

Abstract
Electric arc welding is a routine operation in the construction of metallic structures, but the fumes generated during the welding process can threaten the health of welders. Fumes are undesirable products of the majority of welding operations and may have various detrimental effects on health. The purpose of this study was to investigate the effect of operational parameters of the shielded metal arc welding (SMAW) process on the emission of fumes. A dust monitor was used to measure the number and mass concentration of fumes generated by SMAW. Measurements were made at the distances of 23 cm (hood inlet) and 41 cm (welder’s breathing zone) from the weld point, with different values assigned to three operational parameters, namely current intensity, travel speed, and heat input (HI). Number concentration (NC) decreased with the increase in particle size. The highest mass concentrations (MC) were observed for MC1 (0.35–0.5 μm) and MC8 (Larger than 6.5 μm). For reducing exposures to fumes, welders are recommended to use the lowest voltage and amperage and the highest travel speed to the extent that does not compromise in the quality of welds. For assessment of exposure to airborne particles in industrial workplaces and specially in welding operations, it is thought that taking, solely, mass concentration in to consideration and lack of attention to number concentration would not be able to reflect accurate assessment of the adverse effects of particles on the body organs.
Keywords: Welding, Number concentration, Mass concentration, Heat input, Current intensity, Travel speed
Introduction
Welding is one of the highly-regarded fabrication skills without which any progress in the industry would be unimaginable1). It is a common procedure to join industrial and construction components made of iron, steel, and other metals and has wide applications in many fields2,3,4). Welding can be described as the process of joining two pieces of metal permanently by means of heat, pressure or both5). Electric arc welding is a highly common operation in the construction of metallic structures, but the fumes generated by this operation can be hazardous and threaten the welder’s health2). Welding operations are among the main sources of fine and ultrafine particles in work environments all over the world6). Although welding generates various detrimental agents such as fumes, gases, heat, noise and ultraviolet radiation, from an occupational health perspective, welding fumes are the most important side products of this process7, 8). Fumes are the undesirable products of the majority of welding processes and may have several adverse effects depending on their chemical composition9). Steels to be joined by welding often contain some elements which, if inhaled or digested in pure form, can have serious effects on the health of exposed person. For example, all steels contain manganese, and stainless steel contains nickel and chromium. Although low doses of manganese are essential for health, at higher doses, it becomes a neurotoxin and can cause manganese poisoning. Chromium and nickel are also known as carcinogenic elements10). One of the main health concerns in regard to welding operations is the carcinogenic effects of the generated fumes. Epidemiological studies have shown that welders are more susceptible to respiratory diseases such as acute metal fume fever, acute chemical pneumonitis, chronic bronchitis and probably lung cancer than the general public11,12,13). In a study by Catherine et al. on the effect of welding voltage and electrode feed speed on the concentration of welding fumes, it was found that number concentration of submicrometer particles, concentration of iron and manganese, and total particle mass concentrations of welding fumes depend on voltage levels. But for a constant voltage, no relationship has been seen between high concentrations and electrode feed speed14). Guerreiro et al. indicated that on the number concentration of particles released during MAG welding and surface area of particles deposited in alveolar have closely correlation with the distance from weld point and also welding parameters including current intensity and heat input15). The extent of fumes generated from welding is a function of type of welding, type of alloy, applied amperage, shielding gas, reaction and evaporation heat of each component, and chemical composition of electrode4, 16). Further investigation in this line of research may be able to provide greater knowledge about the health effects, characteristics and properties of aerosols released in this operation. The current study complements prior research by investigating the effect of primary welding parameters, namely current intensity, welding speed, and heat input (HI) on welding fumes emitted during shielded metal arc welding (SMAW).
Experimental Procedures
The travel speed is the forward speed of an arc which is measured in either inches per minute or millimeters per minute. It should be noted that only the forward progress contributes to the travel speed17). Travel speed defined as the speed of the welding electrode on the metal base with the unit of cm/min. Travel speed was calculated by dividing the length of weld (cm) into the welding period (min). In arc welding, energy is transferred from the welding electrode to the base metal by an electric arc. While the welder starts the arc, both base metal and filler metal are melted to form the weld. This melting is possible because an enough amount of power (energy transferred per unit time) and energy density is supplied to the electrode. Heat input is a relative measurement of the energy transferred per unit length of weld. Heat input cannot be measured directly. However, it can be calculated from the measured values of arc voltage, current and travel speed. Heat input is typically calculated as the ratio of the power (i.e., voltage × current) to the velocity of the heat source (i.e., the arc) as follows17):
(1)
Where,
HI=heat input (kJ/in or kJ/mm)
E=arc voltage (volts)
I=current (amps)
S=travel speed (in/min or mm/min)
SMAW operation was carried out in 4 experimental runs at 2 different amperages and 2 travel speeds (Table 1). Amperage and voltage were measured by current clamp as tests were performing. Voltage was monitored 25 volts and the average values showed no significant difference. The number concentration (NC=the number of airborne particles per unit volume) and mass concentration (MC=the mass of airborne particles per unit volume) of generated welding fumes were measured by dust monitor GRIMM (model 1.106, Germany). This device operates by measuring the angular dispersion or scattering of light waves emitted by a laser diode as particles of different sizes pass through them. Particle number and mass concentrations were measured in 8 size distributions: 0.35–0.5, 0.5–0.75, 0.75–1.00, 1.0–2.0, 2.0–3.5, 3.5–5.0, 5.0–6.5, and above 6.5 microns18), which will be denoted hereafter by numbers 1, 2, 3, 4, 5, 6, 7 and 8 respectively. All measurements were carried out in the 4 × 9 × 3 meters welding workshop located in department of Materials Science and Metallurgy of Sharif University of Technology. Welding was performed on 0.4 mm thick plates of stainless steel 304 by an experienced professional using the welding machine (AIR LIQUIDE SAFEX C2, France).
Table 1. Sampling conditions for SMAW of stainless steel.
| Travel speed (cm/min) | Current (A) | Voltage (V) | Electrode type | Electrode polarity |
|---|---|---|---|---|
| Low (13–16) | 80 | 25 | AWS E308L-16 (D: 3.2 mm; L: 350 mm) |
Direct
Current Electrode Positive (DCEP) |
| High (22–27) | 80 | 25 | ||
| Low (13–16) | 100 | 25 | ||
| High (22–27) | 100 | 25 |
In every test, airborne fumes were sampled 10 s after the start of welding to allow amperage, voltage and arc to stabilize. Given the limited life period of a single welding electrode, to improve the accuracy, generated fumes were sampled in three 18-s episodes and then were averaged. Moreover, in each test, Sensor (model 1.153) connected to GRIMM was used to measure air temperature and relative humidity. All bead-on-plate welds have been done in 1G position by backhand welding technique without oscillation. To avoid the distortion of plat, each single test was performed on the single plat with 50 × 20 cm dimensions. Successive tests were carried out with 2–5 min pauses19) to allow aerosols to disperse15). To improve accuracy, before each test, air in the workshop was sampled to obtain a background measurement. To protect the measurements against the effect of air flow, access to workshop and any movement during the tests were prohibited. Welder was asked to keep any interfering object or device such as welding hood or his head and body out of the line between the weld point and the dust monitor’s probe. After each test, work piece was replaced to prevent any effect of generated heat on the emission of fumes in the next test. During welding, air conditioning was turned off and doors and windows were closed15). According to American Conference of Governmental Industrial Hygienists (ACGIH) recommendation, the height a reference worker is 175 cm20), and Canadian Centre for Occupational Health and Safety (CCOHS) suggests that for a person of that height welding table should be 74–118 cm high (Fig. 1). Thus in this study, height of the welding table was adjusted to the average of these two values, namely 96 cm21). Among various local ventilation systems recommended for controlling the welding fumes, suspended hood is the most widely used apparatus22). Therefore, as shown in Fig. 2, measurements were made at two points: i) at a distance of 41 cm from the weld point, which represents the welder’s breathing zone15), and ii) at a distance of 22.86 cm ≈ 23 cm from the weld point, which is the ACGIH recommendation for the distance of hood inlet23). Finally, collected data were analyzed by SPSS 24 and Graph pad PRISM 7.03 and statistical analyses were done using Wilcoxon signed ranks, bivariate correlations and linear regression.
Fig. 1.

Standard workbench design of welding table according to Canadian Centre for Occupational Health and Safety.
Fig. 2.

Schematic view of sampling points.
Results
In this section, first the number and mass concentrations were measured at the distances of 23 cm and 41 cm from the weld point for welding amperage of 80 and 100 amps and different travel speeds are presented. Then, the relationship of number and mass concentrations with travel speed, current intensity and heat input are evaluated. Psychometric measurements showed no significant difference between air temperature and relative humidity at distances of 23 and 41 cm (p>0.05). Relative humidity during the measurement of number and mass concentrations of welding fumes at a distance of 23 cm was 39.07 ± 0.27% and 39.07 ± 0.25%, respectively. Air temperature during the measurement of number and mass concentrations at a distance of 23 cm was 28.02 ± 0.37°C and 27.76 ± 0.32°C, respectively. Data was found to follow a non-normal distribution, so Wilcoxon nonparametric test was used to compare fume concentrations in the defined particle size distributions. As can be seen in Table 2, the mean number and mass concentrations in all size distributions and also the total concentration at the distance of 23 cm were greater than ones at the distance of 41 cm (p<0.05). Total number concentration of welding fumes at the distances of 23 and 41 cm were 3,827,707.83 and 2,733,845.45 number/liter, respectively. It is worth noting that number concentration has an inverse relationship with particle size. Total mass concentration of welding fumes at the distances of 23 and 41 cm were found to be 6,598.32 and 3,803.82 µg/m3, respectively. The highest mass concentrations were observed for MC1 (Mass Concentration (0.35−0.5 μm) and MC8 (Larger than 6.5 μm). Number and mass concentrations obtained for other particle size distributions are presented in Table 2.
Table 2. Differences of number and mass concentration in various size distributions.
| Size distribution (µm) |
N (n) | Distance (cm) | Mean number concentratrion (number per litre) |
p-value (NC23 VS NC41) |
Mean mass concentratrion (µg per m3) |
p-value (MC23 VS MC41) |
|---|---|---|---|---|---|---|
| 0.35–0.5 | 12 | 23 | 1,551,681.83 | 0.002 | 1,354.62 | 0.02 |
| 12 | 41 | 1,196,072.41 | 792.24 | |||
| 0.5–0.75 | 12 | 23 | 627,701.75 | 0.036 | 335.54 | 0.03 |
| 12 | 41 | 295,825 | 250.76 | |||
| 0.75–1 | 12 | 23 | 51,610.25 | 0.041 | 289.72 | 0.01 |
| 12 | 41 | 30,879.58 | 145.47 | |||
| 1–2 | 12 | 23 | 29,477.50 | 0.021 | 378.60 | 0.02 |
| 12 | 41 | 7,821.08 | 231.08 | |||
| 2–3.5 | 12 | 23 | 7,835.08 | 0.012 | 574.13 | 0.26 |
| 12 | 41 | 2,863.87 | 291.99 | |||
| 3.5–5 | 12 | 23 | 4,192.83 | 0.017 | 639.13 | 0.01 |
| 12 | 41 | 3,111.16 | 383.51 | |||
| 5–6.5 | 12 | 23 | 1,310.75 | 0.036 | 357.58 | 0.02 |
| 12 | 41 | 482.83 | 236.07 | |||
| >6.5 | 12 | 23 | 2,216 | 0.024 | 1,314.35 | 0.03 |
| 12 | 41 | 717.08 | 680.44 | |||
| Total | 12 | 23 | 3,827,707.83 | 0.009 | 6,598.32 | 0.04 |
| 12 | 41 | 2,733,845.45 | 3,803.82 | |||
Table 3 shows the relationship between travel speed and number and mass concentrations of SMAW fumes in different particle size distributions. According to this table, at both distances of 23 and 41 cm, Spearman’s correlation coefficient, between travel speed and fume concentrations are negative, which point to an inverse linear relationship between travel speed and fume concentrations. Figures 3 and 4 show the number and mass concentrations of fumes generated by SMAW with current intensities of 80 and 100 amps, respectively. As the figures show, there are significant differences, in all particle size distributions, between fume concentrations generated from 80-amp welding and those emitted from 100-amp welding (p<0.05), as 100-amp welding produced substantially higher concentrations of fume. Figures 5 and 6 show the relationship between number concentration and heat input (HI) in different particle size distributions and at distances of 23 and 41 cm from the weld point. Regression equation obtained for each size category and the corresponding R-square are shown at the side of charts. The highest R-square was obtained for NC2 (Number Concentration (0.5–0.75 μm) and the lowest for NC3 (0.75–1 μm). Because of considerable difference between the number concentration obtained in different size distributions and the resulting difficulty in presenting a clear and differentiable graphical representation of data and regressions, the number concentrations were plotted in Log2 scale. Likewise, Figs. 7 and 8 show the relationship between mass concentration of SMAW fumes and HI in different particle size distributions and at distances of 23 and 41 cm from the weld point. In the case of this relationship, the highest R-square was obtained for MC4 (1–2 μm) and the lowest for MC6 (3.5–5 μm). All relationships were found to be significant in all particle size distributions (p<0.05). These charts show that at both distances of 23 cm and 41 cm, number and mass concentrations of SMAW fumes increase with HI.
Table 3. Correlation between travel speed and number and mass concentration of fumes.
| Size distribution (µm) | Travel speed | Mean number concentratrion (number per litre) | Mean mass concentratrion (µg per m3) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Distance = 23 cm | Distance = 41 cm | Distance = 23 cm | Distance = 41 cm | ||||||||||
| N | r | p-value | N | r | p-value | N | r | p-value | N | r | p-value | ||
| 0.35–0.5 | High | 6 | −0.68 | 0.01 | 6 | −0.71 | <0.01 | 6 | −0.73 | <0.01 | 6 | −0.77 | 0.01 |
| Low | 6 | −0.71 | <0.01 | 6 | −0.67 | 0.03 | 6 | −0.77 | 0.02 | 6 | −0.72 | <0.01 | |
| 0.5–0.75 | High | 6 | −0.86 | <0.01 | 6 | −0.78 | <0.01 | 6 | −0.71 | 0.01 | 6 | −0.56 | 0.01 |
| Low | 6 | −0.83 | <0.01 | 6 | −0.77 | <0.01 | 6 | −0.7 | 0.03 | 6 | −0.78 | <0.01 | |
| 0.75–1 | High | 6 | −0.73 | 0.01 | 6 | −0.86 | <0.01 | 6 | −0.76 | <0.01 | 6 | −0.63 | 0.02 |
| Low | 6 | −0.71 | 0.04 | 6 | −0.89 | 0.01 | 6 | −0.79 | 0.04 | 6 | −0.68 | <0.01 | |
| 1–2 | High | 6 | −0.78 | 0.02 | 6 | −0.74 | 0.02 | 6 | −0.76 | 0.01 | 6 | −0.79 | 0.03 |
| Low | 6 | −0.79 | 0.01 | 6 | −0.79 | <0.01 | 6 | −0.77 | <0.01 | 6 | −0.76 | <0.01 | |
| 2–3.5 | High | 6 | −0.63 | 0.02 | 6 | −0.87 | <0.01 | 6 | −0.78 | 0.03 | 6 | −0.66 | 0.01 |
| Low | 6 | −0.60 | <0.01 | 6 | −0.85 | 0.04 | 6 | −0.80 | <0.01 | 6 | −0.76 | <0.01 | |
| 3.5–5 | High | 6 | −0.72 | <0.01 | 6 | −0.69 | <0.01 | 6 | −0.77 | 0.03 | 6 | −0.57 | 0.02 |
| Low | 6 | −0.75 | 0.02 | 6 | −0.75 | <0.01 | 6 | −0.76 | <0.01 | 6 | −0.74 | <0.01 | |
| 5–6.5 | High | 6 | −0.64 | <0.01 | 6 | −0.74 | 0.02 | 6 | −0.71 | <0.01 | 6 | −0.72 | <0.01 |
| Low | 6 | −0.69 | 0.02 | 6 | −0.81 | 0.03 | 6 | −0.87 | 0.01 | 6 | −0.63 | <0.01 | |
| >6.5 | High | 6 | −0.77 | <0.01 | 6 | −0.74 | <0.01 | 6 | −0.83 | 0.02 | 6 | −0.68 | <0.01 |
| Low | 6 | −0.74 | 0.03 | 6 | −0.82 | 0.01 | 6 | −0.79 | <0.01 | 6 | −0.67 | 0.01 | |
| Total | High | 6 | −0.76 | <0.01 | 6 | −0.79 | <0.01 | 6 | −0.75 | <0.01 | 6 | −0.68 | <0.01 |
| Low | 6 | −0.77 | 0.03 | 6 | −0.76 | <0.01 | 6 | −0.74 | <0.01 | 6 | −0.71 | 0.02 | |
Fig. 3.
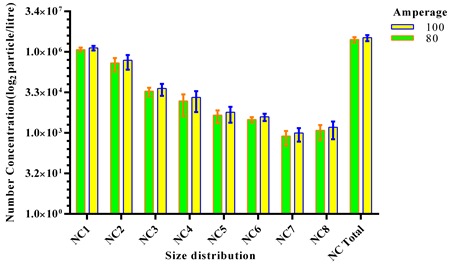
Comparison of number concentration (NC) of fumes in various size distribution in 80 and 100 amps with error range (shown as red and blue lines).
Fig. 4.
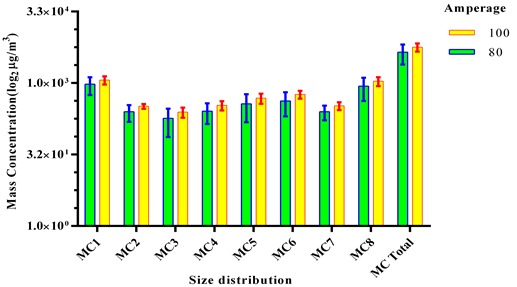
Comparison of mass concentration (MC) of fumes in various size distributions in 80 and 100 amps with error range (shown as red and blue lines).
Fig. 5.

The relationship between heat input (HI) and number concentration (NC) of fumes in various size distributions at the distance of 23 cm.
Fig. 6.

The relationship between heat input (HI) and number concentration (NC) of fumes in various size distributions at the distance of 41 cm.
Fig. 7.

The relationship between heat input (HI) and mass concentration (MC) of fumes in various size distributions at the distance of 23 cm.
Fig. 8.

The relationship between heat input (HI) and mass concentration (MC) of fumes in various size distributions at the distance of 41 cm.
Discussion
Electric arc welding is a quite routine operation in the construction of metallic structures, but the fumes generated by welding can threaten the health of welders2). Welding operations are among the main sources of fine and ultrafine particles in work environments all over the world6). It is worth noting that the work piece used in this study was made of stainless steel 304, which is of note because of nickel and chromium in its structure10). It has been shown that the presence Cr and Ni in the fumes emitted from MIG welding of stainless steel may increase the risk of lung cancer4). The Occupational Safety and Health Administration (OSHA) is yet to issue a specific permissible exposure limit (PEL) for welding fumes. National Institute for Occupational Safety and Health (NIOSH) considers the welding fume as a potentially carcinogenic occupational hazard and recommends the exposure level to welding fumes to be reduced as much as possible24). Recently, ACGIH has reduced the TLV of total dust to 5 mg/m325). In Germany, the Federal Ministry for Labor and Social Affairs has set the occupational exposure limits for inhalable and respirable detrimental particles to 10 mg/m3 and 3 mg/m3, which also apply to welding fumes26).
According to the study performed by Sajedifar et al., there is no agreement between mass and number concentration as two particles assessment index, and as the particles’ size become smaller, the mismatch of them is becoming more apparent27). Research in the field of environmental epidemiology show that for the adverse health effects of inhaled particles not only particle mass concentrations are crucial but also particle number concentrations and size distributions are5, 19, 28). Therefore, in the present study, in addition to mass concentration, the number concentration was measured. In the present study, the mean number concentration of SMAW fumes at distances of 23 cm and 41 cm from the weld point were found to be 3.82 × 106 and 2.73 × 106 particles per liter, respectively. Lee et al. indicated that total number concentrations in the arc welding workshop was 1.69 × 105 particles per cubic centimeter29). Stephenson et al. also reported the number concentration of fumes from arc welding of carbon steel is 2 × 105 particles per cubic centimeter30).
The present study found that the mean mass concentration of SMAW fumes at distances of 23 cm and 41 cm from the weld point is 6,598.32 and 3,803.82 µg/m3, respectively. Lee et al. reported the mass concentration of welding fumes under different measurement conditions is between 6.48 and 24.4 mg/m3 29), which are higher than our results. However, measurements of Lee et al. were made in a small welding workshop with limited space29), which may explain the higher mass concentrations reported in that study. Our findings show that mass concentration of SMAW fumes at a distance of 23 cm from the welding point exceeds the Threshold Limit Value (TLV) recommended by the ACGIH (5 mg/m3). The present study used the dust monitoring device GRIMM model 1.106, which has 8 channels for measuring particles with sizes from 0.35 μm to larger than 6 μm18). Thus, the inability of this device to measure particles smaller than 0.35 μm may somewhat account for the lower mass and number concentrations obtained in this study.
Formation and dispersion of welding fumes and particulates are complex phenomena, as the high heat generated by the arc affects the emission of metal particles from electrode and metal work piece29). As expected, in all particle size distributions, number and mass concentrations of welding fumes at the distance of 23 cm were found to be higher than their counterparts at the distance of 41 cm. In a controlled study by Zimmer and Biswas, number concentration of GMAW fumes was reported to be 1.42 × 107 and 3.67 × 106 particles per cubic centimeter at the heights of 4.8 cm and 19.2 cm above the welding point, respectively31). Guerreiro et al. investigated the surface area concentration of particles released during MAG welding at five different distances from the welding point, and found that surface area concentration clearly depends on distance from the weld point15). According to Lee, this difference could be because of extremely high temperatures near the arc weld to keep the welding fumes in gas phase, but as particles disperse they start to lose temperature, nucleate, and undergo coagulation and condensation, which leads to lower number of particles at greater distance from the welding plasma29). However, the present study found no significant difference between air temperature and relative humidity at distances of 23 cm and 41 cm from the weld point, suggesting that the cause of distance-dependent decline in the particle number and mass concentrations is the dilution of emitted fumes as they disperse in the room. An alternative explanation could be that both points of measurement are sufficiently away from the welding plasma to offset the effect of already occurred coagulation and condensation on particle concentrations.
The results of this study also showed an inverse relationship between welding (travel) speed and particle number and mass concentrations, meaning that welding at a slower pace leads to increased fume concentrations. Welding amperage was also found to have a significant effect on fume generation, as using a higher current intensity resulted in higher particle number and mass concentrations. Pires et al. concluded that fume generation can be affected by both voltage and current intensity, and can be accelerated with the increase in these parameters. Considering the heat input formulation, increase in HI was expected to increase the particle number and mass concentrations. This expectation was fulfilled by the results showing that enhancement of HI increase number and mass concentration of SMAW fumes at the points of measurement. In the study of Guerreiro et al.15), heat-input of MAG welding in spray transfer mode and globular transfer mode were 0.62–0.66 kJ/mm and 0.48 kJ/mm, respectively. Their study also showed that number and surface area concentrations of emissions from MAG welding (on carbon steel) highly depend on the distance from the weld point, heat input and current intensity15). The study of Gomes et al.2)also supports the role of heat input on particle number and surface area concentrations and shows that fume concentrations increase with increase in HI.
Conclusion
The results of this study showed that welding fume concentration clearly decreases with the distance from the welding point. Also, number and mass concentration of SMAW fumes were found to be inversely correlated with welding (travel) speed and directly correlated with current intensity. At the specified working time and during 8-h shiftwork, using higher current intensity and lower travel speed would increase the fume concentration per unit of time. Therefore, welders are recommended to use the lowest voltage and amperage and the highest travel speed to the extent that does not compromise in the quality of welds. Evaluation of number concentration of emitted fumes at different size distributions presented that unlike mass concentration, number concentration decreases with the increase in particle size, and since smaller particles have a greater surface area and better ability to penetrate the respiratory system, it is suggested to focus more on number concentration rather than mass concentration, especially when dealing with finer particles. Also, investigation of possible health effects of fumes of different size distributions seems worthy of further attention.
Funding
This paper is part of a research project approved by Tehran University of Medical Sciences (Grant no: 29751-27-04-94).
Conflict of Interest
The authors declare no conflict of interest.
Acknowledgments
The authors would like to express their appreciation to Mr. Sajjad Nasiri Khalil Abad at the Materials Engineering Faculty of Sahand University of Technology and Mr. Masood Fakouri Hasanabadi and Mr. Arsanjani at the metallurgy department of Sharif University of Technology for their sincere cooperation.
References
- 1.Mansouri N, Atbi F, Moharamnezhad N, Rahbaran DA, Alahiari M. (2008) Gravimetric and analytical evaluation of welding fume in an automobile part manufacturing factory. J Res Health Sci 8, 1–8. [PubMed] [Google Scholar]
- 2.Gomes JFPIdSeQdF, SAF-Sistemas Avançados. Higiene e segurança em soldadura1993.
- 3.Gordon T. (2004) Metalworking fluid—the toxicity of a complex mixture. J Toxicol Environ Health A 67, 209–19. [DOI] [PubMed] [Google Scholar]
- 4.Antonini JM, Taylor MD, Zimmer AT, Roberts JR. (2004) Pulmonary responses to welding fumes: role of metal constituents. J Toxicol Environ Health A 67, 233–49. [DOI] [PubMed] [Google Scholar]
- 5.Donaldson K, Brown D, Clouter A, Duffin R, MacNee W, Renwick L, Tran L, Stone V. (2002) The pulmonary toxicology of ultrafine particles. J Aerosol Med 15, 213–20. [DOI] [PubMed] [Google Scholar]
- 6.Jenkins NT.Chemistry of airborne particles from metallurgical processing. Massachusetts Institute of Technology, 2003. [Google Scholar]
- 7.Hobson A, Seixas N, Sterling D, Racette BA. (2011) Estimation of particulate mass and manganese exposure levels among welders. Ann Occup Hyg 55, 113–25. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 8.Yoon CS, Paik NW, Kim JH. (2003) Fume generation and content of total chromium and hexavalent chromium in flux-cored arc welding. Ann Occup Hyg 47, 671–80. [DOI] [PubMed] [Google Scholar]
- 9.IARC (1990) International agency for research on cancer. IARC Summary Eval 49, 49. [Google Scholar]
- 10.Jenkins N, Eagar T. (2005) Chemical analysis of welding fume particles. WELDING JOURNAL-NEW YORK 84, 87. [Google Scholar]
- 11.Becker N. (1999) Cancer mortality among arc welders exposed to fumes containing chromium and nickel. Results of a third follow-up: 1989-1995. J Occup Environ Med 41, 294–303. [DOI] [PubMed] [Google Scholar]
- 12.Sferlazza SJ, Beckett WS. (1991) The respiratory health of welders. Am Rev Respir Dis 143, 1134–48. [DOI] [PubMed] [Google Scholar]
- 13.Sjögren B, Hansen KS, Kjuus H, Persson PG. (1994) Exposure to stainless steel welding fumes and lung cancer: a meta-analysis. Occup Environ Med 51, 335–6. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 14.Hovde CA, Raynor PC. (2007) Effects of voltage and wire feed speed on weld fume characteristics. J Occup Environ Hyg 4, 903–12. [DOI] [PubMed] [Google Scholar]
- 15.Guerreiro C, Gomes JF, Carvalho P, Santos TJ, Miranda RM, Albuquerque P. (2014) Characterization of airborne particles generated from metal active gas welding process. Inhal Toxicol 26, 345–52. [DOI] [PubMed] [Google Scholar]
- 16.Yoon CS, Paik NW, Kim JH, Chae HB. (2009) Total and soluble metal contents in flux-cored arc welding fumes. Aerosol Sci Technol 43, 511–21. [Google Scholar]
- 17.Funderburk RS. (1999) A Look at Input. Welding Innovation. 16(1). [Google Scholar]
- 18.Model 1.106 Dust Monitor Manual, GRIMM Labortecknik GmbH & CO.KG, 1997.
- 19.Brand P, Lenz K, Reisgen U, Kraus T. (2013) Number size distribution of fine and ultrafine fume particles from various welding processes. Ann Occup Hyg 57, 305–13. [DOI] [PubMed] [Google Scholar]
- 20.Hygienists ACoGIVincent JH (Eds.), Particle size-selective sampling of particulate air contaminants1999: ACGIH (American Conference of Governmental Industrial Hygienists).
- 21.Canadian Centre for Occupational Health and Safety (CCOHS) (1998) Welders Health and Safety Guide. Hamilton, Ontario. 128. [Google Scholar]
- 22.Burgess WA, Ellenbecker MJ, Treitman RD.Ventilation for control of the work environment, John Wiley & Sons. [Google Scholar]
- 23.American Conference of Governmental Industrial Hygienists. Industrial Ventilation. A Manual of Recommended Practice, 1998.
- 24.OSHA (1997) Occupational safety and health guideline for welding fumes. Occupational Safety and Health Administration Available at http://www.osha.gov/SLTC/healthguidelines/weldingfumes/recognition.html. Accessed March 30, 2011.
- 25.Monograph ACGIH .(2011) TLVs and BEIs, threshold limit values for chemical substances and physical agents and biological exposure indices. Signature Publications, Cincinnati. [Google Scholar]
- 26.Lehnert M, Pesch B, Lotz A, Pelzer J, Kendzia B, Gawrych K, Heinze E, Van Gelder R, Punkenburg E, Weiss T, Mattenklott M, Hahn JU, Möhlmann C, Berges M, Hartwig A, Brüning T, Weldox Study Group (2012) Exposure to inhalable, respirable, and ultrafine particles in welding fume. Ann Occup Hyg 56, 557–67. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 27.Sajedifar J, Kokabi AH, Azam K, Farhang Dehghan S, Karimi A, Golbabaei F. (2016) The comparative assessment of welders’ exposure to welding fumes based on mass and number concentration. J Health Saf Work 6, 17–26. [Google Scholar]
- 28.Oberdörster G. (2001) Pulmonary effects of inhaled ultrafine particles. Int Arch Occup Environ Health 74, 1–8. [DOI] [PubMed] [Google Scholar]
- 29.Lee MH, McClellan WJ, Candela J, Andrews D, Biswas P. (2006) Reduction of nanoparticle exposure to welding aerosols by modification of the ventilation system in a workplace. Nanotechnology and Occupational Health 127–36. [Google Scholar]
- 30.Stephenson D, Seshadri G, Veranth JM. (2003) Workplace exposure to submicron particle mass and number concentrations from manual arc welding of carbon steel. AIHA J (Fairfax, Va) 64, 516–21. [DOI] [PubMed] [Google Scholar]
- 31.Zimmer AT, Biswas P. (2001) Characterization of the aerosols resulting from arc welding processes. J Aerosol Sci 32, 993–1008. [Google Scholar]