace sectors.
It was important not only to apply the technology ourselves, but also to create a generation of engineers who were comfortable with this fast-developing side of the industry. This combination of people and technology led to WMG's research to support the creation of the British Leyland (BL) K-series engine (figure 3). BL required a modern, lightweight engine design to compete with emerging international competition. They did not have the resources to design, develop and manufacture such an engine in the traditional manner. BL approached WMG to assist in creating an innovative solution; for 2 years, we deployed our experience in CAD/CAM, materials and process management to enable BL to create a revolutionary new engine design.
Figure 3.
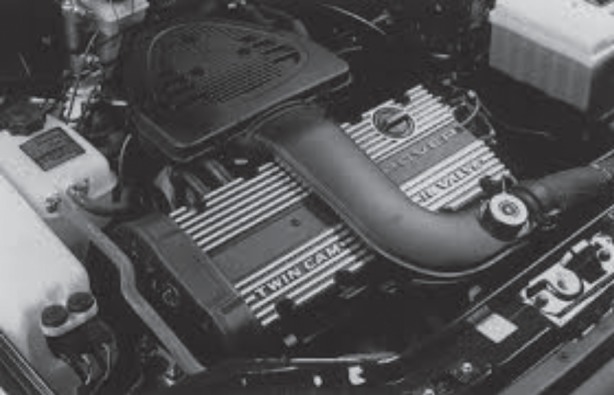
The ground-breaking BL K-series engine.
Instead of an engine block held together by a series of bolts at different points and angles, we applied a single long bolt. This reduced complexity and weight but required absolute precision in casting. To achieve not only the design, but also the production of this engine, computer simulation technologies were applied to every aspect of manufacturing—developing an aluminium casting process that used a fully automated robotic production line to produce an engine with low weight and high thermodynamic efficiency. The new technology was based on fundamental research as well as ground-breaking design and we were privileged to work with BL in the endeavour.
WMG has subsequently been one of the pioneers in the introduction of digital technology to manufacturing, with CAD/CAM, product life cycle management, simulation and modelling, robotics and embedded systems featuring prominently in our research agenda of the past 20 years.
In 2005, recognizing that advances in data connectivity would have huge consequences for the physical realm, and that traditionally engineered products and production systems were slow to apply the potential uses of large-scale digital information and processing power, I spoke of the ‘holy grail’ of systems integration and the emergence of a world platform of connectivity that previous generations of engineers could only dream about [1]. This has come rapidly to fruition, with virtual testing enabling designers to anticipate how a system will perform, simulate how it will interact with users and discover when it might fail, all without leaving the laboratory. For example, avoiding unnecessary noise and providing the best experience is a key aspect of vehicle design. Sound quality engineers in companies are responsible for understanding and/or conducting the physical and perceptual measurement of automotive sound [2]. Significant research has been conducted into the appropriateness of data capture techniques, including the compromise between the accuracy of the results, level of discrimination between stimuli and the time needed for realization of the test [3]. We have enabled this process through research led by Prof. Paul Jennings to capture a person's subjective reaction to sound and translate this into engineering design parameters [4]. This enables the power and refinement of an attractive engine sound to be captured in the vehicles distinctive ‘DNA’ which you now hear, for example in the acoustic delivery of the Jaguar F-Type. This expertise has been captured by Bruel and Kjær in their PULSE NVH Simulators, which enable automotive company Chief Engineers to approve Noise Vibration Harshness (NVH) targets in an interactive, context-rich environment, based on synthesized sounds in the early stages of design, reducing the need for expensive modifications later in the design process. For example, at the concept stage, it is possible to achieve an exciting sound to enhance and compliment a new vehicle, applying the approach to set vehicle level sound quality targets to enhance appeal and achieve the final sign off at target confirmation drive events [5]. WMG's desktop simulator is depicted in figure 4.
Figure 4.
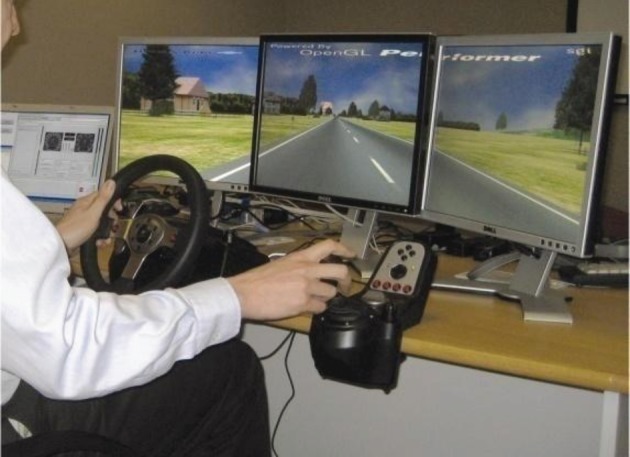
A desktop simulator at WMG.
Looking forward, a high proportion of automotive research will focus on information technologies and software engineering. Coupled with this will be an urgent requirement to incorporate this emerging knowledge into the skills base of companies. Without a graduate-level skilled workforce complimented by artisans, companies cannot grow, innovate, adopt new technologies such as those based on software engineering and create new products. They face reduced profitability and will not compete globally. A strong focus on improving the levels of technical and managerial skills in industry, including those in emerging information technologies, has been a parallel priority in WMG [6,7]. Software engineering and the digital ability to manage and automate information will encourage the development of the ‘intelligent’ vehicle with ever-increasing levels of driver assistance and active safety features, enabled by all-round sensing, electronic actuation of steering and braking and assistance in monotonous driving tasks and hazardous situations.
Vehicles will learn driver behaviour, increasing vehicle safety; they will optimize to the driver to reduce emissions and fuel consumption, and react to hazards. Second-generation sensors with on-board processing capability will enable the vehicle to interact with customers in a smarter way; learning habits, being situationally aware and interacting in a more ‘human’ fashion. Near-field and remote vehicle communications will provide the platform for an almost unlimited set of features and applications. The ability to ‘download’ to the car will dramatically change the relationship with the customer and introduce new business models around the ‘incomplete car’, enabling personalization of the vehicle through digital interfaces and technologies. This does, however, introduce new challenges in cyber security, particularly in relation to personal data and vehicle vulnerability to malicious attack. Consideration needs to be given to the risks associated with these added value services. It is for precisely this reason that WMG has invested in research and education in cyber security, for example, Prof. Carsten Maple's research in network security countermeasures [8].
Future research will explore the driver-in-the-loop (including electric vehicle driving style, distraction free driving and prioritizing information), vehicle to vehicle connectivity, vehicle to infrastructure (e.g. aligning a vehicle in a car park or on the move for charging) and vehicle in society (including behaviour and behavioural change) research. Digital Connectivity will impact all aspects of a vehicle, driver and passenger interfaces and the supply chain. Internet-based systems will enable the reconfiguration and evolution of vehicle systems throughout the product life cycle, including condition-based maintenance, e.g. a ‘self-healing’ vehicle that can diagnose faults, attempt repairs and communicate faults to garages.
3. Lighter
WMG's K series engine research was an early example of the application of lightweight materials in the automotive sector. Looking forward, the Royal Society and US National Academy of Sciences have identified climate change as ‘one of the defining issues of our time’ [9]. Vehicles currently produce 12% of the total EU emissions of CO2; accordingly, legislation has been enacted within the EU (and around the world) to drive a reduction. A key enabler for this is light-weighting of the vehicle, as each 100 kg of mass reduction can save 8 g km−1 of CO2. In Europe, the penalty for non-compliance with the legislation is a fine escalating to € 95 per additional gram per kilogram for every car produced [10]. Regulation and legislation are societal responses to the impact of industry on citizens, for example health and safety legislation or environmental regulation. These can have major impacts on production companies, for good and ill. This is nothing new; there are many historical precedents, from workplace safety legislation to the clean air act. They are challenges that usually increase cost, at least in the short term, and that can lead to sudden dislocating change.
Such negative consequences are often publicized, but they are, in almost all cases, a major positive factor in that the resulting challenges combine to provoke innovation. Companies that embrace these changes as a challenge benefit disproportionately [11]. The escalating penalties of international emissions legislation have proved to be a major driver of materials innovation in the automotive sector. Today, the pressure for lighter vehicles and enhanced safety has focused research on embedding functionality into materials, reducing weight while enabling superior safety and increased connectivity. Accordingly, at WMG, we built an early capability in UK academia in rapid-prototyping technology (now referred to as additive layer manufacturing or three-dimensional printing). In addition to competencies in metals and alloys processing, the research of Prof. Gordon Smith led to novel innovations in the use of polymers and composites in automotive and other sectors, for example ‘in-mould’ painting. A novel process to inject powder coat paint into an injection moulding machine achieved 100% solid paint in ‘in-mould’ painted lightweight components [12]. Additional advantages included eliminating paint shops, avoiding volatile emissions and effluent and recyclability, as compatibility of paint and polymer substrate ensures reprocessing without paint removal [13]. Applying a paint chemistry designed to give a pseudo-plastic phase prior to cure resulted in a component with exceptional paint coverage and adhesion to a core polymer. Figure 5 depicts paint flow into the injection moulding tool; such high-pressure injection can lay extremely thin evenly distributed layers of material on a tool surface prior to injection moulding to develop a multi-layered structure of materials.
Figure 5.
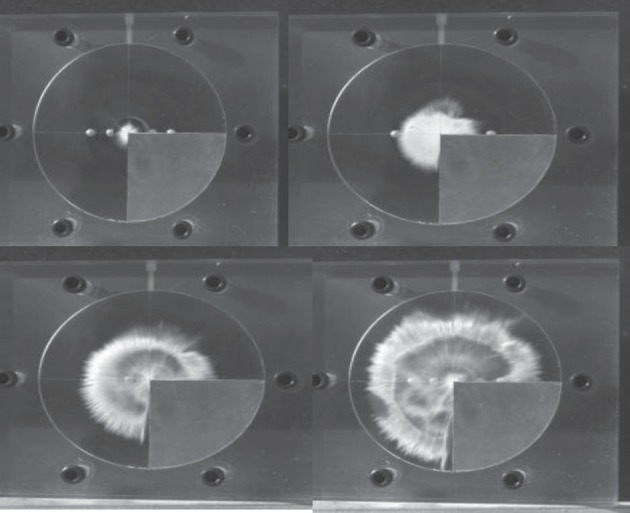
High-speed camera capture of paint flow into a Perspex moulding tool.
Low-density materials substitution is often proposed as the solution to light-weighting of vehicles; however, light-weighting can be achieved through better design or through the application of higher strength materials. The most appropriate approach is a holistic one, investigating the design, forming, joining and performance of materials. Vehicle bodies contribute 25% of the total weight of a car [14]. A lighter car body can use a lighter engine and lighter suspension, creating a ‘circular’ weight saving, doubling the original benefits. Our research, led by Prof. Richard Dashwood, focuses on addressing the manufacturing challenges preventing the volume application of advanced materials and on creating the digital tools required to enable the exploitation of new materials and technologies.
Many of the innovations resulting from such research, including refinements in self-pierce riveting [15], cold forming and resistance spot welding, have been adopted by automotive manufacturers and suppliers, leading to cost reduction, weight saving and environmental benefits. The multi-disciplinary research into self-pierce riveting, enabling its introduction into the industry, has been global, involving companies including Audi, BMW, General Motors, Peugeot-Citroën and Jaguar Land Rover and research groups in Australia [16], China [17], France [18], Germany [19], Italy [20], Japan [21], Norway [22], Poland [23], Slovakia [24], UK and USA [25]. Resistance spot welding had traditionally been ignored as it was impossible to control in lightweight materials, and there was no guarantee that joints would be reliable. However, theoretical analysis showed that contact resistance was the key issue for joint integrity; it was influenced by a range of factors, including the surface conditions of sheets. The final surface topography and the solid wax lubricant used to assist metal forming each led to unpredictable changes in contact resistance and consequently affected the stability of the resistance spot welding process. Our research identified fundamental relationships between weld qualities, joint strength, governing metal thickness and stack orientation for resistance spot welding of aluminium [26].
These pioneering approaches to the application of high-strength steel and aluminium, requiring innovative approaches to forming and joining, have helped develop lighter Jaguar cars, e.g. the F-Type and the 420 kg lighter new Range Rover. Its ‘Body in White’, where sheet metal components have been joined together, but before moving parts, engine, chassis and trim have been added and before painting, is shown in figure 6. Here, self-pierce riveted and adhesively bonded aluminium replaces steel and welding in production. Aluminium also brings specific strength benefits leading to improved crash performance characteristics.
Figure 6.

The new 420 kg lighter Range Rover.
In steel manufacturing, our research with TATA Steel and groups at universities, including Cambridge and Carnegie Mellon, will help drive the transformation of iron and steel manufacturing into a process that enables flexibility at the front end with regards to raw materials and energy sources and at the product end with regards to enhanced value and product specialization, including metal/foam sandwich structures. Research includes novel iron making (Prof. Sridhar Seetharaman [27]), direct strip casting (Prof. Claire Davis [28]) and new ways of coating and surface engineering of steels (Prof. Barbara Shollock [29]).
Steel is today the most recycled material on the planet, with the amount of recycled steel totalling more than all other industrial materials combined. The energy cost and CO2 output per tonne of steel has, during the last two decades, been reduced by nearly 30%. However, the differences between the actual and theoretical minimum in consumption of energy and output of CO2 are still significant [30]. Nearly 4 GJ tonne−1 steel or a 30% reduction in energy (or associated output of CO2) can be saved in iron and steel making alone. A further 3 GJ tonne−1 can be saved in hot and cold rolling. In addition to the reduction in energy, there is a need to operate flexibly and be resilient with regard to market changes in raw material, energy prices and product demand. A major challenge is to create innovative processes for high value added steels, such as Advanced High-Strength Steel. These contain high Al, Si and other reactive chemistries and offer micro-structural control, which enables enhanced deformation and strength compared to conventional steels [31,32]. However, the processing of these steels, especially for coated products, in conventional integrated steel mills remains highly problematic [33,34].
We have built a state-of-the-art laboratory at Warwick that enables exploration of evolving reactions and transformations in situ while simulating the thermal, chemical and mechanical conditions that exist in the manufacturing facilities. Application of techniques such as X-ray scattering [35,36] have revolutionized the manner in which the kinetics of high-temperature processes can be quantified to gain the knowledge needed to improve product quality and process control.
One example is applying confocal scanning laser microscopy [37,38] and X-ray computerized tomography [39] to explore metal–slag interfacial phenomena for optimizing refining; thereby enabling flexibility in the use of low-grade iron ores [40]. An impediment to their use is the phosphorous content, a low level in the final steel product is essential for steel applications where high ductility is required for example in pipelines. The two images in figure 7 show how an iron droplet breaks up during de-phosphorization. The increase in interfacial area would have a significant impact on the kinetic rate of phosphorous refining.
Figure 7.
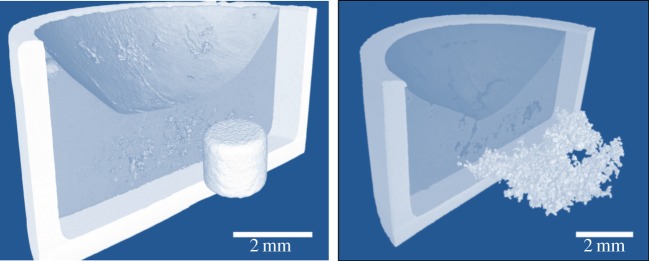
Slag, metal, drop reactions from 0 s to 60 s.
Another is addressing European REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) legislation which, through identification of ‘substances of very high concern’, will change the way in which surfaces are treated before painting. Current research on the pre-treatment of galvanized steel strip has focused on chromium-free treatments, and the durability of the final product. Research is extending into new pre-treatments and coatings, including graphene, for late-stage product differentiation. These environmentally acceptable alternatives have the potential to provide a life guarantee of 40 years for building cladding. Figure 8 depicts a galvanized steel surface and the aluminium distribution on the surface obtained using time-of-flight secondary ion mass spectrometry which allows measurement of the elemental composition down to parts per million levels.
Figure 8.
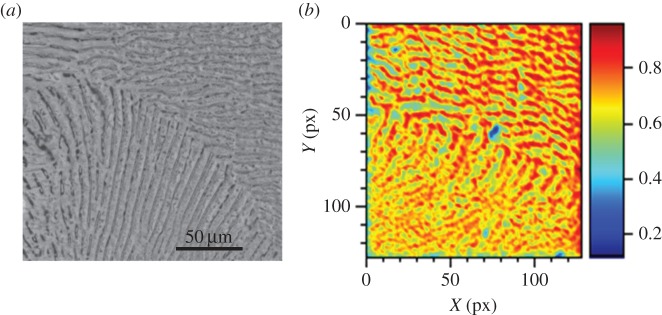
Galvanized steel surface (a) and aluminium distribution on the surface (b).
Aluminium intensive vehicles have been introduced in the premium sector and composite intensive vehicles in the niche vehicle sector. In the future, these technologies will migrate into the higher volume markets. We are noticing an increase in multi-material vehicles in development, where optimum materials (in terms of performance and cost) are chosen on a part by part basis. This reflects WMG's materials agnostic approach covering all structural material classes including metals, ceramics, polymers, composites and hybrids, with the effective integration of multiple materials into a single structure becoming a key research challenge. Increasing research in composites (including bio-composites) will enable further light-weighting through embedded functionality. This could enable, for example, the removal of the wiring harness in cars and the copper lightning strike shell in aircraft.
Research being explored in collaboration with industry partners and others includes functional nanomaterials, led by Prof. Tony McNally, including carbon nanotubes, graphene, one- and two-dimensional inorganics. His group is working to incorporate these into bulk (and foamed) polymer and low melting point aluminium systems and subsequently process them to produce multifunctional lightweight components that have application in a broad range of industries. His research in polymer blends [41] complements major activity on the dispersability and localization of carbon nanotubes in France, Germany and Japan [42–45] building on earlier research in the USA [46]. The aim is to produce components that are simultaneously stronger, smarter and lighter than anything that has gone before. Figure 9 is a high-resolution transmission electron microscope (HRTEM) image showing the concentric arrangement of a multi-walled carbon nanotube (MWCNT) embedded in a poly(ethylene) matrix. A key aspect is the ability to effectively process the nanocomposites [47]. Research builds on a strong legacy of international research into the drawing (or extrusion) of the polymer, polyethylene terephthalate [48–54].
Figure 9.
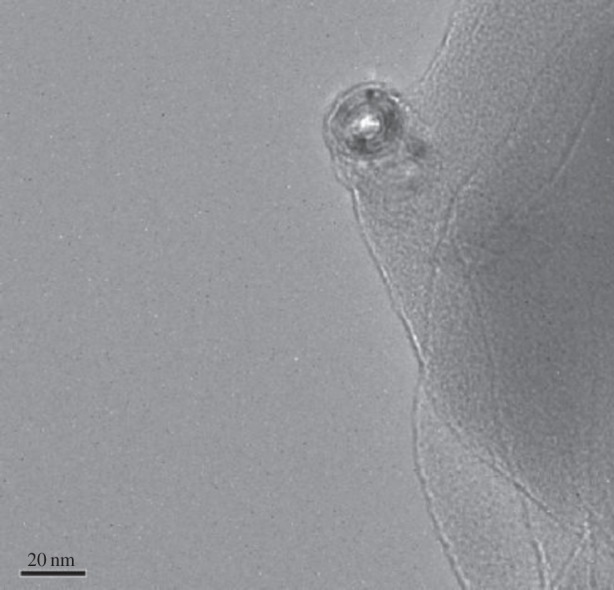
HRTEM image of a multi-walled carbon nanotube embedded in a poly(ethylene) matrix.
The application of nanoparticles enables the creation of products with combined higher performance and smart characteristics, including self-healing, self-cleaning, enhanced fire-retardancy, anti-corrosion, anti-scratch resistance and static dissipation. Our research, based in the recently founded International Institute for Nanocomposites Manufacturing, is also focused on highly selective and sensitive gas sensors, scale up of materials for battery components, noise and vibration damping and the applications of piezoelectric and electroactive materials in smart products incorporating sensing and energy harvesting capabilities. Innovation in the advanced manufacturing of nanocomposite materials will contribute significantly to increasing the UK's share of the global automotive market.
4. Greener
Lighter and smarter vehicles have a role in addressing the legislative penalties on vehicle CO2 emissions. However, this is far from the full extent of the automotive sector's environmental research. Another important challenge is that of life cycle analysis. It is no longer sufficient to simply consider the CO2 saved during the use of a vehicle. One should, and now has to, consider the CO2 associated with materials production, manufacture and end of life. If this is not included it is possible to consume more CO2 over the whole life of a lighter vehicle compared with a previous heavier design of vehicle. An example of this is in the application of magnesium alloys where the CO2 ‘cost’ of its production can be 10–20 times that for steel.
The Royal Society People and the Planet [55] report encouraged ‘investment in sustainable resources, technologies and infrastructures and systematically decoupling economic activity from environmental impact’. The application of sustainable materials in automotive and other sectors has provided a timely environmental focus to research (e.g. recycled composites, natural-fibre composites, materials from industrial waste and biofuels). Much of this is undertaken to address more rigorous climate change targets on emissions and carbon use, and end-of-use legislation.
The requirement to be ‘greener’ has driven greater change in automotive technology over the past 15 years than seen in the previous century—and the pressure is accelerating. Natural origin and sustainable polymers can replace oil-based polymers when cost, legislation or consumers drive their introduction. Motorsport provided a high profile ‘platform’ to demonstrate their capabilities. Dr Kerry Kirwan and Dr Steve Maggs created the environmentally friendly ‘World F3rst’ Formula 3 racing car (figure 10a), which was selected as one of the ‘50 Best Inventions of the Year’ by TIME magazine in 2009 [56]. World F3rst raised awareness of the opportunities to apply sustainable materials in motor racing, changed the industry's way of thinking and helped to pave the way to a sustainable future for motorsport through the creation of new race formats.
Figure 10.

(a) and (b)—World F3rst and the Lola–Drayson B12/69 electric vehicle.
World F3rst was based on a recognized Formula 3 racing vehicle and involved replacing the non-safety critical parts with environmentally friendly alternatives, for example jute, flax and hemp natural fibres as potential replacements for the synthetic fibres that make up the composite materials used in the front and rear impact structures of the car [57]. The engine was a turbo diesel tuned to run on biodiesel manufactured from waste streams, including cooking oil and waste chocolate, which provided a race-speed fuel efficiency improved by 125% compared to a typical Formula 3 vehicle.
Innovations from World F3rst fast-tracked the development of sustainably sourced components and led to the incorporation of materials in a racing car that holds the land-speed record for electric vehicles—the Lola–Drayson B12/69 electric vehicle (figure 10b).
To make greater strides will necessitate advanced hybrid vehicles with novel power-train and battery technologies. These require the ‘urgent research’ into energy storage identified by the Royal Society [58]. Addressing this, at WMG we have completed the construction of a national advanced energy storage facility, the Energy Innovation Centre, which includes the capability to validate new battery chemistry and to develop and test alternative battery structures. The facility has a full pre-prototype production capability, replicating the processes used in high volume manufacture. This enables exploration of the manufacturing feasibility, safety and cost-effectiveness of new battery types. It enables the rapid characterization of battery cells at temperatures from −40°C to +80°C, the ability to test complete battery systems at up to 1000 Amps, and to expose them to extreme vibration, crush and penetration.
The new battery chemistry scale up facility, sponsored by the UK's Automotive Council with funding from the Department of Business Innovation and Skills (BIS), is the only one of its kind in the UK. It provides a one-stop shop for the creation of new battery chemistry from concept to fully proven traction batteries, produced in sufficient quantities for detailed evaluation in target applications. The UK has identified energy storage as a critical breakthrough technology that builds on a strong research pedigree where science underpinning Li-ion battery technologies was created at Oxford University in the late 1970s/early 1980s [59–62]. It provides a world-class facility for energy storage research teams, including collaborators at Argonne National Laboratory, Leeds and Oxford universities, enabling electrochemists to create and explore at a single location novel battery chemistries, electrodes and separators. Through the facility, we are helping to scale up and prepare for exploitation innovative research on new Li-Air and Li-S battery chemistry from groups including that at Oxford University [63,64], and newly established small and medium-sized companies in this field.
Researchers typically create very small ‘coin cells’ in laboratory glove boxes. The specification of our new, environmentally controlled facility enables the manufacture of large pouch cells, typically A5 size, that are relevant to the need for high-density energy storage in electric and hybrid vehicle applications. The pouch cells depicted in figure 11 consist of electrodes, separators and electrolyte contained in flexible, heat sealable foil and can be constructed to specific shapes and sizes. The new facility will enable research for wider application requirements, including static power storage, aerospace, portable power and consumer products.
Figure 11.

WMG's energy innovation centre and A5 pouch cell.
The increasing electrification and hybridization of all vehicle types is increasing the importance of the role of electric motors and power electronics. These are well-understood technologies in an industrial context, but new market opportunities create challenges for power density, cost and the ability to manufacture at very high quality in volumes of hundreds of thousands per year. The scale of investment is significant on a national and international scale and will help to address the G-Science Academies imperative for a ‘range of clean, renewable energy options’ [65]. The images in figure 11 are of the Energy Innovation Centre. Upper left is a dry room where the A5 pouch cells based on novel chemistries are manufactured; these cells (and commercially available cells) are characterized in battery cycling facilities (upper right image). The lower left image is of the dynamometers in the Vehicle Energy Facility, a state-of-the-art facility capable of testing whole hybrid vehicle power-trains, components and systems.
WMG has recently been selected to host the UK Advanced Propulsion Centre—a £1 billion, 10 year industry–government partnership to help enable new and low carbon technologies bridge the gap between research and commercialization, moving from technology to product, and creating employment, wealth and skills within the UK.
Technology foresight in the automotive sector is challenging; legislation, global politics and changing consumer preferences will shape future technology as much as emerging research outcomes. The automotive sector is, however, highly responsive in its ability to embrace systems technology developed in other sectors. Some viable futures are apparent; for example, the driverless car, an all-electric future, delivery drones replacing some delivery vans and hire-for-need vehicle use rather than personal ownership. There is a continuing increase in the sophistication of the electronics and sensor systems in a car (which account for 50% of the value of a typical premium vehicle). The advanced electronic capabilities in premium vehicles will become the norm in all vehicles, and increasing connectivity to transport infrastructure, the workplace, the home, information and entertainment systems will be achieved. Cars can become integral components of the ‘Internet of things’. It is a fascinating time to be involved in research with the automotive sector.
5. Conclusion
The engineering challenges that inspired me at the start of my career are still at work. They have been magnified and transformed by a growing global population, energy resource pressures and an increasingly networked world. The pace of change and the necessary speed of innovation and implementation have reached unprecedented levels and continue to accelerate. With the challenge of climate change legislation and greater technological complexity, developing and integrating cutting edge research from a diverse range of disciplines into innovative products that meet both societal and consumer needs will increase in importance.
To pursue these objectives most effectively, there is a need to connect seemingly disparate research themes and innovations from a diverse range of disciplines into a single, unified whole. In creating this new environment, we need to create the maximum degree of collaboration; national and international, between public institutions and private sector bodies, between universities and industry in every possible permutation [66]. Accordingly, strands of research in customized design, light-weighting, advanced propulsion and energy storage will come together in a new National Automotive Innovation Centre (NAIC), where £15 million of HEFCE (Higher Education Funding Council for England, UK Government) funding has stimulated one of the UK's largest private sector investments in university-based research, with 10 times as much as from Government.
The 33000 m2 NAIC (figure 12) will provide dedicated facilities for research to enable new vehicle types in an environment where industry and academia can collaborate to achieve technical breakthroughs. These will underpin products of the future that meet our societal demands for sustainability and are attractive and desirable to own.
Figure 12.

The National Automotive Innovation Centre.
The innovative research infrastructure within the NAIC will include facilities to enable research in smart and connected vehicles. For example, a drive in, driver-in-the-loop simulator, integrated with hardware-in-the-loop simulation, infotainment and communication simulation, a multi-sensory virtual environment and real-world vehicle environment (figure 13). This scalable, configurable and compatible collaborative research platform will provide a capacity for whole system level design, validation, verification and test of second-generation sensors, new technologies and systems. It will enable understanding of emerging smart and connected systems, enhanced by human factors research to explore how people interact with new technologies.
Figure 13.

Drive-in, driver-in-the-loop, multi-axis driver simulator.
The new technologies created through the NAIC will be transferred to other sectors, including aerospace, marine, rail and defence. Its critical mass is attracting global Tier One suppliers to locate increasing levels of R&D nearby. The NAIC represents not only a wonderful investment in the practical application of science, but another step in my own personal journey, one that takes the brilliant moments of clarity that scientific research provides, and uses them to improve, just a little, the messy, human, challenging environment in which we live.
Acknowledgements
I wish to thank the thousands of companies that have undertaken collaborative research, education and knowledge transfer with WMG. I hope that we met their expectations and delivered lasting impact. My greatest thanks go to the staff and students of WMG, who have each done so much to help deliver my dream.
Competing interests
I declare I have no competing interests.
Funding statement
The support of UK Government funding bodies, especially the Engineering and Physical Sciences Research Council (EPSRC), Innovate UK, and the Higher Education Funding Council for England (HEFCE), as well as the Department of Business Innovation and Skills, helped catalyse our industrial engagement.
References
- 1.Bhattacharyya SK. 2005. The expanding world of technology. 16th Duncan Davis Memorial Lecture. London, UK: R&D Society. [Google Scholar]
- 2.Otto N, Amman S, Eaton C, Lake S. 1999. Guidelines for jury evaluations of automotive sounds. Soc. Autom. Eng. Tech. Pap. 1999 (doi:10.4271/1999-01-1822) [Google Scholar]
- 3.Parizet E, Hamzaoui N, Sabatié G. 2005. Comparison of some listening test methods: a case study. Acta Acust. United Acust. 91, 356–364. [Google Scholar]
- 4.Jennings PA, Dunne G, Williams R, Giudice S. 2010. Tools and techniques for understanding the fundamentals of automotive sound quality. Proc. Inst. Mech. Eng. D 224, 1263–1278. (doi:10.1243/09544070JAUTO1407) [Google Scholar]
- 5.Quinn D, Speed-Andrews P, Allman-Ward M, Heinz T. 2009. How advances in on-road NVH simulator technology have enabled firm targets for delivery at the concept phase. Technical Paper no. 2009-01-2178 Warrendale, PA: Society Automotive Engineers. [Google Scholar]
- 6.Bhattacharyya SK. 2004. Management education for industrial success. In 17th Hugh Ford Management Lecture. London, UK: IMechE. [Google Scholar]
- 7.Bhattacharyya SK. 1998. Competitiveness and the role of education and training. In 7th Mensforth Int. Gold Medal Lecture. London, UK: IEE. [Google Scholar]
- 8.Viduto V, Maple C, Wei H, Lópéz-Peréz D. 2012. A novel risk assessment and optimisation model for a multi-objective network security countermeasure selection problem. Decis. Support Syst. 53, 599–610. (doi:10.1016/j.dss.2012.04.001) [Google Scholar]
- 9.The Royal Society and US National Academy of Sciences. 2014. Climate change: evidence and causes. [Google Scholar]
- 10.Regulation (EU) No. 333/2014 of the European Parliament and of the Council of 11th March 2014. Official Journal of the European Union. L103/5. 5th April 2014.
- 11.Bhattacharyya SK. 2007. The Challenges of the 21st Century, Revolutions in Global Markets, Regulation and Customisation in the Automotive Sector. Lord Austin Lecture. IET. [Google Scholar]
- 12.Goodship V, Lobjoit C, Cook N, Smith GF. 2006. In mould painting by spraying thermoset powder coating into a closed mould, followed by standard thermoplastic injection moulding: part 1 introducing the in-spire process. Prog. Rubber Plast. Recycl. Technol. 22, 165–177. [Google Scholar]
- 13.Goodship V, Smith GF. 2008. Removing the paint shop process: options for painting and decorating injection mouldings. Int. J. Environ. Technol. Manage. 8, 339–347. (doi:10.1504/IJETM.2008.017506) [Google Scholar]
- 14.Carle D, Blount G. 1999. The suitability of aluminium as an alternative material for car bodies. Mater. Des. 20, 267–272. (doi:10.1016/S0261-3069(99)00003-5) [Google Scholar]
- 15.Pickin CG, Young K, Tuersley I. 2007. Joining of lightweight sandwich sheets to aluminium using self-pierce riveting. Mater. Des. 28, 2361–2365. (doi:10.1016/j.matdes.2006.08.003) [Google Scholar]
- 16.Durandet Y, Deam R, Beer A, Song W, Blacket S. 2010. Laser assisted self-pierce riveting of AZ31 magnesium alloy strips. Mater. Des. 31, 13 (doi:10.1016/j.matdes.2009.10.038) [Google Scholar]
- 17.Wang JW, Liu ZX, Shang Y, Liu AL, Wang MX, Sun RN, Wang PC. 2011. Self-piercing riveting of wrought magnesium AZ31 sheets. J. Manuf. Sci. Eng. 133, 031009 (doi:10.1115/1.4004138) [Google Scholar]
- 18.Bouchard PO, Laurent T, Tollier L. 2008. Numerical modelling of self-pierce riveting—from riveting process modelling down to structural analysis. J. Mater. Process. Technol. 202, 290–300. (doi:10.1016/j.jmatprotec.2007.08.077) [Google Scholar]
- 19.Porcaro R, Langseth M, Hanssen AG, Zhao H, Weyer S, Hooputra H. 2008. Crashworthiness of self-piercing riveted connections. Int. J. Impact Eng. 35, 1251–1266. (doi:10.1016/j.ijimpeng.2007.07.008) [Google Scholar]
- 20.Casalino G, Rotondo A, Ludovico A. 2008. On the numerical modelling of the multiphysics self piercing riveting process based on finite element techniques. Adv. Eng. Softw. 39, 787–795. (doi:10.1016/j.advengsoft.2007.12.002) [Google Scholar]
- 21.Miyashita Y, Jack Teow YC, Karasawa T, Aoyagi N, Otsuka Y, Mutoh Y. 2011. Strength of adhesive aided SPR joint for AM50 magnesium alloy sheets. Proc. Eng. 10, 2532–2537. (doi:10.1016/j.proeng.2011.04.417) [Google Scholar]
- 22.Hoang NH, Porcaro R, Langseth M, Hannsen AG. 2010. Self-piercing riveting connections using aluminium rivets. Int. J. Solids Struct. 47, 427–439. (doi:10.1016/j.ijsolstr.2009.10.009) [Google Scholar]
- 23.Cacko R. 2008. Review of different material separation criteria in numerical modelling of the self-piercing riveting process—SPR. Arch. Civil Mech. Eng. 8, 21–30. (doi:10.1016/S1644-9665(12)60190-3) [Google Scholar]
- 24.Mucha J, Kašák L, Spišaḱ E. 2011. Joining the car-body sheets using clinching process with various thickness and mechanical property arrangements. Arch. Civil Mech. Eng. XI, 135–148. (doi:10.1016/S1644-9665(12)60179-4) [Google Scholar]
- 25.Cai W, Wang PC, Yang W. 2005. Assembly dimensional prediction for self-piercing riveted aluminium panels. Int. J. Mach. Tools Manuf. 45, 695–704. (doi:10.1016/j.ijmachtools.2004.09.023) [Google Scholar]
- 26.Han L, Thornton M, Li D, Shergold M. 2011. Effect of governing metal thickness and stack orientation on weld quality and mechanical behaviour of resistance spot welding of AA5754 aluminium. Mater. Des. 32, 2107–2114. (doi:10.1016/j.matdes.2010.11.047) [Google Scholar]
- 27.Statokha V, Semykina A, Nakano J, Sridhar S, Seetharaman S. 2013. A study of transformation of some transition metal oxides in molten steelmaking slag to magnetically susceptible compounds. J. Min. Metall. B 49, 169–174. (doi:10.2298/JMMB120811008S) [Google Scholar]
- 28.Zheng S, Davis C, Strangwood M. 2014. Elemental segregation and subsequent precipitation during solidification of continuous cast Nb-V-Ti high strength low-alloy steels. Mater. Charact. 95, 94–104. (doi:10.1016/j.matchar.2014.06.008) [Google Scholar]
- 29.Grewal HS, Agrawal A, Singh H, Shollock BA. 2014. Slurry erosion performance of Ni-Al2O3 based thermal-sprayed coatings: effect of angle of impingement. J. Therm. Spray Technol. 23, 389–401. (doi:10.1007/s11666-013-0013-x) [Google Scholar]
- 30.Fruehan RJ, Fortini O, Paxton HW, Brindle R. 2000. Theoretical minimum energies to produce steel for selected conditions. Washington, DC: U.S. Department of Energy, Office of International Technologies. [Google Scholar]
- 31.Gao J, Ichikawa M. 2004. Development of coated trip steels for automotive application. In Proc. Int. Conf. on Advanced High Strength Sheet Steels for Automotive Applications, Winter Park, CO, 6–9 June 2004, pp. 107–115. Warrendale, PA: AIST. [Google Scholar]
- 32.De Meyer M, Vanderschueren D, De Cooman BC. 1999. The influence of the substitution of Si by Al on the properties of cold rolled C-Mn-Si TRIP steels. Iron Steel Inst. Jpn Int. 39, 813–822. (doi:10.2355/isijinternational.39.813) [Google Scholar]
- 33.Baum TL, Fruehan RJ, Sridhar S. 2007. Kinetics of oxidation and decarburization in Al-Si transformation induced plasticity steel. Metall. Mater. Trans. B 38, 287–297. (doi:10.1007/s11663-007-9023-8) [Google Scholar]
- 34.Mintz CB. 2001. Hot dip galvanising of transformation induced plasticity and other intercritically annealed steels. Int. Mater. Rev. 46, 169–197. (doi:10.1179/095066001771048754) [Google Scholar]
- 35.Guinier DA, Fournet G. 1955. Small-angle scattering of X-rays. New York, NY: John Wiley & Sons. [Google Scholar]
- 36.Soon E, et al. 2015. Heterogeneous nucleation and shape transformation of multicomponent metallic nanostructures. Nat. Mater. 14, 215–223. [DOI] [PubMed] [Google Scholar]
- 37.Shibata H, Yin H, Yoshinaga S, Emi T, Suzuki M. 1998. In-situ observation of engulfment and pushing of nonmetallic inclusions in steel melt by advancing melt/solid interface. Iron Steel Inst. Jpn Int. 38, 149–156. (doi:10.2355/isijinternational.38.149) [Google Scholar]
- 38.Yin H, Shibata H, Emi T, Suzuki M. 1997. ‘In-situ’ observation of collision, agglomeration and cluster formation of alumina inclusion particles on steel melts'. Iron Steel Inst. Jpn Int. 37, 936–945. (doi:10.2355/isijinternational.37.936) [Google Scholar]
- 39.Cai B, Karagadde S, Yuan L, Marrow TJ, Connolley T, Lee PD. 2014. In situ synchrotron tomographic quantification of granular and intragranular deformation during semi-solid compression of an equiaxed dendritic Al-Cu alloy. Acta Mater. 76, 371–380. (doi:10.1016/j.actamat.2014.05.035) [Google Scholar]
- 40.Assis AN, Warnett J, Spooner S, Fruehan RJ, Williams MA, Seetharaman S. 2014. Spontaneous emulsification of a metal drop immersed in slag due to dephosphorization: surface area quantification. Metall. Mater. Trans. B 46, 568–576. (doi:10.1007/s11663-014-0248-z) [Google Scholar]
- 41.Cardinaud R, McNally T. 2013. Localization of MWCNTs in PET:LDPE blends. Eur. Polym. J. 49, 1287–1297. (doi:10.1016/j.eurpolymj.2013.01.007) [Google Scholar]
- 42.Baudouin AC, Devaux J, Bailly C. 2010. Localization of carbon nanotubes at the interface in blends of polyamide and ethylene-acrylate copolymer. Polymer 51, 1341–1354. (doi:10.1016/j.polymer.2010.01.050) [Google Scholar]
- 43.Goeldal A, Marmur A, Kasaliwal G, Gaurav R, Pötschke P, Heinrich G. 2011. Shape-dependent localization of carbon nanotubes and carbon black in an immiscible polymer blend during melt mixing. Macromolecules 44, 6094–6102. (doi:10.1021/ma200793a) [Google Scholar]
- 44.Pegal S, Poetschke P, Petzold G, Alig I, Dudkin SM, Lellinger D. 2008. Dispersion, agglomeration and network formation of multiwalled carbon nanotubes in polycarbonate melts. Polymer 49, 974–984. (doi:10.1016/j.polymer.2007.12.024) [Google Scholar]
- 45.Li Y, Shimizu H. 2008. Conductive PVDF/PA6/CNTs nanocomposites fabricated by dual formation of cocontinuous and nanodispersion structures. Macromolecules 41, 5339–5344. (doi:10.1021/ma8006834) [Google Scholar]
- 46.Wu S. 1999. Surface and interfacial tensions of polymers, oligomers, plasticizers, and organic pigments. In Polymer handbook, part VI (eds Brandrup J, Immergut EH, Grulke EA, Abe A, Bloch DR.), pp. VI-521-40 New York, NY: Wiley-Interscience, JohnWiley & Sons. [Google Scholar]
- 47.Mayoral B, Hornsby PR, McNally T, Schiller T, Jack K, Martin DJ. 2013. Quasi-solid state deformation of PET/MWCNT composites: structural evolution, electrical and mechanical properties. RSC Adv. 3, 5162–5183. (doi:10.1039/c3ra22597f) [Google Scholar]
- 48.Buckley CP, Lew CY. 2011. Biaxial hot-drawing of poly(ethylene terephthalate): an experimental study spanning the processing range. Polymer 52, 1803–1810. (doi:10.1016/j.polymer.2011.02.039) [Google Scholar]
- 49.Mahendrasingam A, Martin C, Fuller W, Blundell DJ, Oldman RJ, MacKerron DH, Harvie JL, Riekel C. 2000. Influence of temperature and chain orientation on the crystallization of poly(ethylene terephthalate) during fast drawing. Polymer 41, 7803–7814. (doi:10.1016/S0032-3861(00)00129-4) [Google Scholar]
- 50.Matthews RG, Ajji A, Dumoulin MM, Prud'homme RE. 2000. The effects of stress relaxation on the structure and orientation of tensile drawn poly(ethylene terephthalate). Polymer 41, 7139–7145. (doi:10.1016/S0032-3861(00)00052-5) [Google Scholar]
- 51.Maruhashi Y. 2001. The structure and physical properties of biaxially stretched polyethylene terephtalate sheets under different heat-set and stretch conditions. Polym. Eng. Sci. 41, 2194–2199. (doi:10.1002/pen.10914) [Google Scholar]
- 52.Marco Y, Chevalier L, Chaouche M. 2002. WAXD study of induced crystallization and orientation in poly(ethylene terephthalate) during biaxial elongation. Polymer 43, 6569–6574. (doi:10.1016/S0032-3861(02)00488-3) [Google Scholar]
- 53.Kim GH, Kang CK, Chang CG, Ihm DW. 1997. Molecular orientation angle of biaxially stretched poly(ethylene terephthalate) films. Eur. Polym. J. 33, 1633–1638. (doi:10.1016/S0014-3057(97)00053-0) [Google Scholar]
- 54.de Champchesnel JBF, Tassin JF, Monnerie L, Sergot P, Lorentz G. 1997. Amorphous phase orientation in biaxially drawn poly(ethylene terephthalate) films. Polymer 38, 4165–4173. (doi:10.1016/S0032-3861(96)01001-4) [Google Scholar]
- 55.Royal Society. 2012. People and the planet report. London, UK: Royal Society. [Google Scholar]
- 56.TIME Magazine. 2009. The 50 best inventions of the year, the edible racing car. TIME, 23 November 2009. [Google Scholar]
- 57.Meredith J, Ebsworth R, Coles SR, Wood BM, Kirwan K. 2012. Natural fibre composites energy absorption structures. Compos. Sci. Technol. 72, 211–217. (doi:10.1016/j.compscitech.2011.11.004) [Google Scholar]
- 58.Royal Society. 2009. In Towards a low carbon future: scientific discussion meeting London, UK: Royal Society. [Google Scholar]
- 59.Mizushima K, Jones PC, Wiseman PJ, Goodenough JB. 1980. LixCoO2 (0<x<-1): a new cathode material for batteries of high energy density. Mater. Res. Bull. 15, 783–789. (doi:10.1016/0025-5408(80)90012-4) [Google Scholar]
- 60.Thackeray MM, David WIF, Goodenough JB. 1982. Structural characterization of the lithiated iron-oxides LiXFe3O4 and LixFe2O3 (O<x<2). Mater. Res. Bull. 17, 785–793. (doi:10.1016/0025-5408(82)90029-0) [Google Scholar]
- 61.Thackeray MM, David WIF, Bruce PG, Goodenough JB. 1983. Lithium insertion into manganese spinels. Mater. Res. Bull. 18, 461–472. (doi:10.1016/0025-5408(83)90138-1) [Google Scholar]
- 62.Thackeray MM, Johnson PL, de Picciotto LA, Bruce PG, Goodenough JB. 1984. Electrochemical extraction of lithium from LiMn2O4. Mater. Res. Bull. 19, 179–187. (doi:10.1016/0025-5408(84)90088-6) [Google Scholar]
- 63.Johnson L, et al. 2014. The role of LiO2 solubility in O2 reduction in aprotic solvents and its consequences for LiO2 batteries. Nat. Chem. 6, 1091–1099. (doi:10.1038/nchem.2101) [DOI] [PubMed] [Google Scholar]
- 64.Bruce PG, Freunberger SA, Hardwick LJ, Tarascon J-M. 2012. LiO2 and LiS batteries with high energy storage. Nat. Mater. 11, 19–29. (doi:10.1038/nmat3191) [DOI] [PubMed] [Google Scholar]
- 65.2013. Driving sustainable development: the role of science, technology and innovation. G-Science Academies Statement.
- 66.Bhattacharyya SK. 1999. ‘Managing globalisation in the new millennium’. Commonwealth Business Forum and Commonwealth Business Council, Johannesburg. [Google Scholar]