

Abstract
In this study, Wood Ash (WA) prepared from the uncontrolled burning of the saw dust is evaluated for its suitability as partial cement replacement in conventional concrete. The saw dust has been acquired from a wood polishing unit. The physical, chemical and mineralogical characteristics of WA is presented and analyzed. The strength parameters (compressive strength, split tensile strength and flexural strength) of concrete with blended WA cement are evaluated and studied. Two different water-to-binder ratio (0.4 and 0.45) and five different replacement percentages of WA (5%, 10%, 15%, 18% and 20%) including control specimens for both water-to-cement ratio is considered. Results of compressive strength, split tensile strength and flexural strength showed that the strength properties of concrete mixture decreased marginally with increase in wood ash contents, but strength increased with later age. The XRD test results and chemical analysis of WA showed that it contains amorphous silica and thus can be used as cement replacing material. Through the analysis of results obtained in this study, it was concluded that WA could be blended with cement without adversely affecting the strength properties of concrete. Also using a new statistical theory of the Support Vector Machine (SVM), strength parameters were predicted by developing a suitable model and as a result, the application of soft computing in structural engineering has been successfully presented in this research paper.
Keywords: SVM, Wood ash, Cement replacement, Compressive strength, XRD
Introduction
In the recent years, growing consciousness about global environment and increasing energy security has led to increasing demand for renewable energy resources and to diversify current methods of energy production. Among these resources, biomass (forestry and agricultural wastes) is a promising source of renewable energy. In the current trends of energy production, power plants which run from biomass have low operational cost and have continuous supply of renewable fuel. It is considered that these energy resources will be the CO2 neutral energy resource when the consumption rate of the fuel is lower than the growth rate [1]. Also, the usage of wastes generated from the biomass industries (sawdust, woodchips, wood bark, saw mill scraps and hard chips) as fuel offer a way for their safe and efficient disposal. The thermal combustion greatly reduces the mass and the volume of the waste thus providing an environmentally safe and economically efficient way to manage the solid waste [2]. Usually, timber product manufacturing units develops small scale boiler units which employ wood waste generated in the unit itself as main fuel to produce heat energy for their various processes like drying the finished products. Wood wastes are commonly preferred as fuels over other herbaceous and agricultural wastes as their incineration produces comparably less fly ash and other residual material.
A major problem arising from the usage of forest and timber waste product as fuel is related to the ash produced in significant amount after the combustion of such wastes. It is commonly observed that the hardwood produce more ash than softwood and the bark and leaves generally produce more ash as compared to the inner part of the trees. On an average burning of wood produces 6–10% of ash by the weight of wood burnt and its composition can be highly variable depending on geographical location and industrial processes [3]. The most prevailing method for disposal of the ash is land filling which accounts for 70% of the ash generated, rest being either used as soil supplement (20%) or other miscellaneous jobs (10%) [4], [5]. The characteristics of the ash depend upon biomass characteristics (herbaceous material, wood or bark), combustion technology (fixed bed or fluidized bed) and the location where ash is collected [6], [7], [8]. As wood ash primarily consists of fine particulate matter which can easily get air borne by winds, it is a potential hazard as it may cause respiratory health problems to the dwellers near the dump site or can cause groundwater contamination by leaching toxic elements in the water. As the disposal cost of the ashes are rising and volume of ash is increasing, a sustainable ash management which integrate the ash within the natural cycles needs to be employed [6].
Extensive research is being conducted on industrial by-products and other agricultural material ash like wood ash or rice husk ash which can be used as cement replacement in concrete. Due to current boom in construction industry, cement demand has escalated which is the main constituent in concrete. Also, the cement industry is one of the primary sources which release large amounts of major consumer of natural resources like aggregate and has high power and energy demand for its operation. So utilization of such by product and agricultural wastes ashes solves a twofold problem of their disposal as well providing a viable alternative for cement substitutes in concrete [9], [10], [11], [12]. Researchers have conducted tests which showed promising results that wood ash can be suitably used to replace cement partially in concrete production [5], [16], [17]. Hence, incorporating the usage of wood ash as replacement for cement in blended cement is beneficial for the environmental point of view as well as producing low cost construction entity thus leading to a sustainable relationship.
The basic aim of this study was to investigate the effect of wood ash obtained from uncontrolled burning of Sawdust on the strength development of concrete (Compressive strength, Flexural strength and Split Tensile strength) for two different water–cement ratio and to develop a regression model using Support Vector Machines (SVM) to predict the unknown strength parameters.
Experimental
Materials
Cement
Ordinary Portland cement (Type 1) conforming to IS 8112:1995 was used [14]. The physical and chemical property of cement is in Table 1.
Table 1.
The chemical analysis and physical properties of the cement.
| Particular | Value | |
|---|---|---|
| Chemical properties | ||
| 1 | SiO2 (%) | 20.25 |
| 2 | Al2O3 (%) | 5.04 |
| 3 | Fe2O3 (%) | 3.16 |
| 4 | CaO (%) | 63.61 |
| 5 | MgO (%) | 4.56 |
| 6 | Na2O (%) | 0.08 |
| 7 | K2O (%) | 0.5 |
| 8 | Loss on ignition | 3.12 |
| Physical properties | ||
| 1 | Specific gravity | 3.1 |
| 2 | Mean size | 23 μm |
Aggregates
Normal weight graded natural sand having a maximum particle size of 4.75 mm and specific gravity 2.6 was used as fine aggregate. Properties of sand are reported in Table 2 and its size distribution is according to requirements of ASTM C33/C33M-08 [15]. The coarse aggregate used was crushed gravel with mean size of 10 mm and having bulk specific gravity 2.6.
Table 2.
Grading and properties of fine aggregate.
| Sieve size (mm) | Percentage passing | Limits of specifications ASTM C33/C33M-08 |
|---|---|---|
| 9.5 | 100 | 100 |
| 4.75 | 98 | 95–100 |
| 2.36 | 92 | 80–100 |
| 1.18 | 84 | 50–85 |
| 0.60 | 57 | 25–60 |
| 0.30 | 23 | 5–30 |
| 0.15 | 3 | 0–10 |
| Property | Result | |
| Bulk specific gravity | 2.62 | |
| Absorption (%) | 0.70 |
Wood Ash (WA)
Saw dust from the Wood polishing unit in the state of Tamilnadu, India was selected to evaluate its suitability as ash for OPC replacement. The Wood Ash (WA) was obtained from open field burning with average temperature being 700 °C. The material was dried and carefully homogenized. An adequate wood ash particle size was obtained by mixing wood ash and coarse aggregate together for a fixed amount of time. This mixing was done to facilitate easy pozzolanic reaction and reduced water content due to uniform size distribution. Table 3 provides the physical and chemical properties of the wood ash. The physical properties evaluated were in perfect harmony with the findings of Naik et al. [17] who reported specific gravity of wood ash ranged between 2.26 and 2.60 and unit weight ranged from 162 kg/m3 to a maximum of 1376 kg/m3. The chemical analysis results are corroborated by the findings of several researchers [13], [18], [19] who reported the presence of significant silica in the ash specimens obtained from uncontrolled incineration of saw dust and gave a mean of 72.78% for the total composition of pozzolanic essential compounds namely silica, alumina and ferric (see Table 4, Table 5).
Table 3.
The chemical analysis and physical properties of the WA.
| Particular | Value | |
|---|---|---|
| Chemical properties | ||
| 1 | SiO2 (%) | 65.3 |
| 2 | Al2O3 (%) | 4.25 |
| 3 | Fe2O3 (%) | 2.24 |
| 4 | CaO (%) | 9.98 |
| 5 | MgO (%) | 5.32 |
| 6 | Na2O (%) | 2.6 |
| 7 | K2O (%) | 1.9 |
| 8 | Loss on ignition (%) | 4.67 |
| Physical properties | ||
| 1 | Specific gravity | 2.16 |
| 2 | Mean size | 170 μm |
| 3 | Bulk density | 720 kg/m3 |
Table 4.
Properties of different types of pozzolans as defined by ASTM C618 [27].
| Properties | Class N type pozzolan | Class F type pozzolan | Class C type pozzolan |
|---|---|---|---|
| Min. SiO2 + Al2O3 + Fe2O (%) | 70.0 | 70.0 | 50.0 |
| Max. Sulfur trioxide (SO3) (%) | 4.0 | 5.0 | 5.0 |
| Max. Na2O + 0.658 K2O | 1.5 | 1.5 | 1.5 |
| Max. loss on ignition | 10.0 | 6.0 | 6.0 |
Table 5.
Test results.
| Water to binder ratio | Replacement percentage (%) | Compressive strength (N/mm2) |
Split tensile strength (N/mm2) |
Flexural strength (N/mm2) |
|||
|---|---|---|---|---|---|---|---|
| 7 day | 28 day | 7 day | 28 day | 7 day | 28 day | ||
| 0.40 | 0 | 35.7 | 36.8 | 2.78 | 3.51 | 5.40 | 5.77 |
| 5 | 34.1 | 35.3 | 2.61 | 2.90 | 5.29 | 5.63 | |
| 10 | 33.9 | 36.5 | 2.53 | 2.81 | 5.17 | 5.39 | |
| 15 | 32.7 | 34.8 | 2.39 | 2.73 | 5.03 | 5.25 | |
| 18 | 33.1 | 32.3 | 2.48 | 2.79 | 4.91 | 5.08 | |
| 20 | 30.4 | 31.7 | 2.21 | 2.53 | 4.82 | 4.97 | |
| 0.45 | 0 | 33.0 | 34.2 | 2.50 | 3.30 | 5.10 | 5.52 |
| 5 | 31.1 | 33.3 | 2.47 | 3.24 | 5.08 | 5.46 | |
| 10 | 30.7 | 32.7 | 2.39 | 3.16 | 4.93 | 5.41 | |
| 15 | 32.3 | 35.4 | 2.27 | 3.04 | 4.87 | 5.29 | |
| 18 | 30.1 | 32.6 | 2.09 | 2.89 | 4.84 | 5.17 | |
| 20 | 27.7 | 29.0 | 2.1 | 2.67 | 4.77 | 4.91 | |
Mix and casting of concrete
For the study, six different proportion of concrete mixes (WA replacement of 5%, 10%, 15%, 18% and 20% by weight of cement) including the control mixture were prepared with water to binder ratio of 0.40 and 0.45 for design compressive strength of 20 N/mm2. For the compression test, blocks were casted in cube of dimension 10 × 10 × 10 cm for each water–binder ratio and for each replacement percentage. For split tensile strength test, cylinders were casted with diameter being 5 cm and height being 20 cm for each water–binder ratio and for each replacement percentage. For flexural strength, beams were casted with dimension 10 × 10 × 50 cm for each water–binder ratio and for each replacement percentage. Compacting of concrete was done by vibration as per IS: 516-1959. After casting all the test specimens were stored at room temperature and then de-molded after 24 h, and placed into a water-curing tank with a temperature of 24–34 °C until the time of testing. For each replacement percentage two specimens were casted for 7 days and two specimens were casted for 28 days test. The average result is reported in the paper.
Testing program
Test carried on the hardened concrete were compressive strength test, flexural strength, split tensile strength test for 7 days and 28 days strength determination. For compressive strength and split tensile strength, digital compression testing machine was used and flexural strength two point loading system was employed. The maximum load at failure was taken for strength comparison. To determine the mineralogical properties of RHA X-ray diffraction test was performed. The results are reported.
SVM implementation for strength parameters prediction of WA blended cement
SVM algorithm is derived from statistical learning theory and in regression case, the objective is to construct a hyper plane that lies “close” to as many of the data points as possible [20], [21], [22], [23]. Thus a hyper plane with small norm is chosen while simultaneously minimizing the sum of the distances from the data points to the hyper plane. This SVM model, which was developed by Cortes and Vapnik [21], has the advantage of reducing training error and being a unique and globally optimum, unlike other machine learning tools [24], [25]. In SVM, First of all, each of the input variables (water to cement ratio and percentage replacement of wood ash) is normalized to their respective maximum value. To implement the SVM, the data set has been divided into two subsets:
A training data set: This data set is required to construct the model. In this study, 6 out of a total of 12 data sets belonging to both water–cement ratios are considered for training.
A testing data set: This is required to estimate the model’s performance. In this study the remaining 6 out of 12 data sets are used as a testing data set.
The concept of the adopted data division has been taken from the study of Lee and Lee [26]. The main aim of the study was to develop a regression model using a new statistical learning theory, Support Vector Machines (SVMs) to predict the unknown strength parameters.
Results and discussion
Physical and chemical analysis of WA and cement
The physical properties of cement and WA are given in Tables 1 and 3. The specific gravity and mean size of WA were found to be less than that of cement. The results obtained are in harmony with the findings of Naik et al. [17] who evaluated the physical properties of wood ashes of five different sources and concluded that the unit weight range from 162 kg/m3 to 1376 kg/m3. The low unit weight and specific gravity as compared to conventional cement opens up a possibility of reduction in the unit weight of concrete produced by WA blended cement.
Chemical composition data for the cement and WA are also presented in Tables 1 and 3. This particular specimen of WA contains 65.30% of silica. The total composition of pozzolanic essential compound namely silica, alumina and ferric is 71.79% which is similar to those of class N and F type pozzolans as shown in Table 6. This result also very close to the mean value of 72.78% which is the means of the pozzolanic essential compounds as reported by various researchers [13], [17], [19].
Table 6.
R values for training and testing.
| Output | Training performance (R value) | Testing performance (R value) |
|---|---|---|
| Compressive strength | 0.979 | 0.957 |
| Split tensile strength | 0.981 | 0.964 |
| Flexural strength | 0.984 | 0.978 |
X-ray diffraction analysis
X-ray diffraction analysis (XRD) of the RHA was performed using XRD Diffract meter, Siemens D500 with K radiations. This analysis was performed to analyze the mineralogical phases (amorphous or crystalline) of the RHA.
Fig. 1 presents the XRD pattern of the WA sample. It shows a hump showing it as amorphous as well as peaks of SiO2 representing crystalline nature too. So it was concluded that the WA contains both amorphous and crystalline form of SiO2. The major peak of crystalline SiO2 occurs at Bragg 2-Theta angle of 29.402. The presence of amorphous silica makes it fit as cement replacing material due to pozzolanic activity.
Fig. 1.

The XRD result of WA.
Compressive strength
Table 7 presents the compressive strength of WA blended cement concrete for 2 different water cement ratios. Analysis of data shows that compressive strength of WA blended cement concrete decreased with increasing WA content in the concrete. This trend was observed for both the water to binder ratio. This result is in corroboration with the findings of various researchers, including Elinwa and Mahmood [18] and Abdullahi [19]. This trend of compressive strength is justified due to the reason that a particle acts more as a filler material within the cement paste matrix than in the binder material. As the replacement percentage is increased, surface area of filler material to be bonded by cement increases, thereby reducing strength. But as shown in table, strength increased with increasing age which indicated the presence of pozzolanic reaction.
Table 7.
Results of SVM prediction.
| Water to cement ratio | Replacement percentage | Compressive strength (N/mm2) | Split tensile strength (N/mm2) | Flexural strength (N/mm2) |
|---|---|---|---|---|
| 28 days | 28 days | 28 days | ||
| 0.4 | 6 | 36.845 | 3.5028 | 6.4531 |
| 16 | 34.1093 | 2.7913 | 5.9618 | |
| 19 | 32.345 | 2.76 | 5.8206 | |
| 0.45 | 6 | 34.155 | 3.2928 | 6.2902 |
| 16 | 32.5404 | 2.8335 | 5.9811 | |
| 19 | 32.555 | 2.8828 | 5.7714 | |
Split tensile strength
Table 7 presents the split tensile strength of WA blended cement concrete for 2 different water–binder ratios. Analysis of data shows that split tensile strength of the WA blended cement concrete reduced with increasing WA content in the concrete but the reduction was less pronounced when compared with reduction in compressive strength. This decrease in strength was observed for both water to binder ratio. This result is in harmony with the findings of Udoeyo and Dashibil [13] who also reported similar reduction. This reduction can be attributed to filler activity of the WA particle in the concrete and poor bonding by WA particle in mortar matrix due to high surface area.
Flexural strength
The flexural strength of RHA blended concrete at 7 days and 28 days is presented in Table 7. It is evident from the analysis of data that the use of WA resulted in decrease in the flexural strength with increasing wood ash content for both water to binder ratios. Same observation of reduction in strength was reported by Udoeyo et al. [16]. The decrement in strength parameters can be due as the wood ash content increase, the amount of cement needed to coat the filler particle increase leading to poor bonding in the matrix.
Fig. 2 presents the strength parameters (compressive, split tensile strength and flexural strength) at 28 days for water to binder ratio of 0.4.
Fig. 2.
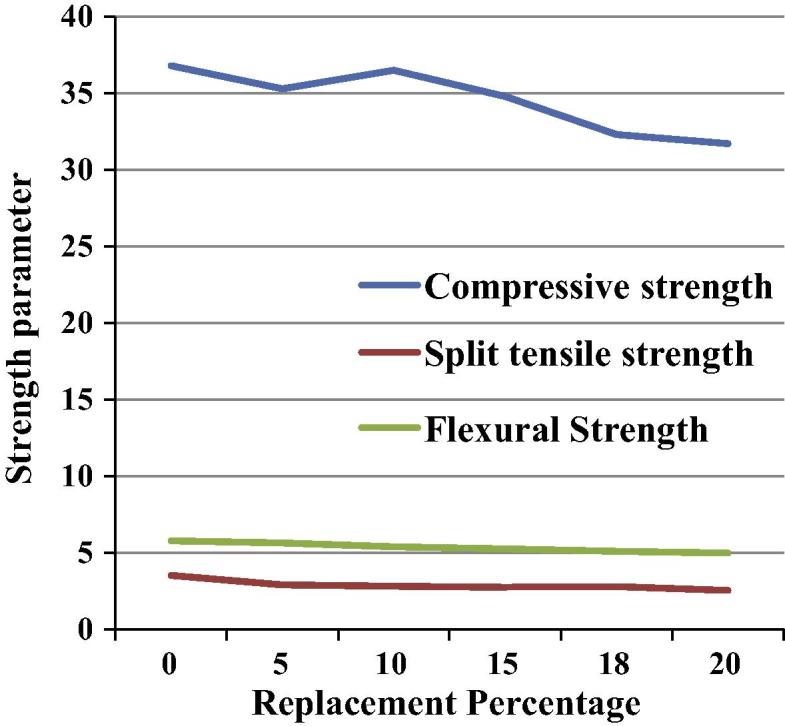
Strength parameters at 28 days for 0.4 water–binder ratio.
Fig. 3 presents the strength parameters (compressive, split tensile strength and flexural strength) at 28 days for water to binder ratio of 0.45.
Fig. 3.
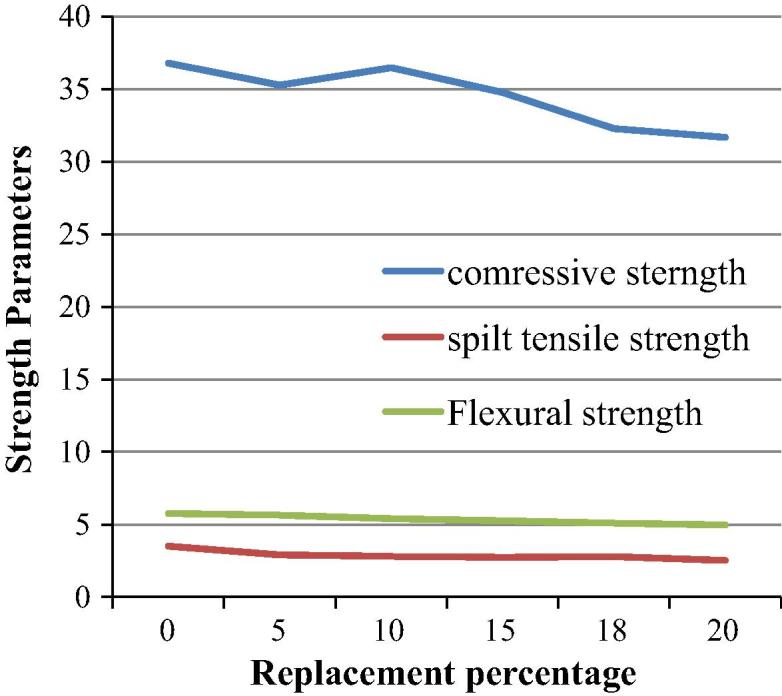
Strength parameters at 28 days for 0.45 water–binder ratio.
SVM prediction of strength parameters
The two input variables used for the development of SVM model to predict the compressive strength parameter of 28 days are water–cement ratio and Replacement percentage. The performance of SVM has been assessed in terms of coefficient of correlation (R). The value of (R) should be close to 1 for a good model [25], [26]. The design values of C and ε have been decided by trial and error approach values. Table 6 shows the performance of SVM for prediction of different strength parameters.
Therefore, model has capability for predicting the strength parameter efficiently. Table 7 presents the data of strength parameters as predicted by SVM for replacement percentage which was not experimentally calculated.
Conclusions
This investigation leads to the following conclusions:
-
(1)
According to physical and chemical analysis, the presence of pozzolanic essential compound as required by standards, the presence of much finer particles and hence, larger surface area per particles make WA pozzolanic material.
-
(2)
XRD data showed that that WA contains amorphous silica making it fit as cement replacing material due to its high pozzolanic activity.
-
(3)
The strength parameters decrease slightly with increase in wood ash content in the concrete when compared to control specimen. However the strength obtained is still higher than the target strength of 20 N/mm2. Also the strength increases with age due to pozzolanic reactions.
-
(4)
Thus, use of WA in concrete helps to transform it from an environmental concern to a useful resource for the production of a highly effective alternative cementing material.
-
(5)
The statistical regression model of SVM was successfully used to predict the unknown strength parameters. Thus, the application of a computational model in concrete was successfully shown.
Recommendation
The process employed for generation of wood ash can be improvised as this research employed the wood ash obtained from the uncontrolled burning of saw dust. Quantity and quality of wood ash are dependent on several factors namely combustion, temperatures of the wooden biomass, species of wood from which the ash is obtained and the type of incineration method employed. So, as such any future work must focus on the above factors to produce a more reactive ash by working out optimum condition for the production of amorphous silica. By using WA in variable amount as replacement of cement in concrete, concrete with high durability and improved strength can be obtained. This novel concrete would certainly decrease environmental problems, product cost and energy depletion.
Conflict of Interest
The authors have declared no conflict of interest.
Compliance with Ethics Requirements
This article does not contain any studies with human or animal subjects.
Acknowledgments
Authors would like to thank Professor Pijush Samui of Vellore Institute of Technology, Vellore for his valuable assistance and suggestions during the project.
Footnotes
Peer review under responsibility of Cairo University.

References
- 1.Rajamma R., Ball R.J., Luis A.C., Tarelho, Allen G.C., Labrincha J.A. Characteristics and use of biomass fly ash in cement based materials. J Hazard Mater. 2009;172:1049–1060. doi: 10.1016/j.jhazmat.2009.07.109. [DOI] [PubMed] [Google Scholar]
- 2.Chee Ban Cheah, Ramli M. Mechanical strength. Durability and drying shrinkage of structural mortar containing HCWA as partial replacement of cement. Constr Build Mater. 2012;30:320–329. [Google Scholar]
- 3.Siddique R. Utilization of wood ash in concrete manufacturing. Resour Conserv Recy. 2012;67:27–33. [Google Scholar]
- 4.Campbell A.G. Recycling and disposing of wood ash. Tappi J. 1990;73(9):141–143. [Google Scholar]
- 5.Etiegni L., Campbell A.G. Physical and chemical characteristics of wood ash. Bioresour Technol. 1991;37(2):173–178. [Google Scholar]
- 6.Obernberger I., Biedermann F., Widmann W., Riedel R. Concentration of inorganic elements in biomass fuels and recovery in different ash fractions. Biomass Bioenergy. 1997;12:211–224. [Google Scholar]
- 7.Loo S.V., Koppejan J. Twente University Press; The Netherlands: 2003. Handbook of biomass combustion and co-firing. [Google Scholar]
- 8.Yin C., La Rosendahl, Kaer S.K. Grate firing of biomass fort heat and power production. Prog Energy Combust. 2008;34:725–754. [Google Scholar]
- 9.Lin K.L. The influence of municipal solid waste incinerator fly ash slag blended in cement pastes. Cem Concr Res. 2005;35:979–986. [Google Scholar]
- 10.Duchsene J., Berubet M.A. Effect of supplementary cementing material on the composition of cement hydration products. Adv Cem Based Mater. 1995;2:43–52. [Google Scholar]
- 11.Malek B., Iqbal M., Ibrahim A. Use of selected waste materials in concrete mixes. Waste Manage. 2007;27:1870–1876. doi: 10.1016/j.wasman.2006.07.026. [DOI] [PubMed] [Google Scholar]
- 12.Monteiro M.A., Pereira F., Ferreira V.M., Doondi M., Labrincha J.A. Light weight aggregate based industrial wastes. Ind Ceram. 2007;25:71–77. [Google Scholar]
- 13.Udoeyo F.F., Dashibil P.U. Sawdust ash as concrete material. J Mater Civ Eng. 2002;14(2):173–176. [Google Scholar]
- 14.Indian Standard Ordinary Portland Cement, 43 grade – Specification, Bureau of Indian Standards, Manak Bhawan, 9 Bahadur Shah Zafar marg, New Delhi.
- 15.American Standard Specification for concrete Aggregates, The American Society for Testing and Materials, 100 Barr Harbor Drive, PO Box C700, West Conshohooken, United States.
- 16.Udoeyo F.F., Inyang H., Young D.T., Oparadu E.E. Potential of wood ash waste as an additive in concrete. J Mater Civ Eng. 2006;18(4):605–611. [Google Scholar]
- 17.Naik T.R., Kraus R.N., Siddique R. CLSM containing mixture of coal ash and a new pozzoloanic material. Aci Mater J. 2003;100(3):208–215. [Google Scholar]
- 18.Elinwa A.U., Mahmood Y.A. Ash from timber waste as cement replacement material. Cem Concr Compos. 2002;24:219–222. [Google Scholar]
- 19.Abdullahi M. Characteristics of wood ash/OPC concrete. Leonardo. 2006;8:9–16. [Google Scholar]
- 20.Ancona N. Classification properties of support vector machines for regression. Technical Report. Ri-Iesi Cnr-Nr.02/99.
- 21.Cortes C., Vapnik V. Support vector networks. Mach Learn. 1995;20:273–297. [Google Scholar]
- 22.Haykin S. Prentice Hall Inc.; New Jersey: 1999. Neural networks: a comprehensive foundation. [Google Scholar]
- 23.Smola AJ, Scholkopf B. A tutorial on support vector regression. NeuroCOLT 2 Technical Report Series. Nc2-Tr-1998-030; 1998.
- 24.Freitas ND, Milo M, Clarkson P. Sequential Support Vector machine. In: Proceedings of 1999 IEEE signal processing society workshop; 1999. p. 31–40.
- 25.Cao L.J., Tay F.E.H. Support vector machine with adaptive parameters in financial time series forecasting. IEEE T Neural Networ. 2003;14(6):1506–1518. doi: 10.1109/TNN.2003.820556. [DOI] [PubMed] [Google Scholar]
- 26.Lee I.M., Lee J.H. Prediction of pile bearing capacity using artificial neural network. Comput Geotechnics. 1996;18(3):189–200. [Google Scholar]
- 27.American Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for use in concrete, The American Society for Testing and Materials, 100 Barr Harbor Drive, PO Box C700, West Conshohooken, United States.