

Abstract
Due to an increasing global awareness of the need for sustainable development in academia and business, closed-loop supply chains in hospitals have become an important area of focus. Process reengineering in purchasing, materials management, work practices, and waste management can reduce environmental hazards and contain costs at the healthcare facilities. This paper demonstrates an application of the RFID-enabled process reengineering in sustainable healthcare system design, and presents a case study in the linens division of central sterilization services department at a Singaporean hospital using ARENA simulation.
Keywords: Closed-loop supply chain, Healthcare system, Linens department, Process reengineering, Singapore
1. Introduction
There is an increasing global awareness of environment problems and the need for sustainable development in academia and business. The issue concerning sustainable approach to healthcare system design has become increasingly important. A growing number of hospitals are becoming more interested in implementing sustainable methods at the existing facilities. Making changes in purchasing, materials management, work practices, and waste management can reduce or eliminate harmful environmental hazards at the healthcare facilities. Hazards can also be reduced by changing how wastes are treated. Improved sorting and recycling systems reduce the amount of waste that must be incinerated. Far more materials are disposed in the average medical waste disposer than necessary to protect the public and the patients from disease (SH, 2010). Only 15% of hospital waste is considered infectious waste that requires special treatment. Pathological waste such as tissues and organs which comprises 2% of average hospital waste requires incineration (Rutala and Mayhall, 1992).
Some hospitals have taken steps to reduce their use of potentially toxic materials and to decrease the total volume of regulated medical waste by 75%. Beth Israel Medical Centre in New York saves $600 thousand per year through improved waste management systems (SH, 2010). There is thus potential for medical facilities to decrease the need for incineration while also saving costs.
Further, more stringent regulation of medical waste management in many countries will drive the health care industry to change materials management practices. The U.S. Environmental Protection Agency anticipates that the costs of meeting new regulations and standards will lead some healthcare facilities to switch to alternative waste disposal methods (U.S. EPA, 2002). In the light of the above challenges, the concept of the closed-loop supply chain becomes an attractive option for minimizing hospital waste. However, lack of awareness of the closed-loop supply chain and its short research history is the main reason why hospitals have not considered it in the past. Moreover, closed-loop supply chains add complexity to overall supply chain management and requires an initial investment (Ostlin et al., 2008).
Generally, proper procurement practices and waste management practices are the major aspects in sustainable development of healthcare facilities. Due to ever growing healthcare expenditure globally, researchers in different business fields have taken serious interests in identifying critical features of healthcare system in specific countries and in exploring methods for evaluating productivity and efficiency of healthcare system. The healthcare business is provided by a variety of product and service enterprises including medical consumables, pharmaceuticals, catering, laundry cleaning, waste management, home-care products, information technology, vehicle fleet management and general supplies (Gattorna, 1998). There is little research on cost containment by applying cutting edge supply chain concepts in healthcare industry. Analysis of the complete healthcare system indicates that the supply management system is one of the primary areas where cost reductions are a predictable outcome (Kumar et al., 2008).
Closed-loop supply chains of direct reuse items such as linens and surgical instruments are a key component of sustainable operations in the hospitals and they have begun to receive increased attention from both practitioners and researchers. The interest is driven by legislative environmental regulations and economic factors. Thus, there is a need for sustainable improvements in hospital supply chain with optimum cost.
Linens are reusable assets of a hospital and must be tracked throughout the closed-loop supply chain, recovered, cleaned, sterilized and repackaged for redistribution and use in operating theatres, nurse stations and wards. They form a distinct and independent closed-loop supply chain at the hospitals. In an effective and efficient closed-loop supply chain, hospital staff must also plan for the collection of soiled linens and surgical instruments from end users such as operating theatres, nurse stations and wards.
Furthermore, RFID is a technology used for tracking linens and medical devices using radio waves, requiring no line of sight and no contact. It is expected to replace barcodes which have been used in the closed-loop supply chain of the hospitals in identifying, and tracking objects. With the integration of RFID technology in the operation and process workflow of a healthcare service provider, a higher level of customer satisfaction and process efficiency can be expected. The objective of this study is to explore the possibilities of applying RFID-enabled process reengineering in sustainable healthcare closed-loop supply chain design, and identify the hindrances and benefits for the final implementation.
The case study was conducted at the Parkway Group hospitals in Singapore (referred to as ‘the Hospital’ hereafter, for anonymity and brevity). It focused on the process reengineering of a closed-loop supply chain and usage of RFID system to provide clear visibility in linen inventory control. Data were collected from the Linens Department. For the case study, the current (“existing”) and proposed (“reengineered”) models were established and evaluated via Arena simulation. The rest of the paper is organized as follows. We first introduce and define the problem followed by a literature review section. Next, we discuss the case study conducted at the hospitals in Singapore. Finally, we offer the concluding remarks, recommendations and suggestions for further research.
2. Opportunities for process reengineering in hospital
Most of the knowledge that has resulted from reengineering research in the manufacturing and distribution industries would also be relevant to the healthcare industry and other service industries. For some reason, researchers have not attempted to examine the logistical operations of healthcare. The logistics community has also not recognized the similarity and made the comparison between the manufacturing of products and the provision of healthcare in process reengineering (Kumar and Shim, 2006). Many investigators have studied the cases of process redesign in healthcare supply chains. For example, Young (1992) examined the materials management departments of 22 general hospitals in the state of Georgia using two approaches such as the multi-criteria performance measurement technique, and data envelopment analysis. Christopher and Marino (1995) also proposed six basic steps for successful reengineering. Through a case study, reengineering steps were proved to double the inventory turnover rate and reduce inventory, labour expense and storage space. Cynthia and Muller (1997) studied the integration of materials management processes using a team model. Huang (1998) classified different types of materials management systems among Taiwanese hospitals by using a fuzzy clustering method. Further, Chow-Chua and Goh (2000) studied how total quality management principles improved the healthcare sector in Singapore.
Nevertheless, every organization is under increasing pressure to adapt to more competitive environments, as reflected in increased demand for customer service, decreased cycle time for new products, globalization of upstream and downstream markets, and a widespread sense that the pace of competition has increased.
Business process reengineering is concerned with fundamentally rethinking and redesigning business processes to obtain dramatic and sustaining improvements in quality, cost, outcomes, flexibility, and innovation (Irani et al., 2000). One particular important kind of business process is the supply chain (Lee and Billington, 1992, Lee and Billington, 1993). The business processes are reengineered by emphasizing on four factors: focus, people, processes, and technology (Mohanty and Deshmukh, 2000).
Generally, healthcare environments are likely candidates for business process reengineering, because their operations are repetitive, have reasonably high volume, and deal with tangible items such as mail, bills or letters, soft goods and medical appliances. Due to the cost savings nature of the recycling of linens, materials management department needs to identify opportunities for a sustainable process in supplying linens. When nurses return the soiled linens to Central Sterilization Services Department (CSSD) for cleaning, sterilizing, repackaging and redistribution to operating theatres and nurse stations, a closed-loop supply chain of linens is formed. Closed-loop supply chain refers to the integration of both forward and reverse supply chain activities (Guide et al., 2003). This study is using a case study where RFID-enabled reengineering is applied in the closed-loop supply chain of the Hospital. Subsequently, the gap between existing situation and RFID-enabled situation (“reengineered”) is assessed.
3. Literature review
Although the literature on closed-loop supply chains has discussed a large number of integrated aspects and a wide range of areas, none of these articles have described the process reengineering of hospitals' closed-loop supply chains. We have reviewed the literature only on RFID applications in the closed-loop supply chains of the healthcare industry in this section.
Historically, the healthcare industry has viewed itself as being operationally different from other businesses. Executives and logisticians state that they cannot predict their patient mix and ultimately their supply consumption. Because of this assumption, most researchers have evaluated selected supply chain process improvement (Zhang, 2001). Although the escalation of medical cost has been the number one issue in healthcare for the last four decades, most researchers have not considered reorganizing processes using RFID technology in hospital supply chains. RFID is a recent innovative technology that has been applied in logistics and manufacturing and is likely to be among the most exciting and fastest-growing technologies in terms of scope application (Heinrich, 2005, Gaukler and Seifert, 2007). Healthcare providers must maintain distribution and inventory systems similar to those in the manufacturing industry. It can improve the efficiency and effectiveness of hospitals in numerous ways, such as better inventory management (medicine, linens, beds, etc.) and smarter physical flows (patients, beds, etc.) (Banks et al., 2007, Sarac et al., 2010). Although it has been found that the paramount problem in IT implementation in healthcare systems is the high initial cost (Kumar et al., 2008), healthcare has been forecast to be the next home for RFID (Erickson and Kelly, 2007). In the following subsections, a brief overview of RFID and its implementation in inventory management, process reengineering and healthcare is presented.
3.1. Inventory management
In their recent literature survey, Sarac et al. (2010) observed that the main areas that RFID can deal with are inventory inaccuracy, the bullwhip effect and replenishment policies. Numerous approaches such as analytical models, simulations, case studies and experiments were developed to analyse the impact of RFID technologies on supply chain management.
The impact of RFID technology on specific problems faced by companies in the consumer retail value chain have been illustrated by Kambil and Brooks (2002), Chappell et al. (2002), Lee et al. (2004), and Tellkamp (2003). Potential benefits of RFID in supply chains have been studied by Joshi, 2000, Kang and Gershwin, 2004, Lee et al., 2005, Fleisch and Tellkamp, 2005 and de Kok and Shang (2007) in inventory inaccuracy, bullwhip effect, and optimal procurement policy areas. Their findings indicate inventory inaccuracy in a wide range of processes such as transaction errors, scanning errors, shrinkage errors, supply errors, theft and so on. RFID can improve supply chain performances by increasing inventory availability, reducing inventory levels, saving cost, and improving coordination. Moreover, RFID can deal with the bullwhip effect by reducing the information distortion through data capture and real-time communication properties. Sarac et al. (2010) analysed the impact of RFID on supply chain systems, specially inventory management, by classifying the approaches into four main classes: analytical approach (Lee and Ozer, 2007, Rekik et al., 2007a, Rekik et al., 2007b), simulation approach (Brown et al., 2001, Leung et al., 2007), case studies and experiments (Lefebvre et al., 2006, Wamba et al., 2007, Bottani and Rizzi, 2008). Lee and Ozer (2007) integrated RFID technology with an analytical model on inventory inaccuracy, and observed that RFID can reduce transaction errors by 90%. Kang and Koh (2002) simulated a retailer inventory system using RFID. Leung et al. (2007) also developed a simulation to analyse the impact of RFID on shrinkage errors. Furthermore, Lefebvre et al. (2006) developed a pilot study to analyse RFID deployment in the warehouse. Their findings show that RFID can improve the existing processes and the communication between supply chain actors. Moreover, Ngai et al. (2008) reviewed and classified the literature on RFID technologies that was published between 1995 and 2005. Their study included a content-oriented classification of literature and found that 10.7% of the articles deal with the application of RFID in supply chains. Furthermore, Chao et al. (2007) reviewed the literature on trends and forecast of RFID technologies from 1991 to 2005 by bibliometric analysis.
A survey on the causes of inventory inaccuracy in supply chain has also been presented by Delaunay et al. (2007). They gave a perspective to future studies on the impact of RFID technologies on inventory inaccuracy in supply chains. Dolgui and Proth (2008) also focus on the advantages of RFID technologies in inventory management including reduction of shrinkage and theft. However, their survey is based on a limited number of publications and does not contain recent publications. RFID technology offers several benefits to supply chains such as inventory and warehouse management, (Banks et al., 2007, Saygin et al., 2007, Michael and McCathie, 2005). Banks et al. (2007) show a list of qualitative and quantitative factors for RFID implementations. They also conclude that RFID can provide cost reduction and increased revenue. Michael and McCathie (2005) extensively investigated into the pros and cons of RFID technology within an inventory management context, giving businesses the opportunity to weigh up the costs and benefits. Numerous investigators have highlighted that RFID can reduce bullwhip effect and improve supply chain performance (Zaharudin et al., 2006, Saygin et al., 2007, Bottani and Rizzi, 2008, Wang et al., 2008, Zhou, 2009, Agrawal et al., 2009). Additionally, several researchers have studied the effects of RFID technologies on replenishment policies (Lee et al., 2004, Kang and Gershwin, 2004, de Kok and Shang, 2007).
3.2. Process reengineering
RFID technology can improve the traceability of products and speed up operational processes such as tracking, shipping, check out and counting processes that leads to improved inventory flows and more accurate information (Lee et al., 2005, Chow et al., 2006, Tajima, 2007, Whitaker et al., 2007). Further, reorganizing processes using RFID technology can also lead to a large gain in the overall supply chain effectiveness (Langer et al., 2007, McFarlane et al., 2003). Reengineering the processes of distribution centres and retailers increase possible benefits gained through RFID (Dutta et al., 2007, Bottani and Rizzi, 2008).
Application of a simulation approach to evaluate the value of information visibility in a supply chain using RFID has been studied by many researchers. For example, Joshi (2000) simulated a simple supply chain to evaluate the value of information visibility using RFID. He tested different scenarios by varying the degree of information visibility and supply chain actors' collaboration through RFID technologies. The results showed that information visibility and collaboration provide 40–70% reduction in inventory costs. He also concluded that the reduction in lost sales improves customer service due to timely order deliveries. Kang and Koh (2002) also simulated a retailer inventory system with an automatic reorder point procurement policy. They show that 2.5% increase of shrinkage can increase stock-out rate by about 50%. Further, Fleisch and Tellkamp (2005) simulated a one-product three-level supply chain. They compared two models with and without an inventory level alignment. The results showed that the elimination of inventory inaccuracy can reduce out of stock level and supply chain costs. Basinger (2006) developed a simulation model of a single item, three-level supply chain and studied the impact of inaccuracy on supply chain performance. He concluded that RFID is a new method for real-time alignment of the data that can improve the accuracy of inventory.
Lee et al. (2004) perform a quantitative simulation and compare different models with or without RFID with different values of replenishment policy (s,S). The results show that RFID implementation can reduce the distribution centre inventory level by 23%, and eliminate completely back orders. Leung et al. (2007) simulated a three-echelon supply chain and tested three scenarios (with and without RFID). The results obtained show that backorder quantity decreases by 1% and the average inventory increases by 20%. They also observe that RFID can decrease inventory levels. Further, Saygin et al. (2007) also used simulation to compare four inventory models in order to analyse the impacts of RFID implementations on the inventory management of time-sensitive materials. He concluded that RFID can provide important benefits by decreasing manufacturing costs with a higher service level.
3.3. RFID in healthcare
It has been predicted that the market for RFID technology in the healthcare sector is expected to increase from $474 million in 2008 to $3.1 billion in 2013 (Bendavid et al., 2010). Since RFID automates the tracking of medical, linen and equipment supplies, the healthcare organisation can derive significant benefits from RFID applications. For example, speedy transactions through RFID applications could derive a potential cost saving exceeding $2.6 billion per year in the healthcare sector (Jarrett, 1998). Similarly, efficient inventory management through RFID could generate significant saving on healthcare supply chains (Van Vactor, 2008, Raviprakash et al., 2009, Ygal, 2012). Other potential benefits may include effective linkage of patient demand with sourcing, ensuring the timely delivery of medical and non-medical supplies (Acharyulu, 2007, Aguado et al., 2007, Mark, 2011).
Tu et al. (2009) analyse the performance of RFID technologies in a health care system and simulate different algorithms for locating RFID based tagged objects. DeScioli (2005) studied differentiating hospital supply chain for enhanced performance. He concludes that the implementation of automated point of use systems has enabled hospitals to develop more sophisticated supply chain policies that can further increase patient care and simultaneously reduce costs. Hikmet et al. (2007) describe that the hospitals' adoption of healthcare information technology is related to four independent variables: hospital size, geographic location, system membership, and tax status. Additionally, Schuller and Hubner (2008) found that the hospitals are employing a variety of methods to keep logistics costs down while at the same time trying to optimize the level of service.
Further, Gambon (2006) mentioned the deployment of a patient-tracking and real-time clinical information system for St. Vincent's Hospital in Birmingham, Alabama. The hospital incorporated RFID into its infrastructure. Roberti (2006) completed a similar study at Lahey Clinic in Burlington, Massachusetts where RFID interrogators were installed for asset tracking. The asset-tracking system gives alerts to clinic when assets are due for regular cleaning or maintenance. Ngai et al. (2009) examined the use of RFID technology as the key enabler for building the healthcare management system to deliver higher business values. Recently, Yao et al. (2012) have reviewed the literature on the adoption and implementation of RFID technology in healthcare.
Bendavid et al. (2010) presented a case study of a hospital nursing unit that had applied RFID. They recommended conducting further research on RFID healthcare supply chain management as this area holds a great potential for performance improvements. Lee and Shim (2007) studied the adoption of RFID in healthcare using the theory of technology-push and demand-pull. Wicks et al. (2006) and Najera et al. (2011) investigated the managerial benefits and implementation challenges of RFID. Recently, Carr et al. (2010) examined the factors critical for the adoption of RFID technology in healthcare organisations and found that factors such as risk, resistance to change, and supplier support are directly related to usefulness of RFID. Kumar et al. (2010) studied the use of RFID within the healthcare industry and presented a step-by-step approach of how to implement the use of RFID tracking systems within the entire hospital.
Through a case study at a European hospital, Lefebvre, et al. (2011) assessed the suitability of a proposed RFID implementation model to evaluate the various implications of RFID projects and investigated the anticipated benefits of implementation. Despite the importance given to RFID in healthcare sector, there is a lack of knowledge with respect to the necessary implementation model to support its adoption. Furthermore, numerous case studies are available in the recent literature, such as RFID feasibility project at a Taiwanese hospital (Wang et al., 2006), RFID equipment-tracking system in a tertiary care hospital (Ostbye et al., 2003, Fisher and Monahan, 2008), a study at a US hospital measuring the effectiveness of using RFID for bed management (Kannry et al., 2007), and simulation studies to measure the value of RFID in healthcare (Hosaka, 2004). This study is different from the aforementioned studies. We investigate an application of the RFID-enabled process reengineering in sustainable healthcare system design. This paper presents a case study in the linens division of CSSD at a Singaporean hospital and uses ARENA simulation.
4. Case study – linens inventory control system
4.1. Background of the case
The Hospital where the case study was conducted, was established in 1844, is currently the second largest acute care general hospital in Singapore, with specialty centres in rehabilitation medicine and communicable diseases. A member of the National Healthcare Group, the Hospital continues the tradition of providing high quality holistic healthcare services to the population of Singapore. Equipped with state-of-the-art facilities and medical equipment, as well as the latest communication and information technology tools, the Hospital was designated as the sole treatment centre for the Severe Acute Respiratory Syndrome (SARS) epidemic which struck Singapore in 2003. The Hospital offers a wide range of medical services and there are 20 clinical specialties ranging from cardiology to orthopaedic surgery. It also has 15 allied health services such as physiotherapy and vascular surgical services. Despite receiving many awards and accolades, the Hospital is constantly striving to apply new and appropriate technologies to enhance patient care.
The linens department of the Hospital manages various linens inventories for the whole hospital. These include: bed sheets, pillow cases, towels, patients garments, operation theatre garments, and so on. Large volume of linens movement is observed everyday. Due to the complexity of collection, transportation, sorting and distribution, the linens department needs to operate with extreme efficiency in order to cater for the hospital needs. The department has reached significant standard of excellence in their automation efforts over the years and has implemented the Automatic Guided Vehicles (AGV) which reduced the manpower requirements. Fig. 1 illustrates the general internal closed-loop supply chain of CSSD of the Hospital.
Fig. 1.
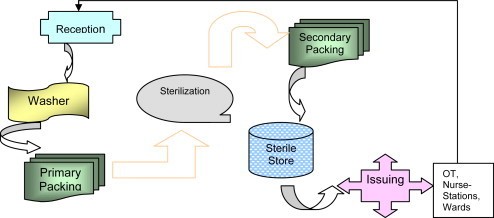
General internal closed-loop supply chain.
This case study is divided into four parts. The first part is focused on the existing business process and difficulties faced by the department. The next two parts discuss the feasibility of integrating RFID Passive tagging technology into its business process and attempt to re-engineer the existing business process. The final part is focused on the simulation results of the model.
4.2. Existing procedure for linens inventory control
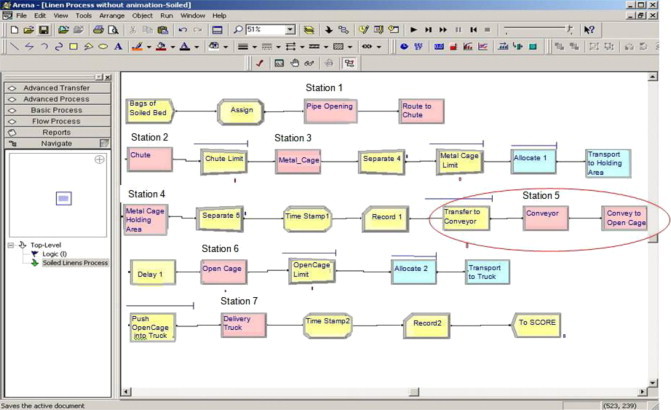
This section addresses the existing operating procedures for linens inventory control. Fig. 2 illustrates the detailed process. Firstly, the soiled linens disposal process is automated by a series of air pressured pipes connecting the linens department to all the wards in the hospital. The air pressure in the pipe sends all the soiled linens from the wards directly into the linens department. Soiled linens are packed into bags before they are delivered into the pipes. These bags can be delivered down the pipes at any time of the day. The hygiene standard states that all personnel should minimize contact with soiled linens. Disposal is performed on a daily basis, at irregular hours. When the soiled linens arrive at the linens department, they are held back in the chute opening until an indicated level before the mechanism is activated to open up the chute door hence releasing the soiled linens into a rail mounted metal cage. Soiled linens are stacked up to a designated level before it triggers an Infra red sensor. Upon activation of the sensor, the metal cage starts travelling on a metal rail until it reaches the staging area where the soiled linens are handled by four soiled linen staff that are in charge of counting and transferring the bags of soiled linens into an open cage.
Fig. 2.
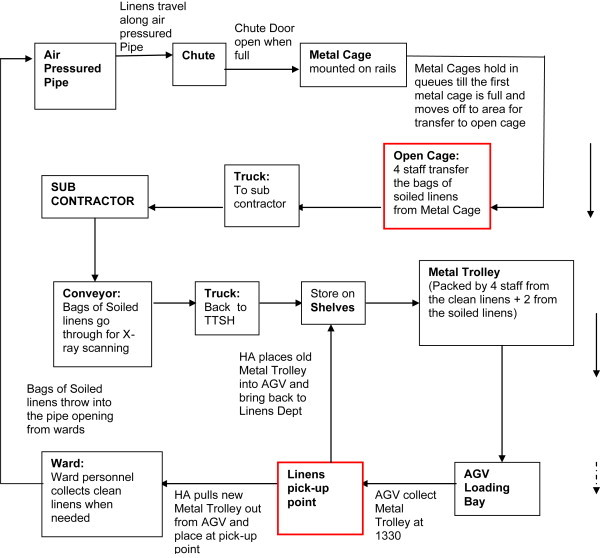
Standard operating procedure for linens inventory control.
The cleaning process is sub-contracted out to Singapore Corporation of Rehabilitative Enterprises (SCORE). Their responsibilities include transporting soiled linens, cleaning soiled linens and delivery of clean linens. SCORE will assign a delivery truck to the linens department everyday. Upon its arrival at 0800 h, hospital personnel unload all the cleaned linens into the linens department. Soiled linens collected in the open cage are loaded into the delivery truck by 8.40 am and transported back to Changi Prison where all bags of soiled linens go through an X-ray machine mounted on a conveyor belt to scan for unauthorized objects.
Clean linens are packed accordingly on the storage shelves of linens department. Apart from the annual stock taking, the department performs a circulation count every 4 months. This is to account for the total inventory level on the department shelves as well as those in circulation. The business process maintains two pile levels; each pile level is able to cater for the entire hospital needs for a day.
Personnel from linens department pack the daily requirements of each ward into the metal trolleys. These metal trolleys are parked at the designated AGV Loading Bay and delivered to the respective wards at 1330 h. These metal trolleys with clean linens are left at the designated spot (linens pick up point) outside the wards. The metal trolleys with the unused linens from the previous day will be replaced with the new trolleys. Finally, the AGV will pick up the trolleys with the unused linens back to the linens department.
4.2.1. Issues in the existing procedures
After analysing the existing processes to find areas of opportunity for improvement, several operational inefficiencies affecting linens management are identified such as eliminating unnecessary manual activities or duplications, recurrent inventory shortages at the linens department, service delays since linens are unavailable on demand, wasted staff time since storage room clerks and nurses spend time searching for linens and so on. Despite having automation, the department faces a critical issue of poor visibility in the inventory level. This is largely due to the hygiene standard of minimal human contact with soiled linens. When soiled linens are delivered down from the pipes, they are packed into bags for easy collection and accounting. However, this hinders the counting process of individual pieces as it is non-hygienic to open up the bags. The department uses estimates to account for total soiled linens sent out to the sub contractor. This gave rise to poor visibility and hence the inability to track for losses during the cleaning.
AGVs deliver the daily linens requirements of the wards; however this is a replacement system instead of a replenishment system. The AGVs will not account for the unused linens from the wards; instead it will bring the metal trolley with the unused linens back to the linens department for accounting. This signifies that the department needs to keep a higher pile level as compared to a replenishment system where the AGVs only need to replenish the used linens in the wards. Low visibility of linens usage in the wards also signifies the inability to track for losses during the usage process. According to the manager of linens department, the hospital is losing almost 12 percent of the total linens every three months.
Fig. 2 highlights the two problems in red. The stations being identified are: “Open Cage” and “Linens pick-up point”.
4.3. Reengineering the linens inventory control process
Healthcare systems are involved with process reengineering because of sustainable development approach pressure and the desire to satisfy the needs of customers and improve service quality. The proposed supply chain reengineering affects all components of the linen supply system.
The existing business process requires staff from the linens department to manually account for the soiled linens by estimating the number of linens in the bags sent down from the wards through the air pressured pipes. This often does not reflect the true quantity of soiled linens being sent out to the sub contractor. Similarly, the department needs to manually account for unused linens from the wards everyday when the AGVs deliver them back to the department. This process is time consuming and may result in data errors. As such, a well configured RFID station in the linens department as well as in the wards will be able to rectify the above problem.
Establishing a RFID system where a reader and antenna is mounted on a conveyor belt will be able to automate the process of loading the soiled linens onto the delivery truck and at the same time provide visibility of real-time volume flow of soiled linens. Secondly, the problem of low visibility of linens usage in wards can be rectified by deploying a RFID station at the linens pick-up point since the pick-up point is a common choke point for all personnel to collect clean linens for their wards. A well deployed RFID station will allow real-time volume flow of clean linens and also allow automated decision rule like formulating the linens replenishment quantity to be carried out.
After evaluating the business processes, there is a need to assess the touch points in the physical infrastructure. There are two key areas of interest for setting up a prime interrogation zone of RFID in the linens inventory control. Firstly, there is a need to design an effective conveyor belt system that is able to transfer the soiled linens from the metal cage to the open cage. Secondly, the RFID stations should be configured such that it is easy for ward personnel to retrieve clean linens and at the same time the readers and antennas will be able to interrogate accurately with the linens tag. All linens being sub contracted out for washing should be tagged. It is important to identify what kind of tags to use and how they should be placed. Objects can exhibit a wide range of behaviour characteristics in relation to Radio Frequency (RF) that is dependent on their material composition.
Moreover, it is critical to examine how to transmit the data coming off the readers from the conveyor belts and the readers from the pick-up points near the wards to the existing systems in linens department. To optimize the systems for RFID, the critical task is to associate the scanned EPC numbers coming off the linens to useful databases. Data will travel the existing methods of transportation, by being pushed through existing systems which are optimized for RFID. The implementation of the linens tracking system will be able to capture the location and data of each item. By capturing the location, the department will be able to keep track of total inventory movement. Also, useful data such as linens expiry, linens usage rate and linens losses can also be analyzed. The primary considerations of the proposed solution should include: cost efficiency, high accuracy, minimal manpower, and shorter process time.
Successful implementation of the RFID project will effectively resolve the problems of low inventory visibility in the department. In totality, RFID is able to automate human tasks and eliminate data error; it is ideal for providing data of real time large volume flow through a common choke point. Such automation can be easily integrated with the department's supplier, sub contractor as well as adjacent business units. The system can also enable actions without human intervention and in real time with applications set up with automated decision rules, such as determining the linens replenishment quantity for each ward. Fig. 3 details the reengineered process workflow coupled with RFID applications. Changes to the business process are highlighted in red.
Fig. 3.
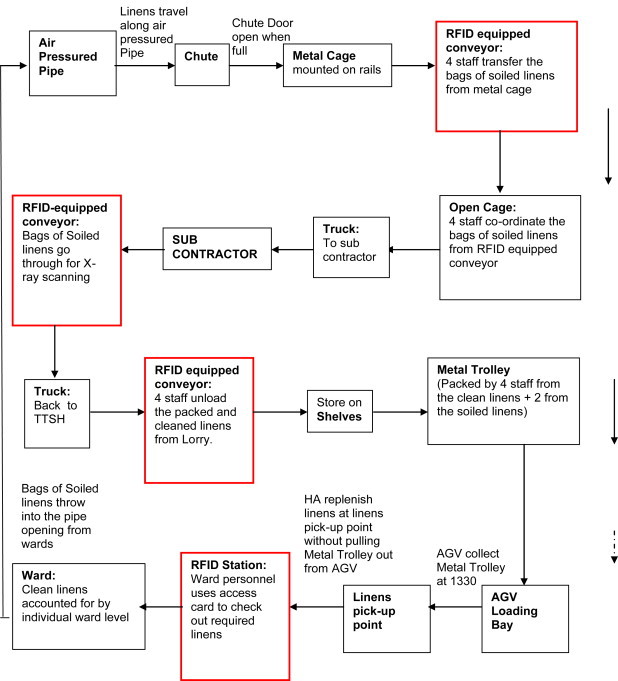
Reengineered process workflow for linens inventory control.
With the recommendation of implementing a Linens Tracking System to improve the visibility and efficiency in linen inventory control, RFID system was deployed at the point of this research. Current RFID system is operating within the Ultra High Frequency (UHF) region at 868 MHz 2003. Passive UHF RFID tags are most commonly used in laundry management. These tags allow bulk reading of up to hundreds of tags per second, a read range of up to few meters with no line-of-sight requirements, and operation in harsh environments with storage capacity (96 bits+). Performance improvement of passive UHF RFID tags has been exponential with features such as anti-collision algorithms, improved communication protocols, increased data capacity, dynamic authentication, and ruggedized designs for laundry management. Lines Department uses “SMLD XX” tags from Synometrix and Tagsys HF tags which are rugged waterproof and dry cleaning chemical proof RFID laundry tags with or without center hole for total laundry management and offer high mechanical resistance, and resistance to heat (−25 °C to 150 °C for 50 h which is within the washing temperatures), and pressure (45 bar). These tags are much smaller (ranging from 15 mm/thickness 2.9 mm) and cheaper than active tags. Primary consideration for the tag design includes the overall size and shape. They operate at the frequency of 13.56 MHz, contain 2 k bits read-write memory, and read 50 tags per second. The casings are made of nylon and polymer which can withstand a water pressure of 45 bar.
4.4. System modelling of linens inventory control using ARENA
From the standard procedure for linens inventory control, the Arena simulation models are also categorized into soiled and clean linens processes and are modelled separately for accuracy of data collection and clearer visibility of linens flow. Despite the fact that the soiled and clean linens processes occur in parallel, they have two distinct flows with no interaction in any of the procedures. Fig. 4, Fig. 5 illustrate the Arena models of soiled linens process before and after the RFID implementation. Fig. 6, Fig. 7 show Arena models of clean linens process before and after the RFID implementation.
Fig. 4.
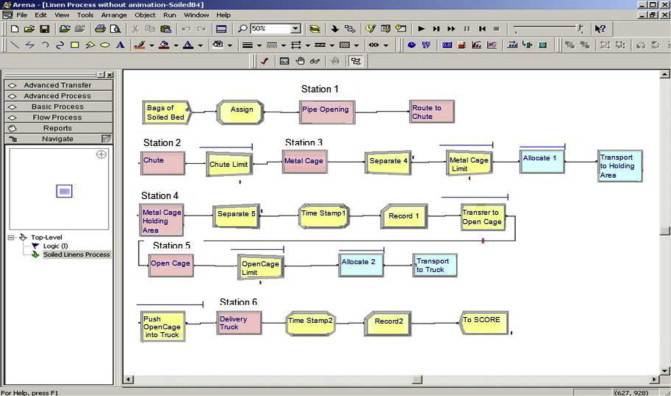
ARENA model of soiled linens process before RFID implementation. Note: From station 1 to 4, the processes are automated without human involvement. The time will start after station 4 where the human resources are available; Time Stamp 1. The time will end after station 6 when all the soiled linens are loaded into the truck. Thus the difference between Time Stamp 1 and 2 will be the time taken for the soiled linens process.
Fig. 5.
ARENA model of soiled linens process after RFID implementation.
Fig. 6.
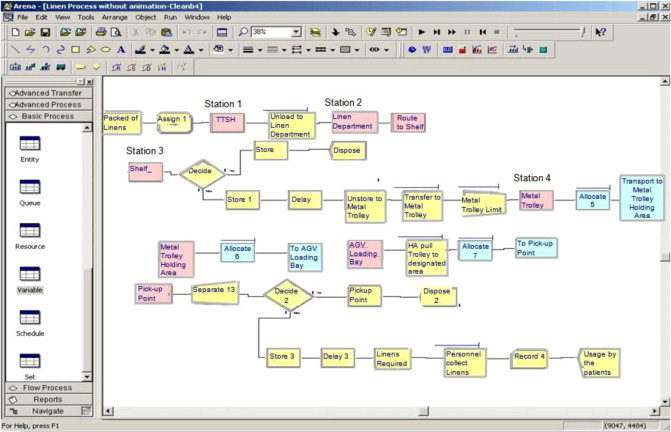
ARENA model of clean linens process before RFID implementation.
Fig. 7.
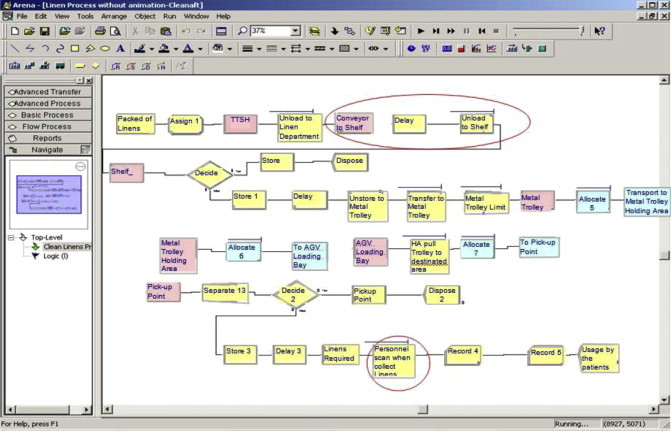
ARENA model of clean linens process after RFID implementation.
4.4.1. Data and assumptions for soiled linens
During simulation, the models are allowed to run for a period of 156 (26 weeks * 6) independent replications with each replication using an additional warm-up period of 2 days as the Linens Department only operates for 6 working days. The warm-up period, which is set for the simulation run to eliminate any bias at the early stage of the process, was determined according to Welch's moving average procedure described in Law and Kelton (2000). The run length and number of independent replications of the simulation were also determined based upon the tests of normality and independence proposed by Law and Kelton (2000). The operation hours are from 8.00 am to 4.30 pm from Monday to Saturday. It forecasts for a period of 26 weeks for accuracy of predicted data. The time unit of the simulations is in minutes.
Validation is the process of determining whether the simulation model is a useful or reasonable representation of the real system (Pritsker et al., 1997). Absolute validation is usually impossible because the simulation is at best an approximation of the real system, and the most definitive method is to compare the output data from the simulation with the actual data from the existing system using formal statistical analyses such as confidence intervals (Kumar and Shim, 2006). In validating the simulation model of this study, we calculated the confidence intervals of the simulation outputs at 95 percent confidence interval (α = 0.05) and compared them to the actual values provided by the Hospital. We also verified the architecture of the simulation model with staff in the Linens Department before the simulation runs and showed the simulation results to the Hospital staff after the simulation runs to ensure that the simulation results are reliable.
Before the implementation of RFID, the process took around 40 min for all soiled linens to be loaded into the delivery truck to SCORE. The truck arrives at 8.00 am and 11.00 am for soiled linens collection. It leaves 40 min later for delivery to SCORE. Thus based on the information, the flowchart of the Soiled Linens process is modelled with estimated timing between processes, routes, distances and stations.
The assumption for the model after the implementation of RFID is same as above. Conveyor is being installed after the collection of the Metal Cages, and is transferred through the conveyor to the Open Cages. The travel length of the conveyor is around 2.5 m. The time to convey from the Metal Cage to the Open Cage is set to be 30 s. RFID readers are being installed on the conveyor to read the numbers of soiled linens being delivered out to SCORE for washing. 0.34 s are needed for 1 piece of linen to be read. Four soiled linens staff are assigned in the model. The capacity for the Chute and Metal Cage are set at 50 bags of Linens, while the capacity for the Open Cage is set at 90 bags of linens.
4.4.2. Data and assumptions for clean linens
The flowchart of the clean linens process is modelled with estimated timing between processes, routes, distances and stations. After the implementation of RFID, conveyor is being installed right before the linens are stored in the shelves. The clean linens are transferred through the conveyor and transfer manually by the staff to the shelves for storage. RFID readers are being installed on the conveyor to read the numbers of clean linens being delivered in from SCORE. 0.34 s are needed for 1 piece of linen to be read. The numbers of packed clean linens received are assumed to be same as the numbers of soiled linens sent (1 bag of soiled linens = 14 pieces of linens, and 1 packed clean linen = 1 piece of linen). When the soiled linens are being collected for washing at 8.00 am and 11.00 am, clean linens are being delivered at the same time. The arrival rate for the packed linens is assumed to be at a constant number of 6300 (450 bags * 14). The packed linens are set to arrive from 8.00 am to 8.30 am; arrival rate is zero after 8.30 am. Four clean linens staff and 1 personnel are assigned in the model. The capacity for the Metal Trolley is set at 300 packed linens. The AGV motion is modelled in one-way, it will travel from the Metal Trolley Holding Area to the AGV Loading Bay.
4.5. Simulation results and discussion
4.5.1. Results for soiled linens process
Table 1, Table 2 display the simulation results before and after the implementation of RFID respectively. For soiled linens process, the improved process took 5.04 min longer. The initial process took an average of 39.19 min (Table 1) while the process with RFID took an average of 44.23 min (Table 2). The increase in timing is due to the additional process-Transfer to Conveyor and the station-Conveyor (see Fig. 5). Thus, with a slight trade-off in timing, the process with RFID implementation provides visibility for the soiled linens out to SCORE. The average waiting time for the Open Cage Limit Queue is 44.07 min and is the most time consuming. As the Open Cage Limit is set at a larger value of 90, more time is needed for the Open Cage to be filled and proceed to the next stage. Thus, the longer waiting time of 41.22 min is expected even after the RFID implementation. Moreover, as the chute capacity is set at 50 bags of linen, the average waiting time for the Chute Limit Queue is also time consuming (26.2 min) and has decreased slightly to 25.3 min after RFID implementation. The waiting times at other stations have also decreased (see Table 1, Table 2).
Table 1.
Entity 1 and time interval for soiled linens process before RFID.
| No. of replications = 156 |
Average | Confidence interval (95%) |
|---|---|---|
| Entity 1 | ||
| Wait time | 6426.12 | (6144.2, 6751.4) |
| Transfer time | 513.5 | (513.46, 513.54) |
| Total time | 130.05 | (113.05, 147.94) |
| Number in | 471.36 | (422.0, 528.0) |
| Number out | 426.51 | (350.0, 475.0) |
| WIP | 53.951 | (34.74, 73.66) |
| Soiled linens start time | 261.11 | (245.93, 272.29) |
| Soiled linens stop time | 300.3 | (267.54, 319.18) |
| Actual time taken | 39.19 | |
| Queue waiting time | Average | |
| Chute limit queue | 26.201 | (22.55, 29.57) |
| Open cage limit queue | 44.076 | (36.20, 51.57) |
| Transfer to open cage queue | 0.863 | (0.8605, 0.8667) |
| All other queues (allocate 1 & 2, metal cage limit) | 0.0 | (0.0, 0.0) |
Table 2.
Entity 1 and time interval for soiled linens process after RFID.
| No. of replications = 156 |
Average | Confidence interval (95%) |
|---|---|---|
| Entity 1 | ||
| Wait time | 6068.83 | (5813.14, 6355.39) |
| Transfer time | 556.99 | (556.98, 557.01) |
| Total time | 125.8 | (119.79, 137.01) |
| Number in | 489.67 | (463.0, 509.0) |
| Number out | 457.5 | (430.0, 473.0) |
| WIP | 45.6579 | (32.35, 59.39) |
| Soiled linens start time | 263.43 | (250.03,271.88) |
| Soiled linens stop time | 307.66 | (297.36, 318.71) |
| Actual time taken | 44.23 | |
| Queue waiting time | Average | |
| Chute limit queue | 25.354 | (24.18, 27.32) |
| Open cage limit queue | 41.228 | (38.93, 47.65) |
| Transfer to open cage queue | 0.766 | (0.7661, 0.7673) |
| All other queues (allocate 1 & 2, metal cage limit) | 0.0 | (0.0, 0.0) |
4.5.2. Results for clean linens process
Table 3, Table 4 display the simulation results before and after the implementation of RFID respectively. For clean linens process, the time taken for the clean linens before RFID implementation is 339.75 min (Table 3) while that after RFID implementation is 371.23 min (Table 4). With the additional processes - Unload to Shelf and Scan Linens when collected and stations-Conveyor (see Fig. 7), the process took 31.48 min more to be completed. Time delay is due to the scanning of the RFID tags on each individual packed linen when unloaded into the shelf and when linens are needed in the wards. This time delay of 31+ minutes will increase the labour cost by $20 per day considering a staff hourly wage of $38.
Table 3.
Entity 1 and time interval for clean linens process before RFID.
| No. of replications = 156 |
Average | Confidence interval 95% |
|---|---|---|
| Entity 1 | ||
| Wait time | 171.57 | (166.4, 175.9) |
| Transfer time | 4.0842 | (4.01, 4.18) |
| Total time | 176.86 | (171.65,181.25) |
| Number in | 6326.31 | (6097, 6529) |
| Number out | 6171.03 | (5978, 6311) |
| WIP | 857.3 | (805.59, 915.7) |
| Interval | Average | |
| Packed Linens_Time_Interval | 339.75 | (331.5, 348.01) |
| Packs of linens out (not recorded and includes unused clean linens also) | 6300 | |
| Queue waiting time | Average | |
| HA pull metal trolley queue | 31.259 | (28.98, 33.59) |
| Metal trolley limit queue | 9.227 | (8.70, 9.74) |
| Personnel collect linens queue | 155.96 | (151.5, 154.3) |
| Transfer to metal trolley queue | 78.311 | (74.92, 81.56) |
| Unload and store to linen room queue | 57.170 | (54.65, 59.37) |
| All other queues (allocate 5, 6, and 7) | 0.0 | (0.0, 0.0) |
Table 4.
Entity 1 and time interval for clean linens process after RFID.
| No. of replications = 156 |
Average | Confidence interval 95% |
|---|---|---|
| Entity 1 | ||
| Wait time | 155.78 | (152.8, 159.7) |
| Transfer time | 3.5853 | (3.51, 3.64) |
| Total time | 160.56 | (155.5, 165.5) |
| Number in | 6317.85 | (6210, 6402) |
| Number out | 6168.67 | (6055, 6310) |
| WIP | 783.28 | (735.7, 819.8) |
| Interval | Average | |
| Packed Linens_Time_Interval | 371.23 | (363.1, 379.6) |
| Packs of linens out | 2247.79 | (2211, 2287) |
| Queue waiting time | Average | |
| HA pull metal trolley Queue | 25.304 | (23.07, 28.14) |
| Metal trolley limit queue | 5.747 | (5.54, 5.90) |
| Personnel scan when collect linens queue | 273.24 | (264.9, 281.1) |
| Transfer to metal trolley queue | 35.666 | (34.65, 38.59) |
| Unload to linen room queue | 23.707 | (22.34, 25.10) |
| All other queues (allocate 5, 6, and 7) | 0.0 | (0.0, 0.0) |
For the clean linens process before RFID implementation, the numbers of packed linens is not recorded. In the process after RFID implementation, the packed linens are counted and recorded.
From Table 4, the packed linens out is recorded as 2247.79. This figure is the number of packed linens requested and scanned by the personnel for patients' usage. It is less than the 6300 packed clean linens input, as some of the packed clean linens might be kept in the Shelf and stored, while others might still be in process. Prior to RFID implementation, AGVs delivered the daily linens requirements of the hospital wards and did not account for the unused linens from the wards. This resulted into the department keeping a higher pile level as compared to a replenishment system where the AGVs only needed to replenish the used linens in the wards. Personnel scan when collect linens (after RFID implementation) took a longer average waiting time (273.24 min in Table 4) than personnel collect linens (155.96 min in Table 3) before RFID implementation. The reason for this longer wait time might be due to the newly implemented RFID system. As all personnel need to scan the linens when collecting for patients' usage, they might not be familiar with the new computer interface and process and thus time is lost. Furthermore, the waiting times for metal trolley limit queue has dropped from 9.22 to 5.74 min, for transfer to metal trolley queue has dropped from 78.32 to 35.66 min, and for unload to linen room queue has dropped from 57.17 to 23.7 min after RFID implementation.
The areas of opportunity assessed when evaluating the existing system could be efficiently and effectively improved with RFID-enabled system. For example, linens department nurses and clerks would not need any longer to go to the shelf to validate if there are linens available. Various repetitive and duplicate activities could be eliminated since real-time information on linens inventory are collected through the RFID-enabled linens tracking system. The new RFID-enabled system provides information on linens availability rate, activities utilization rate and is able to fulfil the following requirements:
-
-
account for the total soiled linens sent out to sub-contractor,
-
-
account for daily linens usage of each ward,
-
-
account for the total cleaned linens sent back from sub-contractor,
-
-
account for total stock on shelf and in circulation,
-
-
account for losses from sub-contractor and wards,
-
-
improve real-time monitoring and management of linens,
-
-
improve productivity and efficiency by reducing the time hospital staff spends in locating misplaced linens,
-
-
reduce overbuying, and eliminate costly replacement of lost or stolen linens, and
-
-
reduce delays in patient care due to lost or stolen linens.
Several unnecessary manual activities or duplications in the existing system and the inefficiencies such as recurrent inventory shortage of linens at the central warehouse, wasted staff time searching for the linens and lack of visibility can be eliminated. Indeed, accessibility to linens and other critical resources allows nurses and other staff to respond more efficiently and faster to clinical events, and therefore improves patient care and the patient experience.
Although the process time increases with the introduction of the RFID stations, the increased inventory visibility and a potential reduction of overbuying and or replacement of linens (on the average 8 linens per day based on a quarterly loss of 12%) and resulting decrease in cost (around $160 = $20 * 8 linens per day), elimination of wasted staff time searching for the linens, and improved quality of patient care and the patient experience outweigh the increase in process time. Moreover, an array of benefits offered by RFID technology is intangible, and therefore cannot be simply measured through traditional methods such as return on investment.
The other indirect benefits of deploying RFID system in the Linens Department are reduced workload for nurses in the following activities:
-
-
reduced vital signs taking time,
-
-
reduced searching time of linens.
-
-
reduced unnecessary phone calls between departments,
-
-
reduced administrative work, and
-
-
improved operational workflow.
Now, nurses do not have to make phone calls, to check where the linens are, or if a linen is on the way to the ward, they can find the real-time location of the linens from the dashboard. Overall benefits for the Hospital are:
-
-
reduced transcribing errors,
-
-
improved operational efficiency,
-
-
improved visibility in the resources availability,
-
-
improved accessibility to information, and
-
-
enhanced market perception.
Hospital management also acknowledged cost savings due to deployment of RFID which is integrated with hospital system and workflow.
5. Conclusions and recommendations
The study included the understanding of the whole system process flow by means of sites investigation, business process familiarization, data collection and conducting interviews with the staff in the Linens Department. After much sites investigation of the existing process, various problems and inventory shrinkages were identified with recommended possible redesign and RFID-enabled solutions.
The conceptual models of the reengineering process have been developed. Furthermore, in order to reduce the risk of RFID implementation, the reengineered closed-loop supply chain models have been evaluated from the different aspects. After analyzing the existing problems to find areas of opportunity for improvement, higher level RFID implementations were recommended hence bringing forth the process reengineering of the case study. Finally, the results from the reengineered models were obtained and findings reveal that there are improvements made in the process flow which ultimately fulfils the objectives of this research. A gap analysis of “existing” versus “reengineered” processes assisted in evaluating the capabilities of RFID to increase productivity through the elimination of search delays from the staff, the linens inventory shrinkage (around 8 linens per day) and recurrent linens shortages, as well as assess the benefits of elimination of costly replacement of lost or stolen linens. The decrease in cost equals $140 per day (=$160 - $20) based on a quarterly loss of 12 percent of the linens and an increase in labour cost by $20.
More than half of the activities have reached the desired minimum utilization rate of 50 percent. Several significant activities are almost fully used. The activities of Store have large space for further development. The reengineered model provides the more efficient solution. The number of the staff is reduced. The utilization of staff is much more efficient. Moreover, there is space for the development of the future plan. Lastly, the closed-loop supply chains are a key component of sustainable hospital design and operations and they have begun to receive increased attention in Singapore.
During research period, the current active RFID systems were operating within the Ultra High Frequency region at 868 MHz. In order to realize the full benefits of RFID deployment, there is a need to further examine the applications of Low Frequency, High Frequency as well as the recently developed Microwave Frequency (2.45 GHz). For example, extending the tracking system hospital wide, including all staff, patients (including those come in for consultation only – for contact tracing) and all inventories control (general medical devices, medical supplies, drugs, surgical tools, and so on).
For the linen inventory control, the current process is very much concise. The proposed RFID solutions can be further studied to examine the exact location of the conveyor, the appropriate speed and length of the conveyor. With the improved processes, visibility can be accounted for with a trade off in timing, as both improved processes for the soiled and the clean linens take a longer time to be completed. Future research could use RFID in the areas unexplored in this research. With the whole hospital equipped with RFID, it will be able to automate the hospital's processes with improved efficiency and visibility.
6. Limitations and assumptions
For the clean linens, the arrival rate is constant as all the packed clean linens are delivered and unloaded to the Hospital all at once when the delivery truck arrives at 8.00 am and 11.00 am. For the modelling, the packed clean linens process end when it is used by the patients.
In reality, not all the packed clean linens are used, certain number of linens will be left unused and returned to the Linen Department. For the clean linens process before RFID, when the AGV transports packed clean linens filled Metal Trolleys to the AGV Loading Bay, it also collects the ‘used’ Metal Trolley back to the Linen Department even if there are unused clean linens in the Metal Trolley. Back in the Linen Department, the Metal Trolley is replenished and is ready to be delivered at a fixed timing. The Metal Trolleys are delivered and collected daily by the AGV which is scheduled to transport to wards at 1.30 pm daily.
References
- Acharyulu G. RFID in healthcare supply chain: improving performance through greater visibility. ICFAI J. Manag. Res. 2007;6(11):32–45. [Google Scholar]
- Agrawal S., Sengupta R.N., Shanker K. Impact of information sharing and lead time on bullwhip effect and on-hand inventory. Eur. J. Oper. Res. 2009;192:576–593. [Google Scholar]
- Aguado F., Alvarez M.J., Barcos L. RFID and health management: is it a good tool against system inefficiencies? Int. J. Healthc. Technol. Manag. 2007;8(3–4):268–297. [Google Scholar]
- Banks J., Hanny D., Pachano M.A., Thompson L.G. John Wiley & Sons, Inc; 2007. RFID Applied. [Google Scholar]
- Basinger K.L. The Ohio State University; 2006. Impact of Inaccurate Data on Supply Chain Inventory Performance. PhD thesis. [Google Scholar]
- Bendavid Y., Boeck H., Philippe R. Redesigning the replenishment process of medical supplies in hospitals with RFID. Bus. Process Manag. J. 2010;16(6):991–1013. [Google Scholar]
- Bottani E., Rizzi A. Economical assessment of the impact of RFID technology and EPC system on the fast-moving consumer goods supply chain. Int. J. Prod. Econ. 2008;112:548–569. [Google Scholar]
- Brown K.L., Inman R.A., Calloway J.A. Measuring t and effects of inventory inaccuracy in MRP inventory and delivery performance. Prod. Plan. Control. 2001;12(1):46–57. [Google Scholar]
- Carr S.A., Zhang M., Klopping I., Min H. RFID technology: implications for healthcare organisations. Am. J. Bus. 2010;25(2):25–40. [Google Scholar]
- Chao C.C., Yang J.M., Jen W.Y. Determining technology trends and forecasts of RFID by a historical review and bibliometric analysis from 1991 to 2005. Technovation. 2007;27:268–279. [Google Scholar]
- Chappell G., Durdan D., Gilbert G., Ginsburg L., Smith J., Tobolski J. Auto-ID Centre Massachusetts Institute of Technology (MIT); 2002. Auto-Id on delivery: the value of auto-id technology in the retail supply Chain. [Google Scholar]
- Chow H.K.H., Choy K.L., Lee W.B., Lau K.C. Design of a RFID case-based resource management system for warehouse operations. Expert Syst. Appl. 2006;30:561–576. [Google Scholar]
- Chow-Chua C.F., Goh M. A quality roadmap of a restructured hospital. Manag. Audit. J. 2000;15(1–2):29–41. doi: 10.1177/146642409911900310. [DOI] [PubMed] [Google Scholar]
- Christopher M., Marino D. Improving materials management through reengineering. J. Healthc. Fin. Manag. Assoc. 1995;49(9):31–36. [PubMed] [Google Scholar]
- Cynthia A.K., Muller M. Material management reengineering: value creation through innovation. Hosp. Mater. Manag. Q. 1997;18(3):50–61. [PubMed] [Google Scholar]
- Delaunay C., Sahin E., Dallery Y. RFID Eurasia, 2007 1st Annual. 2007. A literature review on investigations dealing with inventory management with data inaccuracies; pp. 1–7. [Google Scholar]
- DeScioli D.T. 2005. Differentiating the Hospital Supply Chain for Enhanced Performance. Working Paper, Rutgers University, New Brunswick, New Jersey, USA. [Google Scholar]
- Dolgui A., Proth J.M. Proceedings of the 17th World Congress, the International Federation of Automatic Control, Seoul, Korea. 2008. RFID technology in supply chain management: state of the art and perspectives; pp. 4465–4475. [Google Scholar]
- Dutta A., Lee H., Whang S. RFID and operations management: technology, value and incentives. Prod. Oper. Manag. 2007;16(5):646–655. [Google Scholar]
- Erickson G.S., Kelly E. Building Competitive Advantage with Radio Frequency Identification Tags. Competit. Rev. Int. Bus. J. Incorpor. J. Glob. Competit. 2007;17(1–2):37–46. [Google Scholar]
- Fisher J.A., Monahan T. Tracking the social dimensions of RFID systems in hospitals. Int. J. Med. Inf. 2008;77(3):176–183. doi: 10.1016/j.ijmedinf.2007.04.010. [DOI] [PubMed] [Google Scholar]
- Fleisch E., Tellkamp C. Inventory inaccuracy and supply chain performance: a simulation study of a retail supply chain. Int. J. Prod. Econ. 2005;95:373–385. [Google Scholar]
- Gambon J. RFID frees up patient beds. RFID J. 2006 www.rfidjournal.com/article/articleview/2549/ August, available at: [Google Scholar]
- Gattorna J.L. Gower; Aldershot: 1998. Strategic Supply Chain Alignment: Best Practice in Supply Chain Management. [Google Scholar]
- Gaukler G.M., Seifert R.W. 2007. Applications of RFID in Supply Chain. (Springer Series in Advanced Manufacturing). [Google Scholar]
- Guide V.D.R., Harrison T., van Wassenhove L.N. The challenge of closed-loop supply chains. Interfaces. 2003;33(6):3–6. [Google Scholar]
- Heinrich C. Wiley; Indianapolis: 2005. RFID and beyond. [Google Scholar]
- Hikmet N., Bhattacharjee A., Menachime N., Brooks R.G. The role of organization factors in the adoption of healthcare information technology in Florida. Healthc. Manag. Sci. 2007;11(1):1–9. doi: 10.1007/s10729-007-9036-5. [DOI] [PubMed] [Google Scholar]
- Hosaka R. Feasibility study of convenient automatic identification system of medical articles using LF-band RFID in hospital. Syst. Comput. Jpn. 2004;35(10):571–578. [Google Scholar]
- Huang F. Hospital material management in Taiwan. Hosp. Mater. Manag. Q. 1998;19(4):71–81. [PubMed] [Google Scholar]
- Irani Z., Hlupic V., Baldwin L.P., Love E.D. Reengineering manufacturing processes through simulation modeling. Logist. Inf. Manag. 2000;13(1):7–13. [Google Scholar]
- Jarrett P.J. Logistics in the healthcare industry. Int. J. Phys. Distri. Logist. Manag. 1998;28(9–10):741–772. [Google Scholar]
- Joshi Y.V. 2000. Information Visibility and its e_ect on Supply Chain Dynamics. Master thesis. [Google Scholar]
- Kambil A., Brooks J.D. 2002. Auto-ID across the Value Chain: from Dramatic Potential to Greater Efficiency and Profit. Technical report, Auto-ID center. [Google Scholar]
- Kang Y., Gershwin Y.B. Information inaccuracy in inventory systems – stock loss and stockout. IIE Trans. 2004;37:843–859. [Google Scholar]
- Kang Y., Koh R. 2002. Applications Research. Technical report, Auto-ID Center, Massachusetts Institute of Technology. [Google Scholar]
- Kannry J., Emro S., Blount M., Ebling M. Proceedings of AMIA. 2007. Small-scale testing of RFID in a hospital setting: RFID as bed trigger. [PMC free article] [PubMed] [Google Scholar]
- de Kok A.G., Shang H.K. Inspection and replenishment policies for systems with inventory record inaccuracy. Manuf. Serv. Oper. Manag. 2007;9(2):185–205. [Google Scholar]
- Kumar A., Shim S.J. Simulating staffing needs for surgical instrument distribution in hospitals. J. Med. Syst. 2006;30:363–369. doi: 10.1007/s10916-006-9018-z. [DOI] [PubMed] [Google Scholar]
- Kumar A., Ozdamar L., Zhang C.N. Supply chain redesign in the healthcare industry of Singapore. Supply Chain Manag. Int. J. 2008;13(2):95–103. [Google Scholar]
- Kumar S., Livermont G., McKewan G. Stage implementation of RFID in hospitals. Technol. Health Care. 2010;18:31–46. doi: 10.3233/THC-2010-0570. [DOI] [PubMed] [Google Scholar]
- Langer N., Forman C., Kekre S., Scheller-Wolf A. Assessing the impact of RFID on return center logistics. Interfaces. 2007;37(6):501–514. [Google Scholar]
- Law A.M., Kelton D.W. McGraw-Hill Higher Education; New York, USA: 2000. Simulation Modeling and Analysis. [Google Scholar]
- Lee H., Ozer O. Unclocking the value of RFID. Prod. Oper. Manag. 2007;16(1):40–64. [Google Scholar]
- Lee H.L., Billington C. Management supply chain inventory: pitfalls and opportunities. Sloan Manag. Rev. 1992;33(3):65–73. [Google Scholar]
- Lee H.L., Billington C. Material management in decentralized supply chains. Oper. Res. 1993;41(5):835–847. [Google Scholar]
- Lee Y.M., Cheng F., Leung Y.T. Exploring the impact of RFID on supply chain dynamics. In: Ingalls R.G., editor. 2004 Winter Simulation Conference. 2004. pp. 1145–1152. [Google Scholar]
- Lee Y.M., Cheng F., Leung Y.T. 2005. A Quantitative View on How RFID Will Improve a Supply Chain. Technical report, IBM Research Report. [Google Scholar]
- Lee C.P., Shim J.P. An exploratory study of radio frequency identification (RFID) adoption in the healthcare industry. Eur. J. Infor. Syst. 2007;16:712–724. [Google Scholar]
- Lefebvre L.A., Lefebvre E., Bendavid Y., Wamba S.F., Boeck H. Proceedings of the 39th Hawaii International Conference on System Sciences. 2006. RFID as an enabler of B-to-B e-commerce and its impact on business processes: a pilot study of a supply chain in the retail industry. [Google Scholar]
- Lefebvre E., Castro L., Lefebvre L.A. Assessing the prevailing implementation issues of RFID in healthcare: a five-phase implementation model. Int. J. Comput. Commun. 2011;5(2):101–117. [Google Scholar]
- Leung Y.T., Cheng F., Lee Y.M., Hennessy J.J. 2007. A Tool Set for Exploring the Value of RFID in a Supply Chain. (Springer Series in Advanced Manufacturing). [Google Scholar]
- Mark S. Healthcare with RFID. Pass. Age Now. 2011;5:38. [Google Scholar]
- McFarlane D., Sarma S., Chirn J., Wong C., Ashton K. Auto ID systems and intelligent manufacturing control. Eng. Appl. Artif. Intell. 2003;16:365–376. [Google Scholar]
- Michael K., McCathie L. International Conference on Mobile Business. 2005. The pros and cons of RFID in supply chain management; pp. 623–629. [Google Scholar]
- Mohanty R.P., Deshmukh S.G. Reengineering of a supply chain management system. Prod. Plan. Control. 2000;11(1):90–104. [Google Scholar]
- Najera P., Lopez J., Roman R. Real time location and inpatient care systems based on passive RFID. J. Netw. Comput. Appl. 2011;34:980–989. doi: 10.1016/j.jnca.2010.04.011. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Ngai E.W.T., Moon K.K.L., Riggins F.J., Yi C.Y. RFID research: an academic literature review (1995–2005) and future research directions. Int. J. Prod. Econ. 2008;112:510–520. [Google Scholar]
- Ngai E.W.T., Poon J.K.L., Suk F.F.C., Ng C.C. Design of an RFID-based healthcare management system using an information system design theory. Inf. Syst. Front. 2009;11:405–417. [Google Scholar]
- Ostbye T., Lobach D.F., Cheesborough D., Lee A.M.M., Krause K.M., Hasselblad V., Bright D. Evaluation of an infrared/radiofrequency equipment-tracking system in a tertiary care hospital. J. Med. Syst. 2003;27(4):367–380. doi: 10.1023/a:1023709421380. [DOI] [PubMed] [Google Scholar]
- Ostlin J., Sundin E., Bjorkman M. Importance of closed-loop supply chain relationships for product remanufacturing. Int. J. Prod. Econ. 2008;115:336–348. [Google Scholar]
- Pritsker A.B., O'Reilly J.J., LaVal O.K. Wiley; New York, USA: 1997. Simulation with Visual SLAM and AWESIM. [Google Scholar]
- Raviprakash A.V., Prabu B., Alagumurhi N., Soundararajan V. RFID: Rx to healthcare industry. ICFAI J. Supply Chain Manag. 2009;6(2):7–25. [Google Scholar]
- Rekik Y., Jemai Z., Sahin E., Dallery Y. Improving the performance of retail stores subject to execution errors: coordination versus RFID technology. OR Spectr. 2007;29:597–626. [Google Scholar]
- Rekik Y., Sahin E., Dallery Y. Analysis of the impact of the RFID technology on reducing product misplacement errors at retail stores. Int. J. Prod. Econ. 2007;109(1–2):55–69. [Google Scholar]
- Roberti M. The Lahey clinic's RFID remedy. RFID J. 2006 http//www.rfidjournal.com/article/articleview/2265/ available at: [Google Scholar]
- Rutala W.A., Mayhall C.G. Infection control and epidemiology. Soc. Hosp. Epidemiol. Am. Position Pap. 1992;113:38–48. doi: 10.1086/646421. [DOI] [PubMed] [Google Scholar]
- Sarac A., Absi N., Dauzere-Peres S. A literature review on the impact of RFID technologies on supply chain management. Int. J. Prod. Econ. 2010;128:77–95. [Google Scholar]
- Saygin C., Sarangapani J., Grasman S.E. 2007. A Systems Approach to Viable RFID Implementation in the Supply Chain. (Springer Series in Advanced Manufacturing). [Google Scholar]
- SH . 2010. Sustainable Hospitals – What is the Sustainable Hospitals Program?http://www.sustainablehospitals.org/HTMLSrc/Project.html [Google Scholar]
- Schuller M., Hubner U. Springer Press; London: 2008. Logistics Services and beyond EBusiness in Healthcare. [Google Scholar]
- Tajima M. Strategic value of RFID in supply chain management. J. Purch. Supply Manag. 2007;13(4):261–273. [Google Scholar]
- Tellkamp C. 2003. The Auto-ID Calculator: an Overview. Technical report, Auto-ID Center. [Google Scholar]
- Tu Y.J., Zhou W., Piramuthu S. Identifying RFID embedded objects in pervasive healthcare applications. Decis. Support Syst. 2009;46:586–593. [Google Scholar]
- U.S. EPA . 2002. Washington, DC: Office of Research and Development, National Center for Environmental Assessment, U.S. Environmental Protection Agency. [Google Scholar]
- Van Vactor J.D. Healthcare Purchase News; 2008. RFID Tags and Healthcare Supply Chain Management; pp. 54–55. February. [Google Scholar]
- Wamba S.F., Lefebvre L.A., Lefebvre E. Integrating RFID technology and the EPC network into a b2b retail supply chain: a step toward intelligent business processes. J. Technol. Manag. Innov. 2007;2(2):114–124. [Google Scholar]
- Wang S., Chen W., Ong C., Liu L., Chuang Y. Proceedings of HICSS. 2006. RFID applications in hospitals: a case study on a demonstration RFID project in a Taiwan hospital. [Google Scholar]
- Wang S.J., Liu S.F., Wang W.L. The simulated impact of RFID-enabled supply chain on pull-based inventory replenishment in TFT-LCD industry. Int. J. Prod. Econ. 2008;112:570–586. [Google Scholar]
- Whitaker J., Mithas S., Krishnan M.S. A field study of RFID deployment and return expectations. Prod. Oper. Manag. 2007;16(5):599–612. [Google Scholar]
- Wicks A.M., Visich K., Li S.H. Radio frequency identification applications in hospitals environments. Hosp. Top. Res. Perspec. Healthc. 2006;84(3):3–8. doi: 10.3200/HTPS.84.3.3-9. [DOI] [PubMed] [Google Scholar]
- Yao W., Chu C.H., Li Z. The adoption and implementation of RFID technology in healthcare: a literature review. J. Med. Syst. 2012;36:3507–3525. doi: 10.1007/s10916-011-9789-8. [DOI] [PubMed] [Google Scholar]
- Ygal Bendavid. Review: RFID-enabled applications to improve the delivery of healthcare services: a typology and supporting technologies. J. Med. Biol. Eng. 2012;33(5):433–442. [Google Scholar]
- Young S.T. Multiple productivity measurement approaches for management. Healthc. Manag. Rev. 1992;17(2):25–35. doi: 10.1097/00004010-199201720-00006. [DOI] [PubMed] [Google Scholar]
- Zaharudin A.A., Wong C.Y., Agarwal V., McFarlane D., Koh R., Kang Y.Y. 2006. The Intelligent Product Driven Supply Chain. Tech. Rep. 05, AUTO-ID Labs. [Google Scholar]
- Zhang C.N. School of Mechanical and Aerospace Engineering, Nanyang Technological University; Singapore: 2001. Supply chain Redesign in Healthcare Industry. Master of Engineering thesis. [Google Scholar]
- Zhou W. RFID and item-level information visibility. Eur. J. Oper. Res. 2009;198(1):252–258. [Google Scholar]