

Abstract
Recent work in the growing field of soft robotics has demonstrated a number of very promising technologies. However, to make a significant impact in real-world applications, these new technologies must first transition out of the laboratory through successful commercialization. Commercialization is perhaps the most critical future milestone facing the field of soft robotics today, and this process will reveal whether the apparent impact we now perceive has been appropriately estimated. Since 2012, Empire Robotics has been one of the first companies to attempt to reach this milestone through our efforts to commercialize jamming-based robotic gripper technology in a product called VERSABALL®. However, in spring 2016 we are closing our doors, having not been able to develop a sustainable business around this technology. This article presents some of the key takeaways from the technical side of the commercialization process and lessons learned that may be valuable to others. We hope that sharing this information will provide a frame of reference for technology commercialization that can help others motivate research directions and maximize research impact.
Keywords: : soft manipulation, highly deformable robots, variable stiffness actuation
Introduction
Use of the term “robotics” in any scientific or research endeavor carries an additional and important burden beyond what we expect from other areas of research: advancements deemed to be robotic in nature, can not only increase our collective knowledge but they must also demonstrate a path to perform useful work in the real world. Robotics research publications will often mention suggestions for how the presented results might eventually manifest in a commercial application, however, the gap between new research discoveries and reliable products is often so large that it is impossible to envision specific impacts with much clarity (and we should not expect anyone to accurately do so). Clarifying the real-world impact of a new technology can only occur through the process of commercialization. If a robotic technology cannot eventually exist as a successful commercial enterprise, its usefulness is dubious at best.
The type of research now sometimes referred to as “rigid robotics” has successfully transitioned research-level technologies to commercially viable products time and again, starting with Unimate—the first industrial robotic arm sold in 1960.1 Other notable examples include KUKA's FAMULUS, the first six-axis industrial robot1; the SCARA robotic platform first sold by Mitsubishi Electric1; the parallel or delta robot platform first sold by ABB1; laparoscopic surgery robots (e.g., the da Vinci® Surgical System)2; the iRobot Roomba® vacuum cleaner robot3; the mobile warehousing robots of Kiva Systems (now Amazon Robotics)4; and the lightweight collaborative robot arms of Universal Robots.5 All around the world, commercially successful rigid robots have been performing useful work for several decades. Today, industrial robotics is estimated at a market size of $10.7B,6 defense robotics at $1.0B, medical robotics at $1.3B, and domestic and entertainment robotics at $1.2B.7
In the field of soft robotics, many of the most promising results have not yet had enough time to be vetted in the real world. It is through this next major milestone of technology commercialization that we will determine whether the field of soft robotics can establish itself as a foundational research area that positively impacts society. Some of the companies currently working toward the commercialization of soft robot technologies include Empire Robotics, Inc., SynTouch LLC, RightHand Robotics, Inc., Pneubotics, Inc., and Otherlab Orthotics.
Jamming grippers at Empire Robotics, Inc.
The term “universal robotic gripper” has been used to describe a subset of robotic end-effectors that can grip a wide variety of arbitrarily shaped objects.8 Proposed universal grippers have ranged from simple vacuum-based suction grippers to complex multifingered hands. Simpson9 was one of the first to suggest adding pockets of granular material to the gripping faces of steel tongs to increase the conformability of the tool surfaces. Later, Schmidt10 and Perovskii11 proposed designs for 1-degree-of-freedom jawed robot grippers that utilized vacuum hardening of similar grain-filled pockets to produce a custom gripper jaw shape. Reinmüller and Weissmantel12 further speculated that a single membrane filled with granular material might be able to grip an object on its own and function as a passive universal gripper. However, this idea (now commonly referred to as a “jamming gripper”) was not demonstrated in practice or rigorously explored until the 2010 collaboration by the University of Chicago, Cornell University, and iRobot.13
A jamming gripper is a universal robotic gripper comprised of a flexible membrane filled with a granular material that can passively adapt to the shape of a target object. By modulating the air pressure within the membrane, a jamming gripper can rapidly harden or soften to grip objects of varying size and shape. When the grains are in their unjammed (fluid-like) state, the gripper can be pressed against a target object, whereby the grains can flow to conform to the shape of that object. Air can then be evacuated from within membrane, inducing a jammed state14 in the particles to grip the object rigidly—later reversing this process by fluidizing the granular material with pressurized air to release and place the object.
From 2009 to 2012, publications on this concept13,15,16 generated an enthusiastic response from the research community and popular press, as well as inquiries from industry representatives who identified themselves as potential customers for the technology. In response to this interest, Empire Robotics was founded in 2012 by CTO John Amend and President Bill Culley (both Cornell students) with the goal of developing the jamming gripper technology into a commercial product and selling it into the industrial robotics market. Empire Robotics has sold this product under the name VERSABALL® since 2014 (Fig. 1).
FIG. 1.

Empire Robotics has commercialized jamming-based robotic gripping technology in a product called VERSABALL®. Color images available online at www.liebertpub.com/soro
Over the past 4 years, Empire Robotics has won prize money in seven business plan competitions; won and executed $1.5 M in research grants; raised $500k in private investment; generated $500k in revenue from product sales—many to major companies; tested over 100 customer applications for product development; been on site-visits to over 100 customer facilities and interviewed 350 more potential customers; grown to maximum of 10 full-time employees; exhibited at more than 20 industry trade shows—rated several times as a top attraction; been featured in human-safe interactive robotics exhibits at the Chicago and Denver museums of science; been named one of Fast Company's 2015 “World's Top 10 Most Innovative Robotics Companies”; received a Popular Mechanics Breakthrough Award and appeared on the cover of their November 2015 magazine; made TV appearances on the Tonight Show starring Jimmy Fallon and on the Discovery Channel; and received press coverage in more than 300 popular news outlets.
However, in spring 2016, having not been able to develop a sustainable business around this technology, and concluding that the long-term prospects no longer appear promising enough to warrant further investment, Empire Robotics is closing its doors. In this article, we neither intend to provide a complete account of our activities at Empire Robotics nor a “how to commercialize” guide. We will focus only on the primary technical challenges that we faced, the key takeaways from the technical side of the commercialization process, and lessons learned that may be valuable to others in the research community.
Awareness of the commercialization process is useful for researchers and practitioners involved in all aspects of soft robotics. Such knowledge can better motivate research directions and maximize research impact. The successful commercialization of soft robotic technologies is perhaps the most critical future milestone facing the field today. We hope that many will have the opportunity to succeed in this process, and we believe that sharing the example of Empire Robotics will be a useful point of reference for the path ahead.
Product Design
As previously mentioned, much of the initial impetus for starting Empire Robotics was the result of inbound interest from industry representatives, who identified themselves as potential customers for the technology. We were fortunate both before and after founding the company to have fairly significant press coverage (averaging about 60 press articles per year). This in turn drove inbound contacts from potential customers (about 1 per day) that helped us develop knowledge of the potential market segments. Our inbound interest came overwhelmingly from the industrial robotics sector (i.e., for use on robot arms for pick-and-place applications in factory automation). Within industrial robotics, the market interest we received broke down approximately as follows: 25% from plastics; 20% from consumer products; 15% from automotive kitting and assembly; 15% from packaging; 10% from collaborative robot applications; 10% from food products; and 5% from consumer electronics. The industrial robotics market has a number of characteristics that we found favorable including some of the lowest technical and regulatory barriers to entry, the largest market size among existing robotics markets, the vast majority of all robot arms currently in production, and relatively high profit margins for ancillary products like ours (up to about 80%). At Empire Robotics, we did seriously investigate several other markets, including prosthetics,17 bottle capping, space exploration, and toys, but we consistently found the most success with industrial customers. Therefore, our product design efforts were continually focused on developing an industrial-focused product.
In its simplest form, a jamming gripper is just a flexible membrane containing a mass of granular material, however, after the initial prototype stage the list of considerations that influence the design grew dramatically. Table 1 enumerates many of the product specifications a customer might want to know before purchasing a commercial unit—all of which have been collected from our sales interactions with real customers over the last 4 years. It would be insurmountable to try to satisfy all potential customers on every product specification from the very beginning of the commercialization process, so we learned that these design considerations must be prioritized. The concept of Minimum Viable Product (MVP) is helpful in this regard for minimizing the effort expended before selling a first product and generating revenue. For more information on the MVP concept, the reader is directed to Ref.18 In this study, we will focus on the product specifications that we found to be most critical, including quick-change of the wear components, gripper size, and actuation speed.
Table 1.
Jamming Gripper Product Specifications That Influence Customer Purchasing Decisions
| Ancillary components required to operate (e.g., robot, compressed air, PLC) |
| Electrical connection and control requirements |
| Pneumatic connection and air supply requirements |
| Air consumption per grip |
| Mechanical connection and mounting provisions |
| Weight and size of all components |
| Sensing grip confirmation |
| Sensing to preempt and detect breakage or failure |
| Membrane durability |
| Time and frequency requirements for maintenance |
| Life and maintenance requirements for nonwear components |
| Maximum payload (pull-out/holding force) |
| Required contact (deformation) force |
| Actuation speed |
| Placement precision |
| Required clearance around target object |
| Operating volume (noise) |
| Safe operating temperature range |
| Lubricant and chemical resistance |
| ESD rating |
| IP rating |
| Material safety considerations during use (e.g., particulate exhaust) |
| Shelf life |
| Pricing and payment terms |
PLC, programmable logic controller; ESD, electrostatic discharge; IP, ingress protection.
Design modularity
The very earliest durability testing we conducted indicated that the service life of our prototypes was on the order of 1000 grips. With a significant materials development effort, we hypothesized that a two-order-of-magnitude increase in service life could be possible. However, even at 100,000 grips, a relatively simple application requiring three grips per minute for 8 h per day would require a replacement within 70 work days. Complete replacement of the product at this frequency was not likely to be sustainable, so we knew that quick-change mechanisms for replacing wear components would be critical. We developed the basic design paradigm shown in Figure 2 that divided the end-of-arm-tool (EOAT) into three modules: Head, Base, and Adapter Plate.
FIG. 2.

A modular end-of-arm-tool design incorporates an Adapter Plate that matches many robot wrist bolt patterns and a quick-change Base for replacing the wear components contained in the Head.
We made sure to fully contain all of the wear components (membrane, granular material, and air filter) within the Head portion of the gripper. This design allows for the Head to be changed on a regular schedule, while the rest of the gripper's components can remain installed. The Base includes the quick-change mechanism that makes Head replacement as rapid and easy as possible. After several iterations on this mechanism, we settled on four sprung-over-center draw latches and a piston-seal pneumatic connection. The Adapter Plate serves to connect the Base to the robot's wrist. The slotted design of the Adapter Plate shown in Figure 2 was also the product of several iterations and now manages to accommodate the various bolt patterns found on more than 80% of industrial robot arms in the 5 kg to 10 kg payload range.
Gripper size
Determining the Head size for the product was another critical design decision. We have found through testing that the core jamming-gripper technology scales well from very small (e.g., 4-mm diameter) to large (e.g., 1-m diameter). Examples of small and large gripper prototypes we developed are shown in Figure 3A and B. When choosing the Head size for the commercial product, we could not accommodate this full range of sizes right from the start. We decided to drive this design decision from the inbound gripping requests of potential customers. Through testing, we found that gripper holding (pull-out retention) force is maximized when the size of the target object is ∼50% of the diameter of the gripper. We also found that gripping is most reliable when the target object is within the range of 30–70% of the diameter of the gripper (Fig. 3C). We were able to apply these rules to our list of inbound customer requests and achieve good coverage of those requests with only two gripper Head sizes (9-cm diameter and 16.5-cm diameter). We also made the decision that the quick-change design of the Base should support multiple Head sizes so that the 9- and 16.5-cm sizes could be easily swapped, and so that future Head sizes would be easy to introduce.
FIG. 3.

Jamming grippers scale well from very small (A) to very large (B) sizes. Grippers of various size show that holding force is maximized when the object diameter is approximately half of the gripper diameter (C). Color images available online at www.liebertpub.com/soro
Speed and pneumatics
Another critical design consideration was actuation speed. We found that although most industrial environments have good access to compressed air, few have access to vacuum. We decided it would be better to generate vacuum within the gripper from the available compressed air (using a Venturi vacuum pump) rather than including or necessitating the purchase of an electric vacuum pump or blower with the product.
With a Venturi vacuum pump integrated into the VERSABALL product, we encountered an important tradeoff. Because the speed of actuation is dependent on the flow rate of compressed air, we had to consider how fast the gripper should actuate in contrast to how much airflow we should require the customer to provide. Over time, we learned that our U.S. customers are generally able to provide compressed shop air at ∼90-PSI via a 3/8-inch industrial quick disconnect fitting and a 3/8-inch inner diameter hose (international customers often have access to compressed air at 6 bar via a 10-mm inner diameter hose). Depending heavily on upstream hose lengths and inadvertent constrictions, this usually results in flow rates of ∼570 SLPM at the connection to our gripper. With this air supply we are able to actuate the 9-cm diameter Head in 0.1-s and the 16.5-cm diameter head in 0.7-s. In this range, energy consumption is on par with large suction cups. To save energy, the gripper only uses air during the moments of gripping and releasing the object. We have included check valves so that the vacuum seals after the grip is complete and no additional air is expended during transfer of the object. This also ensures that the object will remain held, even in the event of emergency stop or loss of power. A separate check valve modulates the pressure during object release and gripper fluidization to prevent the gripper from overinflating.
Design iterations
At Empire Robotics, we have now been through eight design revisions from early prototypes to the most recent product (Fig. 4). We have explored different quick-change mechanisms, integrating the vacuum generation and valving components into the Base or locating them in an off-board module, and simplifying the design for improved manufacturing and assembly. We have primarily sold development kits to our customers, which include the Adapter Plate, Base, two Head sizes, and an off-board Pneumatic Control Module that now contains all of the valving and vacuum-generation components required to operate the gripper. The goal of our product iterations has been to make the VERSABALL kit an out-of-the-box, plug-and-play gripping solution. Our customers are able to simply plug in their air supply and connect the two 12/24 V valves that control “grip” and “release” commands. Technical specifications for the most recent product version can be found in the Appendix Tables A1–A3.
FIG. 4.

Iterations on the VERSABALL jamming gripper product. *Commercial V2.1 and 2.2 are visually very similar. Color images available online at www.liebertpub.com/soro
Materials Development
Membrane durability
The membrane portion of a jamming gripper has a major influence on many of the gripper's critical performance specs. Two of the most important characteristics that influence performance are durability and shape. Laboratory prototypes tested in early research utilized a latex party balloon as the gripper membrane.13,15,16 We found, however, that off-the-shelf party balloons were severely lacking in long-term durability and were not available in sufficiently diverse sizes and shapes to serve as a viable option for product development. As a result, we had to invest significantly to find a method for manufacturing custom membranes made from durable materials.
Our approach was to start with the dip-molding process used for party balloons (and other thin-walled rubber products such as surgical gloves, condoms, and bladders), to learn how to replicate the process in our laboratory at a professional level, and then to explore variations on material formulation and manufacturing technique to seek appropriate membranes for our grippers. Figure 5 shows some images of our laboratory dip-molding equipment. For more information on dip molding, the reader is directed to Ref.19
FIG. 5.
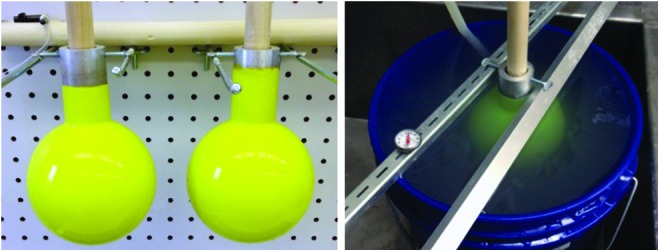
Two freshly dipped mandrels hanging to dry (left). After dipping, dispersions are removed in a hot water bath (right). Color images available online at www.liebertpub.com/soro
Unfortunately, we found that durability is a performance specification that is often at odds with other critical product features, so increasing the durability of a jamming gripper is not as simple as selecting a membrane material that is known to be more durable. For example, increased mechanical durability is often achieved through increasing material stiffness, but in a jamming gripper, increased stiffness will likely result in decreased conformation to the target object (i.e., decreased ability to grip). An ideal membrane material therefore is extremely resistant to wear, abrasion, and puncture; very thin and flexible to maximally conform to the target object; and resistant to chemical degradation.
We tested more than 50 formula variations of dip-moldable materials, focusing primarily on the natural and artificial latex rubbers but also including silicones and polyurethanes. We test durability through repeated gripping tests by utilizing a robot arm or one of our custom-built testing machines. To parallelize and expedite our durability testing process, we built a set of three custom machines that integrated pneumatic cylinders, solenoid valves, and off-the-shelf electronics to perform cyclic gripping tests at high speed. Figure 6 is a photograph of our durability testing setup, including an example of some durability testing data.
FIG. 6.

Custom durability testing machines are used to test the service life of gripper membranes (left). Candidate gripper assemblies are tested for holding force during durability testing (right). Color images available online at www.liebertpub.com/soro
Membrane failure has been found to manifest in three different modes: stretching (plastic deformation), abrasion, and puncture. Improving membrane durability is an ongoing effort. We currently ship a polychloroprene-based membrane formulation in our products that averages about 50,000 grips to failure. This number depends heavily on the target object and can be much lower (e.g., 5000 grips for sharp or abrasive objects) or much higher (e.g., 90,000 grips for smoother rounded objects).
Membrane shape
In addition to durability, the overall shape of the gripper is another important feature that is driven by the membrane design. After manufacturing, the membrane retains the shape of the mandrel on which it was molded. Once assembled into the product, the membrane maintains this shape as its lowest energy state. By experimenting with different mandrel shapes, we have found that shape has a critical influence on durability as well as grip performance; and we have been able to achieve improvements on performance specifications such as increased holding force with decreased contact force, as well as reduced gripper weight for gripping objects of a constant size.
Our early grippers had membranes that were molded on spherical mandrels, and therefore, the gripper Head would maintain a roughly spherical shape. In later designs, we transitioned to membranes with a more oblong shape. A study of ellipsoidal grippers with various aspect ratios and lengths is shown in Figure 7, where five membrane shapes were evaluated using grip performance tests. Two target objects were used in these experiments: a 46-mm-diameter and a 23-mm-diameter cylinder. In Figure 7a and b, “shear pressure” is analogous to a measure of grip efficiency, characterizing the ratio between the maximum pull-out force and the theoretical contact area between the gripper and the object. The results indicate that grip efficiency is highly dependent on the relative sizes between the target object and the gripper, however, Figure 7c and d suggests that there is a constant linear relationship between pull-out load and push-down distance for this set of gripper shapes, which provided us with a design tool for efficiently matching gripper shapes to specific applications.
FIG. 7.

Here, “shear pressure” is defined as the ratio between pull-out force and theoretical shear contact area between the gripper and target object (determined by the displacement of the crosshead the gripper is mounted to). (a) and (b) present “shear pressure” versus push-down load, while (c) and (d) present pull-out load versus push-down distance, where (a) and (c) correspond to the 46-mm-diameter cylinder as the target object, and (b) and (d) correspond to the 23-mm-diameter target object. Renderings of the five different membrane shapes tested (A–E) have ellipsoidal minor and major axes as follows: (A) and (B): 50.8 × 114.3 mm; (C) and (D): 44.45 × 78.59 mm; and (E): 57.91 × 101.6 mm. Color images available online at www.liebertpub.com/soro
Grain size
We found grain size to be among the most critical properties that drive jamming performance, influencing actuation time, weight of the gripper, and maximum gripping force. After some initial testing, we were able to narrow our search to three primary grain sizes that are frequently available for purchase or easily sieved from bulk materials: 12–20 mesh (coarse), 35–60 mesh (medium), 60–100 mesh (fine). Tests were designed to compare the influence of grain size on grain mobility in the jammed and unjammed states. The ideal case is for grains to flow easily when unjammed (soft compliance [SC]) and to lock firmly when jammed. Jammed strength can be represented normalizing the slope of the load–displacement curve generated during testing by the cross-sectional area of the target object to yield the jammed modulus (E). Maximum gripper holding force (PC) can also be measured. Figure 8 shows some test results from this process. The 35–60 mesh grain size proved best, generating the highest grip strength and highest SC, and is now the most common size we ship in our products.
FIG. 8.

Retention force (PC), SC (a measure of how soft the gripper is when unjammed), and jammed modulus (E) (a measure of how hard the gripper is when jammed) for three different grain sizes. The 35–60 mesh grains achieve both the highest grip strength and highest SC. SC, soft compliance. Color images available online at www.liebertpub.com/soro
Air filtering
Testing the performance of the filters in our gripper (that prevent granular material from escaping the system over many thousands of positive pressure and vacuum cycles) was a critical part of determining product feasibility. We needed to understand the extent to which small particle could become airborne and create health hazards for nearby workers. We performed a test to measure aerosol concentrations of dust exiting the exhaust port of the VERSABALL system and tested several combinations of filtering designs and granular materials. Our test setup used a DustTrak™ II Aerosol Monitor 8530, with the gripper's exhaust port pointed toward the aerosol monitor at a distance of about 30 cm (closer than any worker ought to be). From this test we were able to determine that 10-μm molded polyethylene filter elements were ideal, providing sufficient particle filtering to pass Occupational Safety and Health Administration (OSHA) requirements by approximately two orders of magnitude with minimal reduction in air speed.
Grain fluidization methods
Most jamming gripper designs control air pressure to actuate the gripper. We felt it was important to investigate alternative actuation techniques for both fluidizing and jamming the granular material, and we focused primarily on vibratory and hydraulic methods. In vibratory testing, we confirmed that a small eccentric motor (15-cm3, 0.4-W) had negligible effect on the bulk properties of the grains within a 9-cm-diameter gripper. We also tested an extreme case of mounting the gripper to a large (600-cm3, 1.6-W) eccentric motor, which was significantly larger than the gripper itself. In this extreme, we found that vibration could augment pneumatic fluidization to produce improved fluidization overall, but not at a magnitude that would justify integrating such a large vibrating mass.
For hydraulic testing, we hypothesized that substituting a liquid, such as water, as the interstitial fluid in the jamming system in place of air may provide lubrication for grain flow in the unjammed state. We believed that such a “hydraulic” gripper could offer other added advantages as well, including the potential for faster actuation times and higher jamming pressures. After failing to achieve improved performance with several early prototypes, we tested a very large (2460-cm3) hydraulic cylinder to try to approach the upper limit of possibilities. This prototype showed very promising results, improving the holding force on a target object by more than four times over the pneumatic control. Despite these results, hydraulic testing also presented a host of new challenges ranging from leaks, to difficult actuation, to very difficult assembly, to the need for moisture-resistant materials development. It is difficult at this point to say if these many added difficulties are worth the performance increase they are able to achieve, but it appears to represent a promising area of future work.
Conclusion
Over the past 4 years, our research and product development efforts have far exceeded what can be included in an article of this length. For example, we have also explored the following: integrated sensors to detect membrane wear and failure through changes in air pressure (Fig. 9A); the influence of granular material particle shape, material blends, and fill ratio (Fig. 9B); prototypes with food-safe materials (Fig. 9C); magnetically actuated jamming (Fig. 9D); fiber-reinforced membrane materials (Fig. 9E); membranes with patterned textures (Fig. 9F); hybrid vacuum cups (Fig. 9G); jawed finger grippers (Fig. 9H) with integrated jamming material; and a pilot study to explore prostheses for upper limb amputees (Fig. 9I), which is also covered in Ref.17 Furthermore, an equally involved set of business development tasks has been undertaken in the same time period, which has not been included in the scope of this article.
FIG. 9.

Photographs of some additional jamming gripper concepts being explored at Empire Robotics. Integrated sensors to detect membrane wear and failure through changes in air pressure (A); the influence of granular material particle shape, material blends, and fill ratio (B); prototypes with food-safe materials (C); magnetically actuated jamming (D); fiber-reinforced membrane materials (E); membranes with patterned textures (F); hybrid vacuum cups (G); jawed finger grippers (H) with integrated jamming material; and a pilot study to explore prostheses for upper limb amputees (I). Color images available online at www.liebertpub.com/soro
While this article is not a comprehensive “how to commercialize” guide, it is our hope that it can provide a brief introduction to the direction and scope of technical work that has been required in our particular experience. Commercialization is a major hurdle on the path ahead that will determine the long-term impact of the soft robotics field. We hope that many of the new technologies we have seen will have success navigating this process, and we hope that this article can be a useful point of reference.
Although our inability to identify and solve a large enough market problem with the product specifications we were able to achieve has resulted in the closing of Empire Robotics, our VERSABALL grippers have at times been successfully employed to do useful real-world work, so there may be continued interest in the technology moving forward. Additionally, other soft robotics technologies may find that they are well matched with an industrial robotics market segment as a potential commercialization target. Therefore, we have summarized the takeaways from this article in Table 2.
Table 2.
Jamming Gripper Commercialization Takeaways
| Industrial robotics commercialization | Jamming gripper technology |
|---|---|
| Our marketing presence of about 60 press articles per year and about 7 trade shows per year generated about 1 inbound inquiry per day. | Dip-molding is a suitable technology for producing soft robotic membranes, and average jamming gripper durability of 50,000 grips can be achieved with polychloroprene-based materials. |
| Within industrial robotics our inbound interest broke down as about: 25% plastics, 20% consumer products, 15% automotive kitting and assembly, 15% packaging, 10% collaborative robot applications, 10% food products, and 5% consumer electronics. | Jamming gripper holding force is maximized when the size of the target object approaches 50% of the diameter of the gripper, and jamming grippers are most reliable gripping objects within the range of 30–70% of the diameter of the gripper. |
| Table 1 collects the product specifications that customers cared about for our technology—all of which made or broke specific sales opportunities. | 9-cm- and 16.5-cm-diameter grippers are sufficient to handle most applications requested for 5–10-kg industrial robot arms. |
| The slotted adapter plate of Figure 2 is a suitable wrist attachment for more than 80% of industrial robot arms in the 5–10-kg payload range. | Elliptical gripper shapes increase holding force while reducing contact force and also reduce required gripper volume (weight) for gripping objects of a constant size. |
| Most industrial U.S. customers have access to compressed shop air at 90-PSI through a 3/8-inch inner diameter hose. | 35–60 mesh grain size is the best starting point for readily available granular materials, producing high holding forces with improved flow in the unjammed state. |
| 10-μm air filters are a sufficient and readily available solution to reduce airborne particle exhaust significantly below OSHA mandated levels for typical granular materials. | |
| A liquid interstitial fluid (a hydraulic jamming gripper) is a promising area of future research that may generate significant increases in holding force. |
OSHA, Occupational Safety and Health Administration.
Appendix
Appendix Table A1.
Pneumatic Control Module Specifications
| Electrical connection | Two 12/24 VDC solenoid valves @ 250 mA each |
| Pneumatic connection | Compressed air supplied at 80 psi (550 kPa) and at least 20 SCFM (566 SLPM) ensure all upstream internal diameters are at least 3/8 inch (9.5 mm) |
| Weight | 5.1 lb (2.3 kg) |
| Overall size | 8.5 × 9.0 × 3.5 inch (21.6 × 22.9 × 8.9 cm) |
| Volume (noise) | ∼85 dB @ 3 ft (1 m) away |
| Operating temperature | ∼33°F–160°F (∼1°C–71°C) |
Appendix Table A2.
Gripper Base and Adapter Plate Specifications
| Weight | 1.1 lb (0.5 kg) |
| Overall size | 3.5 × 4.7 × 1.5 inch (8.9 × 11.9 × 3.8 cm) |
| Operating temperature | ∼33°F–60°F (∼1°C–71°C) |
Appendix Table A3.
Gripper Head Specifications
| 3.5-inch head | 6.5-inch head | |
|---|---|---|
| Head diameter | 3.5 inch (9 cm) | 6.5 inch (16.5 cm) |
| Head weight | 1.3 lb (0.6 kg) | 5.3 lb (2.4 kg) |
| Total EOAT weight (base+head) | 2.4 lb (1.1 kg) | 6.4 lb (2.9 kg) |
| Head size (standalone) | 3.5 × 3.5 × 3.8 inch (8.9 × 8.9 × 9.7 cm) | 6.5 × 6.5 × 6.5 inch (16.5 × 16.5 × 16.5 cm) |
| Total EOAT size (base+head) | 3.5 × 4.7 × 5.3 inch (8.9 × 11.9 × 13.5 cm) | 6.5 × 6.5 × 8.0 (16.5 × 16.5 × 20.3 cm) |
| Air use per gripa | ∼0.02 ft3/grip (∼0.6 L/grip) | ∼0.1 ft3/grip (∼2.8 L/grip) |
| Head life cyclea | 20,000–60,000 grips | |
| Operating temperature | ∼33°F–160°F (∼1°C–71°C) | |
| Max tangential payloada | ∼20 lb (89 N) | ∼40 lb (178 N) |
| Retention (pull-out) forcea | ∼0–10 lb (∼0–44 N) | ∼0–20 lb (∼0–89 N) |
| Required contact (deformation) forcea | ∼5–15 lb (∼22–66 N) | ∼10–20 lb (∼44–89 N) |
| Pinching pressure on objecta | ∼5 psi (35 kPa) | ∼7 psi (48 kPa) |
| Grip time (evacuation to 20 inHg) | 0.1 s | 0.7 s |
| Sealed vacuum hold time | Greater than 3 min | |
| Release timea | ∼0.15 s | ∼1 s |
| Placement precision (linear)a | ∼± 0.03 inch (0.7 mm) | |
| Placement precision (angular)a | ∼± 2° (0.03 rad) | |
| Target object size rangea | ∼50% head diameter ± 20% | |
| Shelf life | Heads are marked with a use-by date. Typical shelf life is 12 months | |
Depends heavily on object geometry, surface properties, and programming practices.
EOAT, end-of-arm-tool.
Acknowledgments
This work has been financially supported, in part, by the NSF SBIR Phase I Award # 124872 and Phase II Award # 1353624, NIH SBIR 1R43HD081832-01, NASA contract NNH14CL57C, and by private investors in Empire Robotics, Inc. The content of this article is solely the responsibility of the authors and does not necessarily represent the official views of any of the sponsoring organizations. The authors thank Patrick Dingle, John Dean, Sam Naseef, Ted Plummer, Alyx Daly, Naglis Ausmanas, Anthony McNicoll, Xochitl Mellor, Miglia Cornejo, Eric Baggen, and Sean Finnigan for their contributions to Empire Robotics and the VERSABALL product.
Author Disclosure Statement
All of the authors have a financial interest in Empire Robotics, Inc.
References
- 1.Nof SY. Handbook of Industrial Robotics. New York: John Wiley & Sons, 1999 [Google Scholar]
- 2.Horgan S, Vanuno D. Robots in laparoscopic surgery. J Laparoendosc Adv Surg Tech 2001;11:415–419 [DOI] [PubMed] [Google Scholar]
- 3.Jones JL. Robots at the tipping point: The road to iRobot Roomba. IEEE Robotics & Automation Magazine 2006;13:76–78 [Google Scholar]
- 4.Wurman PR, D'Andrea R, Mountz M. Coordinating hundreds of cooperative, autonomous vehicles in warehouses. AI Magazine 2008;29:9 [Google Scholar]
- 5.Ostergaard EH. Lightweight Robot for Everybody [Industrial Activities]. IEEE Robotics & Automation Magazine 2012;19:17–18 [Google Scholar]
- 6.IFR International Federation of Robotics. Industrial Robot Statistics 2015. Available at: www.ifr.org/industrial-robots/statistics/ (last accessed 18September2016)
- 7.IFR International Federation of Robotics. Service Robot Statistics 2015. Available at: www.ifr.org/service-robots/statistics/ (last accessed: 18September2016)
- 8.Pham DT, Yeo SH. Strategies for gripper design and selection in robotic assembly. Int J Prod Res 1991;29:303–316 [Google Scholar]
- 9.Simpson DC. Gripping surfaces for artificial hands. Hand 1971;3:12–14 [DOI] [PubMed] [Google Scholar]
- 10.Schmidt I. Flexible moulding jaws for grippers. Indust Robot 1978;5:24–26 [Google Scholar]
- 11.Perovskii AP. Universal grippers for industrial robots. Russian Eng J 1980;60:3–4 [Google Scholar]
- 12.Rienmüller T, Weissmantel H. A shape adaptive gripper finger for robots. International Symposium on Industrial Robots 1988, pp. 241–250 [Google Scholar]
- 13.Brown E, Rodenberg N, Amend J, Mozeika A, Steltz E, Zakin MR, et al. Universal robotic gripper based on the jamming of granular material. Proc Natl Acad Sci U S A 2010;107:18809–18814 [Google Scholar]
- 14.Liu AJ, Nagel SR. The jamming transition and the marginally jammed solid. Annu Rev Condens Matter Phys 2010;1:347–369 [Google Scholar]
- 15.Amend JR, Jr., Brown E, Rodenberg N, Jaeger HM, Lipson H. A positive pressure universal gripper based on the jamming of granular material. IEEE Transact Robot 2012;28:341–350 [Google Scholar]
- 16.Jiang Y, Amend JR, Jr., Lipson H, Saxena A. Learning hardware agnostic grasps for a universal jamming gripper. In Robotics and Automation (ICRA), 2012 IEEE International Conference on May 14, 2012, pp. 2385–2391 [Google Scholar]
- 17.Cheng N, Amend J, Farrell T, Latour D, Martinez C, Johansen J, et al. Prosthetic jamming terminal device: A case study of untethered soft robotics. Soft Robot 2016;3:205–212 [DOI] [PMC free article] [PubMed]
- 18.Ries E. Minimum Viable Product: A Guide. Startup Lessons Learned 2014. Available at: http://goo.gl/znWQ7M (last accessed 16September2016)
- 19.Blackley DC. Polymer Latices: Science and Technology Volume 3: Applications of Latices. New York: Springer Science & Business Media, 2012 [Google Scholar]