

Abstract
In developing countries, prosthetic workshops are limited, difficult to reach, or even non-existent. Especially, fabrication of active, multi-articulated, and personalized hand prosthetic devices is often seen as a time-consuming and demanding process. An active prosthetic hand made through the fused deposition modelling technology and fully assembled right after the end of the 3D printing process will increase accessibility of prosthetic devices by reducing or bypassing the current manufacturing and post-processing steps. In this study, an approach for producing active hand prosthesis that could be fabricated fully assembled by fused deposition modelling technology is developed. By presenting a successful case of non-assembly 3D printing, this article defines a list of design considerations that should be followed in order to achieve fully functional non-assembly devices. Ten design considerations for additive manufacturing of non-assembly mechanisms have been proposed and a design case has been successfully addressed resulting in a fully functional prosthetic hand. The hand prosthesis can be 3D printed with an inexpensive fused deposition modelling machine and is capable of performing different types of grasping. The activation force required to start a pinch grasp, the energy required for closing, and the overall mass are significantly lower than body-powered commercial prosthetic hands. The results suggest that this non-assembly design may be a good alternative for amputees in developing countries.
Keywords: Additive manufacturing, limb prosthetics, non-assembly design, mechanical design, biomechanical testing/analysis
Introduction
The World Health Organization (WHO)1 estimates that there are ≈40 million amputees in developing countries and that only ≈5% of them have access to prosthetic devices. In low-income countries, there are only a few big cities capable of providing reasonable healthcare conditions and transportation from rural areas is usually complicated, expensive, and may take several days. Amputees who come from villages either do not have access to prostheses whatsoever or they rarely go back for follow-up checks, maintenance, or repair.2–4 In most of the cases, there is a general lack of trained personnel and materials making, prosthetic workshops limited, difficult to reach, or even non-existent.5,6 In particular, fabrication of active, multi-articulated, and personalized hand prosthetic devices are often seen as a time-consuming and demanding process due to the large quantity of uncommonly shaped parts and long assembly times.
Non-assembly mechanisms are often referred to as such mechanical arrangement of bodies whose fabrication is achieved without the need for additional assembly steps.7 Fabrication of non-assembly mechanisms is an attractive approach because post-manufacturing steps are reduced or excluded when building multi-articulated mechanisms. Such paradigm shift in manufacturing of mechanisms has been made possible thanks to the advent of additive manufacturing (AM) technologies, also referred to as three-dimensional (3D) printing. AM creates 3D parts through sequential accumulation of material in a layer-by-layer process.8 This manufacturing method enables fabrication of structures with unusual geometries without the need for any particular manual skill, elaborate tooling, or labour-intensive procedures. The inherent design versatility delivered by AM technologies is the core motivation for a significant change in the current approach of designing working mechanisms.
With the rapid development of AM technologies, many 3D printing techniques have become easily accessible and have opened a window for creating low-cost functional parts with very uncommon geometries. The case of the fused deposition modelling (FDM™) technique is a clear example of how AM technologies could reach the level required by producing accessible equipment and developing 3D printing materials suitable for many engineering applications. Several research groups and non-profit organizations have already demonstrated how various limitations of conventional manufacturing could be mitigated by FDM to fabricate inexpensive and functional prosthetic hands.9 A successful example is the raptor hand.10 Many of the same organizations have also granted free online access to the digital drawings as open-source files. However, extra post-assembly steps are still required to deliver fully functional prosthetic devices to users. Trained personnel and extra parts are necessary, thus reducing the overall accessibility of prostheses.
Non-assembly mechanisms have been successfully fabricated with different AM techniques including traditional rigid-body joints made out of polymers7,11,12 and metals,13–15 compliant joints,16–18 soft robots,19,20 and actuators.21 However, no design processes based on FDM technology that could be followed to achieve fully functional non-assembly mechanisms have been reported so far. An active prosthetic hand made through the FDM technology and fully assembled right after the end of the 3D printing process will increase accessibility of prosthetic devices by reducing or bypassing the current manufacturing and post-processing steps. The goal of this study therefore was to develop an approach for producing active hand prosthesis that could be fabricated fully assembled by FDM technology. By presenting a successful case of non-assembly 3D printing, we aim to define a list of design considerations that should be followed in order to achieve fully functional non-assembly devices.
Case study: a non-assembly 3D-printed hand prosthesis for developing countries
The hand prosthesis should be specifically designed to be 3D-printed fully assembled and to meet the basic functional requirements listed below:
Body-powered control. Body-powered (BP) hand prostheses offer easy and intuitive control. The simple driving principle provides a straightforward way to use the prosthetic device to users while allowing them to benefit from proprioceptive force feedback. Such characteristics make BP prosthesis easy to implement in developing countries. The new prosthesis should also have voluntary closing control due to the direct relation between the pinch force and the driving force that is delivered to users.22
Adaptive grasp. Grasping of a large variety of objects is simpler when fingers could adapt their grasping pattern. This could be achieved by introducing adaptability between the fingers inside the prosthetic hand.23 Even when only a single driving force is available (due to the BP control), the finger links should perform motion differentials between themselves to achieve adaptive grasp.
Cosmetics. A device that resembles a human hand is considered essential in some developing countries because it contributes to the patient’s acceptance in their community.3 Moreover, a highly cosmetic prosthesis is commonly more accepted among users and according to Plettenburg24 is part of the basic requirements. Therefore, the hand prosthesis should have the basic dimensions of an average human and resemble a real hand.
Low weight. Wearing comfortability of prosthetic hands is directly related to the mass of the device. Since the prosthetic device is perceived as an extra load, mass should be taken to a minimum.25 Considering the weight of a human hand (426 ± 62 g26), the prosthetic hand should weigh less than the average hand by one standard deviation (364 g).
Water proof and dust proof. Highly reliable prosthetic hands work properly under several environmental conditions. The hand should be manufactured from washable and corrosion-resistant materials especially for developing countries where high moisture and dirt is commonly found.
Functioning principle
The main design concept of the hand prosthesis (Figure 1) consists of four moving fingers driven by a single link and a static thumb. All fingers are connected to the palm by a single hinge joint allowing full rotational motion. The fingers are coupled together following a whipple tree configuration. This enables motion differentials between the fingers, thereby allowing adaptive grasp. All moving fingers are pulled by a force transmission system consisting of a main driving link, the whipple tree configuration, and the connecting links of the fingers. The fingers are driven by a Bowden cable connected to the main driving link and restricted to follow a linear motion along with the excursion of the cable. Restoring forces are achieved by springs connected to the base of the fingers.
Figure 1.
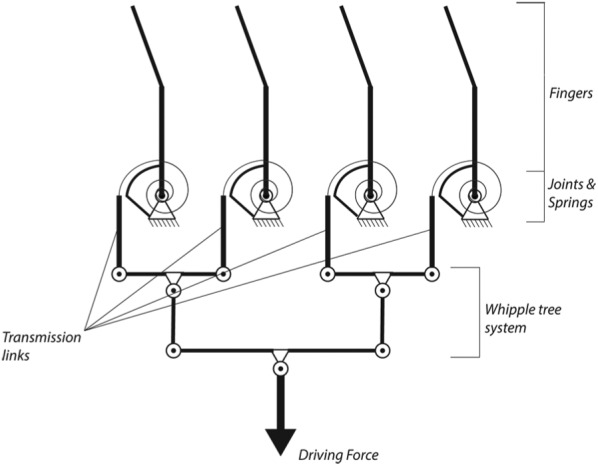
A schematic drawing of the design concept used for the hand prosthesis.
Design considerations applied in the hand prosthetic design
General design considerations
1. Large play
AM achieves different fabrication accuracies depending on the technology and machine used. The minimum building feature varies among AM techniques and should be taken into consideration to set proper tolerance values. Furthermore, there could be a considerable dimensional difference between the computer-aided design (CAD) and the built object. Due to such differences, conservative values for clearances between the bodies should always be used. Although FDM machines have achieved fabrication accuracies of features as small as 0.1 mm, 3D printing several bodies in a single step using such a small gap to distinguish between bodies does not always result in a successful outcome. There might also be small differences between different printing jobs even when the same FDM machine and printing parameters are used. These dimensional variances could cause fusion of printed parts. A minimum gap of 0.5 mm between the moving bodies guarantees non-fusion of plastic parts during the printing process. All mechanical parts should therefore be 3D printed with a minimum tolerance of 0.5 mm to ensure proper division of individual parts.
2. 3D-printed surfaces
When building overhangs with FDM, addition of support structures might be unavoidable. Non-soluble support structures need to be extracted manually and are undesired because the process contributes to a poor surface finish. Interacting surfaces requiring smooth motion should not be connected to support structures because the chances of high roughness and friction in the final parts are increased. In order to avoid this, such surfaces must be printed perpendicular to the printing plane and without any structural adhesion to the support structures.
3. Support removal
Removal of washable support structures requires open purge connections where solvent liquids can be pushed through in and out. These openings can be as small as the minimum area required to provide constant flow of the liquid. On the other hand, as previously mentioned, non-washable structures need to be manually removed, thus requiring wider openings. Such support structures must be easily reachable by hand or common tools. Given the printing direction, enclosed connections of links within the whipple tree mechanism and the hinge joints of the fingers inevitably require support structures. Such enclosed configurations should be designed with proper openings to allow for easy access to the support structures. Bodies enclosing the support structures are recommended to be separated minimally by 1 mm distance. This provides sufficient gap where support structures could be manipulated and where, following extraction, occasional residuary material does not affect motion. Likewise, a minimum opening area of 4 mm2 offering 1 mm distance between bodies provides a sufficient aperture for common pliers and is also recommended.
4. Integrated parts
Different standard part functions could be included directly into the design of 3D-printed assemblies. Functions delivered by external components of traditional assemblies such as bolts, springs, and washers could be provided through smart design of 3D-printed parts. For example, working hinge joints and springs could be built from printing materials and be also integrated directly into the entire assembly. Here, transmission linkage from the whipple tree mechanisms to the base of each finger is accomplished by semi-circle leaf springs. This compliant shape has two major advantages as compared to other force transmission designs. First, the semi-circle shape ensures constant moment arm transmission to the fingers for the complete range of positions. Second, following activation of fingers motion, as the leaf springs recovers from deformation, the resulting spring behaviour provides a clever way to return the moving parts to their neutral position.
Design considerations for mechanical play
5. Reduction of play
Due to the layer-by-layer process of AM, surfaces fabricated perpendicular to the printing plane present decreased dimensional accuracy (smoothness) due to the well-known ‘staircase effect’.27 For instance, cross-sectional curved geometries are built with well-defined shapes when they are oriented parallel to the printing plane. Accurate curved shapes, like the hinge joints in the fingers, must be printed with their circular cross-section area oriented parallel to the building plate. In this way, contacting surfaces inside the hinge joints present smoother surfaces and thus reduced friction.
6. Re-accommodation of play
Due to building tolerances, undesired high play might be expected. Moving parts are estimated to shift contact points continuously inside joints. However, to keep proper functionality, joints could be designed in such a way that they are automatically aligned under the effect of the driving force. Such configuration allows for fixation of joints when required. All mechanical components that are part of the whipple tree configuration are connected with the presence of high play (Figure 2). In passive conditions, all joints are allowed to move freely inside the boundaries of the connection. Nevertheless, the curved structures designed in each connection permit an instant alignment of joints in the presence of the driving force. When the driving link (bottom link) is moved downwards by the activation force, all connected links move downwards to the edge of the curvature providing fixed connecting points (Figure 2).
Figure 2.

(Left) Isometric view of the whipple tree mechanism. All connections are designed to be 3D printed with large play. (Right) Frontal view of the whipple tree mechanism.
7. Compliant parts
Considerable elastic deformation is achievable by many printing materials without the risk of failure.28 Based on this fact, moving joints presenting small displacements could be fabricated in a compliant configuration. Compliant joints do not present friction and most importantly they could achieve motion out of a monolithic structure.29 Compliant configurations facilitate non-assembly manufacturing and are therefore preferred when play inside joints is unacceptable and should be included when possible. Force transmission from the whipple tree mechanism to each individual finger is achieved by compliant connections over the base of each finger (Figure 3). Such connections present relatively low displacement and help to provide spring behaviour due to the energy stored when deformed.
Figure 3.
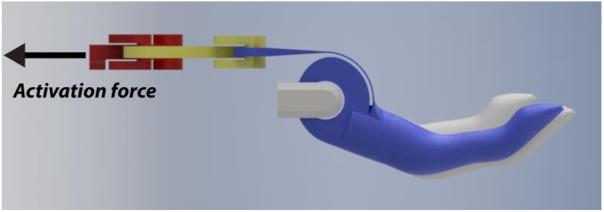
Force transmission system to the finger, (blue) semi-circle leaf spring connected from the base of the finger to the whipple tree mechanism, (yellow) the first level of the whipple tree mechanism and connecting links, (red) the second level of the whipple tree mechanism and main driving link. The Bowden cable is connected to the main driving link.
Design considerations for part strength
8. Cross-section of parts
Given the geometric freedom delivered by AM, all parts withstanding forces should be shaped to present sufficient cross-section area to evade the risk of material failure. All part connections should also present increased contact surface area and eliminate point and line contacts as well as sharp corners to exclude stress concentrations. All moving parts, from the driving link to the semi-circle leaf springs, should be smoothly in contact by rounded surfaces and be fully aligned to the line of action of the driving force to prevent unnecessary bending moments (Figure 3). Likewise, the leaf spring connection with the base of the fingers should have a smooth transition in order to prevent stress concentrations (Figure 3). All links should present sufficient cross-section area, considering the equal division of the driving force among the fingers, to prevent the failure of the material due to high tensile stresses.
9. Density of parts
The building principles of some AM techniques allow control of material density in printed parts while keeping pre-set outer shapes. Such density control could be used to maximize part strength or reduce weight, time, and cost. Parts withstanding high stress should be printed with 70%–100% of material infill, whereas low-stressed parts should be printed with lower densities in order to reduce overall mass and material cost. In our design, all moving parts from the driving link to the semi-circle leaf springs as well as the hinge joint connecting all fingers to the palm present 100% material density. Cosmetic parts presenting low forces like fingers and palm present 15% material density.
10. Part anisotropy
Nearly all AM technologies produce parts presenting anisotropic mechanical behaviour. In most of the cases, 3D-printed parts are stronger along directions in parallel with the printing plane (plane defined by the building plate).30–33 Poor interlayer bonding leads to weak tensile and torsional properties when the part is loaded along the perpendicular direction of the printing plane.28 Parts like the whipple tree system or the semi-circle leaf spring connections stand high tensile forces due to the actuation force. Furthermore, additional bending stress is present in the leaf spring due to its semi-circle configuration. The best mechanical performance, that is, higher ultimate stress and higher ultimate strain, is also achieved by printing layers along the direction of the stress induced by the bending moments.34 The corresponding critical cross-sectional areas under stress should therefore be built perpendicular to the printing plane. In other words, the prosthesis should be printed sideways.
The 10 guidelines of non-assembly mechanism design with 3D printing
Based on the analysis presented in the previous section regarding the design considerations, here we summarize the 10 design guidelines for 3D-printed hand prosthesis. The applicability of these guidelines to the different parts of prostheses is visualized using annotation in Figure 4:
Figure 4.
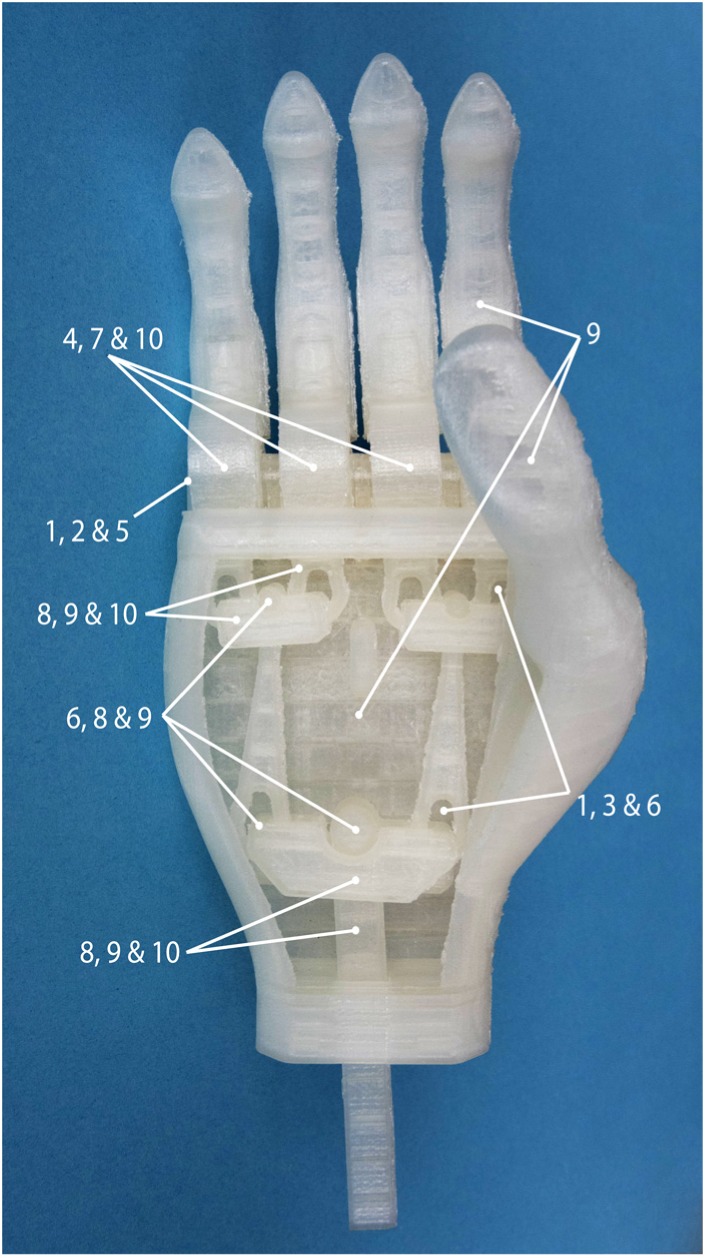
Non-assembly prosthesis prototype after support removal. Each number represents the corresponding design principle used to build the part.
- General
- Design in terms of large mechanical play.
- Support moving parts perpendicular to their plane of interaction. Planes which require smooth surfaces (e.g. planes of interaction) should not be touched by the support material.
- Provide openings for removal of supports.
- Integrate the functionality of standard parts (e.g. bolts, springs, and washer) into the design.
- Play
- 5. Reduce play by positioning the parts with high tolerances in parallel with the printing plane.
- 6. Remove play by pretension or actuation force.
- 7. Avoid play by replacing rigid contact by compliant interfaces.
- Stress
- 8. Design the shape of various components according to the stress.
- 9. Choose the material density (when 3D printing) according to the stress.
- 10. Align the 3D printing plane with the dominant load.
Materials and methods
An Ultimaker 3 machine loaded with polylactic acid (PLA) material was used to print the prosthetic hand. A layer thickness of 0.2 mm and a printing speed of 70 mm/s were used as 3D printing parameters. The part dimensions are overall delimited by a building volume of 94.4 mm × 223.8 mm × 99.6 mm. Figure 5 shows the printing direction of the hand prosthesis.
Figure 5.
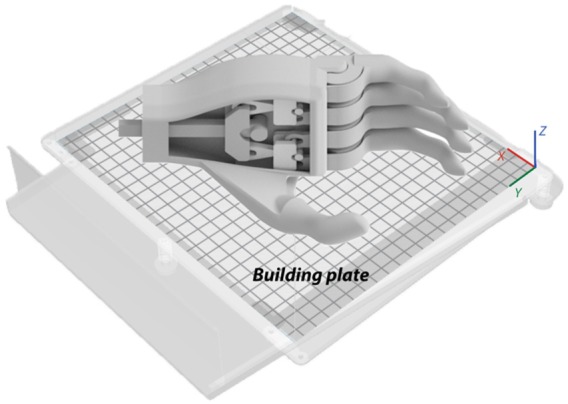
Printing direction of the hand prosthesis.
An experimental setup and protocol based on our previous work35 was used to assess the mechanical performance of the device. The test setup measured (1) pinch force output given an activation input force and (2) the energy efficiency of the prosthesis for a closing-opening cycle. The test setup consisted of a load cell (Zemic: FLB3G-C3-50kg-6B) to measure the input force, a custom-built 11-mm-thick case housing, a FUTEK LLB130 force load cell placed on the thumb fingertip to measure pinch force, and a displacement sensor (Schaevitz: LCIT 2000) to measure the actuation displacements.
The mechanical efficiency of the prosthesis is obtained by measuring the energy employed to close the device and the energy delivered back to return the fingers to the open position. The energy employed in each event could be determined by integrating the forces along the displacements obtained. A measure of the energy dissipated by the device could be obtained as the difference between the input energy and the returned energy. To measure the variables of interest, the following protocol has been followed:
A full closing and opening cycle without pinching.
Closing and pinching the pinch load cell until an actuation force of 100 N was reached. The load cell is pressed against the thumb by the index and middle fingers of the prosthesis.
Data availability
The datasets generated during and/or analysed during this study are available from the corresponding author on reasonable request.
Results
The hand prosthesis printed from PLA is shown in Figure 4. The prosthetic device could achieve adaptive grasping even though it was driven by a single force signal. A counter force was delivered by the compliant behaviour of the leaf springs to return the fingers to an open state during passive conditions. A driving link was fabricated with the hand prosthesis in order to manually activate the device and perform several grasping patterns (Figure 6). Pinch force–activation force relationship is presented in Figure 7. The prosthesis allows for BP control, its geometrical shape resembles a real human hand, it has a mass of 130 g, and its building material makes it water and dust proof. Furthermore, the cost of the material lies around US$10. The energy for closing the device was calculated to be 0.104 N m, and the energy dissipated during a full closing-opening cycle was calculated as 0.048 N m.
Figure 6.

Grasping patterns. Pinch grasping (top left and right), power grasping (middle left and right), spherical grasping (bottom left), and tripod grasping (bottom right).
Figure 7.

The mechanical assessment of the prosthesis: (a) input force versus pinch force and (b) cable displacement versus the input force of a closing-opening cycle.
Discussion
A functional multi-articulated hand prosthesis was designed and manufactured using 3D printing. The design procedure has concluded in a concept that reduces manufacturing requirements to a single 3D printer and its building material. Extra material, supplies, or laborious post-manufacturing steps have been eliminated. In addition to fulfilling the functional requirements listed here, the material cost of this prosthetic hand is low as compared to commercial prosthetic devices as well as similar 3D-printed prosthetic hands.9 The activation force required to start a pinch grasp on the 11-mm load cell (16–18 N) and the energy required for closing (0.104 N m) are significantly lower than other BP commercial prosthetic hands (Figure 7(a) and (b)).35 The force transmission ratio is, however, lower and is clear from the slope between the input and output forces. Pinch force was measured only by the gripping action of the index and middle fingers. Equal distribution of the activation force between every finger suggests similar pinching forces for the ring and little fingers. By extrapolating the pinch force measurements, one could argue that gripping forces during power grasp could be at least doubled if all fingers are used at the same time. Despite relatively low pinch forces, the hand prosthesis is capable of reaching reasonable pinching forces and different grasping patterns in order to execute various daily activities.36 According to Kate et al.,9 only one 3D-printed hand prosthesis has been tested for gripping forces, reporting similar fingertip force measurements (3.9–11.5 N).37 For activities requiring more than 15 N grasping force, the corresponding input force needed (>100 N) might be unacceptable for many users.38 Design alternatives such as increased transmission moment arms to the fingers, unequal distribution of force favouring index and middle fingers, and merging the ring and little finger into a single driving link could increase the force delivered by the index and middle fingers into precision grasps.
The design considerations conceived here should be followed as guidelines to circumvent many of the limitations commonly found when using AM to build non-assembly mechanisms. This guideline was followed to build a prosthetic hand with the most accessible AM technology, that is, FDM. Reference values employed to fulfil the design considerations proposed are therefore based on the characteristics of FDM. Considering the AM machine used here (i.e. Ultimaker 3) and its relatively low building accuracy, dimensions employed in the case presented here are an appropriate starting point for building non-assembly mechanisms with all AM techniques. Lower tolerance values and the use of washable support structures could be set to solve mechanical problems arising from high play between joints, if the corresponding AM technology and equipment are available.
Although large mechanical play is often seen as a significant concern in traditional mechanical design, it is usually necessary in FDM-based mechanical design and is addressed using the advantages of AM. AM characteristic of geometrical freedom allows for design of mechanical linkages that conveniently remove mechanical play when actuated or reconfigured. Driving forces can reposition moving components into desired locations when needed. Furthermore, extra components that could remove mechanical play by manually reconfiguring their position inside the device are the other options. Compliant components might also be considered when mechanical play is unwanted and the range of motion is suitable for the deformation limits of 3D printing materials. Compliant configurations could also be included when a spring behaviour is required as shown by the fabrication of the semi-circle leaf springs. Here, compliancy was achieved by manipulating the geometry of the constructs even though the mechanical behaviour of 3D-printed parts of all materials compatible with FDM are unknown to their full extent, especially reflecting on their response to large deformations. 3D printing thin sheets of PLA as curved shapes allowed relatively small deformations and sufficient spring behaviour even for a material such as PLA that is usually considered brittle.
Despite successful fabrication of non-assembly mechanisms using PLA, little attention was paid to the building materials during the design process employed and presented here. This study was focused on exploiting the advantages of AM when designing non-assembly mechanisms while maximizing design versatility. We found that given one particular material (PLA), the preferred mechanical response could be achieved by manipulating the geometry of parts. In this way, compliant and rigid body parts are created out of a single material. Undoubtedly, the intrinsic mechanical properties of every 3D printing material differ between each other, which in consequence open a window for different design opportunities. For instance, when large deformation is required, other FDM materials such as Nylon present better resistance for large bending strain and should be considered as well. Nevertheless, as mentioned before, 3D-printed parts are highly anisotropic and their mechanical behaviour, including their compliant behaviour, strongly depends on the 3D printing direction. Based on previous research we have built critical parts depositing the fibres parallel and longitudinally to the loading direction in order to provide best mechanical performance. Still, a thorough study regarding compliant design properties of all 3D printing materials compatible with FDM and 3D printing parameters should be conducted in order to provide better tools when choosing a more suited combination of material and design concepts to solve a specific engineering problem.
Despite achieving different grasping patterns, a more in-depth quantitative study of this prosthetic design, including mechanical performance and capabilities, should be considered in order to provide a thorough comparative analysis on the functionality of the alternatives found in literature. Furthermore, activities requiring high grasping forces might be unrealizable for most users. Further design steps should be geared towards increased force transmission ratio. That being said, most of daily activities require low gripping force.39 The low material costs and the reduced post-processing assembly steps suggest that this non-assembly design may be a good alternative for amputees in developing countries.
Conclusion
Ten design considerations for AM of non-assembly mechanisms have been proposed and a design case has been successfully addressed resulting in a fully functional prosthetic hand. The hand prosthesis was 3D printed with an inexpensive FDM machine and is capable of performing different types of grasping as a result of the adaptive grasp provided by its inner mechanism. Furthermore, the prosthesis has been fabricated under a process that reduces manufacturing requirements to a single 3D printer and its building material. Extra material, supplies, or laborious post-manufacturing steps have been eliminated, hence introducing the first non-assembly hand prosthesis manufactured by FDM. Given the characteristics of FDM, such non-assembly process will increase the accessibility of prosthetic devices in developing countries by producing cheap and customized parts regardless of any specialized workshops and tools and highly skilled personnel. We encourage the use of the design considerations recommended here as a guideline for future design and manufacturing of fully assembled mechanisms.
Footnotes
Declaration of conflicting interests: The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding: The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the financial support of the Delft Global Initiative.
References
- 1. World Health Organization (WHO). Standards for P&O Service Provision, ISPO, http://www.who.int/phi/implementation/assistive_technology/workplan_p-o_standards.pdf (2015, accessed 8 August 2018).
- 2. Marino M, Pattni S, Greenberg M, et al. Access to prosthetic devices in developing countries: pathways and challenges. In: Proceedings of the global humanitarian technology conference, Seattle, WA, 8–11 October 2015, pp.45–51. New York: IEEE. [Google Scholar]
- 3. Magnusson L, Ahlström G. Experiences of providing prosthetic and orthotic services in Sierra Leone: the local staff’s perspective. Disabil Rehabil 2012; 34: 2111–2118. [DOI] [PubMed] [Google Scholar]
- 4. Gosselin RA. The increasing burden of injuries in developing countries: direct and indirect consequences. Tech Orthop 2009; 24: 230–232. [Google Scholar]
- 5. Grobler I, van Schalkwyk GJ, Wagner C. The application of critical psychology to facilitate reflective clinical practice in orthotics/prosthetics. Prosthet Orthot Int 2006; 30: 237–245. [DOI] [PubMed] [Google Scholar]
- 6. Wyss D, Lindsay S, Cleghorn WL, et al. Priorities in lower limb prosthetic service delivery based on an international survey of prosthetists in low-and high-income countries. Prosthet Orthot Int 2015; 39: 102–111. [DOI] [PubMed] [Google Scholar]
- 7. Mavroidis C, DeLaurentis KJ, Won J, et al. Fabrication of non-assembly mechanisms and robotic systems using rapid prototyping. J Mech Des 2000; 123: 516–524. [Google Scholar]
- 8. Gibson I, Rosen DW, Stucker B. Introduction and basic principles. In: Gibson I, Rosen DW, Stucker B. (eds) Additive manufacturing technologies. New York: Springer, 2010, pp.20–35. [Google Scholar]
- 9. Kate JT, Smit G, Breedveld P. 3D-printed upper limb prostheses: a review. Disabil Rehabil Assist Technol 2017; 12: 300–314. [DOI] [PubMed] [Google Scholar]
- 10. e-NABLE-the Raptor Hand. Enabling the future, http://enablingthefuture.org/upper-limb-prosthetics/the-raptor-hand/ (2014, accessed 8 August 2018).
- 11. Calì J, Calian DA, Amati C, et al. 3D-printing of non-assembly, articulated models. ACM Trans Graph 2012; 31: 1301–1308. [Google Scholar]
- 12. DeLaurentis KJ, Kong FF, Mavroidis C. Procedure for rapid fabrication of non-assembly mechanisms with embedded components. In: Proceedings of the international design engineering technical conferences and computers and information in engineering conference, Montreal, QC, Canada, 29 September–2 October 2 2002, pp.1239–1245. New York: ASME. [Google Scholar]
- 13. Calignano F, Manfredi D, Ambrosio EP, et al. Direct fabrication of joints based on direct metal laser sintering in aluminum and titanium alloys. Proc CIRP 2014; 21: 129–132. [Google Scholar]
- 14. Chen Y, Lu J. Minimise joint clearance in rapid fabrication of non-assembly mechanisms. Int J Comp Integ M 2011; 24: 726–734. [Google Scholar]
- 15. Su X, Yang Y, Wang D, et al. Digital assembly and direct fabrication of mechanism based on selective laser melting. Rapid Prototyping J 2013; 19: 166–172. [Google Scholar]
- 16. Groenewegen MWM, Aguirre ME, Herder JL. Design of a partially compliant, three-phalanx underactuated prosthetic finger. In: Proceedings of the international design engineering technical conferences and computers and information in engineering conference, Boston, MA, 2–5 August 2015 New York: ASME. [Google Scholar]
- 17. Merriam EG, Howell LL. Lattice flexures: geometries for stiffness reduction of blade flexures. Precis Eng 2016; 45: 160–167. [Google Scholar]
- 18. Mirth JA. An examination of trispiral hinges suitable for use in ABS-based rapid prototyping of compliant mechanisms. In: Proceedings of the international design engineering technical conferences and computers and information in engineering conference, Buffalo, NY, 17–20 August 2014 New York: ASME. [Google Scholar]
- 19. Peele BN, Wallin TJ, Zhao H, et al. 3D printing antagonistic systems of artificial muscle using projection stereolithography. Bioinspir Biomim 2015; 10: 055003. [DOI] [PubMed] [Google Scholar]
- 20. MacCurdy R, Katzschmann R, Youbin K, et al. Printable hydraulics: a method for fabricating robots by 3D co-printing solids and liquids. In: Proceedings of the international conference on robotics and automation, Stockholm, 16–21 May 2016, pp.3878–3885. New York: IEEE. [Google Scholar]
- 21. Wei Y, Chen Y, Yang Y, et al. Novel design and 3-D printing of nonassembly controllable pneumatic robots. IEEE/ASME T Mech 2016; 21: 649–659. [Google Scholar]
- 22. Taylor CL. The biomechanics of control in upper-extremity prostheses. Artif Limbs 1955; 2: 4–25. [PubMed] [Google Scholar]
- 23. Birglen L, Gosselin CM. Force analysis of connected differential mechanisms: application to grasping. Int J Robot Res 2006; 25: 1033–1046. [Google Scholar]
- 24. Plettenburg DH. Basic requirements for upper extremity prostheses: the WILMER approach. In: Proceedings of the 20th annual international conference of the engineering in medicine and biology society. vol. 20 biomedical engineering towards the year 2000 and beyond (Cat. No.98CH36286), Hong Kong, China, 1 November 1998, pp.2276–2281. New York: IEEE. [Google Scholar]
- 25. Biddiss E, Chau T. Upper-limb prosthetics: critical factors in device abandonment. Am J Phys Med Rehabil 2007; 86: 977–987. [DOI] [PubMed] [Google Scholar]
- 26. Chandler RF, Clauser CE, McConville JT, et al. Investigation of inertial properties of the human body. Air Force Aerospace Medical Research Lab Wright-Patterson AFB OH, 1975, http://www.dtic.mil/docs/citations/ADA016485 [Google Scholar]
- 27. Oropallo W, Piegl LA. Ten challenges in 3D printing. Eng Comput 2016; 32: 135–148. [Google Scholar]
- 28. Dizon JRC, Espera AH, Chen Q, et al. Mechanical characterization of 3D-printed polymers. Addit Manuf 2018; 20: 44–67. [Google Scholar]
- 29. Midha A, Norton TW, Howell LL. On the nomenclature, classification, and abstractions of compliant mechanisms. J Mech Des 1994; 116: 270–279. [Google Scholar]
- 30. Ahn S-H, Montero M, Odell D, et al. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyping J 2002; 8: 248–257. [Google Scholar]
- 31. Caulfield B, McHugh PE, Lohfeld S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J Mater Process Tech 2007; 182: 477–488. [Google Scholar]
- 32. Takaichi A, Suyalatu Nakamoto T, et al. Microstructures and mechanical properties of Co-29Cr-6Mo alloy fabricated by selective laser melting process for dental applications. J Mech Behav Biomed Mater 2013; 21: 67–76. [DOI] [PubMed] [Google Scholar]
- 33. Torrado AR, Shemelya CM, English JD, et al. Characterizing the effect of additives to ABS on the mechanical property anisotropy of specimens fabricated by material extrusion 3D printing. Addit Manuf 2015; 6: 16–29. [Google Scholar]
- 34. Letcher T, Waytashek M. Material property testing of 3D-printed specimen in PLA on an entry-level 3D printer. In: Proceedings of the international mechanical engineering congress and exposition, Montreal, QC, Canada, 14–20 November 2014, pp.V02AT02A014 New York: ASME. [Google Scholar]
- 35. Smit G, Plettenburg DH. Efficiency of voluntary closing hand and hook prostheses. Prosthet Orthot Int 2010; 34: 411–427. [DOI] [PubMed] [Google Scholar]
- 36. Jones LA, Lederman SJ. Human hand function. New York: Oxford University Press, 2006, p.280. [Google Scholar]
- 37. Andrianesis K, Tzes A. Development and control of a multifunctional prosthetic hand with shape memory alloy actuators. J Intell Robot Syst 2015; 78: 257–289. [Google Scholar]
- 38. Hichert M, Vardy AN, Plettenburg D. Fatigue-free operation of most body-powered prostheses not feasible for majority of users with trans-radial deficiency. Prosthet Orthot Int 2018; 42: 84–92. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 39. Belter JT, Segil JL, Dollar AM, et al. Mechanical design and performance specifications of anthropomorphic prosthetic hands: a review. J Rehabil Res Dev 2013; 50: 599–617. [DOI] [PubMed] [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.
Data Availability Statement
The datasets generated during and/or analysed during this study are available from the corresponding author on reasonable request.