

Abstract
This study investigated the influence of extrusion operating condition [barrel temperature (BT) (50–90 °C), feed moisture content (FM) (25–35%, w.b.), feeder speed (FS) (8–16 rpm) and screw speed to feeder speed ratio (SS:FS) (8–12)] on quality of pearl millet pasta [cooking time (CT), cooking loss (CL), hydration capacity (HC), swelling capacity (SC), hardness, springiness (SP), chewiness (CH) through response surface methodology (CCRD design)]. The results indicated that raising BT and FM reduced CT, CL, but increased HC, SC, hardness, SP, CH of pearl millet based pasta. HC, SC, hardness, SP and CH of pasta were increased as FS and SS:FS increased, whereas, CT and CL showed decreasing trend. The optimum operating conditions for pear millet based pasta was obtained at BT of 70 °C, FM of 30% (w.b.), FS of 12 rpm and SS:FS ratio of 10 with low CT (≤ 5.25 min), CL (≤ 7.45%) and high HC (≥ 2.30 g g−1), SC (≥ 3.14 ml g−1), good hardness (≥ 11.11 N), SP (≥ 1.24 N) and CH (≥ 6.09 N mm).
Keywords: Pasta, Pearl millet, Extrusion, Response surface methodology
Introduction
Pearl millet (Pennisetum glaucum), commonly known as bajra is mostly cultivated in arid and semi-arid regions. It is cultivated under varied environmental conditions, with recurrent drought, high temperature and poor soil fertility (Kaur et al. 2018). India is the largest producer (current grain production of 9.1 MT) of pearl millet in the world (Anonymous 2016). Pearl millet constitutes carbohydrate (67.5 g), protein (11.6 g), fat (5 g), fiber (1.2 g), mineral (2.3 g), calcium (42 mg), iron (8 mg), zinc (3.1 mg), vitamins B, especially niacin, B6, folic acid (Gopalan et al. 2004). It provides 361 kcal energy per 100 g which is higher than the major consumed cereals such as rice (345 kcal/100 g), wheat (346 kcal/100 g), sorghum (349 kcal/100 g) and maize (125 kcal/100 g) (Gopalan et al. 2004). It is a gluten free grain with low glycemic index (Kaur et al. 2018).
Pasta is one among the ready to cook cereal food. It is well accepted worldwide because of its easy preparation, inexpensiveness, versatility, sensory attributes and long shelf-life (Bergman et al. 1994). Pasta with ideal physical and sensory quality is characterized by strength and elasticity in the dough form, high tensile strength in the dried form, minimal cooking loss and stickiness with good firmness after cooking (D’Egidio et al. 1990; Feillet and Dexter 1996; De Noni and Pagani 2010). Pasta is being traditionally produced using durum wheat (Triticum durum) semolina, which contains gluten as protein. Deficiencies of essential micronutrient ions or excesses of toxic ions are of concern in wheat (Abecassis et al. 2000). Therefore, substitution of semolina from pasta with pearl millet was thought for current research. Authors in their earlier study reported (Jalgaonkar and Jha 2016) a blend composition of 50:50 (Wheat semolina: Pearl millet flour) could be used to make pasta with acceptable quality with better nutritional benefits.
Extrusion process has been reported for numerous applications, including infant food, pasta, instant noodles, texturized vegetable protein, ready to eat cereals, snacks products, pet food, precooked flour, meat products, etc. (Meng et al. 2010). In the extrusion process, the dough is subjected to significant shear stresses, which possibly weaken the protein structure (Pagani et al. 1989), but, simultaneous application of pressure (9–10 MPa), provide the product a high compactness allowing it to withstand cooking (Petitot et al. 2009).
The quality of pasta is greatly affected by extrusion processing variables (De Noni and Pagani 2010) such as feed moisture content, barrel temperature, feed rate, screw rotational speed. The water requirement for the pasta making depends upon type of raw ingredients (Gopalakrishnan et al. 2011). Barrel temperature is another important variable during pasta extrusion. Milatovic and Mondelli (1991) suggested that extrusion temperature should not exceed 55 °C, whereas Medvedev et al. (1987) suggested barrel temperature up to 70 °C for making pasta of satisfactory quality. Similarly, Nasehi et al. (2009) produced full fat soy flour added spaghetti at 70 °C temperature, 31% of water content and 40 rpm of screw speed. Wojtowicz (2012) prepared buckwheat pasta products at the barrel temperature ranging from 90 to 110 °C on single-screw extrusion-cooker (l/d = 18:1) using different screw speed (60 to 120 rpm). Barrel temperature range varying from 80 to 100 °C was used for development of corn–broad bean pasta (spaghetti type) using single screw extruder (Gimenez et al. 2013). Wang et al. (2012) reported best quality pea starch noodles through twin screw extrusion at 95 °C barrel temperature, 150 rpm screw speed and 35% feed moisture content.
Reviews clearly indicate that optimum extrusion processing parameters differ with ingredients used and the intended final product quality. Thus for the selected combination of ingredients, appropriate extrusion process condition need to be established. Also, limited work has been carried out on effect of extrusion processing parameters on the quality of pearl millet based pasta. Hence, the present study was formulated with the objective to optimize the extrusion processing conditions (barrel temperature, feed moisture content, feeder speed and screw speed to feeder speed ratio) for the production of pearl millet based pasta.
Materials and methods
Raw materials
Pearl millet grains (cv. Pusa composite) were obtained from Indian Agricultural Research Institute (IARI), New Delhi, India. The grains were carefully cleaned and freed from foreign materials. Wheat semolina (WS) was procured from local market (Kendriya bhandar) in New Delhi, India.
Extruder and processing conditions
Grinding of cleaned pearl millet grains was done using a hammer mill (Sanco, India). Pasta was prepared using a mixture of wheat semolina (WS) and pearl millet flour (PMF) in the ratio of 50:50 having particle of 425 µm size (Jalgaonkar and Jha 2016).
Moisture content of flour was determined initially. A calculated amount of water was added slowly, and mixed into homogenous mixture to adjust the moisture content of flour to pre-determined level. Moistened flour was passed through a sieve (1 mm aperture size) by manually pressing and it was ensured that the flour blend did not contain any lumps. The moisture content of the conditioned sample was determined. The difference between targeted and actual conditioned moisture content was found to be approximately 0.5%. The conditioned mixture was passed through twin screw extruder (BTPL make, Kolkata, India) by a twin-screw feeder equipped with it. Prepared dough was extruded through a concentric double cylinder type die into cylindrical hollow product wall thickness of 0.91 mm and cut into 15 mm length using knife. The extruded pasta was dried in tray dryer (MSW-216, Macro Scientific Works, New Delhi) at 50 ± 2 °C for 2 h to attain the moisture content of 8–9% (Jalgaonkar et al. 2018). The dried samples were cooled, packed in biaxially oriented polypropylene (BOPP) packaging material and stored for further use.
Experimental design and statistical analysis
Response surface methodology (RSM) was used to determine the optimum extrusion condition and to investigate the effects of extrusion variables on the product responses of the pasta. Experiment was laid down with four independent factors at five levels using central composite rotatable design. The independent variables were barrel temperature (BT) (50–90 °C), feed moisture content (FM) (25–35%, w.b.), feeder speed (FS) (8–16 rpm) and screw speed:feeder speed (SS:FS) (8–12).Total number of experimental runs (Table 1) came out to be 30 (6 central, 8 axial, and 16 factorial points). The range of variables was decided on basis of review of literature and initial preliminary experimental trials.
Table 1.
Experimental design with coded (in parenthesis) and actual values of extrusion variables
| S. no. | BT (°C) | FM (% w.b.) | FS (rpm) | SS:FS |
|---|---|---|---|---|
| 1 | 70 (0) | 30.0 (0) | 16 (2) | 10 (0) |
| 2 | 60 (−1) | 32.5 (1) | 10 (−1) | 9 (−1) |
| 3 | 80 (1) | 32.5 (1) | 10 (−1) | 9 (−1) |
| 4 | 60(−1) | 32.5 (1) | 10 (−1) | 11 (1) |
| 5 | 70 (0) | 30.0 (0) | 12 (0) | 10 (0) |
| 6 | 70 (0) | 25.0 (−2) | 12 (0) | 10 (0) |
| 7 | 60 (−1) | 27.5 (−1) | 10 (−1) | 9 (−1) |
| 8 | 80 (1) | 32.5 (1) | 14 (1) | 11 (1) |
| 9 | 60 (−1) | 27.5 (−1) | 10 (−1) | 11 (1) |
| 10 | 70 (0) | 30.0 (0) | 12 (0) | 10 (0) |
| 11 | 70 (0) | 35.0 (2) | 12 (0) | 10 (0) |
| 12 | 50 (−2) | 30.0 (0) | 12 (0) | 10 (0) |
| 13 | 70 (0) | 30.0 (0) | 12 (0) | 10 (0) |
| 14 | 60 (−1) | 27.5 (−1) | 14 (1) | 11 (1) |
| 15 | 80 (1) | 32.5 (1) | 10 (−1) | 11 (1) |
| 16 | 60 (−1) | 27.5 (−1) | 14 (1) | 9 (−1) |
| 17 | 80 (1) | 32.5 (1) | 14 (1) | 9 (−1) |
| 18 | 60 (−1) | 32.5 (1) | 14 (1) | 9 (−1) |
| 19 | 70 (0) | 30.0 (0) | 12 (0) | 10 (0) |
| 20 | 70 (0) | 30.0 (0) | 12 (0) | 8 (−2) |
| 21 | 80 (1) | 27.5 (−1) | 14 (1) | 9 (−1) |
| 22 | 80 (1) | 27.5 (−1) | 10 (−1) | 9 (−1) |
| 23 | 90 (2) | 30.0 (0) | 12 (0) | 10 (0) |
| 24 | 80 (1) | 27.5 (−1) | 14 (1) | 11 (1) |
| 25 | 70 (0) | 30.0 (0) | 12 (0) | 10 (0) |
| 26 | 60 (−1) | 32.5 (1) | 14 (1) | 11 (1) |
| 27 | 70 (0) | 30.0 (0) | 12 (0) | 12 (2) |
| 28 | 70 (0) | 30.0 (0) | 12 (0) | 10 (0) |
| 29 | 70 (0) | 30.0 (0) | 8 (−2) | 10 (0) |
| 30 | 80 (1) | 27.5 (−1) | 10 (−1) | 11 (1) |
BT barrel temperature, FM feed moisture content, FS feeder speed, SS:FS screw speed:feeder speed
Effect of extrusion variables on cooking time (CT), cooking loss (CL), hydration capacity (HC), swelling capacity (SC), hardness, springiness (SP), chewiness (CH) was determined. Regression analysis was done to assess the effects of BT, FM, FS and SS:FS on all the dependent variables.
Experimental data was fitted into a second order polynomial model (Eq. 1) to generate prediction equations.
| 1 |
where Xi, XiXi and XiXj are linear, quadratic and interaction effects of the input variables which influence the response Y, and βo, βi and βij are the regression coefficients. Data was analyzed using a commercial statistical package, Design-Expert version 9.0.7 (Stat-Ease Inc., Minneapolis, USA). The adequacy of the model was determined using model analysis, lack-of-fit test and coefficient of determination (R2) values.
Determination of responses
Cooking time
Minimum time required for starch gelatinization is defined as cooking time (CT). CT was determined by pressing cooked pasta between two glass plates. Disappearance of the white core of the pasta indicated the completion of cooking and the corresponding time was taken as cooking time (Abecassis et al. 1994).
Cooking loss
Standard method (BIS 1485 2010) as mentioned in Eq. 2 was used for measuring cooking loss (CL). Data were recorded in triplicates.
| 2 |
where W1 = mass of petri dish with total dry solids (g); W = mass of empty petri dish (g); V = total volume of gruel (ml).
Hydration capacity
Hydration capacity (HC) (g g−1) was calculated using a modified version of the American Association of Cereal Chemists Method 56-20 for Hydration Capacity of Pregelatinized Cereal Products using Eq. 3 (AACC 2003). Measurements were carried in triplicates.
| 3 |
Swelling capacity
Swelling capacity (SC) was measured according to the method reported by Nwabueze and Anoruoh (2011). Weighted pasta sample (one gram) was taken into a calibrated 50 ml measuring cylinder. Ten milliliters of distilled water was added to the sample and the volume was noted. The cylinder was left to stand undisturbed for about 1 h. Volume occupied by the sample was noted and SC (ml g−1) was determined using Eq. 4. Measurements were taken in triplicates.
| 4 |
Textural properties
Texture Analyser (Model: TA+HDi®, Stable Micro Systems, UK) were used to measure the textural properties of cooked pasta using cylindrical probe (p/75 mm) at pre-test speed: 3 mm/s; test speed: 1 mm/s; post-test speed: 10 mm/s; distance: 50% in compression mode; time: 1 s. From the TPA test, hardness, springiness and chewiness were determined. Hardness (maximum peak force during the first compression), springiness (distance at which a deformed sample went back to its non-deformed condition after the deforming force was removed during the second compression) and chewiness (hardness × cohesiveness × springiness) were measured from TPA curve as indicated by Limroongreungrat and Huang (2007).
Optimization of extrusion variables
Optimization of extrusion variables was carried through numerical as well as graphical techniques using Design-Expert software (9.0.7) (Yadav et al. 2014a). Optimization was based on minimizing cooking time and cooking loss but maximizing hydration capacity, swelling capacity, hardness, springiness and chewiness.
Results and discussion
Second order polynomial models for the responses were obtained through regression analysis (Table 2). Models for cooking time (CT), cooking loss (CL), hydration capacity (HC), swelling capacity (SC), hardness, springiness (SP), chewiness (CH) were found highly significant (p ≤ 0.01) with high coefficient of determination (R2 ≥ 0.75) (Table 2). F values reflected that all the models are significant. Coefficient of variation (CV) was found less than 10% indicating reasonable accuracy and reproducibility of the models. Lack of fit was found insignificant for all the models, which too indicated the appropriateness of the models.
Table 2.
ANOVA and regression coefficients of the polynomial models for the process and product responses
| Parameters | CT (min) | CL (%) | HC (g g−1) | SC (ml g−1) | Hardness (N) | SP (mm) | CH (N mm) |
|---|---|---|---|---|---|---|---|
| Intercept | 5.242 | 7.445 | 2.300 | 3.142 | 11.055 | 1.235 | 6.040 |
| X1 | 0.053 | 0.143 | 0.013 | − 0.005 | 0.285*** | 0.059*** | 0.435*** |
| X2 | − 0.064 | 0.028 | 0.013*** | 0.113*** | − 0.229*** | − 0.060*** | − 0.492*** |
| X3 | 0.007 | − 0.098 | − 0.008 | 0.026* | 0.350 | 0.055 | 0.417 |
| X4 | − 0.043 | 0.045 | − 0.010 | 0.019 | 0.096*** | 0.003*** | 0.022*** |
| X1 X2 | − 0.095 | 0.105 | 0.003 | 0.039** | 0.012 | 0.018 | 0.129 |
| X1 X3 | 0.129 | 0.025 | − 0.010 | − 0.028 | − 0.094 | − 0.036 | − 0.261 |
| X1 X4 | 0.060 | 0.006 | − 0.005 | 0.004 | − 0.001 | − 0.002 | − 0.037 |
| X2 X3 | − 0.216** | 0.094 | 0.020 | 0.024 | − 0.006 | 0.018 | 0.076 |
| X2 X4 | − 0.080 | 0.030 | − 0.010 | 0.028 | 0.048 | 0.019 | 0.143 |
| X3 X4 | 0.114 | − 0.015 | 1.39E−16 | 0.021 | 0.064 | − 0.009 | − 0.035 |
| X21 | 0.279*** | 0.652*** | − 0.062*** | − 0.134*** | − 0.877*** | − 0.136*** | − 0.802*** |
| X22 | 0.427*** | 0.283*** | − 0.050*** | − 0.114*** | − 0.741*** | − 0.099*** | − 0.677*** |
| X23 | 0.267*** | 0.374*** | − 0.015 | − 0.099*** | − 0.277*** | − 0.054*** | − 0.169 |
| X24 | 0.133** | 0.467*** | − 0.026** | − 0.078*** | − 0.377*** | − 0.089*** | − 0.363*** |
| R2 | 0.8687 | 0.8756 | 0.7515 | 0.9446 | 0.9623 | 0.9009 | 0.8866 |
| Model F-value | 7.09*** | 7.54*** | 3.24*** | 18.25*** | 27.32*** | 9.74*** | 8.38*** |
| C.V. (%) | 4.91 | 4.74 | 2.90 | 2.56 | 3.47 | 9.53 | 13.78 |
| Lack of fit | 0.0589 | 0.0505 | 0.0639 | 0.3848 | 0.0506 | 0.0505 | 0.0524 |
X1: barrel temperature; X2: feed moisture content; X3: feeder speed; X4: screw speed: feeder speed; CT: cooking time; CL: cooking loss; HC: hydration capacity; SC: swelling capacity; SP: springiness; CH: chewiness
***Significant at 1% (p ≤ 0.01); **significant at 5% (p ≤ 0.05); *significant at 10% (p ≤ 0.10)
Effect of extrusion process variables on cooking time
Cooking time (CT) is important in terms of relative speed of cooking and tolerance to overcooking (Donnelly and Ponte 2000). CT for pearl millet–semolina pasta varied from 5.15 to 7.43 min. The optimum cooking time for durum wheat semolina pasta was reported to be 10 to 10.8 min (Manthey et al. 2004). Thus the cooking time of pasta was reduced by almost half in comparison to semolina pasta. This difference may be due to the physical disruption of the gluten matrix by pearl millet flour providing a path of water absorption and resulting in reduced cooking time (Manthey et al. 2004).
ANOVA (Table 2) shows that the linear terms of extrusion variables had non-significant whereas quadratic terms had significant effect on CT. Effect of interaction terms of FM and FS on CT was also found to be significant.
The increase in BT from 50 to 70 °C led to decrease in cooking time from 7 to 5 min approximately (Fig. 1a). This could be attributed to the decrease of viscosity of molten mass which generally increase the degree of starch gelatinization but lower degradation of starch within the temperature range. However, BT above 70 °C resulted in increase in CT. During extrusion process, higher barrel temperature caused increased mechanical effort hence greater starch degradation as also reported earlier (Carvalho and Mitchell 2000). The damaged starch granules may assist by allowing the cooking water to invade deeply into granular interior which leads in slowing down of hydration process (de la Pena and Manthey 2017). Wang et al. (1999) too reported that increasing barrel temperature from 90 to 110 °C increased the cooking time of pasta-like products made from pea flour.
Fig. 1.
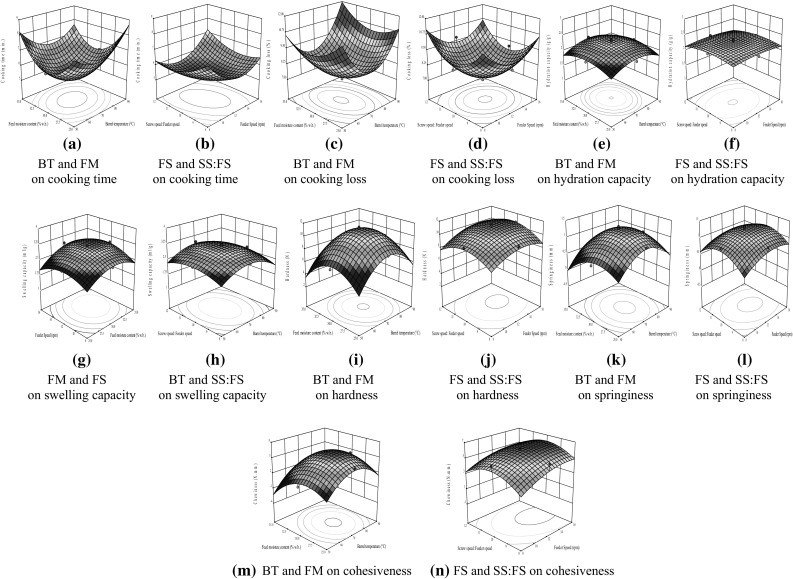
Contour plots showing the effect of barrel temperature (BT), feed moisture content (FM), feeder speed (FS) and screw speed:feeder speed (SS:FS) on various quality parameters of pasta
CT decreased with increase in FM from 25 to 30% but increased in FM range 30–35% (Fig. 1a). Melt viscosity decreases with increase in moisture content, which accounts for lower starch degradation and provides a path of water absorption into the pasta resulting in less cooking time. Increase in the CT beyond 30% feed moisture content attributed to over-hydration resulted in a sticky pasta product having low mechanical strength which ultimately reduced cooking qualities (Walsh et al. 1971; Debbouz and Doetkott 1996). Similarly, increase in the dough hydration level from 30 to 32 or 34% resulted in increased cooking time of nontraditional spaghetti (de la Pena and Manthey 2017). Manthey et al. (2004) reported cooking time of 10.8 and 10 min respectively for spaghetti prepared from semolina at moisture content of 29% and 30 or 31%.
With increase in FS from 8 to 12 rpm and SS:FS from 8 to 10, there was reduction in cooking time of pasta from 7 to 5 min (Fig. 1b). At constant FS, increase in SS:FS leads to increase gelatinization and thus reduced cooking time. However, CT increased with FS above 12 rpm and SS:FS above 10 (Fig. 1b) may be caused by increased shear resulting in structural modification of the starch leading to lower uptake of water by pasta. The results are in accordance with Wang et al. (2012), who reported that cooking time of pea starch noodles increased from 3 to 6 min with increasing moisture content (30–40%) and screw speed (100–200 rpm) but was not affected by barrel temperature (85–100 °C).
It was inferred from above discussion that lowest cooking time (< 5.15 min), a desirable trait of pasta was obtained in the range of extrusion processing variables, BT from 67 to 70 °C, FM from 29 to 30%, FS from 11 to 12 rpm, and SS:FS from 9 to 10.
Effect of extrusion process variables on cooking loss
Cooking loss (CL) is related to leaching of solids during cooking and is widely used as an indicator of the overall cooking performance (D’Egidio et al. 1982). As per Indian standard [BIS: 1485 (2010)], cooking loss in wheat based pasta has been suggested to be ≤ 8%.
Experimental observations showed that CL in the pasta ranged from 7.03 to 10.04%. Quadratic terms of BT, FM, FS, and SS:FS ratio had significant positive effect (p ≤ 0.01) on CL (Table 2). However, linear and interaction terms had no significant effect on CL. It is evident from the regression coefficients that BT had maximum influence on CL followed by SS:FS, FS and FM, respectively.
Increase of BT from 50 to 69 °C showed decrease in the cooking loss approximately from 10 to 7% (Fig. 1c). The increase in barrel temperature leads to decrease in the melt viscosity of starch resulting in lowering of the friction or shear stress in the extruder and lower molecular degradation and therefore decreased cooking loss (Wang et al. 2012). Debbouz and Doetkott (1996) too reported that increase in the BT from 35 to 50 °C and water absorption from 30 to 32%, decreased the CL of spaghetti made of wheat semolina from 6.1 to 5.6%. Wang et al. (2012) found that increase in barrel temperature from 85 to 100 °C led to decrease in the cooking loss of pea starch noodles from 16 to 12% (approximately).
BT above 69 °C led to gradual increase in the CL (Fig. 1c). The increase in CL could be due to the more degradation of starch, denaturation of gluten as well as deterioration of surface condition which might have resulted in the release of loosely bound gelatinized starch granules from the surface of the product into cooking water.
There was decrease in the CL with increase in the FM from 25 to 30% but increase in the FM range of 30 to 35% (Fig. 1c). The decrease in CL may be attributed to lesser degradation of starch with decrease in melt viscosity at higher moisture content. Similar result was demonstrated for pea starch noodles (Wang et al. 2012). Abecassis et al. (1994) suggested that high feed moisture content of semolina provides beneficial effect on cooking quality by reducing the viscosity of dough. However, with further increase in FM from 30 to 35%, increase in CL may be attributed due to over-hydration resulting in development of sticky pasta having low mechanical strength which has increased the CL. de la Pena and Manthey (2017) also reported that CL increased with dough hydration level (30–32 or 34%) and that may be dependent on the raw material formulation and did not follow a particular trend. Too high feed moisture, especially in short length extruders creates low pressure and faster feed flow, which may cause unstable texture after drying and hence increase the solid losses during cooking (Wojtowicz and Moscicki 2008).
With increase in the FS from 8 to 12 rpm, cooking loss decreased (Fig. 1d). Further increase in FS from 12 to 16 resulted in increase in the CL from 7 to 10%. FS and SS:FS together determines the degree of fill in the extruder barrel (Yeh and Jaw 1999). At constant SS:FS, if the FS increases, the degree of fill increases. Only up to particular degree of fill corresponding to FS up to 12 rpm (Fig. 1d), there was decrease in cooking loss but increased thereafter. With degree of fill increasing, there is increase in pressure inside extruder barrel that could have resulted in degradation of starch and subsequently increased cooking loss.
With increase in SS:FS ratio from 8 to 10, there was decrease in CL, reaching to minimum value (7%), approximately at 10 but increased thereafter with increase in SS:FS ratio from 10 to 12 (Fig. 1d). If SS:FS increases, there was increase in screw speed and consequently increase in the friction or shear stress in the extruder. A decrease in the melt viscosity was observed with increase in the shear rate (Akdogan 1996). Yeh and Jaw (1999) reported that either decreasing feed rate or increasing screw speed results in greater degree of gelatinization and reduction in intrinsic viscosity and as a result decrease in cooking loss.
Within experimental range, CL ≤ 8% was found in BT range 60–78 °C, FM 27–33% (w.b.), FS 10–15 rpm and SS:FS 9–11.
Effect of extrusion process variables on hydration capacity
Hydration capacity (HC) is defined as the ability of a solid matrix to absorb liquids (Wojtowicz and Moscicki 2008). Water absorption of precooked pasta is mostly dependent on the intensity of baro-thermal treatment and degree of starch gelatinization during its processing (Wojtowicz 2006).
HC of developed pasta ranged from 1.96 to 2.36 g g−1. Hydration capacity of wheat flour pasta was 1.71 g g−1 (Bagdi et al. 2014). Yadav et al. (2014b) reported that hydration capacity of pasta prepared from wheat and pearl millet flour in the ratio of 9:1 was 1.13%. The difference in the value could be due the difference in the flour composition used for preparation of pasta.
The regression analysis (Table 2) demonstrated that linear effect of FM and quadratic effect of BT, FM and SS:FS had significant effect on HC of pasta. Regression coefficients revealed that FM had maximum influence on HC and was followed by BT, SS:FS, respectively.
HC of pasta increased from 1.96 to 2.30 g g−1 with increase in FM from 25 to 30% and BT from 50 to 70 °C (Fig. 1e). At higher moisture content water acts as a plasticizer during extrusion cooking, reduces the melt viscosity and degradation of starch granules and results in an increased capacity for water absorption (Hagenimana et al. 2006). Increasing the moisture in the dough would increase both granule swelling and amylose leaching and, as a result, degree of starch gelatinization. The degree of starch gelatinization also increased as barrel temperature increased, resulting in increased hydration capacity of pasta.
Beyond the specified range of BT (> 70 °C) and FM (> 30%), any further increase resulted in decrease in the HC of pasta (Fig. 1e). Higher temperature (> 70 °C) possibly damaged starch, which reduced hydration of pasta (weight gain). Gimenez et al. (2013) reported that hydration capacity of corn–broad bean spaghetti type pasta increased from 2.13 to 3.47 g g−1 with increase in feed moisture from 28 to 34% and with increase in extrusion temperature from 80 to 90 °C but reduction of HC with further increase in temperature.
At constant FS, increase in SS:FS from 8 to 10 increased the screw speed, led to increased HC of pasta (Fig. 1f). The increase in screw speed resulted in decrease in degree of fill and increased SME, thus higher the degree of gelatinization. Further increase in SS:FS (above 10) resulted in decrease in HC of pasta.
Higher HC of pasta (> 2.30 g g−1), a desirable trait was observed at BT and FM ranging between 69.54 and 72.54 °C, and 29.90 and 30.74%, respectively at constant FS (12 rpm) and SS:FS ratio (10) (Fig. 1e).
Effect of extrusion process variables on swelling capacity
Swelling capacity (SC) measures the amount of water absorbed by starch granules in excess of water, which can be used as an index of gelatinization (Van den Einde et al. 2003). SC of pasta was found to be varying from 2.46 to 3.20 ml g−1. ANOVA showed significant linear positive effect of FM and FS, negative effect of quadratic terms of BT, FM, FS, SS:FS, and interaction term effect of BT and FM (Table 2).
SC of pasta increased with increase in FM from 25 to 31.25% and FS from 8 to 12 rpm (Fig. 1g). With increasing moisture content, increased SC may be attributed to decreasing viscosity of the starch, which allows extensive internal mixing and uniform heating with enhanced starch gelatinization (Lawton et al. 1972). Further increase in FM beyond 31.25% and FS above 12 rpm led to decrease in the SC. Too high moisture reduces the pressure inside the extruder, whereas too high feeder speed increase the degree of fill resulting in more damaged starch, which subsequently results in reduction of SC of pasta.
Figure 1h shows that SC of pasta increased with the increase in extrusion temperature and reached at peak value when BT was 70.65 °C. This was mainly due to the gelatinization of starch. Furthermore, when the BT increased from 71 to 90 °C, SC of pasta showed declining trend. It indicated degradation in the cooking quality of pasta took place at barrel temperature of more than 70 °C as also reported by Medvedev et al. (1987). The damaged starch produced in this temperature range (Lintas and Appolonia 1973) could be responsible for reduction in swelling capacity of pasta.
At constant FS (12 rpm), SC of pasta increase with increase in SS:FS and reached maximum value (3.14 ml g−1) at 10.44 ratio and further increase showed decline trend (Fig. 1h). SS:FS influenced the degree of fill and residence time in the extruder used, indicating the higher degree of starch gelatinization which further changed the melt rheology and thus SC of pasta increased.
It was observed that higher SC of pasta (> 3.14 ml g−1) could be achieved at BT varying in the range 69.2–71.6 °C, FM 30.75–31.65%, FS 11.7–12.9 rpm and SS:FS 9.8–10.4.
Effect of extrusion process variables on hardness, springiness (SP) and chewiness (CH)
Hardness of the food is considered as a sensory perception of the human being. Springiness (SP) expresses product tendency to return to a deformed state or shape after a biting force is removed or after biting down (Guo et al. 2003). The elastic strength of the protein is characterized by chewiness (CH) (Sozer et al. 2007). A good quality pasta is characterized by higher hardness, springiness and chewiness.
Hardness, SP and CH of pasta varied between 6.50 and 11.40 N, 0.48 and 1.32 mm, 1.33 and 6.10 N mm, respectively. ANOVA (Table 2) showed that BT, FM and SS:FS had significant (p ≤ 0.01) linear effect on hardness, SP and CH. Quadratic terms of BT, FM, FS and SS:FS had significant (p ≤ 0.01) effect on hardness, springiness and chewiness of pasta.
Barrel temperature had maximum influence on hardness, SP and CH of pasta followed by FM, SS:FS. Positive regression coefficients indicate that harness, SP and CH increased with increase in barrel temperature up to specified temperature range (50–72 °C). Negative coefficients of quadratic terms indicate that after specified temperature range, the hardness, SP and CH decreased.
Increase in BT from 50 to 72 °C showed increase in hardness, SP and CH approximately from 6 to 11 N, 0.48 to 1.32 mm and 1.33 to 6.10 N mm, respectively. The increase in temperature has been reported to provide improved strength and firmness of spaghetti (Lamacchia et al. 2007) by increasing degree of gelatinization. The increase in BT from 72 to 90 °C showed decrease in hardness, SP and CH. The decrease in textural properties could be due to leaching of more gelatinized starch in cooking water at higher temperature which deteriorates the surface characteristics of pasta.
Increasing FM from 25 to 30% or decreasing FM from 35 to 30% led to an increase in hardness, SP and CH (Fig. 1i, k, m). The increase in hardness, SP and CH could be due to at higher moisture content, the starch viscosity in extruder barrel is relatively low and thus, higher degree of gelatinization. Moisture content (above 30%) could reduce shear effect in the extruder, which decreased the degree of starch gelatinization (Ilo et al. 1996). Similarly, Wojtowicz (2012) reported that highest value of hardness (420 N) and chewiness (160 N) of buckwheat pasta at 30% of feed moisture content. Debbouz and Doetkott (1996) reported that firmness of spaghetti decreased from 6.5 to 4.7 N with increase in feed moisture content from 30 to 34%. Also, spaghetti prepared from semolina–buckwheat bran flour hydrated to 29 or 30% had higher firmness than when hydrated to 31 or 32% (Manthey et al. 2004).
With increase in SS:FS from 8 to 10, hardness, SP and CH increased and achieved the maximum value when FS was approximately at 12 (Fig. 1j, 1 l, 1n). At higher SS:FS, there is increase in screw speed and thus rate of shear as well as degree of gelatinization and thus produces pasta with firmer texture. Wojtowicz (2012) emphasized that chewing ability of buckwheat pasta mostly affected by screw speed applied during processing, higher value of chewiness was obtained at higher screw speed. Debbouz and Doetkott (1996) emphasized the critical role of gluten on the cooking quality of pasta. At lower screw speed, gluten is perhaps not sufficiently developed whereas at higher extrusion speed it is overworked. Hence, with further increase in the SS:FS from 10 to 12, hardness, SP and CH of pasta decreased.
The results showed that the maximum hardness (> 11.10 N), springiness (> 1.32 mm) and chewiness (> 6 N mm) of pasta was predicted when BT maintained at 68–75 °C, FM from 28 to 31%, FS from 11 to 15 rpm (except chewiness) and SS:FS from 9 to 11. For the chewiness, FS should be maintained between 12 and 15 rpm. Wojtowicz (2012) reported that best textural properties of buckwheat pasta were obtained at 30–32% of flour dough moisture content and 80–100 rpm of screw speed.
Hardness (r = − 0.75), springiness (r = − 0.74) and chewiness (r = − 0.62) was negatively correlated with cooking loss. Hardness, SP and CH of pasta decreased with increase in the cooking loss. Limroongreungrat and Huang (2007) reported that firmness and springiness of sweet potato fortified soy protein pasta was negatively correlated with cooking loss (r = − 0.84 and r = − 0.44, respectively). Wang et al. (2012) too reported the similar result for pea starch noodles.
Overall effect of extrusion variables (BT, FM, FS and SS:FS) on responses
Temperature of water circulated in the barrel jacket governs the temperature of pasta during extrusion. Throughout the process, due to an intense mechanical action, product has been heated. Increase in BT (50–72 °C) resulted in the reduction of CT and CL, whereas HC, SC, hardness, SP and CH of pasta increased. However further increase in BT showed negative effect on quality aspects in terms of CT, CL, HC, SC, hardness, SP and CH.
Feed moisture content has a significant role in pasta processing. At lower moisture values, formation of partial gluten has been reported by Pagani et al. (1989). In this study, increase in FM (25–31%) was negatively correlated with CT as well as CL, however positive correlation with hardness, SP and CH was observed. FM had maximum influence on HC and SC. Also, increasing FM beyond 31% resulted in the increase of CT and CL, while decreasing trend has been observed for HC, SC, hardness, SP and CH.
When the effect of FS and SS:FS was taken into consideration, similar trends were noticed for all responses. Increase in FS (8–12 rpm) and SS:FS (8–10) resulted in reduction of CT and CL, however an increase in HC, SC, hardness, SP and CH was observed. Going beyond the specified range of FS and SS:FS, CT and CL increased and decreasing pattern for HC, SC and textural properties of pasta was observed.
Optimization of extrusion process
For process optimization, the colour of dry pasta, cooking quality and texture of cooked pasta were considered the important quality characteristics, as also suggested by Wang et al. (2012). Pasta should be non-sticky, remain firm when standing after cooking, and have minimum cooking time with less loss of solids in the cooking water (Galvez and Resurreccion 1992; Wang et al. 2012). Initially the optimization was done through numerical optimization technique in which the goals were laid as indicated in Table 3.
Table 3.
Goal for optimization, solution along with predicted and actual values of responses
| Constraints | Goal | Lower limit | Upper limit | Predicted values | Actual values | % variation |
|---|---|---|---|---|---|---|
| BT (°C) | In range | 50 | 90 | 70.33 | – | – |
| FM (% w.b.) | In range | 25 | 35 | 30.13 | – | – |
| FS (rpm) | In range | 8 | 16 | 12.38 | – | – |
| SS:FS | In range | 8 | 12 | 10.02 | – | – |
| CT (min) | Minimize | 5.15 | 7.43 | 5.25 ± 0.30 | 5.31 ± 0.20 | 1.14 |
| CL (%) | Minimize | 7.03 | 10.04 | 7.45 ± 0.42 | 7.56 ± 0.04 | 1.48 |
| HC (g g−1) | Maximize | 1.96 | 2.36 | 2.30 ± 0.06 | 2.26 ± 0.05 | 1.74 |
| SC (ml g−1) | Maximize | 2.46 | 3.20 | 3.14 ± 0.07 | 3.09 ± 0.03 | 1.59 |
| Hardness (N) | Maximize | 6.50 | 11.40 | 11.11 ± 0.32 | 10.95 ± 1.21 | 1.44 |
| SP (mm) | Maximize | 0.48 | 1.32 | 1.24 ± 0.09 | 1.21 ± 0.04 | 2.42 |
| CH (N mm) | Maximize | 1.33 | 6.10 | 6.09 ± 0.68 | 6.15 ± 0.61 | 0.98 |
Values are mean ± standard deviation
BT barrel temperature, FM feed moisture content, FS feeder speed, SS:FS screw speed:feeder speed, CT cooking time, CL cooking loss, HC hydration capacity, SC swelling capacity, SP springiness, CH chewiness
The optimum solution was arrived at 70 °C BT, 30% (w.b.) FM, 12 rpm FS and 10 SS:FS ratio. At the optimum point, product was prepared and the responses were determined. The predicted as well as experimentally determined quality parameters at this level are given in Table 3. Closeness between the experimental and predicted values of the quality parameters indicated the suitability of the obtained result.
Predicted values of responses obtained through numerical optimization were used as constraints in graphical optimization. The constraints thus used were, CT ≤ 5.25 min., CL ≤ 7.45%, HC ≥ 2.30 g g−1, SC ≥ 3.14 ml g−1, hardness ≥ 11.11 N, SP ≥ 1.24 mm and CH ≥ 6.09 N mm. In the graphical optimization, the contour plots of responses were generated and superimposed. The contour plots were drawn by first holding FS (12 rpm) and SS:FS (10) at constant and then plotting the simultaneous effects of the BT and FM (Fig. 2a). Also keeping BT and FM at fixed level, the contour plots were drawn for varying levels of FS and SS:FS and superimposed subsequently (Fig. 2b). The region which satisfied the above laid criteria for pasta quality was obtained as the common area of the superimposed contour plots shown in Fig. 2a, b. The common area in Fig. 2a, b suggested the optimum range of variables (Table 4) in which the product with desirable quality traits can be prepared.
Fig. 2.
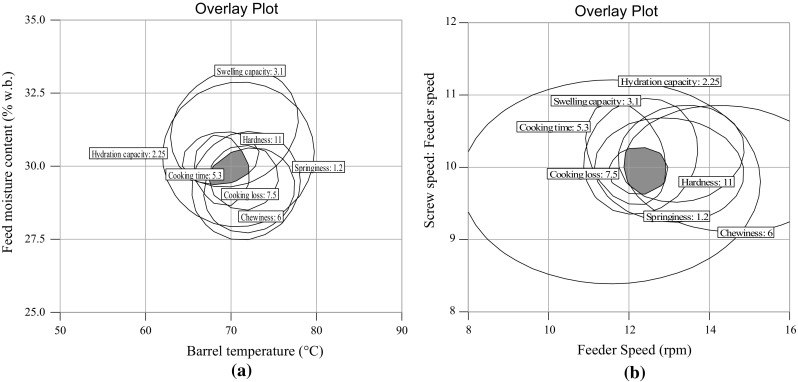
Superimposition contour plots of quality parameters of pasta as a function of (a) barrel temperature and feed moisture content (b) feeder speed and screw speed: feeder speed
Table 4.
Optimum ranges of variables for making pasta with desirable quality traits
| Independent variables | Coded values | Actual values |
|---|---|---|
| Barrel temperature (°C) | − 0.236 to 0.216 | 67.64 to 72.16 |
| Feed moisture content (% w.b.) | − 0.264 to 0.208 | 29.34 to 30.52 |
| Feeder speed (rpm) | − 0.050 to 0.460 | 11.90 to 12.92 |
| Screw speed:feeder speed | − 0.380 to 0.230 | 9.62 to 10.23 |
Conclusion
This research investigation found significant effect of extrusion variables (barrel temperature, feed moisture content, feeder speed, screw speed to feeder speed ratio) on the quality attributes of pasta prepared from semolina–pearl millet flour (50:50). Second order polynomial models developed were found to be statistically valid and provided adequate information regarding the behaviour of the responses upon variation in the extrusion processing variables. Barrel temperature and screw speed:feeder speed had effects on cooking loss, hardness, springiness and chewiness of pasta. Whereas, cooking time, hydration capacity and swelling capacity were significantly affected by feed moisture content. Low cooking time, cooking loss and higher HC and SC, desirable hardness, springiness and chewiness of pasta was found to be at 70 °C barrel temperature, 30% feed moisture content, 12 rpm feeder speed, and 10 screw speed: feeder speed ratio. The developed pasta will have higher contents of micronutrients (especially iron and zinc), lower gluten content and can be utilized as a diversified product from underutilized pearl millet.
Acknowledgements
The first author is thankful for the financial funding (INSPIRE fellowship) received from Department of Science and Technology (DST), Government of India (Grant No. 10401). NAE (Niche Area of Excellence) project of Indian Council of Agricultural Research (ICAR) is also duly acknowledged for providing facilities.
Footnotes
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
References
- AACC . Approved methods of the AACC. 10. St. Paul: American Association of Cereal Chemists; 2003. [Google Scholar]
- Abecassis J, Abbou R, Chaurand M, Morel MH, Vernoux P. Influence of extrusion conditions on extrusion speed, temperature and pressure in the extruder and on pasta quality. Cereal Chem. 1994;71(3):247–253. [Google Scholar]
- Abecassis J, Autran JC, Feillet P. Durum wheat, semolina and pasta quality: recent achievements and new trends. Montpellier: Editions Quae; 2000. p. 42. [Google Scholar]
- Akdogan H. Pressure, torque, and energy responses of a twin screw extruder at high moisture contents. Food Res Int. 1996;29:423–429. doi: 10.1016/S0963-9969(96)00036-1. [DOI] [Google Scholar]
- Anonymous (2016) www.indiastat.com. Department of Agriculture and Co-operation, Govt. of India. Accessed 12 April 2016
- Bagdi A, Szabo F, Gere A, Kokai Z, Sipos L, Tomoskozi S. Effect of aleurone-rich flour on composition, cooking, textural, and sensory properties of pasta. LWT Food Sci Technol. 2014;59:996–1002. doi: 10.1016/j.lwt.2014.07.001. [DOI] [Google Scholar]
- Bergman C, Gualberto D, Weber C. Development of high-temperature dried soft wheat macaroni supplemented with cowpea (Vigna unguiculata (L.) Walp). Cooking quality, colour and sensory evaluation. Cereal Chem. 1994;71:523–527. [Google Scholar]
- BIS 1485 . Macaroni, spaghetti, vermicelli and egg noodles-specification. Second revision. New Delhi: Bureau of Indian Standards; 2010. [Google Scholar]
- Carvalho CWP, Mitchell JR. Effect of sugar on the extrusion of maize grits and wheat flour. Int J Food Sci Technol. 2000;35:569–576. doi: 10.1111/j.1365-2621.2000.00454.x. [DOI] [Google Scholar]
- de la Pena E, Manthey FA. Effect of formulation and dough hydration level on extrusion, physical and cooked qualities of nontraditional spaghetti. J Food Eng. 2017;40:1–12. [Google Scholar]
- De Noni I, Pagani MA. Cooking properties and heat damage of dried pasta as influenced by raw material characteristics and processing conditions. Crit Rev Food Sci Nutr. 2010;50:465–472. doi: 10.1080/10408390802437154. [DOI] [PubMed] [Google Scholar]
- Debbouz A, Doetkott C. Effect of process variables on spaghetti quality. Cereal Chem. 1996;73:672–676. [Google Scholar]
- D’Egidio MG, De Stefanis E, Fortini S, Galterio G, Nardi S, Sgrulletta D, Bozzini A. Standardization of cooking quality analysis in macaroni and pasta products. Cereal Foods World. 1982;27:367–368. [Google Scholar]
- D’Egidio MG, Mariani BM, Nardi S, Novaro P, Cubadda R. Chemical and technological variables and their relationships: a predictive equation for pasta cooking quality. Cereal Chem. 1990;67:275–281. [Google Scholar]
- Donnelly BJ, Ponte JG. Pasta: raw materials and processing. In: Kulp K, Ponte JG, editors. Handbook of cereal science and technology. 2. New York: Marcel Dekker; 2000. pp. 647–665. [Google Scholar]
- Feillet P, Dexter JE. Quality requirement of durum wheat for semolina milling and pasta production. In: Kruger JE, Matsuo RR, Dick JW, editors. Pasta and noodle technology. St. Paul: AACC International; 1996. pp. 95–131. [Google Scholar]
- Galvez FCF, Resurreccion AVA. Reliability of the focus group technique in determining the quality characteristics of mungbean [Vigna radiate (L.) (Wilczec)] noodles. J Sens Stud. 1992;7:315–326. doi: 10.1111/j.1745-459X.1992.tb00197.x. [DOI] [Google Scholar]
- Gimenez MA, Gonzalez RJ, Wagner J, Torres R, Lobo MO, Samman NC. Effect of extrusion conditions on physicochemical and sensorial properties of corn-broad beans (Vicia faba) spaghetti type pasta. Food Chem. 2013;136:538–545. doi: 10.1016/j.foodchem.2012.08.068. [DOI] [PubMed] [Google Scholar]
- Gopalakrishnan J, Menon R, Padmaja G, Sanjeev MS, Moorthy SN. Nutritional and functional characteristics of protein-fortified pasta from sweet potato. Food Nutr Sci. 2011;2:944–955. [Google Scholar]
- Gopalan C, Rama Sastri BV, Balasubramanian SC. Nutritive value of Indian foods. 2. Hyderabad: National Institute of Nutrition, ICMR; 2004. p. 47. [Google Scholar]
- Guo G, Jackson DS, Graybosch RA, Parkhurst AM. Wheat tortilla quality: impact of amylose content adjustments using waxy wheat flour. Cereal Chem. 2003;80:427–436. doi: 10.1094/CCHEM.2003.80.4.427. [DOI] [Google Scholar]
- Hagenimana A, Ding X, Fang T. Evaluation of rice flour modified by extrusion cooking. J Cereal Sci. 2006;43:38–46. doi: 10.1016/j.jcs.2005.09.003. [DOI] [Google Scholar]
- Ilo S, Tomschik U, Berghofer E, Mundigler N. The effect of extrusion operating conditions on the apparent viscosity and the properties of extrudates in twin-screw extrusion cooking of maize grits. LWT Food Sci Technol. 1996;29:593–598. doi: 10.1006/fstl.1996.0092. [DOI] [Google Scholar]
- Jalgaonkar K, Jha SK. Influence of particle size and blend composition on quality of wheat semolina–pearl millet pasta. J Cereal Sci. 2016;71:239–245. doi: 10.1016/j.jcs.2016.09.007. [DOI] [Google Scholar]
- Jalgaonkar K, Jha SK, Mahawar MK. Influence of die size and drying temperature on quality of pearl millet based pasta. Int J Chem Stud. 2018;6(6):979–984. [Google Scholar]
- Kaur P, Singh N, Pal P, Kaur A. Traditional and improved paddy varieties: composition, protein, pasting, and gluten-free chapati making properties. Cereal Chem. 2018;95:666–678. doi: 10.1002/cche.10080. [DOI] [Google Scholar]
- Lamacchia C, Di Luccia A, Baiano A, Gambacorta G, La Gatta B, Pati S, La Notte E. Changes in pasta proteins induced by drying cycles and their relationship to cooking behaviour. J Cereal Sci. 2007;46:58–63. doi: 10.1016/j.jcs.2006.12.004. [DOI] [Google Scholar]
- Lawton BT, Hendeson BA, Derlatka EJ. The effects of extruder variables on the gelatinization of corn starch. Can J Chem Eng. 1972;50:168. doi: 10.1002/cjce.5450500205. [DOI] [Google Scholar]
- Limroongreungrat K, Huang YW. Pasta products made from sweet potato fortified with soy protein. LWT Food Sci Technol. 2007;40:200–206. doi: 10.1016/j.lwt.2005.09.012. [DOI] [Google Scholar]
- Lintas CD, Appolonia BD. Effect of spaghetti processing on semolina carbohydrates. Cereal Chem. 1973;50:563–570. [Google Scholar]
- Manthey FA, Yalla SR, Dick TJ, Badaruddin M. Extrusion properties and cooking quality of spaghetti containing buckwheat bran flour. Cereal Chem. 2004;81:232–236. doi: 10.1094/CCHEM.2004.81.2.232. [DOI] [Google Scholar]
- Medvedev GM, Malandeeva NI, Kovalskaja LP. Changes in the properties of the component of dough for pasta during its thermal processing. Tecnica Molitoria. 1987;38:796–874. [Google Scholar]
- Meng X, Threinen D, Hansen M, Driedger D. Effects of extrusion conditions on system parameters and physical properties of a chickpea flour based snack. Food Res Int. 2010;43:650–658. doi: 10.1016/j.foodres.2009.07.016. [DOI] [Google Scholar]
- Milatovic L, Mondelli G. Pasta technology today. Pinerolo: Chiriotti Editori; 1991. [Google Scholar]
- Nasehi B, Mortazavi SA, Razavi SM, Tehrani MM, Karim R. Effects of processing variables and full fat soy flour on nutritional and sensory properties of spaghetti using a mixture design approach. Int J Food Sci Nutr. 2009;60:112–125. doi: 10.1080/09637480802441101. [DOI] [PubMed] [Google Scholar]
- Nwabueze TU, Anoruoh GA. Evaluation of flour and extruded noodles from eight cassava mosaic disease (CMD)-resistant varieties. Food Bioprocess Technol. 2011;4:80–91. doi: 10.1007/s11947-009-0200-4. [DOI] [Google Scholar]
- Pagani MA, Resmini P, Dalbon G. Influence of the extrusion process on characteristics and structure of pasta. Food Microstruct. 1989;8:173–182. [Google Scholar]
- Petitot M, Brossard V, Barron C, Larre C, Morel MH, Micard V. Modification of pasta structure induced by high drying temperatures. Effects on the in vitro digestibility of protein and starch fractions and the potential allergenicity of protein hydrolysates. Food Chem. 2009;116:401–412. doi: 10.1016/j.foodchem.2009.01.001. [DOI] [Google Scholar]
- Sozer A, Dalgic AC, Kaya A. Thermal, textural and cooking properties of spaghetti enriched with resistant starch. J Food Eng. 2007;81:476–484. doi: 10.1016/j.jfoodeng.2006.11.026. [DOI] [Google Scholar]
- Van Den Einde R, Van Der Goot A, Boom R. Understanding molecular weight reduction of starch during heating-shearing processes. J Food Sci. 2003;68:2396–2404. doi: 10.1111/j.1365-2621.2003.tb07036.x. [DOI] [Google Scholar]
- Walsh DE, Ebeling KA, Dick JW. A linear programming approach to spaghetti processing. Cereal Sci Today. 1971;16:385–389. [Google Scholar]
- Wang N, Bhirud PR, Sosulski FW, Tyler RT. Pasta-like product from pea flour by twin-screw extrusion. J Food Sci. 1999;64(4):671–678. doi: 10.1111/j.1365-2621.1999.tb15108.x. [DOI] [Google Scholar]
- Wang N, Maximiuk L, Toews R. Pea starch noodles: effect of processing variables on characteristics and optimization of twin-screw extrusion process. Food Chem. 2012;133:742–753. doi: 10.1016/j.foodchem.2012.01.087. [DOI] [Google Scholar]
- Wojtowicz A. Influence of extrusion parameters on some texture characteristics of precooked semolina pasta. Acta Agrophys. 2006;8:1049–1060. [Google Scholar]
- Wojtowicz A. Influence of process conditions on selected texture properties of precooked buckwheat pasta. TEKA Comm Mot Energ Agric. 2012;12:315–322. [Google Scholar]
- Wojtowicz A, Moscicki L. Energy consumption during extrusion cooking of precooked pasta. TEKA Kom Mot Energ Roln OL PAN. 2008;8:311–318. [Google Scholar]
- Yadav DN, Balasubramanian S, Kaur J, Anand T, Singh AK. Non-wheat pasta based on pearl millet flour containing barley and whey protein concentrate. J Food Sci Technol. 2014;51(10):2592–2599. doi: 10.1007/s13197-012-0772-2. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Yadav DN, Sharma M, Chikara N, Anand T, Bansal S. Quality characteristics of vegetable-blended wheat pearl millet composite pasta. Agric Res. 2014;3:263–270. doi: 10.1007/s40003-014-0117-7. [DOI] [Google Scholar]
- Yeh AI, Jaw YM. Effects of feed rate and screw speed on operating characteristics and extrudate properties during single-screw extrusion cooking of rice flour. Cereal Chem. 1999;76:236–242. doi: 10.1094/CCHEM.1999.76.2.236. [DOI] [Google Scholar]