

Abstract
Based on bubble electrospinning (BE), a modified free surface electrospinning (MFSE) using a cone-shaped air nozzle combined with a solution reservoir made of copper tubes was presented to increase the production of quality nanofibers. In the MFSE process, sodium dodecyl benzene sulfonates (SDBS) were added in the electrospun solution to generate bubbles on a liquid surface. The effects of applied voltage and generated bubbles on the morphology and production of nanofibers were investigated experimentally and theoretically. The theoretical analysis results of the electric field were in good agreement with the experimental data and showed that the quality and production of nanofibers were improved with the increase of applied voltage, and the generated bubbles would decrease the quality and production of nanofibers.
Keywords: Electrospinning, Polymers, Nanofibers, Bubbles, High throughput fabrication
Background
Electrospinning has been recognized as a simple and efficient technique for the production of polymer nanofibers. Due to the high surface area, high surface energy, and high surface activity et al., electrospun nanofibers can be used in a wide variety of applications such as nonwoven fabrics [1], reinforced fibers [2], drug delivery systems [3], tissue engineering [4], fuel cells [5], composites [6], filtration [7], photonics [8], sensorics [9], supercapacitors [10], wound dressing [11], and so on [12–15].
Conventional single-needle electrospinning inhibits the application of nanofibers to commercial applications due to its low production, usually at the level of 0.01–0.1 g/h [16]. It is desirable to obtain massive production of quality nanofibers to broaden the applications of nanofibers. Many efforts have concentrated on enhancing the production of the electrospinning technique. Ding et al. [17] successfully spun fibers by using a multi-needle electrospinning system. Dosunmu et al. [18] developed an electrospinning technique equipped with a porous tube. Yarin et al. [19] presented a free surface electrospinning (FSE) for mass production of nanofibers based on combination of normal magnetic and electric fields acting on a two-layer system. Jirsak et al. [20] patented a FSE using a rotating horizontal roller as the nanofiber generator. Wang et al. [21] demonstrated a novel needleless electrospinning using a conical metal wire-coil as spinneret. Lu et al. [22] reported a new high-throughput electrospinning technique with a large metal rotating cone as the spinneret. Qin et al. [23] presented a FSE setup using one-stepped pyramid-shaped copper spinneret to form multiple jets. Chen et al. [24] employed a gas pump to generate bubbles on a liquid surface to produce multiple jets. Liu et al. [25] proposed an electrospinning technique using needle-disk as spinneret to enhance the nanofiber throughput. In addition, numerical simulations for nanofluid [26] were presented to research the dynamics of charged jets. And the effects of various parameters, such as electric field [27] and magnetic field [28], on behavior of nanofluid, were systematically carried out.
In this paper, a modified free surface electrospinning (MFSE) using a cone-shaped air nozzle combined with a solution reservoir made of copper tubes was presented to obtain high throughput fabrication of quality nanofibers based on bubble electrospinning (BE) [24]. The nozzle combined with the solution reservoir made of copper tubes was used to produce multiple jets to initiate the electrospinning process. The effectiveness of the MFSE was experimentally studied by measuring the diameter distribution and throughput of nanofibers. The results showed that the quality and production of nanofibers were improved with the increase of applied voltage. Compared with the BE, the MFSE could produce nanofibers under a much higher applied voltage which would result in decreasing the nanofiber diameter, enhancing the diameter distribution, and improving the nanofiber throughput.
Surface-active agents are generally used to decrease the surface tensions of polymer solutions, which significantly affect the generation of bubbles. As a result, the formation and stabilization of bubbles are greatly dependent on the composition and physicochemical properties of the surface-active agents used [29]. Previously, we found that even just a bit of sodium dodecyl benzene sulfonate (SDBS), a surface-active agent, could significantly reduce the surface tension, facilitate the spinning process, and improve mechanical properties of electrospun polyvinyl alcohol (PVA) nanofibers [30]. Therefore, SDBS was added in the electrospun solution to generate bubbles on a liquid surface in this study. The effect of bubbles on the morphology and production of nanofibers was investigated experimentally and theoretically. The theoretical analysis results of electric field were in good agreement with the experimental data and showed that the bubbles would decrease the quality and production of nanofibers.
Methods
Materials
PVA with 1750 ± 50° of polymerization and SDBS were purchased from Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China). PVA aqueous solutions with the concentration of 7 wt% were prepared by dissolving PVA powder in deionized water. And 0.3 wt% SDBS was dissolved in the PVA solutions. Then, the solutions were stirred at 90 °C for 2 h until it became homogeneous. All chemicals were of analytical grade and used without further purification.
MFSE Apparatus
The schematic of the MFSE apparatus was represented in Fig. 1. The apparatus consisted of a variable high-voltage power generator (0–150 kV, TRC2020, Dalian Teslaman Technology Co., LTD), a gas pump (TEION4500co, Eiko, Japan), a right circular cone-shaped air nozzle with a gas tube, a vertical solution reservoir made of copper tubes with the inner diameter 40 mm and the height 30 mm, and a grounded collector over the reservoir. The height of the cone-shaped air nozzle was 20 mm; the inner diameter of its base was 40 mm and that of its top was 1.5 mm. The nozzle was made of polyethylene (PE), and its top should be flush with the top of the copper solution reservoir. The positive terminal of the power generator was directly connected to the solution reservoir. The voltage supplied by the power generator was designated as the spinning voltage.
Fig. 1.

Schematic of the MFSE apparatus
However, the solution reservoir of the BE apparatus was made of polymer tubes. And a thin polymer tube as nozzle was fixed on the center of the reservoir bottom. A slim metal needle, as the positive electrode, went through the nozzle. The nozzle and the needle were inserted through the bottom of the reservoir and connected with the gas pump and the generator, respectively. The metal electrode would lead to lower applied voltage. Compared with the BE, the MFSE could produce nanofibers under a much higher applied voltage which would result in improving the nanofiber throughput.
MFSE Process
According to Ref. [23, 29] and our previous work [30], the electrospinning parameters were set as follows: PVA concentration 7 wt%, SDBS concentration 0.3 wt%, the applied voltage varied from 30 to 70 kv, and the working distance from the nozzle to the grounded collector was 13 cm. The MFSE experiments were carried out at room temperature (20 °C) at a relative humidity of 60%.
The PVA solution was poured into the reservoir, and the liquid surface was higher than the nozzle. Turning on slowly the gas valve, the liquid surface forms a bow around the nozzle due to the high surface tension of the solution. After an electronic field was applied and the voltage was over the threshold voltage, multiple jets initiated at the convex liquid surface, see Fig. 2.
Fig. 2.
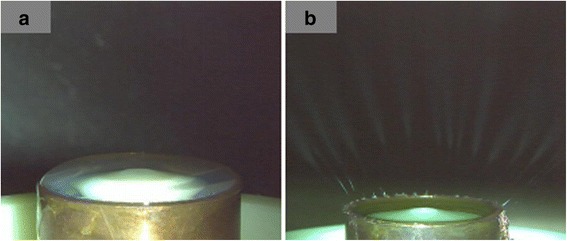
Photograph of the MFSE without SDBS. a Photograph of liquid surface and b photograph of spinning process
Several bubbles, whose diameters varied from 10 to 30 mm, were generated at the free surface of the polymer solution with the addition of SDBS. These bubbles would be broken into very small ones on their surface. When the surface tension of the small bubbles reduced to the critical value which could be overcome by the applied electric field, multiple jets were ejected from the bubbles to the collector, see Fig. 3.
Fig. 3.

Photograph of the MFSE with the addition of SDBS. a Photograph of liquid surface and b photograph of spinning process
Measurements and Characterizations
The motion of the jets was observed by a high-definition camera at a frame rate of 25,000 frames/s (KEYENCE, VW-9000, Japan). Diameter and arrangement of electrospun PVA nanofibers were characterized using a scanning electron microscopy (SEM; Hitachi S-4800, Japan). All samples were dried at room temperature and then sputter-coated with gold by an IB-3 (Eiko, Japan) for 10 min. The matrix morphology and fibrous diameter characterization were carried out using Image J software (National Institute of Mental Health, USA). The electric field distributions were calculated by the Maxwell 2D (ANSOFT Corporation, USA).
Results and Discussion
Effect of Applied Voltage on the PVA Nanofibers
The morphologies of PVA nanofibers obtained using MFSE and BE were respectively carried out by SEM. SEM images and the according diameter distribution of nanofibers with different applied voltages in MFSE process were shown in Fig. 4a, and those of BE were indicated in Fig. 4b. When the applied voltage was 30 kV, the average diameter of nanofibers obtained by MFSE was 148 ± 8.53 nm and that of BE was 190 ± 8.26 nm. It could be seen that the PVA nanofibers produced by MFSE were finer and more homogeneous than those of BE. And the diameter distribution was more homogeneous with the increase of the applied voltage in MFSE process.
Fig. 4.

SEM images of PVA nanofibers. a MFSE with different applied voltage, (a-1 30 kV, a-2 40 kV, a-3 50 kV, a-4 60 kV, a-5 70 kV);. b BE (30 kV). Inset: a photograph of BE process. The right figures were the according diameter distribution
Figures 5 and 6 show the effect of applied voltage on the average diameter and production of the PVA nanofibers prepared by MFSE. It was evident that when the applied voltage was lower than 30 kV, very few jets were generated as the electric force was not enough to overcome the surface tension. However, when the applied voltage was 70 kV the electric force produced would accelerate quickly the upward movement of the jets. And the highly accelerated upward movement would not further stretch the jet into smaller fibers. Therefore, with the increase of the applied voltage in MFSE process, the average diameter decreased firstly and then increased, and the production increased. It was obvious that the applied voltage played a crucial role in MFSE process, which directly affected the nanofiber production.
Fig. 5.

The effect of applied voltage on the average diameter
Fig. 6.
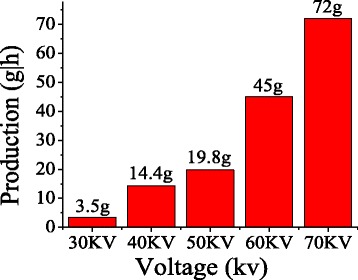
The production with the different applied voltage using MFSE
However, the solution reservoir in which a metal electrode fixed was made of polymer tubes in the BE setup. The positive terminal of the power generator was connected to the metal electrode which led to lower applied voltage. Therefore, the production of nanofibers prepared by BE was only 3 g/h [24].
Effect of SDBS on the PVA Nanofibers
In the MFSE process, the addition of SDBS to PVA solution could effectively decrease the surface tension of the solution and generate bubbles on a liquid surface. Table 1 showed the increased electric conductivity and decreased surface tension of the PVA solutions with the addition of SDBS. Figures 7 and 8 illustrated SEM images and the according diameter distribution of nanofibers obtained from PVA solution with 0.3 wt% SDBS at an applied voltage of 60 kV with spinning time. It could be seen that the advantage diameter of nanofibers produced from PVA solution with 0.3 wt% SDBS were larger than those of nanofibers produced from pure PVA solution. And with the increase of spinning time, the MFSE made the diameter distribution of the PVA nanofibers to have little change, and the production of the PVA nanofibers was 12.5 g/h. The results showed the generated bubbles would increase the nanofiber diameter and decrease the nanofiber production. It was probably because of bubble formation, deformation, and break-wasted energy which could be used to further stretch the jet into smaller fibers. Moreover, the energy loss could make the charged jets move slower during the MFSE process, and the nanofiber production decrease.
Table 1.
Surface tension and electrical conductivity of PVA solution without and with SDBS
| SDBS (wt%) | Surface tension (mN/m) | Electric conductivity (us/cm) |
|---|---|---|
| 0 | 45 | 8.8 |
| 0.3 | 33 | 43 |
Fig. 7.

SEM images of PVA nanofibers prepared by MFSE at the different spinning time (a-1 5 min, a-2 10 min, a-3 15 min, a-4 20 min, a-5: 25 min). The right figures were the according diameter distribution
Fig. 8.

The effect of spinning time on the average diameter of PVA nanofibers prepared by MFSE
The mechanical properties, such as tensile strength and elongation-at-break, of PVA nanofiber membranes without and with SDBS were shown in Table 2. It was seen that both the tensile strength and elongation-at-break of nanofiber membranes increased with the addition of SDBS. That meant the addition of SDBS could improve the mechanical properties of PVA nanofiber membranes.
Table 2.
Mechanical properties of PVA nanofiber membranes without and with SDBS
| SDBS (wt%) | Thickness (mm) | Tensile strength (MPa) | Elongation (%) |
|---|---|---|---|
| 0 | 0.11 ± 0.01 | 7.58 | 6.44 |
| 0.3 | 0.10 ± 0.02 | 9.58 | 95.43 |
Theoretical Analysis
Since the electric field is the main driving force to generate jets [23], the jet initiation is determined by the electric field intensity and the areas with higher electric field intensity generated jets more easily [25]. In order to reveal the experimental phenomenon, the electric field distributions around the free surface and the bubbles were calculated respectively by the Maxwell 2D.
Figure 9 shows the simulation results of electric field distributions around the free surface and the bubbles with a working distance of 13 cm and an applied voltage of 60 kV. For the investigated MFSE process, the 2D simulations shown were performed for the following process parameters: the copper reservoir as positive pole was a rectangle with the width 40 mm and the height 30 mm, the electric conductivity of copper was 5.8 × 1011 us/cm, the working distance was 130 mm, the applied voltage was 60 kV, and the diameters of bubbles were 20 and 25 mm, the surface tensions of 7 wt% PVA solutions without and with SDBS were 45 and 33 mN/m, and the electric conductivity of these solutions were 8.8 and 43 us/cm respectively.
Fig. 9.

Simulation of electric field distributions at 60 kV (working distance 13 cm). a around the free surface. b around the bubbles
Figure 9a explores that the electric field on the curving part of the free surface was very heterogeneous and high, suggesting that those sites should be more efficient to self-generate jets. And the edge of the solution reservoir had much higher electric field intensity than the free surface due to metal materials of the reservoir. As shown in Fig. 2, a number of jets initiated around the curving part of free surface. And the higher electric field intensity around the edge rather than the surface could be the main reason that jets generated firstly from the edge of the solution reservoir. However, multiple jets were generated from the bubbles, as shown in Fig. 3. Fig. 9b reveals that the bubbles had lower electric field intensity than the curving part of the free surface. Since the electrostatic force was the main driving force to accelerate the movement of the jets, the jets would travel faster under a higher electric field. Therefore, the higher electric field on the curving part of the free surface than the bubbles could be the main reason that the generated bubbles would increase the nanofiber diameter and decrease the nanofiber production. The theoretical analysis results were in good agreement with the experimental results.
Conclusions
In this paper, a high-effect free surface electrospinning using a cone-shaped air nozzle combined with a solution reservoir made of copper tubes was successfully developed to obtain high throughput fabrication of quality nanofibers for a long spinning time. The effects of the applied voltage on nanofiber quality and production were systematically investigated, and the results showed the quality and production of nanofibers were improved with the increase of applied voltage. Compared with the BE, the MFSE could produce nanofibers under a much higher applied voltage which would result in decreasing the nanofiber diameter, enhancing the diameter distribution, and improving the nanofiber throughput.
In addition, a surface-active agent, SDBS, was added in the electrospun solution to generate bubbles at the free surface of the solution in the MFSE process. The effect of bubbles on the nanofiber morphology and production was experimentally investigated. The results showed that with the increase of spinning time, the MFSE made the diameter distribution of the PVA nanofibers to have little change, and the generated bubbles would decrease the quality and production of nanofibers. Finally, the electric field distributions around the free surface and the bubbles were calculated respectively by the Maxwell 2D, and the simulation results were in good agreement with the experimental results.
Acknowledgments
Funding
The work is supported financially by the National Natural Science Foundation of China (Grant No. 11672198), a Project Funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions, Natural Science Foundation of the Jiangsu Higher Education Institutions of China (Grant No. 14KJA130001), and Suzhou Science and Technology Project (Grant No. SYG201434).
Abbreviations
- BE
Bubble electrospinning
- Co., Ltd.
Limited company
- FSE
Free surface electrospinning
- MFSE
Modified free surface electrospinning
- PE
Polyethylene
- PVA
Polyvinyl alcohol
- SDBS
Sodium dodecyl benzene sulfonate
- SEM
Scanning electron microscopy
- wt%
Weight fraction
Authors’ Contributions
LX and ZBS conceived and designed the experiments. ZBS and LY carried out the experiments. LX and ZBS analyzed the data and discussed the results. LX drafted the manuscript. MDW developed and manufactured the MFSE apparatus. All authors read and approved the final manuscript.
Ethics Approval and Consent to Participate
Not applicable.
Consent for Publication
Not applicable.
Competing Interests
The authors declare that they have no competing interests.
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Contributor Information
Lan Xu, Email: lanxu@suda.edu.cn.
Mingdi Wang, Email: wangmingdi@suda.edu.cn.
References
- 1.Zhang S, Shim WS, Kim J. Design of ultra-fine nonwovens via electrospinning of nylon 6 spinning parameters and filtration efficiency. Mater Design. 2009;30(9):3659–3666. doi: 10.1016/j.matdes.2009.02.017. [DOI] [Google Scholar]
- 2.Song YH, Sun ZY, Xu L, Shao ZB. Preparation and characterization of highly aligned carbon nanotubes/polyacrylonitrile composite nanofibers. Polymers. 2017;9(1):1–13. doi: 10.3390/polym9010001. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 3.Goh YF, Shakir I, Hussain R. Electrospun fibers for tissue engineering, drug delivery, and wound dressing. J Mater Sci. 2013;48:3027–3054. doi: 10.1007/s10853-013-7145-8. [DOI] [Google Scholar]
- 4.Mehrasa M, Asadollahi MA, Ghaedi K, Salehi H, Arpanaei A. Electrospun aligned PLGA and PLGA/gelatin nanofibers embedded with silica nanoparticles for tissue engineering. Int J Biol Macromol. 2015;79:687–695. doi: 10.1016/j.ijbiomac.2015.05.050. [DOI] [PubMed] [Google Scholar]
- 5.Tamura T, Kawakami H. Aligned electrospun nanofiber composite membranes for fuel cell electrolytes. Nano Lett. 2010;10:1324–1328. doi: 10.1021/nl1007079. [DOI] [PubMed] [Google Scholar]
- 6.Terao T, Zhi CY, Bando Y, Mitome M, Tang CC, Golberg D. Alignment of boron nitride nanotubes in polymeric composite films for thermal conductivity improvement. J Phys Chem C. 2010;114:4340–4344. doi: 10.1021/jp911431f. [DOI] [Google Scholar]
- 7.Kaur S, Rana D, Matsuura T, Sundarrajan S, Ramakrishna S. Preparation and characterization of surface modified electrospun membranes for higher filtration flux. J Membr Sci. 2012;390:235–242. doi: 10.1016/j.memsci.2011.11.045. [DOI] [Google Scholar]
- 8.Buyukanir EA, Frey MW, West JL. Self-assembled, optically responsive nematic liquid crystal/polymer core-shell fibers: formation and characterization. Polymer. 2010;51:4823–4830. doi: 10.1016/j.polymer.2010.08.011. [DOI] [Google Scholar]
- 9.Su ZQ, Ding JW, Wei G. Electrospinning: a facile technique for fabricating polymeric nanofibers doped with carbon nanotubes and metallic nanoparticles for sensor applications. RSC Adv. 2014;4:52598–52610. doi: 10.1039/C4RA07848A. [DOI] [Google Scholar]
- 10.Liu Y, Shi K, Zhitomirsky I. Azopolymer triggered electrophoretic deposition of MnO2-carbon nanotube composites and polypyrrole coated carbon nanotubes for supercapacitors. J Mater Chem A. 2015;3:16486–16494. doi: 10.1039/C5TA03969J. [DOI] [Google Scholar]
- 11.Jin G, Prabhakaran MP, Kai D, Annamalai SK, Arunachalam KD, Ramakrishna S. Tissue engineered plant extracts as nanofibrous wound dressing. Biomaterials. 2013;34(3):724–734. doi: 10.1016/j.biomaterials.2012.10.026. [DOI] [PubMed] [Google Scholar]
- 12.Gao Q, Luo J, Wang XY, Gao CX, Ge MQ. Novel hollow α-Fe 2 O 3 nanofibers via electrospinning for dye adsorption. Nanoscale Res Lett. 2015;10:176. doi: 10.1186/s11671-015-0874-7. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 13.Liu XR, Zhang M, Yang TT, Wang LN, Zhu H, Wang SL, Du ML. Carbon nanofibers as nanoreactors in the construction of PtCo alloy carbon core-shell structures for highly efficient and stable water splitting. Mater Design. 2016;109:162–170. doi: 10.1016/j.matdes.2016.07.060. [DOI] [Google Scholar]
- 14.Sas L, Gorga RE, Joines JA, Thoney K. Literature review on superhydrophobic self-cleaning surfaces produced by electrospinning. J Polym Sci Pol Phys. 2012;50:824–845. doi: 10.1002/polb.23070. [DOI] [Google Scholar]
- 15.Sun ZY, Fan CX, Tang XP, Zhao JH, Song YH, Shao ZB, Xu L. Characterization and antibacterial properties of porous fibers containing silver ions. Appl Surf Sci. 2016;387:828–838. doi: 10.1016/j.apsusc.2016.07.015. [DOI] [Google Scholar]
- 16.Varabhas JS, Chase GG, Reneker DH. Electrospun nanofibers from a porous hollow tube. Polymer. 2008;49:4226–4229. doi: 10.1016/j.polymer.2008.07.043. [DOI] [Google Scholar]
- 17.Ding B, Kimura E, Sato T, Fujita S, Shiratori S. Fabrication of blend biodegradable nanofibrous nonwoven mats via multi-jet electrospinning. Polymer. 2004;45:1895–1902. doi: 10.1016/j.polymer.2004.01.026. [DOI] [Google Scholar]
- 18.Dosunmu OO, Chase GG, Kataphinan W, Reneker DH. Electrospinning of polymer nanofibres from multiple jets on a porous tubular surface. Nanotechnology. 2006;17:1123–1127. doi: 10.1088/0957-4484/17/4/046. [DOI] [PubMed] [Google Scholar]
- 19.Yarin AL, Zussman E. Upward needleless electrospinning of multiple nanofibers. Polymer. 2004;45:2977–2980. doi: 10.1016/j.polymer.2004.02.066. [DOI] [Google Scholar]
- 20.Jirsak O, Sanetrnik F, Lukas D et al (2005) A method of nanofibres production from a polymer solution using electrostatic spinning and a device for carrying out the method. Technicka Univerzita V Liberci. World Patent WO/2005/024101
- 21.Wang X, Niu HT, Lin T, Wang XG. Needleless electrospinning of nanofibers with a conical wire coil. Polym Eng Sci. 2009;49:1582–1586. doi: 10.1002/pen.21377. [DOI] [Google Scholar]
- 22.Lu BA, Wang YJ, Liu YX, et al. Superhigh-throughput needleless electrospinning using a rotary cone as spinneret. Small. 2010;6:1612–1616. doi: 10.1002/smll.201000454. [DOI] [PubMed] [Google Scholar]
- 23.Jiang GJ, Zhang S, Qin XH. High throughput of quality nanofibers via one stepped pyramid-shaped spinneret. Mater Lett. 2013;106:56–58. doi: 10.1016/j.matlet.2013.04.084. [DOI] [Google Scholar]
- 24.Chen RX, Wan YQ, Si N, et al. Bubble rupture in bubble electrospinning. Therm Sci. 2015;19:1141–1149. doi: 10.2298/TSCI1504141C. [DOI] [Google Scholar]
- 25.Liu Z, Chen RX, He JH. Active generation of multiple jets for producing nanofibres with high quality and high throughput. Mater Design. 2016;94:496–501. doi: 10.1016/j.matdes.2016.01.075. [DOI] [Google Scholar]
- 26.Sheikholeslami M, Ganji DD. Numerical investigation of nanofluid transportation in a curved cavity in existence of magnetic source. Chem Phys Lett. 2017;667:307–316. doi: 10.1016/j.cplett.2016.11.013. [DOI] [Google Scholar]
- 27.Sheikholeslami M, Soleimani S, Ganji DD. Effect of electric field on hydrothermal behavior of nanofluid in a complex geometry. J Mol Liq. 2016;213:153–161. doi: 10.1016/j.molliq.2015.11.015. [DOI] [Google Scholar]
- 28.Sheikholeslami M. Influence of magnetic field on nanofluid free convection in an open porous cavity by means of lattice Boltzmann method. J Mol Liq. 2017;234:364–374. doi: 10.1016/j.molliq.2017.03.104. [DOI] [Google Scholar]
- 29.Xu Q, Nakajima M, Ichikawa S, et al. Effects of surfactant and electrolyte concentrations on bubble formation and stabilization. J Colloid Interf Sci. 2009;332:208–214. doi: 10.1016/j.jcis.2008.12.044. [DOI] [PubMed] [Google Scholar]
- 30.Zhao JH, Sun ZY, Shao ZB, Xu L. Effect of surface-active agent on morphology and properties of electrospun PVA nanofibres. Fiber Polym. 2016;17(6):896–901. doi: 10.1007/s12221-016-6163-y. [DOI] [Google Scholar]