

ABSTRACT
Machine learning is emerging as a powerful tool for the discovery of novel high-performance functional materials. However, experimental datasets in the polymer-science field are typically limited and they are expensive to build. Their size (< 100 samples) limits the development of chemical intuition from experimentalists, as it constrains the use of machine-learning algorithms for extracting relevant information. We tackle this issue to predict and optimize adhesive materials by combining laboratory experimental design, an active learning pipeline and Bayesian optimization. We start from an initial dataset of 32 adhesive samples that were prepared from various molecular-weight bisphenol A-based epoxy resins and polyetheramine curing agents, mixing ratios and curing temperatures, and our data-driven method allows us to propose an optimal preparation of an adhesive material with a very high adhesive joint strength measured at 35.8 ± 1.1 MPa after three active learning cycles (five proposed preparations per cycle). A Gradient boosting machine learning model was used for the successive prediction of the adhesive joint strength in the active learning pipeline, and the model achieved a respectable accuracy with a coefficient of determination, root mean square error and mean absolute error of 0.85, 4.0 MPa and 3.0 MPa, respectively. This study demonstrates the important impact of active learning to accelerate the design and development of tailored highly functional materials from very small datasets.
KEYWORDS: Materials informatics, active learning, adhesive joint strength, epoxy resin, crosslink network structure
CLASSIFICATION: 600
Graphical abstract
1. Introduction
In recent decades, interest in machine-learning (ML) techniques has increased in various research fields because of their outstanding efficiency to extract salient information [1]. More recently in the field of materials science, ML techniques have begun to play an important role in the design and development of novel materials [2,3]. ML usually requires a large amount of data, that is, > 1000 samples, to build accurate models [1]. The main goal of ML in materials science is to search for highly functional materials with properties that are tailored to fit the requirements of a specific application [2]. Recent studies demonstrate the potential of ML-based experimental design to discover various new functional materials in different fields within an active learning framework. The active learning strategy is typically efficient in improving prediction model. The examples of this include finding very low thermal hysteresis NiTi-based shape memory alloys using adaptive experimental design [4], discovery of large electrostrains in BaTiO3-based piezoelectrics using active learning [5], searching high-temperature ferroelectric perovskites by two-step machine learning [6], finding BaTiO3-based ceramics with large energy storage at low fields using machine learning and experimental design [7] and discovery of new metallic glasses through iteration of machine learning and high-throughput experiments [8]. However, a ML based approach has not been widely applied to the field of polymer science. One major constraint is that experimental datasets in polymer science are typically limited and expensive to construct. A huge and comprehensive source of information on polymer properties is not easily obtainable. Sometimes, the experimental dataset is scattered [2]. Datasets that are collected from various literature sources may be noisy and inconsistent because several experimental factors affect any obtained sample and measurements, such as process conditions, the source and purity of used chemicals and environmental conditions [9,10]. Particularly, if a material requires a specific design, only few data are available. Thus, it is challenging to obtain a sufficiently large curated dataset, which limits the use of ML for polymer research.
The development of high-strength adhesives for joint bonding is one of the cases where application-specific design is needed. In addition to adhesive properties, several other factors influence the adhesive joint strength (σad), such as: substrate properties, substrate surface preparation, joint configuration, measurement conditions and environmental factors. Hence, an adhesive will behave differently under different joint-design and bonding conditions [11]. In consequence, the experimental dataset for an adhesive for one specific joint cannot be acquired easily because different studies usually use different conditions, such as an adhesive thickness, substrate surface treatment and the joint configuration. Furthermore, no theoretical and empirical knowledge exists to predict precisely the σad from a modified adhesive system.
Various approaches have been exploited in the literature to modify the mechanical properties of adhesives, such as the fracture toughness, elastic modulus and tensile strength [12–15]. The modification of epoxy adhesives by adjusting their network structure is one of the most effective ways to provide a wide diversity of mechanical properties. Using this approach, we can tailor the adhesive properties to meet a specific requirement for joint bonding. In the case of adhesively bonded joints, that is, when two substrates are bonded via an adhesive, several properties are required to achieve a high σad. A good resistance to crack growth as reflected by a high fracture toughness and high flexibility of adhesives is a desirable property to withstand the tensile stress concentration of joints [11]. The adhesive needs a reasonably high elastic modulus to obtain a high-shear fracture stress [11]. The interaction between an adhesive and the substrates is important for controlling the fracture behaviour of joints [16]. Because several factors influence adhesively bonded joint properties, the development of high-performance adhesives for joint bonding is more complicated than that for the bulk form, and requires further advanced techniques for achieving an exceptionally high σad [11,17]. In the metal joining process, especially in structural bonding, an adhesive with high σad is highly desired to resist joint failure and impact forces [18].
Therefore, we propose a combination of the design of experimental techniques with an active learning (as known as optimal experimental design [19]) pipeline and a Bayesian optimization to model and maximize the σad from various mixtures to overcome the issues presented above. Compared to other machine-learning-based materials’ design approaches [4–8], our two-stage data-driven approach allows us to propose an optimal condition for achieving target property from a very small dataset with designing controlled experiments, and does not require data from previous literatures. The first stage, active learning, aims to construct an accurate ML model with a particular focus only on a specific range of high σad. By refining the experimental conditions in the second stage, the Bayesian optimization is refined to search for the adhesive materials with extremely high adhesive strength. This approach is foreseen to accelerate materials design and reduce the development cost and time, especially for which initial number of samples is limited compared to the number of combinations of free parameters for their formulations.
We use an initial small experimental dataset that we built and controlled. This dataset is focused on a model adhesive system that is composed of conventional bisphenol A-based epoxy resin and an amine-terminated poly(propylene glycols) curing agent that is described in Section 2.1. The use of these types of epoxy resins and curing agents with different linear chain lengths allows us to tailor the adhesive properties. Throughout this paper, σad is measured through a single-lap shear test presented in Section 2.2. To obtain epoxy adhesives with various network structures, 32 samples of epoxy adhesives were prepared from different epoxy resin molecular weights (MWE), curing agent molecular weights (MWC), amine-to-epoxide ratios (r) and curing temperatures (Tcure) according to conditions suggested by a Graeco–Latin square design as shown in Section 2.3. The experimental results are reported in Table S2 of the supplemental materials and they are used as our initial curated dataset. Then, various ML models were trained on this dataset to predict the σad. To enhance the prediction accuracy of the most promising ML model and to increase the dataset size (ns) iteratively, an active learning pipeline was applied as detailed in Section 2.4. Therefore, specifically targeted experiments for reaching a high σad were conducted. After achieving experimental-like accuracy on σad predictions, the obtained ML model was fixed. Finally, a Bayesian optimization was used to optimize an epoxy network structure in greater processing detail and achieve the reported extreme high σad in this study. Indeed, the Bayesian optimization highly depends on its forward ML model for making proposals. Then, avoiding the active learning step would be equivalent to reduce the Bayesian optimization to a naive random sampling of our features space. This kind of strategy is here proposed in the case that the initial dataset is very small, which is often found in the field of polymer science. We present the promising results in Sections 3.1 and 3.2 to accelerate the discovery of new application-specific materials by using a very small experimental dataset (few tens of samples). An understanding of those predictions, as discussed in Section 3.3, should provide valuable knowledge for the future development of adhesive materials. Finally, we conclude and discuss further possible improvements in Section 4.
2. Experimental and ML methods
2.1. Materials
Diglycidyl ether of bisphenol A-based epoxy resin (DGEBA) and amine-terminated poly(propylene glycol) curing agent (Jeffamine) with four different molecular weights were used: MWE {370, 1650, 2900, 3800} g/mol for the DGEBA (Mitsubishi Chemical, Japan) and MWC {230, 400, 2000, 4000} g/mol for the Jeffamine (Sigma-Aldrich, Japan). The chemical structures of the DGEBA and Jeffamine are shown in Figure 1. All chemicals were used as received without further purification. Aluminium alloy A6061P-T6 (100 mm × 25 mm × 2 mm) was used as a substrate. Prior to the adhesive joint fabrication, the substrate surfaces were sandblasted and cleaned with ethanol and acetone.
Figure 1.
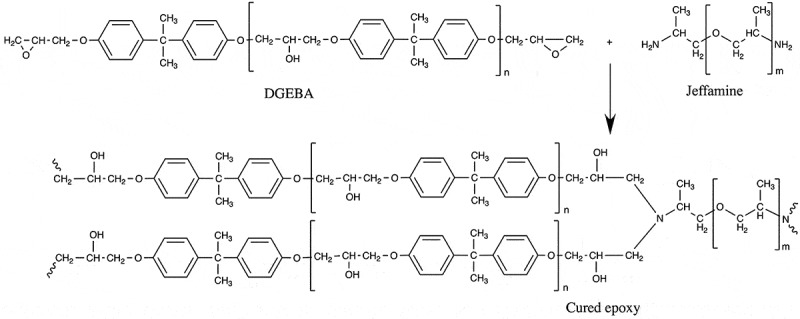
Chemical structures of diglycidyl ether of bisphenol A-based epoxy resin (DGEBA) and amine-terminated poly(propylene glycols) curing agent (Jeffamine) and their curing reaction.
2.2. Preparation of adhesive joint specimens and single-lap shear test
A DGEBA epoxy resin (5.0 g) was preheated at 190°C for 30 min to melt crystals. The Jeffamine curing agent was added to the liquid epoxy resin at a specific ratio r {0.75, 1.0, 1.25, 1.5}, where r < 1.0 indicates an epoxy excess, r = 1.0 indicates a stoichiometric mixture between the amine and epoxide and r > 1.0 indicates an amine excess. For example, an r of 1.25 means 25% excess amine. The epoxy resin and curing agent were mixed by hand at 190°C for a few seconds to achieve a homogeneous blend. This adhesive precursor was spread over a 25 mm × 12.5 mm area on one face of a pair of substrates. The two substrates were bonded together and the overlapping area was fixed by metal clamps as described previously [20]. An illustration of the adhesive joint specimen is provided in Figure 2. The prepared specimen was cured in an oven at a specific temperature Tcure {90, 130, 170, 210}°C for one hour. The adhesive thickness was maintained at ~100 μm using 0.1 parts per hundred resin of spherical glass bread (Fujiseisakujo, Japan) as spacers. The four variable parameters used later as input features for the ML models (see Section 2.4.2) are summarized in Table 1. The parameter values in Table 1 are typical values of MWE, MWC, r and Tcure for adhesive preparation. To be specific, MWE and MWC were selected on the basis of commercially available source material, and the values of r and Tcure were chosen within a range that allow sample preparation.
Figure 2.
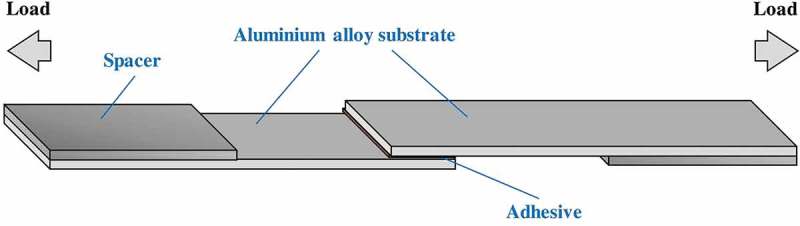
Schematic illustration of adhesive joint specimen for single-lap shear test.
Table 1.
Summary of variable parameters for adhesive formulation used at the active learning stage. Variable parameters include the molecular weight of the epoxy resin MWE (g/mol), the molecular weight of the curing agent MWC (g/mol), the amine-to-epoxide ratio r and the curing temperature Tcure (°C).
| Variable parameter |
||||
|---|---|---|---|---|
| No | MWE (g/mol) | MWC (g/mol) | r | Tcure (°C) |
| 1 | 370 | 230 | 0.75 | 90 |
| 2 | 1650 | 400 | 1 | 130 |
| 3 | 2900 | 2000 | 1.25 | 170 |
| 4 | 3800 | 4000 | 1.5 | 210 |
The single-lap shear test of the adhesive joint specimen was carried out by using a 10-kN AG-X plus series universal tensile testing machine (Shimadzu, Japan). All tests were performed at a 2-mm/min crosshead speed at room temperature. The σad was calculated by dividing the maximum tension load by the area of overlap (25 mm × 12.5 mm). At least two specimens were used for each measurement and the average value was reported with the standard deviation. Indeed, the maximum tension load that was reached by the developed epoxy resin of the highest σad exceeded 10 kN. Therefore, a second 50-kN AG-X plus series universal tensile testing machine (Shimadzu, Japan) was needed at the final stage of our design study. The use of this second machine was required only when we had reached the measurement limitation of the first one.
2.3. Selection of experimental conditions for the initial dataset
The experimental conditions in this study consisted of 256 possible conditions that were provided by a combination of four molecular weights for the epoxy resin and the curing agent, four amine-to-epoxide ratios and four Tcure values (see Table 1). An initial set of ns = 32 samples was collected according to the conditions that were suggested by a Graeco–Latin square design [21]. The Graeco–Latin square design is a design of experimental techniques that can generate a uniform sample of scattered data points [22]. By conducting two replicated four-by-four Graeco–Latin square designs, 32 experimental conditions were obtained.
2.4. ML method
Data pre-processing, data splitting and the application of the ML algorithms was performed using the Python package Scikit-learn (version 0.21) [23], and the Bayesian optimization was executed using the Python package GPyOpt [24].
2.4.1. Data pre-processing and splitting
The four variable parameters in this study (see Table 1) were standardized following a standard Gaussian distribution of mean zero and standard deviation of one [17]. A k-fold cross-validation of different ML algorithms was performed [25]. The dataset was split randomly into k folds of equal size. Each fold was used as a training set by an ML algorithm with one other fold kept as a test set. The process was repeated k times. Their mean absolute error (MAE), root mean square error (RMSE) and coefficient of determination (R2) of the property predictions versus observations were averaged across all k folds to evaluate the ML models. When a validation set was required for early stopping (e.g. for Gradient boosting), the training set was split so that 80% of the original training set was retained for training and 20% was used for validation.
2.4.2. ML algorithms
Three supervised ML algorithms were applied as a regression tool to our dataset: Elastic Net, Random forest and Gradient boosting [23]. Elastic Net is a linear regression model, whereas Random forest and Gradient boosting are ensemble learning methods that make predictions by combining the outputs from individual regression trees. The Random forest builds each regression tree independently and merges them to obtain accurate and stable predictions, and Gradient boosting builds regression trees sequentially to minimize residual errors from the previous trees. XGboost in Scikit-learn library was used to train Gradient boosting model [23]. During Gradient boosting training, early stoppage was applied to minimize the overfit on the training set [26]. The accuracy of an ML model was accessed through their RMSE (a lower value is better), MAE (a lower value is better) and R2 (a value closer to one is better) on the predictions versus observations via a k-fold cross-validation.
2.4.3. ML model and active learning
The best ML model that was chosen for its accuracy to predict the σad was trained on the initial dataset of ns = 32 samples. The model predicted the σad of all (256–32) possible experimental conditions (see Table 1) from the initial dataset. The predicted σad were ranked in descending order. The top-five ranked experimental conditions were selected as proposals for the next measurements to be performed in the laboratory to increase the σad. These new measurements were added to the initial dataset of now ns = (32 + 5) samples. Then, the ML model for σad prediction was trained again on this improved dataset. The ML model improved its σad prediction with additional data, especially for a range of high σad, and proposed again the experimental conditions to follow for the next measurements. This type of iterative supervised learning, or so-called active learning, was repeated cycle after cycle until a preliminary goal of a sufficiently high accuracy of the ML model was reached. In this study, active learning was stopped if the prediction error was comparable to the experimental error of the σad that was measured by a single-lap shear test. The final ML model was kept fixed and used as a forward model for a subsequent Bayesian optimization. The available experimental data at this stage of active learning were fed to the Bayesian optimization as initial data points. The flowchart of the active learning method is shown in Figure 3. Compared to conventional ML approaches, we use an initial experimental dataset that we built and controlled by design of experiments techniques. This technique would generate a highly uniform set of sample points (Figure S1). In addition, all of the sample preparation and measurements is carried out under the same experimental environment resulting in accurate and consistent data.
Figure 3.
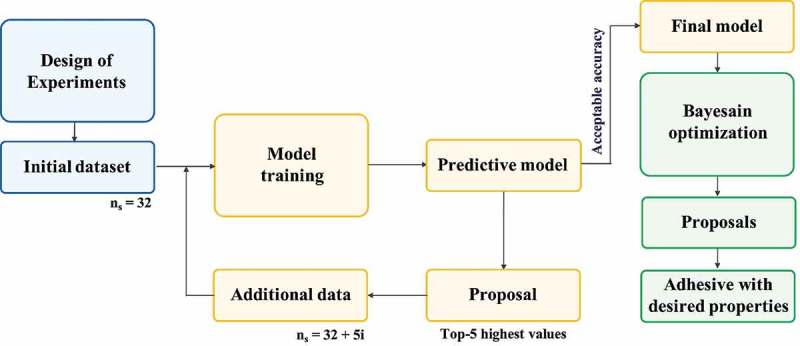
Flowchart of our proposed approach for modelling and optimization. Note that ns indicates the dataset size and i indicates the number of cycles.
2.4.4. Bayesian optimization
A Bayesian optimization [27] was used to search for the highest σad by refining the variable conditions from Table 1 once the coarse optimization through active learning had been terminated. The Expected Improvement (EI) was used as an acquisition function to propose new experimental conditions to maximize the σad. In this step, two experimental conditions were refined: r and Tcure. The r could vary from 0.75 to 1.50 with an increment of 0.01, and the Tcure could vary from 90 to 210°C by an increment of 1°C. The MWE and MWC were kept as four possible discrete values because these are difficult to control precisely. Thus, the proposed experimental conditions from the Bayesian optimization were ranked in descending order with respect to the predicted σad. A series of experiments was carried out starting from rank 1 until a new highest σad was observed.
3. Results and discussions
3.1. Experimental results from the initial dataset
Experimental measurements of σad that compose our initial curated dataset are reported in Table S2 of the supplemental materials. Figure 4 shows the distribution of σad experimental values. σad was distributed from 0.0 MPa (no bond strength) to 31.9 MPa with an average at 10 ± 9 MPa.
Figure 4.
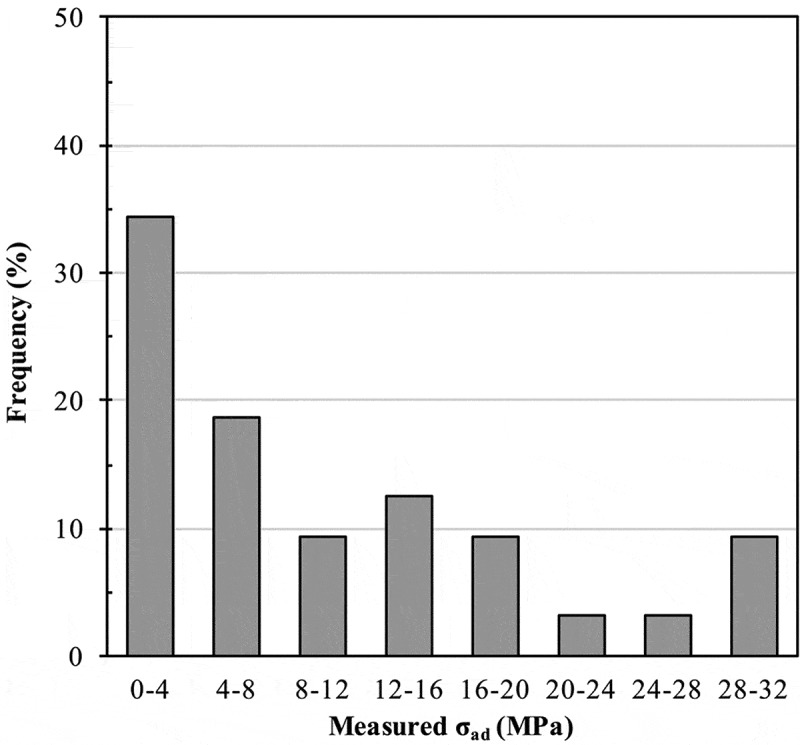
Distribution of adhesive joint strength σad (MPa) from the initial dataset of size ns = 32 samples.
3.2. ML model
3.2.1. Assessment and selection of an σad prediction model
Gradient boosting, Random forest and Elastic Net performance were checked through a 32-fold cross-validation. The comparison of predicted against measured σad for each algorithm is shown in Figure 5. A dashed straight line indicates an exact match between the predicted and measured values. The Random forest and Gradient boosting algorithms could capture non-linear relationships among the variable parameters that cannot be accessed via a linear regressive model, such as Elastic Net. Their indicated RMSE and MAE in Figure 5 were averaged over the 32 folds, and the R2 was calculated to evaluate their prediction accuracy. A comparison of the accuracy for each algorithm is shown in Figure 5 (top-right). The Elastic Net model showed the lowest accuracy of R2, RMSE and MAE, and therefore, was discarded. The Gradient boosting model showed a slightly better accuracy than the Random forest model in terms of a higher R2 value, and lower RMSE and MAE values. Hence, the Gradient boosting algorithm was selected to predict the σad in further steps.
Figure 5.
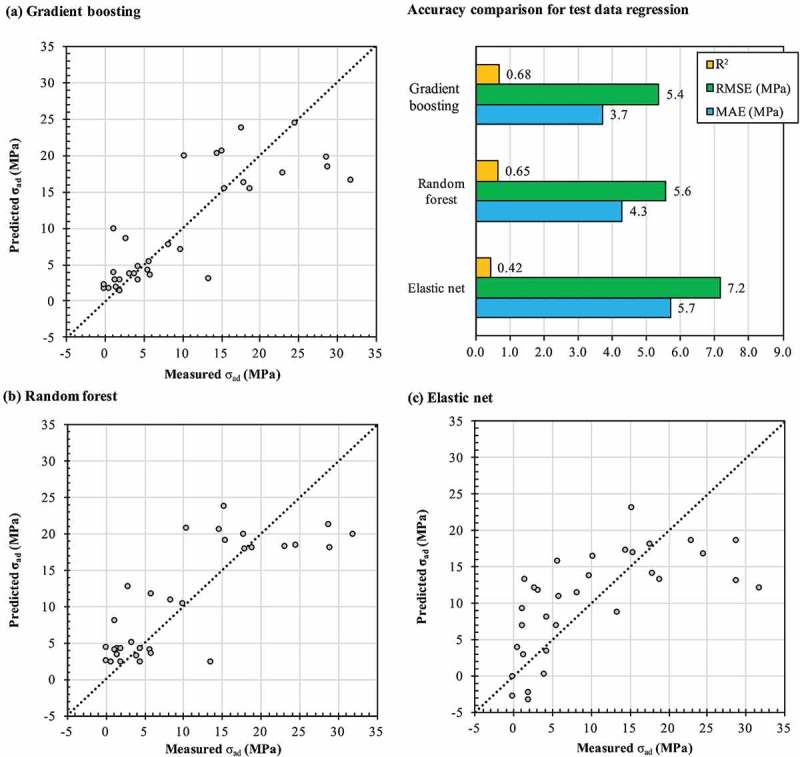
Distribution of predicted versus measured adhesive joint strength σad (MPa) from successive test sets used in the 32-fold cross-validation using different ML algorithms: (a) Gradient boosting, (b) Random forest and (c) Elastic Net. A dashed straight line indicates equal measured and predicted σad. Hyperparameters used for these runs are shown in Table S4 of the Supplemental material.
3.2.2. Active learning and ML model performance
In Section 3.2.1, the Gradient boosting model was selected to predict the σad based on different experimental conditions. The σad of all remaining (256–32) possible experimental conditions were predicted and ranked in descending order. The top-5 experimental conditions with the highest σad were proposed for measurements. The new measurements were re-used in the Gradient boosting model to improve the accuracy. This process from the prediction phase to the re-injection phase summarizes one cycle of the active learning pipeline. Table 2 lists the top-five proposed experiments for each three cycles of active learning with the corresponding predicted and measured σad. The measured σad in Table 2 that are above ~20 MPa show that the Gradient boosting model allows us to classify experimental conditions with a potentially high outcome compared with the others. These additional data of high strength adhesives are very beneficial to further maximization with Bayesian optimization. Without this strategy, the use of Bayesian optimization on the initial dataset with the model in Figure 6(a) would outcome less relevant proposals and wouldn’t be beneficial compared to a simple random sampling. In addition, 90% of proposed experiments require a MWC of ~400 g/mol, a high Tcure of 170 and 210°C, and an excess of amine (r > 1), when the MWE can evolve widely across its specific range (see Table 1). Therefore, a high σad can be achieved regardless of the MWE. However, it is premature to make any further conclusion about optimal adhesive preparations before the r and Tcure parameters are relaxed in Section 3.3.
Table 2.
Proposed experimental conditions during the active learning stage via Gradient boosting with related experimental results. Predicted adhesive joint strength σad (MPa) was calculated by averaging the predictions over the 32 folds via cross-validation. Hyperparameters used for these runs are shown in Table S4 of the Supplemental material.
| Proposed experimental condition |
|||||||
|---|---|---|---|---|---|---|---|
| Cycle | Rank | MWE (g/mol) | MWC (g/mol) | r | Tcure (°C) | Predicted σad (MPa) | Measured σad (MPa) |
| Initial dataset (ns = 32 samples) |
1 | 2900 | 400 | 1.00 | 210 | 25.6 ± 0.9 | 24.0 ± 1.1 |
| 2 | 3800 | 400 | 1.00 | 210 | 25.5 ± 1.4 | 21.2 ± 1.2 | |
| 3 | 370 | 400 | 1.00 | 210 | 25.4 ± 1.2 | 29.0 ± 0.1 | |
| 4 | 1650 | 400 | 1.00 | 170 | 25.4 ± 1.2 | 22.4 ± 1.7 | |
| 5 | 1650 | 400 | 1.00 | 210 | 25.4 ± 1.2 | 27.3 ± 1.6 | |
| 1 (ns = 37 samples) |
1 | 370 | 400 | 1.25 | 210 | 25.4 ± 1.1 | 27.8 ± 0.5 |
| 2 | 370 | 400 | 1.25 | 170 | 25.3 ± 1.1 | 28.3 ± 0.9 | |
| 3 | 370 | 400 | 1.50 | 210 | 25.1 ± 1.9 | 23.1 ± 0.4 | |
| 4 | 370 | 400 | 1.50 | 170 | 25.0 ± 1.9 | 22.4 ± 1.8 | |
| 5 | 1650 | 400 | 1.25 | 210 | 24.9 ± 0.5 | 24.6 ± 0.0 | |
| 2 (ns = 42 samples) |
1 | 2900 | 400 | 1.00 | 170 | 23.9 ± 0.4 | 20.5 ± 3.5 |
| 2 | 370 | 230 | 1.00 | 210 | 23.7 ± 1.1 | 24.6 ± 2.0 | |
| 3 | 370 | 230 | 1.00 | 170 | 23.7 ± 1.1 | 27.9 ± 0.2 | |
| 4 | 1650 | 400 | 1.25 | 170 | 23.5 ± 1.4 | 23.5 ± 1.0 | |
| 5 | 2900 | 400 | 1.25 | 210 | 23.4 ± 1.1 | 25.7 ± 0.9 | |
Figure 6.
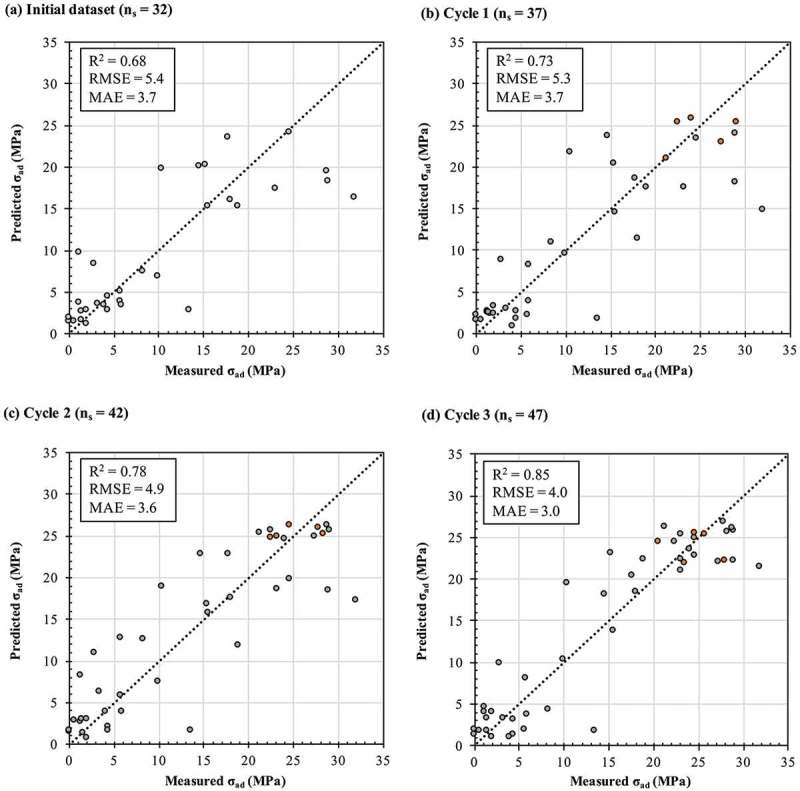
Correlation scatter plots (test data) of predicted and measured adhesive joint strength σad (MPa) using different dataset sizes ns (samples): (a) initial dataset, (b) cycle 1, (c) cycle 2 and (d) cycle 3. Grey and orange dots indicate data from existing and new measurements, respectively, at cycle i. All proposed experimental conditions are summarized in Table 2. Hyperparameters used for these runs are shown in Table S4 of the Supplemental material.
To show the improvement in accuracy of the Gradient boosting model along the cycles of active learning, Figure 6 presents scatter plots of the predicted versus measured σad from the initial dataset to the last cycle. Grey and orange dots indicate existing and new measurements, respectively, at each cycle. As expected, an increase in the dataset size improves the correspondence between the predicted and measured σad as summarized in Figure 7 for the corresponding R2, RMSE and MAE for the predictions of the σad at each cycle beginning with the initial dataset. The R2 increases, and the RMSE and MAE decrease gradually with an increase in ns. For a dataset of 47 samples, the Gradient boosting model reaches an R2, RMSE and MAE of 0.85, 4.0 MPa and 3.0 MPa, respectively. An improvement of 25%, ~26% and ~19%, respectively, was achieved compared with the Gradient boosting model that had trained only on the initial dataset. At cycle three of this active learning pipeline, the prediction performance of the Gradient boosting model became comparable with the maximum standard deviation from experiments (3.5 MPa). Therefore, the active learning procedure was stopped at this stage and the Gradient boosting model was kept fixed based on existing data.
Figure 7.
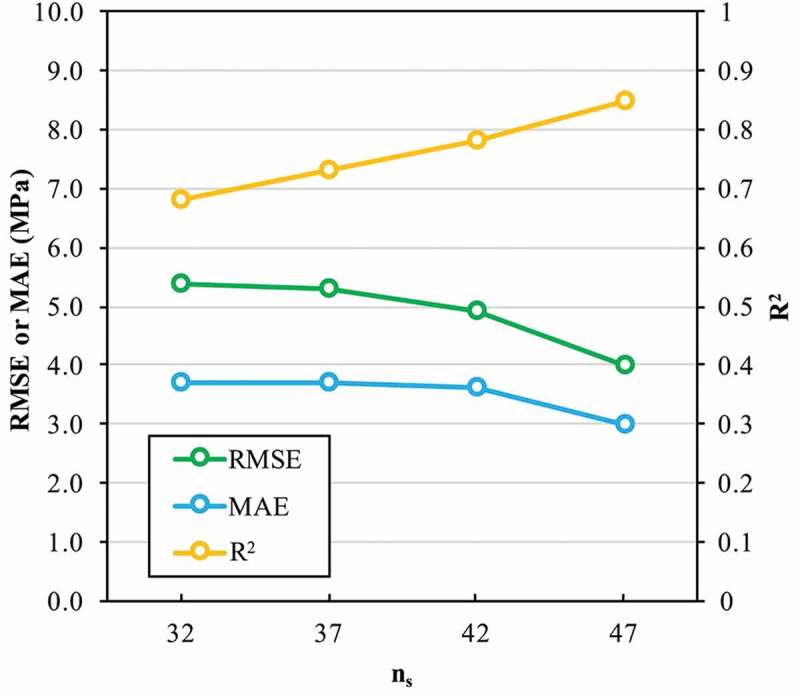
Comparison of the accuracy of the Gradient boosting model to predict the adhesive joint strength σad (MPa) for different dataset sizes ns of the dataset.
3.2.3. Bayesian optimization
At the Bayesian optimization stage (see Section 2.4.4), the MWE and MWC were kept fixed at the four different values used in Table 1, whereas the r and Tcure were varied in steps of 0.01 and 1°C, respectively. The suggested experimental conditions with the highest expected improvement from Bayesian optimization were selected, and a series of experiments was conducted starting from ranking number 1 (Table 3). The new highest σad of 35.8 MPa was observed. The σad value was considered as a very high σad compared with previous studies on epoxy-aluminium joints, which reported a typical σad range from ~10 MPa up to 25 MPa [11,28]. Furthermore, this σad value was comparable to the commercial epoxy adhesives like Huntsman Araldite 2000+ (26 MPa) and 3M Scotch-Weld DP420 (31 MPa) [29,30], characterized by single-lap shear test. For this sample, the 50-kN tensile machine was used to measure the σad because the sample did not break under a 10-kN applied force, i.e. the failure stress of the adhesive joint exceeded the maximum capacity of a 10-kN tensile machine. The suggested experimental conditions from Bayesian optimization showed that a low MWE and a high Tcure were a promising condition to reach a high σad. The MWC and r should be in the middle of their defined range (see Table 1). The σad improved for the sample that was prepared with a slight excess of epoxide because other conditions (MWE, MWC and Tcure) in the samples shown in Table 3 were only slightly different. This large improvement in σad indicates the suitable balance between strength and flexibility of adhesives [31]. Because excess epoxide (lower r than the stoichiometric ratio) leads to a higher tensile strength but a lower flexibility of adhesives [14], an optimum combination of high strength and good flexibility would be achieved by adjusting the r precisely through Bayesian optimization.
Table 3.
Proposed preparations of an epoxy adhesive at Bayesian optimization stage with the related experimental adhesive joint strength σad (MPa).
| Suggested experimental conditions |
||||||
|---|---|---|---|---|---|---|
| Rank | MWE (g/mol) | MWC (g/mol) | r | Tcure (°C) | Predicted σad (MPa) | Measured σad (MPa) |
| 1 | 370 | 400 | 1.11 | 199 | 26.9 | 28.0 ± 0.7 |
| 2 | 370 | 400 | 1.24 | 194 | 26.9 | 27.4 ± 1.2 |
| 3 | 370 | 400 | 1.30 | 191 | 26.9 | 18.8 ± 1.4 |
| 4 | 370 | 400 | 0.89 | 209 | 26.9 | 35.8 ± 1.1 |
In summary, Figure 8 illustrates the distribution of σad from the initial dataset alone (grey), after three active learning cycles (blue), and after a Bayesian optimization (red). The values of σad from the initial dataset were spread randomly from 0 to 31.9 MPa. In contrast, all samples that followed an active learning cycle exhibited a high value of σad (> 20 MPa), and one sample from the Bayesian optimization dataset showed an exceptionally high σad. The spread in measurements from the Bayesian optimization was wider than that from the active learning cycles. A Bayesian optimization balances the exploitation (surrogate model predicts a high objective) and exploration (sampling of regions where the prediction uncertainty is high) of the epoxy adhesive preparation parameters space, where our active learning pipeline based on the ML model predictions only exploits the parameters. These results demonstrate the potential of our method for the design and development of new functional materials when the initial number of samples is reduced compared with the number of combinations of free parameters involved.
Figure 8.
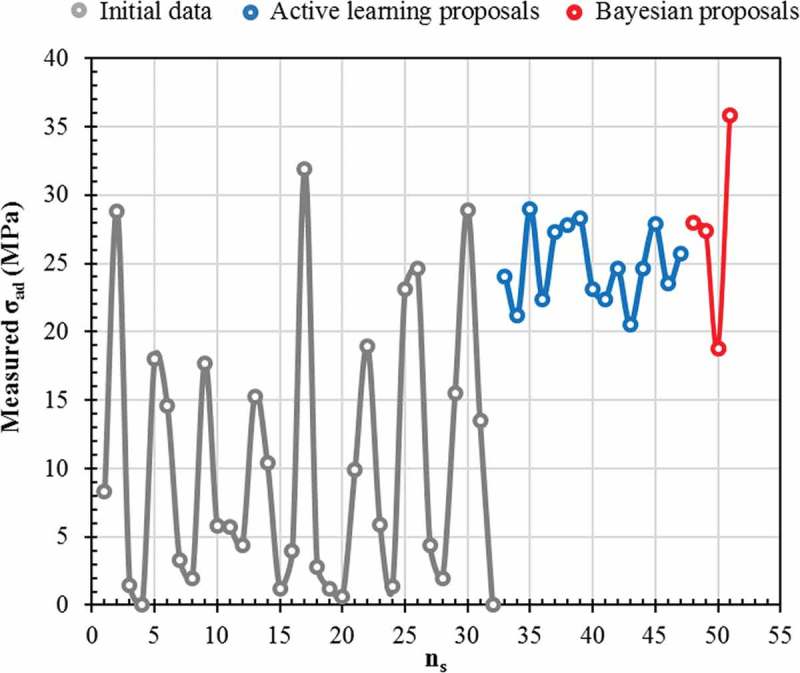
Distribution of adhesive joint strength σad (MPa) measurements from the initial dataset alone (grey), after active learning cycles (blue) and after Bayesian optimization (red). Lines are used to guide the eye only.
3.3. Interpretation of ML model for adhesive design
We explore the influence of epoxy network structure on σad of the joints through the developed ML model (Figure 9). The epoxy network structure was altered by varying the MWE, MWC, r and Tcure used to crosslink the adhesives. The predicted σad were calculated by averaging the predictions over the 47 folds of cross-validation and their standard deviations are shown. The plots show a step change in the value of predicted σad. This step change corresponds to the decision-tree formation process in Gradient boosting within limited discrete input values. The experimental σad values were plotted with their standard deviations. Although the bulk properties of various epoxy network structures have been studied extensively and reported previously [11], no comprehensive study focuses on their adhesive joint property, which is related more closely to the practical application of epoxy resin.
Figure 9.
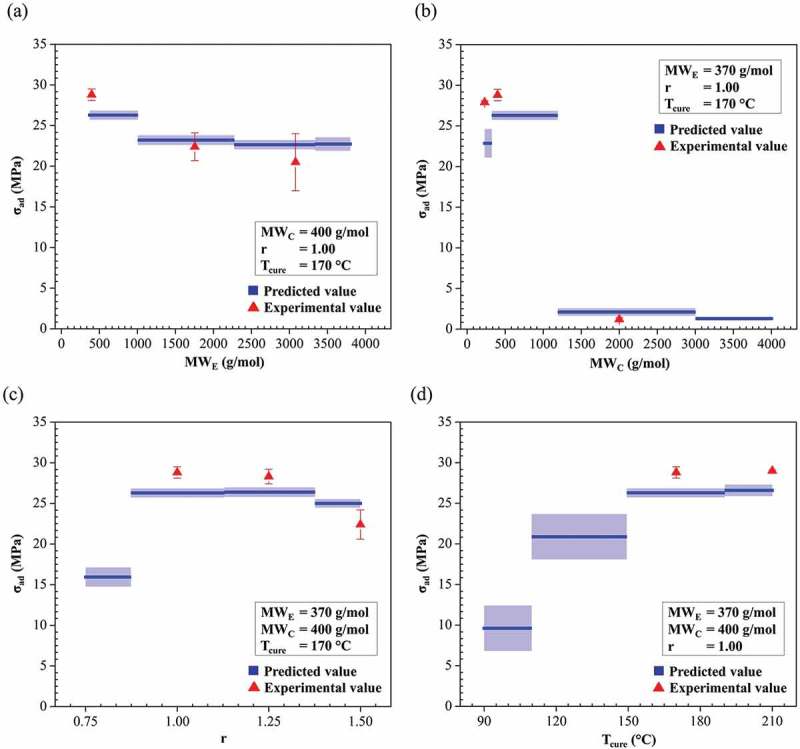
Predicted adhesive joint strength σad (MPa) as a function of (a) molecular weight of epoxy resin MWE (g/mol), (b) molecular weight of epoxy resin MWC (g/mol), (c) amine-to-epoxide ratio r and (d) curing temperature Tcure (°C). The predicted σad was calculated by averaging the predictions over the 47 folds of cross-validation. The blue line consisted of the predicted values of σad (blue). Triangles represent experimental results (red).
As shown in Figure 9(a), the σad decreased slightly (i.e. less than 5 MPa) with an increase in MWE. This slight decrease of σad for a high-MW epoxy resin most likely originates from an increased epoxy-resin viscosity. Because a higher MWE possesses a higher viscosity, it is observed in the experiment that an adhesive that is prepared from a solid-type epoxy resin (MWE = 1650, 2900 and 3800 g/mol) cannot spread well on the substrates, which results in a lowered adhesion strength between the adhesive and the substrates.
In the case of a curing agent, the σad first increases with an increasing MWC, reaches a maximum of ~26 MPa at ~380–1200 g/mol, and then decreases sharply to less than 5 MPa (Figure 9(b)). The increase in σad could be attributed to an enhanced flexibility within the crosslinked epoxy-amine network when the amine chain length is increased [13]. However, at a higher MWC (> 1200 g/mol), the adhesive is too flexible to resist a high applied force, which results in a low σad. As observed in the experiment, the adhesives that were prepared with a MWC above 2000 g/mol are extremely soft, which implies a much lower adhesive elastic modulus and tensile strength. This result is consistent with previous studies in which the elastic modulus of cured epoxies was reduced significantly from 2 GPa to 1.9 MPa when the molecular weight of Jeffamine was increased from 400 to 2000 g/mol [32,33].
For the amine-to-epoxide ratio effect, σad increases first then it reaches a maximum, and then decreases slightly with an increase in r (Figure 9(c)). The high σad from ~0.87 to 1.37 is attributed to the appropriate balance between flexibility and strength of adhesives [14,34].
The σad increased gradually as Tcure increased and appears to be almost constant for a Tcure of 150–210°C (Figure 9(d)). Fully cured adhesives were obtained at a Tcure of 150–210°C because there is no significant difference in σad and because of the physical appearance in this range. The low σad region at a low Tcure between 90 and 150°C may indicate incomplete curing because the incomplete network structures of a partially cured adhesive result in a remarkably lower elastic modulus [35]. The experimental evidence shows that an adhesive cured at 90°C is relatively soft and/or the resin component remains liquid (uncured) compared with that cured at 170–210°C.
4. Conclusions
The design of experimental techniques combined with an active learning pipeline and Bayesian optimization was proposed to predict and optimize the adhesive joint strength (σad) of an epoxy-amine adhesive comprised of bisphenol A-based epoxy resin and amine-terminated poly(propylene glycol) curing agent with various molecular weights (MWE, MWC), mixing ratios (r) and curing temperatures (Tcure). From an initial dataset of only 32 measured σad with related epoxy-amine mixture preparation parameters {MWE, MWC, r, Tcure}, our active leaning pipeline was able to propose preferred experimental conditions to build a predictive Gradient boosting model of σad with an experimental-like error level, and to maximize the likelihood to design epoxy-amine adhesives with a high σad, along three cycles of active learning. An extremely high σad of 35.8 ± 1.1 MPa was achieved using the experimental conditions that were refined by Bayesian optimization. Because the prediction model was built using a very small dataset (e.g. < 50 samples), and the efficiency of prediction was reasonably high (e.g. R2 > 0.8), our proposed approach is foreseen to reduce materials design and development time and cost, especially for which experimental datasets are rare.
Our predictive model also provides a physical understanding of adhesive systems over a wide range of parameters for preparation. A quantitative analysis indicates that high-strength adhesives require a MWC of ~380–1200 g/mol, an r of ~0.87–1.37 and a Tcure above 150°C. However, a MWE of 370–3800 g/mol has a slight effect on σad. Qualitatively, we emphasize that: (i) a balance between flexibility and strength of adhesives (by adjusting MWC, r) influences σad significantly, (ii) a complete curing (high Tcure) is compulsory to obtain a high σad and (iii) an increase in epoxy viscosity (MWE) degrades the adhesive–substrate adhesion.
Future work on this topic should target multiple-objective optimization of an adhesive (e.g. adhesive joint strength, glass transition temperature and chemical resistance). Other molecular weights or epoxy resin and curing agent types can be added to the dataset to increase the design freedom of advanced high-strength adhesives. From an experimental perspective, structural and mechanical characterizations (e.g. crosslink density, dynamic mechanical analysis and fracture morphology) of the extremely high-strength adhesive achieved in this study are essential and will be conducted to elucidate the source of the exceptional properties, to guide experimentalists in the design of an epoxy-amine system for adhesive-bonding applications.
Funding Statement
This work was supported by the Japan Science and Technology Agency [Mirai Program JPMJMI18A2].
Acknowledgments
S.P. acknowledges the Research Fellowship of the NIMS Junior Researcher (2018–2019). We are grateful to Dr. Susumu Takamori of NIMS for his instrumental support on the 50-kN universal tensile testing machine.
Disclosure statement
No potential conflict of interest was reported by the authors.
Supplemental material
Supplemental data for this article can be accessed here.
References
- [1].Rahman Minar M, Naher J.. Recent advances in deep learning: an overview: arXiv.org; [cited 2019 April 16]. Available from: https://arxiv.org/abs/1807.08169
- [2].Butler KT, Davies DW, Cartwright H, et al. Machine learning for molecular and materials science. Nature. 2018;559(7715):547–555. [DOI] [PubMed] [Google Scholar]
- [3].Pilania G, Wang C, Jiang X, et al. Accelerating materials property predictions using machine learning. Sci Rep. 2013;3:2810. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [4].Xue D, Balachandran PV, Hogden J, et al. Accelerated search for materials with targeted properties by adaptive design. Nat Commun. 2016;7:11241. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [5].Yuan RLZ, Balachandran PV, Xue D, et al. Accelerated discovery of large electrostrains in BaTiO3-based piezoelectrics using active learning. Adv Mater. 2019;30(7):1702884. [DOI] [PubMed] [Google Scholar]
- [6].Balachandran PV, Kowalski B, Sehirlioglu A, et al. Experimental search for high-temperature ferroelectric perovskites guided by two-step machine learning. Nat Commun. 2018;9:1668. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [7].Yuan R, Tian Y, Xue D, et al. Accelerated search for BaTiO3-based ceramics with large energy storage at low fields using machine learning and experimental design. Adv Sci. 2019;1901395. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [8].Ren F, Ward L, Williams T, et al. Accelerated discovery of metallic glasses through iteration of machine learning and high-throughput experiments. Sci Adv. 2018;4(4):eaaq1566. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [9].Jha A, Chandrasekaran A, Kim C, et al. Impact of dataset uncertainties on machine learning model predictions: the example of polymer glass transition temperatures. Modell Simul Mater Sci Eng. 2019;27(2):24002. [Google Scholar]
- [10].Bojarski AD, Álvarez CR, Puigjaner L.. Dealing with uncertainty in polymer manufacturing by using linear regression metrics and sensitivity analysis. In: Jeżowski J, Thullie J, editors. 19th european symposium on computer aided process engineering, Cracow, Poland Vol. 26; Elsevier; 2009. p. 725–730. [Google Scholar]
- [11].Kinloch A. Adhesion and adhesives: science and technology. 1st ed. Basel: Springer; 1987. [Google Scholar]
- [12].Prozonic TM. The effect of epoxy network structure on toughenability [dissertation]. Pennsylvania (PA): Lehigh university; 2012. [Google Scholar]
- [13].Nakka JS, Jansen KMB, Ernst LJ. Effect of chain flexibility in the network structure on the viscoelasticity of epoxy thermosets. J Polym Res. 2011;18(6):1879–1888. [Google Scholar]
- [14].Li YF, Xiao MZ, Wu Z, et al. Effects of epoxy/hardener Stoichiometry on structures and properties of a diethanolamine-cured epoxy encapsulant. IOP Conf Ser Mater Sci Eng. 2016;137:12012. [Google Scholar]
- [15].Sinclair JW. Effects of cure temperature on epoxy resin properties. J Adhes. 1992;38(3):219–234. [Google Scholar]
- [16].Prolongo SG, Del Rosario G, Ureña A. Comparative study on the adhesive properties of different epoxy resins. Int J Adhes Adhes. 2006;26(3):125–132. [Google Scholar]
- [17].Comyn J. Adhesion Science. 1st ed. London: Royal Society of Chemistry; 1997. [Google Scholar]
- [18].Abbott S. Adhesion science: principles and practice. 1st ed. Pennsylvania: DEStech Publications; 2015. [Google Scholar]
- [19].Olsson F. A literature survey of active machine learning in the context of natural language processing. SICS Technical Report. T2009:06; 2009
- [20].Pruksawan S, Samitsu S, Yokoyama H, et al. Homogeneously dispersed polyrotaxane in epoxy adhesive and its improvement in the fracture toughness. Macromolecules. 2019;52(6):2464–2475. [Google Scholar]
- [21].Cooper BE. Experimental design In: Cooper BE, editor. Statistics for experimentalists. Surrey: Pergamon; 1969. p. 177–193. [Google Scholar]
- [22].Keppel G. Design and analysis: A researcher’s handbook. 1st ed. New Jerse: Prentice-Hall, Inc; 1991. [Google Scholar]
- [23].Pedregosa F, Varoquaux G, Gramfort A, et al. Scikit-learn: machine learning in Python. J Mach Learn Res. 2011;12:2825–2830. [Google Scholar]
- [24].The GPyOpt authors GPyOpt: A Bayesian optimization framework in Python; [cited 2019. May 4]. Available from: https://github.com/SheffieldML/GPyOpt
- [25].Refaeilzadeh P, Tang L, Liu H. Cross-validation In: Liu L, ÖZsu MT, editors. Encyclopedia of database systems. Boston, MA: Springer; 2009. p. 532–538. [Google Scholar]
- [26].Zhang T, Yu B. Boosting with early stopping: convergence and consistency. Ann Statist. 2005;33(4):1538–1579. [Google Scholar]
- [27].Packwood D. Theory of Bayesian optimization In: Packwood D, editor. Bayesian optimization for materials science. Singapore: Springer; 2017. p. 11–28. [Google Scholar]
- [28].Meng Q, Araby S, Saber N, et al. Toughening polymer adhesives using nanosized elastomeric particles. J Mater Res. 2014;29(5):665–674. [Google Scholar]
- [29].Product information of araldite 2000+ structural adhesives; [cited 2019. August 29]. Available from: https://www.intertronics.co.uk/product/araldite-2000-structural-adhesive/
- [30].Product information of 3M™ Scotch-Weld™ epoxy adhesive DP420; [cited 2019. August 29]. Available from: https://www.3m.com/3M/en_US/company-us/all-3m-products/~/3M-Scotch-Weld-Epoxy-Adhesive-DP420
- [31].Da Silva LFM. Design rules and methods to improve joint strength In: Da Silva LFM, Öchsner A, Adams RD, editors. Handbook of adhesion technology. Berlin, Heidelberg: Springer; 2011. p. 689–723. [Google Scholar]
- [32].Liu L, Wagner HD. Rubbery and glassy epoxy resins reinforced with carbon nanotubes. Compos Sci Technol. 2005;65(11):1861–1868. [Google Scholar]
- [33].Park J-M, Kim D-S, Han S-B. Properties of interfacial adhesion for vibration controllability of composite materials as smart structures. Compos Sci Technol. 2000;60(10):1953–1963. [Google Scholar]
- [34].Alhabill FN, Ayoob R, Andritsch T, et al. Effect of resin/hardener stoichiometry on electrical behavior of epoxy networks. IEEE Trans Dielectr Electr Insul. 2017;24(6):3739–3749. [Google Scholar]
- [35].Gong M, Zhou D, editors. Effect of curing temperature and curing degree on elastic recovery of conductive particles. Asia-Pacific Energy Equipment Engineering Research Conference; 2015; Zhuhai: Atlantis Press; 2015. [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.
Data Citations
- Rahman Minar M, Naher J.. Recent advances in deep learning: an overview: arXiv.org; [cited 2019 April 16]. Available from: https://arxiv.org/abs/1807.08169
- The GPyOpt authors GPyOpt: A Bayesian optimization framework in Python; [cited 2019. May 4]. Available from: https://github.com/SheffieldML/GPyOpt
- Product information of araldite 2000+ structural adhesives; [cited 2019. August 29]. Available from: https://www.intertronics.co.uk/product/araldite-2000-structural-adhesive/