

Abstract
Crambe abyssinica is a plant with potential for use in industrial (non-food) plant oil production. The side stream from this oil production is a high-protein crambe meal that has limited value, as it is not fit for food or feed use. However, it contains proteins that could potentially make it a suitable raw material for higher-value products. The purpose of this study was to find methods of making this side stream into extruded films, showing that products with a higher value can be produced. The study mainly considered the development of material compositions and methods of preparing and extruding the material. Wheat gluten was added as a supportive protein matrix material, together with glycerol as a plasticizer and urea as a denaturant. The extrudate was evaluated with respect to mechanical (tensile testing) and oxygen barrier properties, and the extrudate structure was revealed visually and by scanning electron microscopy. A denser, more homogeneous material had a lower oxygen transmission rate, higher strength, and higher extensibility. The most homogeneous films were made at an extruder die temperature of 125-130 °C. It is shown here that a film can be extruded with promising mechanical and oxygen barrier properties, the latter especially after a final compression molding step.
Keywords: Bioengineering, Issue 119, Crambe meal, side stream, barrier, packaging, extrusion, gluten
Introduction
When upgrading a material from a low value to a higher value, two main issues need to be considered: the type of potential end-product(s) and the required properties. This study focuses on the extrusion of protein-based plastics for potential use in packaging for two reasons. The present variety of packages is extensive, but the request for renewable and biodegradable low-cost packaging material has increased rapidly in the last decade. This trend seems to be continuing, as most brand owners and legislators are searching for options to create plastics from petroleum1. The required material properties for packaging are, in many cases, more demanding than for other plastic products. However, if a successful material is obtained, the potential market is very large.
Packaging material needs to fulfil a number of criteria to be suitable. The exact criteria differ depending on the type of package, filling/sealing systems, transport, storage, content, appearance, product design, etc. All these parameters should be considered by a packaging developer, but all cannot be of the highest priority at once when initiating the development of a new and unexplored material. The properties in focus for this study were the mechanical and barrier performances.
Extrusion is the processing method of choice for two reasons: extrusion is a common and efficient method for making packaging plastics, and it generally does not involve a solvent, as in solution casting. Thus, no drying step is needed at the end of the process2.
Wheat gluten is also a side stream material coming from a starch product3. It has shown potential as a packaging plastic in a number of studies. Despite this, some challenges remain4. Crambe abyssinica is an interesting oilseed plant in that it is not a food resource and can be grown in many different agronomic conditions5,6. As with wheat gluten, crambe protein is a byproduct, in this case, from oil production. It is obtained as a defatted crambe meal, with protein as the largest component. It also contains a sizeable amount of nitrogen-free extracts, such as carbohydrates and fiber7,8. The meal has relatively poor cohesive properties and needs to be blended with a material of higher cohesion. In this study, wheat gluten is used as a supportive additive to the crambe meal. To improve the toughness/extensibility of the protein material, a plasticizer is commonly used as an additive as well. In this study, glycerol is used, which is a side product of the plant oil industry (e.g., rape seed methyl ester fuels) and is readily available at a low cost9. Urea, also renewable, is used as a denaturant in order to give the extrudate the proper cohesion2,10,11. It may also work as a plasticizer.
Renewable materials, especially those that are used directly from nature, without purification, modification, or chemical synthesis, are, in most cases, not suitable for high-temperature treatment. The challenge is to find suitable processing parameters and compositions that result in an extrudate with properties that allow it to compete with products from petroleum.
This study focuses on the characterization of the mechanical and barrier properties of a new bio-based material produced from crambe meal processed with different additives and at different conditions12. The full details of the mechanical and oxygen barrier features are found in Rasel et al.12.
Protocol
NOTE: Crambe seeds (cultivar Galactica) were supplied by the Plant Research International, Wageningen, Netherlands. Oil was extracted from the seeds by the method of Appelqvist13. Both the crambe meal and the wheat gluten were stored at -18 °C until further use.
1. Dough Preparation
- Sieving crambe
- Sieve the crambe meal with a round, fine-mesh stainless steel kitchen sieve (pore size: ~1.5 mm, 14 mesh), to remove large fiber fractions and uncrushed seeds. Store the sieved meal at -18 °C to prevent material ageing.
- Milling crambe
- To reduce the particle size and make the material more homogeneous, mill the sieved crambe meal in a rotary ball mill.
- Mill 250 g of crambe meal each time in a 7 L jar with 21-25 mm diameter ceramic balls using a 53 rpm jar revolution rate and a milling time of 24 hr.
- Conditioning
- Before further processing, condition all the ball-milled crambe meal and wheat gluten powder in open jars for a minimum of 48 hr at 23 °C and a relative humidity of 50% in a climate-controlled room.
- Mixing the components
- Grind the urea powder (stored in a closed beaker at ambient conditions) to fine particles with a mortar and pestle.
- Blend urea and glycerol (25.5 g of glycerol and 15 g of urea per 100 g of the final mixture).
- Heat the glycerol to 65 °C in a glass flask in an oil bath and add the urea powder slowly.
- Stir the mixture with a magnetic stirrer at 65 °C until the urea powder is completely dissolved.
- Mixing the crambe and wheat gluten
- Blend the crambe meal powder and wheat gluten powder in a kitchen mixing machine for 5 min. For example, for a 60/40 (w/w) crambe/wheat gluten ratio, use 35.7 g of crambe meal and 23.8 g of wheat gluten per 100 g of the final mixture.
- Mixing glycerol/urea with crambe/wheat gluten
- Slowly add the glycerol/urea mixture to the crambe/wheat gluten blend in the kitchen mixing machine while stirring the mixture. Continue mixing for approximately 2 min, until a homogeneous dough is obtained. Prepare 500 g of the mixture each time.
- For the material with 60/40 (w/w) crambe and wheat gluten, use the following relative contents of the respective constituents: 35.7 g of crambe meal, 23.8 g of wheat gluten, 25.5 g of glycerol, and 15 g of urea (per 100 g). For the other two material combinations (i.e., 70/30 and 80/20), change only the crambe and wheat gluten contents. Keep the glycerol and urea contents the same as in the 60/40 combination.
2. Film Extrusion
- Low-temperature profile
- Perform the film extrusion in a twin-screw extruder. Set zones 1-10 (each 80 mm-long) along the extruder barrel at a low temperature profile (subsequently called "low-T profile"), as follows: 75-75-75-80-80-80-80-85-85-85 °C. This prevents the wheat gluten from crosslinking in the barrel.
- Use a flat sheet die (45 mm x 0.7 mm) to extrude the films.
- Choose a screw speed between 30 rpm and 200 rpm and record the die pressure.
- Feed the dough manually through the hopper with the help of a wooden pusher to support the material flow towards the screws.
- At the die, pick up the extrudate with a conveyor belt operating at a speed of 2.0 m/min. Place air ventilation cooling (fans) along the belt.
- Run different die temperatures (105 °C-(105 °C), 110 °C-(110 °C), 125 °C-(115 °C), 130 °C-(120 °C), and 140 °C-(125 °C)) to select the conditions that give the smoothest extrudate with a minimum amount of voids. NOTE: The values in the brackets correspond to the temperature in zone 11, next to the die. It is adjusted to reach the target temperature in the die.
- After extrusion, store the extrudates in sealed polyethylene bags until further processing or analysis in order to prevent ageing and atmospheric water absorption.
- Film extrusion using the high-temperature profile
- Extrude films as described in section 2.1, but use a high-temperature profile (subsequently called "high-T profile"), as follows: 85-85-85-100-100-100-110-110-120-120-120 °C for zones 1 to 11 of the extruder.
- Use die temperatures of 125 °C and 130 °C.
- Film extrusion after pelletization
- In order to get pellets, extrude the material as continuous strands in the extruder using a two-strand die.
- Use the low-T profile for the extruder barrel, as described above, and a 60-rpm screw rotational speed.
- Use different die-(zone 11) temperatures (130 °C-(125°C), 125 °C-(115 °C), 105 °C-(100 °C), and 85 °C-(85 °C)) to obtain the strands with the smoothest surfaces.
- Pelletization
- After passing the conveyor belt (the belt situated after the extruder that helps to feed material out of the extruder), feed the strands into a pelletizer operated with a cutting speed of 7 m/min.
- Film extrusion from the pellets
- Feed the pellets manually into the extruder and extrude films with the low-T profile inside the barrel and with a 125 °C-(115 °C) flat-sheet die temperature. Use a screw rotational speed of 30 rpm.
- Film extrusion using volumetric feeding
- In order to simulate automatic feeding (commonly used in industry), use the pellets previously extruded at 85 °C (steps 2.3.1-2.3.2.1).
- Connect the feeder to the extruder and choose the volumetric feeder mode of the hopper.
- Use a feeding volume of 35 kg/h and hopper and extruder screw speeds of 16 and 120 rpm, respectively.
- Extrude with the low temperature profile of the barrel and use a die-(zone 11) temperature of 125 °C-(115 °C).
3. Post-extrusion Process (Compression Molding)
- Pressing with the frame
- For the first setup, cut two extrudates into pieces of 4.4 cm x 7.0 cm and 2.6 cm x 7.0 cm. NOTE: This is needed because the frame is broader than the extrudates.
- Place them next to each other in an aluminum rectangular frame (70 x 70 x 0.5 mm3).
- Sandwich the frame between two aluminum plates using poly(ethylene terephthalate) (PET) films on both sides to prevent adhesion, and then place them into the press.
- Set the pressure gauge on the press to 200 or 400 bar.
- For each molding pressure, press the films with a plate temperature of 110, 120, and 130 °C for 10 and 20 min.
- As a reference to the pre-extruded samples, press films from unextruded material. Center 7.2 g of fresh material (from section 1.6) in the aluminum frame.
- Press with the same parameter settings as for the pre-extruded films above (steps 3.1.4- 3.1.5).
- Pressing without a frame
- Cut out and sandwich rectangular samples (4.4 cm x 4.4 cm) between two aluminum plates using PET films on both sides to prevent adhesion.
- Place them into the press. Set the pressure gauge to 50 bar, 75 bar, or 100 bar.
- For each molding pressure, press films for 5 or 10 min using 110 °C, 120 °C and 130 °C plate temperatures.
Representative Results
The blended materials (60 wt% crambe meal and 40 wt% wheat gluten) resulted in a tough dough after the initial mixing procedure. The material was rested for a few minutes before the first extrusion. However, the dough had a too high a viscosity to be able to be fed into the extruder hopper in a regular manner. Therefore, it was fed piece-by-piece, directly into the screw. The screws had a constant speed, and the resulting film extrudate was continuous and had a visually smooth surface. An example of an extruded film is shown in Figure 1.
The die pressure and temperature were found to be the two most important processing parameters to control in order to obtain homogeneous and smooth film extrudates. Too low a die temperature, typically below 110 °C, did not result in continuous film extrudates, whereas a temperature above 130 °C resulted in the formation of bubbles in the material. The most suitable die temperature to obtain homogeneous and smooth films was found to be around 125 °C.
To get the most homogeneous extrudates, a two-step process was found to be advantageous, where, in the first step, strands were extruded at a lower temperature (typically 85 °C) and pelletized. The pellets were then fed to the hopper for the second extrusion step.
When the urea content was decreased from 15 to 10 wt%12, the cohesion of the dough decreased substantially, resulting in a powder-like material; no continuous film could be extruded12.
When the glycerol concentration was decreased (with a retained 15 wt% urea), the dough was found to be more brittle, and the urea did not fully dissolve in the glycerol. Also, a considerably higher die pressure was required to get homogeneous films. However, these films were found to be smoother and more homogeneous than those with a higher glycerol content.
When increasing the crambe meal powder concentration and decreasing the wheat gluten concentration, the extruded films appeared darker, but also smoother and more homogeneous5. The feeding rate could also be increased12. The drawback was that the films were only partially continuous, and film breakages appeared a few meters apart. However, when increasing the die temperature to approximately 130 °C, continuous films could be prepared, although with some discolorations12.
Compression molding without a frame yielded thin (thickness: 0.1-0.2 mm) films that were very flexible and translucent (Figure 2).
Depending on how the extrudates were made and what they contained, the stiffness ranged from 4.9-5.6 MPa and the strength from 0.3-0.7 MPa, whereas the extensibility ranged from 7 to 16%12. The corresponding values for the extrudates after compression molding were 6.4-15.0 MPa, 0.3-1.1 MPa, and 8-19%5. Details of the mechanical measurements are given in reference12. 64 mm-long dumbbell specimens were tensile-tested according to ASTM D882-02 at 23 ± 1 °C and 50 ± 1% RH, with a crosshead speed of 10 mm/min. Figure 3 shows the importance of extruding crambe with the addition of wheat gluten. The strength, and especially the extensibility, decreased with decreasing wheat gluten content. The oxygen permeability ranged from 17 to 39 cm3 mm/(day m2 atm), depending on the composition and whether a compression molding step (with a frame) was used or not.
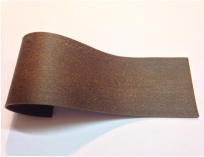 Figure 1: Extruded material. Extruded film using a die temperature of 130 °C. It contains 35.7 wt% crambe, 23.8 wt% wheat gluten, 25.5 wt% glycerol, and 15 wt% urea. The width of the film is 44 mm. Please click here to view a larger version of this figure.
Figure 1: Extruded material. Extruded film using a die temperature of 130 °C. It contains 35.7 wt% crambe, 23.8 wt% wheat gluten, 25.5 wt% glycerol, and 15 wt% urea. The width of the film is 44 mm. Please click here to view a larger version of this figure.
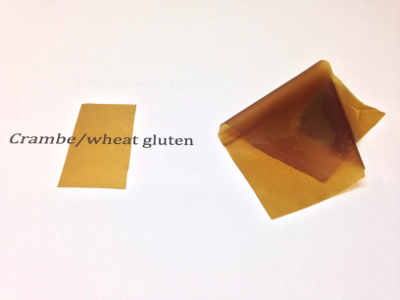 Figure 2: Compression-molded films. Extruded material compression-molded, without a frame, into thin, translucent films using a 130 °C press temperature at 75 bar for 10 min. The flat and wrinkled films are from the same material. The width of the left film is ~17 mm. Please click here to view a larger version of this figure.
Figure 2: Compression-molded films. Extruded material compression-molded, without a frame, into thin, translucent films using a 130 °C press temperature at 75 bar for 10 min. The flat and wrinkled films are from the same material. The width of the left film is ~17 mm. Please click here to view a larger version of this figure.
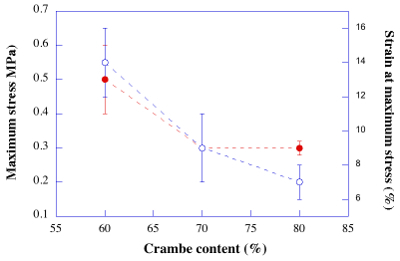 Figure 3: Mechanical properties as a function of crambe content. Maximum stress (filled circles) and strain at maximum stress (open circles) as a function of crambe content in the crambe/wheat gluten mixture. The error bars represent the standard deviations. Maximum stress was obtained from the maximum force per initial sample cross-section of the narrow part of the dumbbell specimen (narrow section: 16 mm long and 4 mm wide). The low-temperature profile was used with an initial die temperature of 125 °C and a zone 11 temperature of 115 °C. The screw speed was 30 rpm, and the extrusion was performed without prior pelletization. Data obtained from reference12. Please click here to view a larger version of this figure.
Figure 3: Mechanical properties as a function of crambe content. Maximum stress (filled circles) and strain at maximum stress (open circles) as a function of crambe content in the crambe/wheat gluten mixture. The error bars represent the standard deviations. Maximum stress was obtained from the maximum force per initial sample cross-section of the narrow part of the dumbbell specimen (narrow section: 16 mm long and 4 mm wide). The low-temperature profile was used with an initial die temperature of 125 °C and a zone 11 temperature of 115 °C. The screw speed was 30 rpm, and the extrusion was performed without prior pelletization. Data obtained from reference12. Please click here to view a larger version of this figure.
Discussion
The reason the die pressure was of such high importance was probably due to the fact that the material needed a certain pressure to avoid bubble formation. However, the different components could phase separate if the pressure was too high. When extruding at too low a temperature, the cohesion was poor, possibly due to a low degree of crosslinking, while too high a temperature resulted in the release of gas (probably moisture together with urea and protein degradation products).
The two step extrusion (i.e., where strands were first extruded, pelletized, and then extruded again) resulted in a more homogeneous extrudate because of the more extensive blending that the first extrusion step provided.
The poor dough cohesion when decreasing the urea concentration from 15 to 10 wt% was probably due to a lower crosslink density. In analogy to this, a lower glycerol concentration, and thus a lower ability to dissolve the urea, resulted in poorer films unless a higher die pressure was applied.
Increasing the crambe meal concentration, and thus decreasing the wheat gluten concentration, resulted in a lower degree of aggregation/network formation. This lowered the viscosity of the material in the extrudate, resulting in the need to increase the die temperature to 130 °C to raise the viscosity and generate homogeneous films.
It is difficult, if not impossible, to extrude plasticized crambe into films of sufficient quality for any use. We show here that this can be overcome by blending crambe with a more readily extrudable protein like wheat gluten. For the best quality, the extrudates need to be compression-molded in a separate step after extrusion.
It is shown here that extrusion works on a smaller scale, and upscaling is likely to be more demanding. Extrusion, along with injection molding, are the most important commercial methods for producing plastics. In order to replace existing conventional plastics, it is necessary that the protein material can be produced with the same techniques14-16. We show here that it is possible to extrude crambe oilseed meal with the help of wheat gluten.
Possible applications include packaging and applications for various extruded profiles (e.g., rods and cylinders). We consider the most critical step during the preparation of the samples to be the extrusion step. The final quality of the films depended strongly upon the extrusion parameters and the properties of the material prior to extrusion.
Disclosures
The methods and results were previously presented as an article by Rasel et al.5.
Acknowledgments
This work was supported by the Swedish governmental strategic research program Trees and Crops for the Future (TC4F), VINNOVA, and the EC FP7 project ICON. Hannah Rasel is gratefully acknowledged for performing most of the experiments in the previous paper (Reference 5).
References
- Aeschelmann F, Carus M. Bio-based building blocks and polymers in the world. Capacities, production and applications: Status quo and trends towards 2020. nova-Institute; 2015. [Google Scholar]
- Türe H, Gällstedt M, Kuktaite R, Johansson E, Hedenqvist MS. Protein network structure and properties of wheat gluten extrudates using a novel solvent-free approach with urea as a combined denaturant and plasticizer. Soft Matter. 2011;7:9416–9423. [Google Scholar]
- Belyea RL, Steevens BJ, Restrepo RJ, Clubb AP. Variation in Composition of By-Product Feeds. J. Dairy. Sci. 1989;72(9):2339–2345. [Google Scholar]
- Gómez-Estaca J, Gavara R, Catalá R, Hernández-Muñoz P. The potential of proteins for producing food packaging materials: A review. Packag. Technol. Sci. 2016.
- Lazzeri L, Leoni O, Conte LS, Palmieri S. Some technological characteristics and potential uses of Crambe abyssinica products. Ind. Crops and Prod. 1994;3:103–112. [Google Scholar]
- Lalas S, Gortzi O, Athanasiadis V, Dourtoglou E, Dourtoglou V. Full Characterisation of Crambe abyssinica Hochst Seed Oil. J. Am. Oil Chem. Soc. 2012;89:2253–2258. [Google Scholar]
- Carlson KD, Tookey HL. Crambe Meal as a Protein Source for Feeds. J. Am. Oil Chem.Soc. 1983;60:1979–1985. [Google Scholar]
- Massoura E, Vereijken JM, Kolster P, Derksen JT. Proteins from Crambe abyssinica oilseed. II. Biochemical and functional properties. J. Am. Oil Chem. Soc. 1988;75:323–335. [Google Scholar]
- Quispea CAG, Coronadoc CJR, Carvalho JA. Glycerol: Production, consumption, prices, characterization and new trends in combustion. Renew. Sust. Energ. Rev. 2013;27:475–493. [Google Scholar]
- Kuktaite R, Plivelic TS, Türe H, Hedenqvist MS, Gällstedt M, Marttila S, Johansson E. Changes in the hierarchical protein polymer structure: urea and temperature effects on wheat gluten films. RSC Advances. 2012;2:11908–11914. [Google Scholar]
- Bennion BJ, Daggett V. The molecular basis for the chemical denaturation of proteins by urea. Proc.Natl.Acad.Sci. 2003;100:5142–5147. doi: 10.1073/pnas.0930122100. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Rasel H, Johansson T, Gällstedt M, Newson W, Johansson E, Hedenqvist MS. Development of bioplastics based on agricultural side-stream products: Film extrusion of Crambe abyssinica/wheat gluten blends for packaging purposes. J. Appl. Polym. Sci. 2016;133:42442. [Google Scholar]
- Appelqvist L-Å. Further studies on a multisequential method for determination of oil content in oilseeds. J. Am. Oil Chem. Soc. 1967;44:209–214. [Google Scholar]
- Verbeek CJR, van den Berg LE. Extrusion Processing and Properties of Protein-Based Thermoplastics. Macromol. Mater. Eng. 2010;295:10–21. [Google Scholar]
- Ralston BE, Osswald TA. Viscosity of Soy Protein Plastics Determined by Screw-Driven Capillary Rheometry. J Polym. Environ. 2008;16:169–176. [Google Scholar]
- Nur Hanani ZA, Beatty E, Roos YH, Morris MA, Kerry JP. Manufacture and characterization of gelatin films derived from beef, pork and fish sources using twin screw extrusion. J. Food Eng. 2012;113:606–614. [Google Scholar]