

Abstract
This study analyzed the characteristics (physicochemical properties as well as antioxidant activity) of corn grit extrudates containing buckwheat flour at various levels (0, 10, 20 and 30% w/w) extruded at various temperatures (130, 150 and 170 °C). Effect of roasting (92 °C for 15 min) on the extrudates was also studied. Buckwheat incorporation at different levels mainly increased the diameter, a* value (indicating redness), phenolic content and antioxidant capacity, while decreased bulk density and water absorption index of the extruded products. On the other hand, increment in extrusion temperature primarily increased the L* values (lightness), a* values and antioxidant activity but decreased the phenolic content of extrudates. Roasting improved the flavor and texture of the extrudates which was desirable. Extrudates prepared from corn grit with incorporation of buckwheat up to 20% level and extrusion cooking at 150 °C showed best sensory scores.
Keywords: Corn grit, Buckwheat, Extrusion, Antioxidant activity
Introduction
Buckwheat is a pseudocereal rich in protein, minerals and vitamins and its seed is generally milled into flour for food (Alvarez-Jubete et al. 2009). It is a commonly available pseudocereal in India which was first domesticated and cultivated in inland Southeast Asia. It is worth notable that the proteins present in buckwheat have a better balance of amino acids (higher biological value) as compared with most cereals (Janssen et al. 2017). Buckwheat seed and flour has been used widely for preparing blended breads and noodles having good functional as well as sensory properties (Yu et al. 2018). Moreover, it has been also used as blending flour in preparation of products without gluten due to its rich composition of bioactive compounds (Renzetti et al. 2008; Szawara-Nowak et al. 2016; Bhinder et al. 2019). Furthermore, buckwheat not only has a vital application in the gluten-free diet for gluten intolerant persons but also in the average person’s diet (Alvarez-Jubete et al. 2009). In spite of this, buckwheat has not been successful worldwide commercially owing to the dominance of cereals and their products.
During the past few decades’ extrusion technology has advanced greatly mainly due to its potential to develop various food products of desirable shape, texture and size economically (Brennan et al. 2013). Extrusion process in the starchy materials leads to starch gelatinization and structural rearrangements of proteins (Singh and Smith 1997). It is more advantageous than the conventional processing ways as it employs thermal and mechanical treatments where there is a control on the processing conditions namely, raw material constitution, cooking temperature and moisture content. Moreover, it can desirably change the physical as well as chemical nature of nutrients of the raw materials and also cause a faster breakdown of anti-nutritional factors. Corn grit (produced by corn dry milling) is most commonly used conventional material for developing commercially acceptable extrudates (Kaur et al. 2015).
Food technologists nowadays are manufacturing extruded products containing high contents of dietary fiber and antioxidants owing to the interest of the people in functional foods (Villaño et al. 2016; Singh et al. 2016). In light of this information, extrusion technology has also utilized non-conventional materials such as pseudocereals for manufacturing nutritious products. Many researchers have evaluated pseudocereals and their blends in extrusion process. Ilo et al. (1999) assessed the properties of extrudates from rice flour having incorporated amaranth (20, 40 and 60% levels) and varying extrusion temperatures (150–190 °C). Diaz et al. (2013) evaluated extrudates having blends of kañiwa, amaranth and quinoa prepared at different extrusion temperatures (150–170 °C). Byars and Singh (2015) reported the development of extruded corn meal puffs blended with chia prepared at different extrusion temperatures (120–180 °C). In some recent reports, buckwheat has been utilized for producing cookies (Molinari et al. 2018) and muffins (Zieliński et al. 2017) that do not contain gluten. However, there are very few reports on using buckwheat for developing good quality extrudates. Buckwheat flour can be added in cereal flours for producing more nutritionally enriched extrudates compared to conventional ones. In this consideration, this study was done for studying the influence of addition of three amounts (10%, 20% and 30% w/w) of buckwheat and various temperatures of extrusion (130, 150 and 170 °C) on physical as well as chemical characteristics and antioxidant capacity of corn grit extrudates.
Materials and methods
Materials
Buckwheat grit and corn grit was procured from BNF Mills (Amritsar, Punjab). Folin’s phenol reagent, gallic acid, trolox, DPPH and ABTS were procured from Merck KGaA (Darmstadt, Germany). Analytical grade sodium carbonate and methanol were acquired from HiMedia Laboratories (Mumbai, India).
Producing buckwheat flour and corn-buckwheat mixtures
To start with, grinding of dehulled buckwheat seeds was done and later passing through a 250 µm sieve was done for obtaining buckwheat flour. The prepared flour was added into corn grit at amounts of 0%, 10%, 20% and 30% w/w to get corn-buckwheat mixtures. These were weighed individually and moisture content of these mixtures was checked before the extrusion process. Proximate composition of buckwheat and corn was checked by the standardized methods of analysis (AOAC 2000).
Pasting parameters
Pasting parameters of corn grit as well as corn grit-buckwheat flour mixtures were calculated by a rheometer (Anton Paar GmbH, Graz, Austria) having starch cell equipped by stirrer probe using the method of Kaur et al. (2015). One cycle of heat and cool process was programmed and fixed at total time of 13 min. Ten percent sample suspensions were prepared and kept at 50 °C for 60 s, heated from 50 to 95 °C (rate of 0.20 °C per second), fixed at 95 °C for 150 s, cooled from 95 to 50 °C (rate of 0.19 °C per second), and fixed at 50 °C for 120 s. The parameters registered were pasting temperature, peak viscosity and final viscosity.
Extrusion process
Extrusion process was done on an extruder having two screws (Model BC 21; Clextral, Firminy, France) and was intermeshing and co-rotating according to methodology of Singh et al. (2016) with some modifications. Screw configuration was a standardized design that is used for processing cereals (with a screw profile having self-cleaning conveying components). The barrel diameter was 0.025 m and L/D ratio was sixteen: one. The extrusion machine was equipped with 4 barrel heating zones having temperatures kept constant at 40 °C, 100 °C and 100 °C for the 1st, 2nd and 3rd zone, respectively during the tests. However, the temperature of 4th zone (die area) was managed variable at 130 °C, 150 °C or 170 °C. The extrusion conducted at 130 °C had the 4 barrel zone temperatures as 40 °C, 100 °C, 100 °C and 130 °C, while these were 40 °C, 100 °C, 100 °C and 150 °C for extrusion at 150 °C. In addition, for the extrusion done at 170 °C, these temperatures were 40 °C, 100 °C, 100 °C and 170 °C. The power rating of the motor was 8.5 kW. The raw materials were fed at a rate of 28 kg/h and speed of the screw was fixed at 500 rpm. The amount of moisture in the feed was determined before the process and was then regulated to 16% by administering water (having about 50 °C temperature) into extruder machine with the help of a pumping system. The extrudates were collected just as the process had stable conditions (such as fixed torque, pressure and temperature). SME of the extruded products was determined using the method of Hu et al. (1993). Some part of the extruded product (around 1 kg) was roasted at 92 °C for 15 min. The roasted samples were let to cool off to room temperature and then stored in PET jars.
Extrudate characteristics
Diameter of extruded products was ascertained with the use of a Vernier caliper. The bulk density (g/cm3) of the extrudates was determined with noting the volume of extrudates using a known container volume and then determining sample weight. Hardness was determined using TA/XT2 texture analyzer (Stable Microsystems, Crawley, UK) according to Singh et al. (2016). Color properties were determined by noting down their L*, a* and b* values using Ultrascan Hunter Color Lab (Hunter Labs incorporation, Reston, United Sates). WAI as well as WSI of extrudates were ascertained according to Anderson et al. (1969). Phenolic content (TPC) and antioxidant capacity (DPPH as well as ABTS inhibition) of the extrudates were done according to Singh et al. (2016) methodology. The calibration curves in TPC assay were prepared using phenolic (gallic) acid and antioxidant capacity with trolox standard. The calculations were reported in the form of μg gallic acid equivalents [GAE]/g in case of TPC assay and μM trolox equivalents [TE]/mg for antioxidant assays. Sensory analysis of the roasted extruded products was done by 30 untrained panelists according to Singh et al. (2016). The characteristics determined by the panelists (extrudates distinguished by 3-digit numbers were randomly presented to them) were appearance, color, mouthfeel and overall acceptability using a 9-point hedonic scale (where one point has a meaning of extremely dislike and nine point means extremely like). Serving of the samples to the panelists was done at room temperature (around 25 °C). Moreover, they were told to rinse their mouths using water in between samples for limiting any after taste.
Statistical analyses
Results performed are the mean of triplicate observations except in case of hardness, bulk density and expansion ratio which were the averages of 5, 8 and 10 replications, respectively. This data was put through analysis of variance (ANOVA) by the use of Minitab Software (Pennsylvania, United States). Duncan’s test (P < 0.05) was done for determining the significant differences among the means. This software was also used to perform the Principal component analysis (PCA). The loading plot (Fig. 1) of PCA provides an outline of connections among the assays performed. The assay’s wherein the curve lies near other one in the plot have a positive relation but, on the other hand, curves that run in opposing direction have a negative relation.
Fig. 1.

PCA loading plot showing relations between various tests performed of buckwheat incorporated corn grit extrudates (SME specific mechanical energy, TPC total phenolic content, WAI water absorption index, WSI water solubility index, R roasted)
Results and discussion
Proximate analysis of corn grit and buckwheat flour
Protein, fat and ash content of buckwheat flour were 10.12%, 3.31% and 2.44%, respectively, while these were 7.19%, 1.94% and 0.95%, respectively for corn grit. Singh et al. (2016) previously reported fat, ash and protein content of 1.1%, 1.7 and 7.6, respectively for corn grit. Sato et al. (2001) previously reported the amounts of protein and fat in buckwheat flour as 10.33 and 2.67, respectively. Shevkani et al. (2014) reported protein, ash, and lipid values averaging 13.8%, 3.25%, and 7.5%, respectively in amaranth flours. The higher levels of proximate content in buckwheat suggested that it was not only richer in proteins but also in minerals than corn grit.
Pasting parameters
Pasting curve (Fig. 2) depicted differences of responses in flour viscosities with the changes in temperature. These varied primarily with the flour constitution as well as characteristics of starch granules (Shevkani et al. 2015). Viscosity of corn grit and corn grit-buckwheat flour complexes enhanced during heating process owing to absorption of water and gelatinization. Pasting temperature was reported as the temperature when viscosity had risen. Pasting temperature of corn grit-buckwheat blends ranged from 77.5 °C (for 0% buckwheat flour level) to 86.1 °C (for 10% buckwheat flour level). Peak viscosity ranged from 921 cP (0% buckwheat flour level) to 1037 cP (10% buckwheat flour level). Viscosities of the gels enhanced owing to retrogradation (Shevkani et al. 2014). Final viscosity ranged from 2421 cP (30% buckwheat flour level) to 2711 cP (0% buckwheat flour level). The results showed that there was an overall loss in the viscosity with the enhancement in buckwheat flour amounts in the blends which might be due to the lesser starch gelatinization (Singh et al. 2016).
Fig. 2.

Pasting curves of corn grit-buckwheat flour blends (BW buckwheat flour)
Specific mechanical energy
SME for corn grit-buckwheat flour extrudates ranged from 76 to 109 kWh/kg, respectively. SME initially increased up to 20% buckwheat incorporation and further increase led to decrease. On the other hand, SME decreased with barrel temperature probably owing to the lesser viscosity of the melt. This can also be attributed to the lessening of friction in the extruder barrel (Singh et al. 1998). Similar results reporting lowering of SME with rise in extrusion temperature were reported by Ilo et al. (1999) for rice flour-amaranth extrudates. In addition, Byars and Singh (2015) also documented a loss in SME with rise in barrel temperature for extruded chia-corn meal puffs.
Extrudate characteristics
Extrusion is a HTST method but this process alone is not enough to cook the extrudates adequately (for consumption) and develop desired texture in the products (Nikmaram et al. 2017). Roasting is often carried to further process the extrudates for improving their flavor and texture. Moreover, roasting also decreases extrudate hardness.
The appearance of corn grit-buckwheat extrudates is presented in Fig. 3 indicating that the extrudates were slightly yellowish in color. The diameter of the extrudates ranged from 13.5 to 17.2 mm (Fig. 4a). Extrudate diameter is mainly decided by the viscosity of the melt and elasticity. Buckwheat addition as well as extrusion temperature both significantly affected the diameter of the extrudates, however influence of extrusion temperature was higher (Table 1). Diameter of the extrudates increased significantly with the rise in amount of buckwheat. The reason might be due to higher plasticizing influence of monosaccharides and oligosaccharides present in pseudocereals (Diaz et al. 2013). On the other hand, diameter of the extrudates enhanced with the rise in extrusion temperature until 150 °C but decreased with further increase in temperature. The results were in agreement with Chinnaswamy and Hanna (1988) who reported a similar increase in diameter up to 140 °C extrusion temperatures due to high degree of starch gelatinization. However they observed lowering of diameter with further rise in the extrusion temperatures owing to molecular rearrangement of the extrusion melt.
Fig. 3.
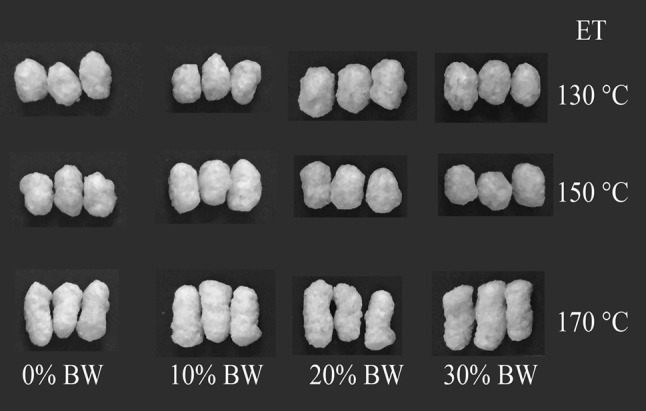
Appearance of corn grit extrudates prepared with varying levels of buckwheat flour (BW) at different extrusion temperatures (ET)
Fig. 4.

3D-Surface plots highlighting the effect of buckwheat flour (BW) incorporation and extrusion temperature (ET) on the characteristics of corn grit extrudates (WAI water absorption index, WSI water solubility index, TPC total phenolic content, R roasted
Table 1.
F values obtained by two-way ANOVA involving characteristics of roasted buckwheat incorporated corn grit extrudates
| Source | BW (%) | ET (°C) | Interaction |
|---|---|---|---|
| Diameter | 298** | 3926** | 105** |
| Bulk density | 69** | 589** | 7.67** |
| Bulk density (R) | 47** | 464** | 21.6** |
| Hardness | 1518** | 19,645** | 3079** |
| Hardness (R) | 211** | 17,164** | 1104** |
| L* | 1165** | 1398** | 540** |
| a* | 1052** | 6.16* | 37** |
| b* | 1692** | 538** | 635** |
| WAI (g/gel) | 100** | 2170** | 260** |
| WSI (%) | 7324** | 60,021** | 4482** |
| TPC | 669,339** | 35,412** | 1756** |
| TPC (R) | 61,282** | 4634** | 6876** |
| DPPH inhibition | 96** | 6.99** | NS |
| DPPH inhibition (R) | 478** | 17.2** | NS |
| ABTS inhibition | 432** | 77.9** | NS |
| ABTS inhibition (R) | 457** | 79.4** | NS |
ET (°C) extrusion temperature, BW buckwheat flour, WAI water absorption index, WSI water solubility index, TPC total phenolic content, R roasted, NS non-significant
*P < 0.05; **P < 0.005
Bulk density of unroasted and roasted corn grit-buckwheat extrudates is shown in Fig. 4b, c, respectively. Bulk density of extruded material lowered with increase in buckwheat levels. On the other hand, bulk density of the extrudates enhanced with the rise in extrusion temperature until 150 °C but decreased with further rise in temperature. The highest value of buck density for unroasted extrudates was observed for extrudates without any buckwheat incorporation (0.072 g/cm3) at 130 °C extrusion temperature, while the lowest value (0.050 g/cm3) was for 30% buckwheat incorporation level. Bulk density provides information about the relative volume of the required packaging material. A high bulk density is desirable which increased by roasting the extrudates, with the highest value (0.081 g/cm3) being for extrudates without any buckwheat incorporation at 130 °C extrusion temperature, while the lowest was observed for 30% buckwheat incorporation level at 170 °C extrusion temperature.
Hardness was calculated as the highest amount of force requirement for compressing unroasted and roasted extrudates (Singh et al. 2016). Higher the value of hardness, greater was the force required to fracture the extrudates. It ranged from 42.53 to 75.68 N and 18 to 45.90 N for unroasted and roasted extrudates, respectively (Fig. 4d, e). Hardness of the unroasted extrudates decreased with increasing buckwheat levels, while for roasted extrudates it decreased up to 10% incorporation level but increased with higher levels of buckwheat incorporation. Byars and Singh (2015) also observed that hardness decreased at 5% and 10% chia flour incorporation levels to corn meal but it increased at higher levels of chia incorporation. The results were contrary to those reported by Wu et al. (2007) who observed that flexural strength of extruded material enhanced with increase in flaxseed levels compared to those prepared only with corn grit. The differences in the hardness can be attributed to the variation in the composition of buckwheat and corn as buckwheat contains much higher protein and fat content compared to corn. It was also noticed that hardness significantly decreased with roasting, which suggested that it was ideal to roast the extrudates before consumption. For both unroasted and roasted extrudates, hardness decreased with rise in temperature from 130 to 150 °C. However, it increased afterwards at extrusion temperature of 170 °C.
Color parameters of corn grit-buckwheat extrudates are shown in Fig. 4f–h. Buckwheat incorporation and extrusion temperature significantly affected the color values of the extrudates (Table 1). L* values (higher L* indicates more lightness and vice versa) increased up to 10% buckwheat flour incorporation level and decreased at 20% level, followed by again an increase at 30% level. On flipside, overall enhancement in L* values was shown with rise in extrusion temperature. The overall a* value (indicating redness) increased with increase in level of buckwheat incorporation. This might be due to the increase in browning reactions with the increase in buckwheat incorporation levels having higher amounts of proteins and reducing sugars (Jozinović et al. 2012). All the extrudate showed positive b* values (indicating yellowness) which was due to carotenoids both in corn grit as well as in buckwheat (Wójtowicz et al. 2013). Both L* and a* values increased with increase in extrusion temperature (Thakur et al. 2017). Additionally, it was noticed that L* and a* values were positively related with diameter and SME of the extrudates, while these were negatively related with hardness (Fig. 1). Byars and Singh (2015) observed lowering of L* and b* with increasing chia concentration that might be attributed to dark color of chia seeds.
WAI gives information about the level of water absorption in starch molecules after they swell in surplus water, while WSI measures the amount of soluble materials that can be released indicating starch dextrinization (Einde et al. 2003). WAI of the extrudates varied from 3.03 to 4.35 g/g, whereas WSI values were in the range of 34.21–64.26% (Fig. 4i, j). WAI decreased at 10% buckwheat incorporation, increased and became the highest at 20% level and further increase to 30% level caused a decrease. However, WAI decreased with increased levels of buckwheat incorporation which may be due to constituents apart from starch which got involved in the gelatinization process. PCA revealed that WSI and WAI were negatively related with each other (Fig. 1).
Phenolic compounds are bioactive constituents of food containing an aromatic ring (Singh et al. 2015, 2018a, b). TPC of unroasted and roasted extrudates is shown in Fig. 4k, l, respectively. It ranged from 753.5 to 1024.4 μg GAE/g and 745.8 to 996.6 μg GAE/g for unroasted and roasted extrudates, respectively. TPC increased with the increasing levels of buckwheat incorporation. This increase is possibly due to the high amounts of polyphenols, particularly rutin and catechins present in buckwheat flour (Acar et al. 2011; Zieliński et al. 2017). However, TPC decreased with increasing extrusion temperatures which might be due tendency of polyphenols to get oxidized at high temperatures (Brennan et al. 2011). Roasting significantly reduced the TPC of the extrudates due to added heating during the process.
Antioxidant capacity of extrudates depends on the phytochemical constituent levels (Brennan et al. 2011). The increase in buckwheat incorporation level as well as extrusion temperature increased the ABTS and DPPH inhibition activity of the extrudates. DPPH inhibition ranged from 1.07 to 1.25 µM TE/mg and 1.08 to 1.26 µM TE/mg, respectively for unroasted and roasted extrudates. On the other hand, ABTS inhibition ranged from 1.20 to 1.55 µM TE/mg and 1.24 to 1.61 µM TE/mg, respectively for unroasted and roasted extrudates. It was observed that roasting also increased the overall antioxidant activity of extruded products. The increase might be because of Maillard reaction compounds which resulted in formation of products which might mask the decrease of phenolic compounds and attributed to higher DPPH scavenging activity (Sakač et al. 2011). PCA revealed that TPC and antioxidant activity were positively related with each other (Fig. 1).
Sensory characteristics of buckwheat-corn extrudates is presented in Table 2. The effect of buckwheat flour incorporation and extrusion temperature on the color, mouthfeel, appearance and overall acceptability of the roasted extrudates was studied. Appearance in the sensory context means the visual characteristic of extruded product that includes its size, texture and shape. Mouthfeel was described as a sensation recognized by the nervous system in the cavity of the mouth. Overall acceptability was the mean value of all the sensory characteristics carried out for the extruded product. The color, mouthfeel, appearance and overall acceptability of the extrudates ranged from 6.6 to 7.50, 6.2 to 7.4, 6.5 to 7.2 and 6.5 to 7.3, respectively. The highest sensory scores for all the characters were observed for extrudates containing 20% buckwheat incorporation level prepared at 150 °C, indicating that these were the most acceptable.
Table 2.
Sensory characteristics of roasted buckwheat incorporated corn grit extrudates
| BW (%) | ET (°C) | Colour | Mouthfeel | Appearance | Overall acceptability |
|---|---|---|---|---|---|
| 0 | 130 | 6.6 ± 0.7a | 6.2 ± 0.6a | 6.7 ± 1.0a | 6.5 ± 0.2a |
| 0 | 150 | 6.7 ± 0.6a | 6.3 ± 0.7 | 6.8 ± 0.8a | 6.6 ± 0.1a |
| 0 | 170 | 6.7 ± 0.5a | 6.4 ± 0.7a | 6.9 ± 0.7a | 6.7 ± 0.4a |
| 10 | 130 | 6.8 ± 0.7a | 6.8 ± 0.9b | 6.6 ± 0.7a | 6.7 ± 0.3a |
| 10 | 150 | 6.9 ± 0.5a | 6.9 ± 0.4b | 6.8 ± 0.5a | 6.9 ± 0.2b |
| 10 | 170 | 7.0 ± 0.3b | 7.0 ± 0.8b | 6.7 ± 1.0b | 6.9 ± 0.3b |
| 20 | 130 | 7.2 ± 0.7b | 7.2 ± 0.9b | 7.1 ± 0.8b | 7.1 ± 0.5b |
| 20 | 150 | 7.5 ± 0.9b | 7.4 ± 1.0b | 7.2 ± 0.9b | 7.3 ± 0.6b |
| 20 | 170 | 7.3 ± 0.9b | 7.1 ± 0.8b | 7.0 ± 1.2b | 7.1 ± 0.7b |
| 30 | 130 | 6.9 ± 1.0a | 6.9 ± 0.4b | 6.5 ± 0.6a | 6.8 ± 0.5a |
| 30 | 150 | 7.0 ± 0.8b | 6.7 ± 0.8a | 6.6 ± 0.5a | 6.8 ± 0.9a |
| 30 | 170 | 6.8 ± 0.7a | 6.8 ± 0.5a | 6.5 ± 0.3a | 6.7 ± 0.6a |
Values are mean ± SD
ET extrusion temperature, BW buckwheat flour
Values with similar letters in a column do not differ significantly (P > 0.05)
Conclusion
Increasing demand from the public for food items having less preparing time makes extruded products as important commodities worldwide. Addition of buckwheat flour to corn grit increased total phenolic content of the extrudates, which suggested that buckwheat flour may be used as supplement in production of functional extruded products. Moreover, antioxidant activity also increased with increasing buckwheat incorporation level. Roasting also improved the texture which reveals its importance. To conclude, this report presented addition up to 30% buckwheat in corn grit for the production of extrudates enriched with beneficial ingredients. The results suggest that incorporation up to 20% buckwheat level at 150 °C extrusion temperature is most suitable for extrudate production.
Acknowledgments
All the authors thank financial support from DST (India) and CSIR Project No. 38(1419)/16/EMR-II.
Footnotes
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Contributor Information
Amritpal Kaur, Email: amritft33@yahoo.co.in.
Balwinder Singh, Email: bbs171@rediffmail.com.
References
- Acar R, Arslan D, Günes A. Effect of plant parts and harvest period on rutin, quercetin, total phenol contents and antioxidant activity of buckwheat (Fagopyrum esculentum Möench) cultivated in Turkey. Asian J Chem. 2011;23:3240. [Google Scholar]
- Alvarez-Jubete L, Arendt EK, Gallagher E. Nutritive value and chemical composition of pseudocereals as gluten-free ingredients. Int J Food Sci Nutr. 2009;60:240–257. doi: 10.1080/09637480902950597. [DOI] [PubMed] [Google Scholar]
- AOAC . Official methods of analysis of AOAC international. 17. Gaithersburg, MD, USA: AOAC International; 2000. [Google Scholar]
- Anderson RA, Conway HF, Pfeifer VF, Griffin EL. Roll and extrusion-cooking of grain sorghum grits. Cereal Sci Today. 1969;14:372–376. [Google Scholar]
- Bhinder S, Singh B, Kaur A, Singh N, Kaur M, Kumari S, Yadav MP. Effect of infrared roasting on antioxidant activity, phenolic composition and Maillard reaction products of Tartary buckwheat varieties. Food Chem. 2019;285:240–251. doi: 10.1016/j.foodchem.2019.01.141. [DOI] [PubMed] [Google Scholar]
- Brennan C, Brennan M, Derbyshire E, Tiwari BK. Effects of extrusion on the polyphenols, vitamins and antioxidant activity of foods. Trends Food Sci Tech. 2011;22:570–575. doi: 10.1016/j.tifs.2011.05.007. [DOI] [Google Scholar]
- Brennan MA, Derbyshire E, Tiwari BK, Brennan CS. Ready-to-eat snack products: the role of extrusion technology in developing consumer acceptable and nutritious snacks. Int J Food Sci Technol. 2013;48:893–902. doi: 10.1111/ijfs.12055. [DOI] [Google Scholar]
- Byars JA, Singh M. Properties of extruded chia-corn meal puffs. LWT Food Sci Technol. 2015;62:506–510. doi: 10.1016/j.lwt.2014.06.036. [DOI] [Google Scholar]
- Chinnaswamy R, Hanna MA. Optimum extrusion-cooking conditions for maximum expansion of corn starch. J Food Sci. 1988;53:834–836. doi: 10.1111/j.1365-2621.1988.tb08965.x. [DOI] [Google Scholar]
- Diaz JMR, Kirjoranta S, Tenitz S, Penttilä PA, Serimaa R, Lampi AM, Jouppila K. Use of amaranth, quinoa and kañiwa in extruded corn-based snacks. J Cereal Sci. 2013;58:59–67. doi: 10.1016/j.jcs.2013.04.003. [DOI] [Google Scholar]
- Einde RVD, Goot AVD, Boom RM. Understanding molecular weight reduction of starch during heating-shearing processes. J Food Sci. 2003;68:2396–2404. doi: 10.1111/j.1365-2621.2003.tb07036.x. [DOI] [Google Scholar]
- Hu L, Hsieh F, Huff HE. Corn meal extrusion with emulsifier and soybean fiber. LWT Food Sci Technol. 1993;26:544–551. doi: 10.1006/fstl.1993.1106. [DOI] [Google Scholar]
- Ilo S, Liu Y, Berghofer E. Extrusion cooking of rice flour and amaranth blends. LWT Food Sci Technol. 1999;32:79–88. doi: 10.1006/fstl.1998.0497. [DOI] [Google Scholar]
- Janssen F, Pauly A, Rombouts I, Jansens KJ, Deleu LJ, Delcour JA. Proteins of amaranth (Amaranthus spp.), buckwheat (Fagopyrum spp.), and quinoa (Chenopodium spp.): a food science and technology perspective. Compr Rev Food Sci F. 2017;16:39–58. doi: 10.1111/1541-4337.12240. [DOI] [PubMed] [Google Scholar]
- Jozinović A, Šubarić D, Ačkar Đ, Babić J, Klarić I, Kopjar M, ValekLendić K. Influence of buckwheat and chestnut flour addition on properties of corn extrudates. Croat J Food Sci Technol. 2012;4:26–33. [Google Scholar]
- Kaur A, Kaur S, Singh M, Singh N, Shevkani K, Singh B. Effect of banana flour, screw speed and temperature on extrusion behaviour of corn extrudates. J Food Sci Technol. 2015;52:4276–4285. doi: 10.1007/s13197-014-1524-2. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Molinari R, Costantini L, Timperio AM, Lelli V, Bonafaccia F, Bonafaccia G, Merendino N. Tartary buckwheat malt as ingredient of gluten-free cookies. J Cereal Sci. 2018;80:37–43. doi: 10.1016/j.jcs.2017.11.011. [DOI] [Google Scholar]
- Nikmaram N, Leong SY, Koubaa M, Zhu Z, Barba FJ, Greiner R, Roohinejad S. Effect of extrusion on the anti-nutritional factors of food products: an overview. Food Control. 2017;79:62–73. doi: 10.1016/j.foodcont.2017.03.027. [DOI] [Google Scholar]
- Renzetti S, Dal Bello F, Arendt EK. Microstructure, fundamental rheology and baking characteristics of batters and breads from different gluten-free flours treated with a microbial transglutaminase. J Cereal Sci. 2008;48:33–45. doi: 10.1016/j.jcs.2007.07.011. [DOI] [Google Scholar]
- Sakač M, Torbica A, Sedej I, Hadnađev M. Influence of breadmaking on antioxidant capacity of gluten free breads based on rice and buckwheat flours. Food Res Int. 2011;44:2806–2813. doi: 10.1016/j.foodres.2011.06.026. [DOI] [Google Scholar]
- Sato T, Morishita T, Hara T, Suda I, Tetsuka T. Near-infrared reflectance spectroscopic analysis of moisture, fat, protein, and physiological activity in buckwheat flour for breeding selection. Plant Prod Sci. 2001;4:270–277. doi: 10.1626/pps.4.270. [DOI] [Google Scholar]
- Shevkani K, Singh N, Kaur A, Rana JC. Physicochemical, pasting, and functional properties of amaranth seed flours: effects of lipids removal. J Food Sci. 2014;79:C1271–C1277. doi: 10.1111/1750-3841.12493. [DOI] [PubMed] [Google Scholar]
- Shevkani K, Kaur A, Kumar S, Singh N. Cowpea protein isolates: functional properties and application in gluten-free rice muffins. LWT Food Sci Technol. 2015;63:927–933. doi: 10.1016/j.lwt.2015.04.058. [DOI] [Google Scholar]
- Singh N, Smith AC. A comparison of wheat starch, whole wheat meal and oat flour in the extrusion cooking process. J Food Eng. 1997;34:15–32. doi: 10.1016/S0260-8774(97)00069-1. [DOI] [Google Scholar]
- Singh N, Smith AC, Frame ND. Effect of process variables and monoglycerides on extrusion of maize grits using two sizes of extruder. J Food Eng. 1998;35:91–109. doi: 10.1016/S0260-8774(98)00002-8. [DOI] [Google Scholar]
- Singh JP, Kaur A, Shevkani K, Singh N. Influence of jambolan (Syzygium cumini) and xanthan gum incorporation on the physicochemical, antioxidant and sensory properties of gluten-free eggless rice muffins. Int J Food Sci Technol. 2015;50:1190–1197. doi: 10.1111/ijfs.12764. [DOI] [Google Scholar]
- Singh JP, Kaur A, Shevkani K, Singh N, Singh B. Physicochemical characterisation of corn extrudates prepared with varying levels of beetroot (Beta vulgaris) at different extrusion temperatures. Int J Food Sci Technol. 2016;51:911–919. doi: 10.1111/ijfs.13051. [DOI] [Google Scholar]
- Singh B, Singh JP, Kaur A, Singh N. Antimicrobial potential of pomegranate peel: a review. Int J Food Sci Technol. 2018 [Google Scholar]
- Singh B, Singh JP, Kaur A, Singh N. Insights into the phenolic compounds present in jambolan (Syzygium cumini) along with their health-promoting effects. Int J Food Sci Technol. 2018;53:2431–2447. doi: 10.1111/ijfs.13841. [DOI] [Google Scholar]
- Szawara-Nowak D, Bączek N, Zieliński H. Antioxidant capacity and bioaccessibility of buckwheat-enhanced wheat bread phenolics. J Food Sci Technol. 2016;53:621–630. doi: 10.1007/s13197-015-2074-y. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Thakur S, Singh N, Kaur A, Singh B. Effect of extrusion on physicochemical properties, digestibility, and phenolic profiles of grit fractions obtained from dry milling of normal and waxy corn. J Food Sci. 2017;82:1101–1109. doi: 10.1111/1750-3841.13692. [DOI] [PubMed] [Google Scholar]
- Villaño D, Gironés-Vilapana A, García-Viguera C, Moreno DA, Galanakis CM. Innovation strategies in the food industry tools for implementation. Cambridge: Academic Press; 2016. pp. 191–210. [Google Scholar]
- Wójtowicz A, Kolasa A, Mościcki L. Influence of buckwheat addition on physical properties, texture and sensory characteristics of extruded corn snacks. Pol J Food Nutr Sci. 2013;63:239–244. doi: 10.2478/v10222-012-0076-2. [DOI] [Google Scholar]
- Wu W, Huff HE, Hsieh F. Processing and properties of extruded flaxseed-corn puff. J Food Process Pres. 2007;31:211–226. doi: 10.1111/j.1745-4549.2007.00105.x. [DOI] [Google Scholar]
- Yu D, Chen J, Ma J, Sun H, Yuan Y, Ju Q, Teng Y, Yang M, Li W, Fujita K, Tatsumi E, Luan G. Effects of different milling methods on physicochemical properties of common buckwheat flour. LWT Food Sci Technol. 2018;92:220–226. doi: 10.1016/j.lwt.2018.02.033. [DOI] [Google Scholar]
- Zieliński H, Ciesarová Z, Kukurová K, Zielinska D, Szawara-Nowak D, Starowicz M, Wronkowska M. Effect of fermented and unfermented buckwheat flour on functional properties of gluten-free muffins. J Food Sci Technol. 2017;54:1425–1432. doi: 10.1007/s13197-017-2561-4. [DOI] [PMC free article] [PubMed] [Google Scholar]