

Abstract
Exploring deep and ultradeep wells has rapidly become more significant to meet the global demand for oil and gas. The study of rheological and filtration-loss properties is essential to designing drilling muds and determining their performance under operational conditions. Rheological and filtration-loss properties of drilling muds were found to have a negative impact when exposed to elevated temperatures in the wells. In this study, an amphoteric polymer (abbreviated to PEX) was synthesized and characterized using a combination of analyses: FTIR, SEM, 13CNMR, and TGA. The synthesized PEX was used as an additive in water-based drilling muds to improve rheological properties and reduce fluid loss at elevated temperatures (180–220 °C). The experimental results demonstrated that inclusion of an optimal concentration of PEX (0.3 wt %) into the drilling mud formulation increased the rheological properties by 62.3% and decreased the filtration loss by 63.5% at an aging temperature of 180 °C. Moreover, PEX was found to perform superbly compared to polyanionic cellulose (PAC-LV) and polyacrylamide (PAM), the widely used drilling mud additives. PEX not only improved the rheological properties and reduced the filtration loss behavior but also bolstered the thermostability of the drilling mud formulation. It was concluded that the rigidity and amphoteric nature of PEX accounted for the exceptional performance and temperature resistance for PEX-drilling mud formulations. Succinctly, PEX exhibits admirable properties in smart drilling mud formulations for drilling operations under high-temperature geothermal conditions. Moreover, in terms of rheological models, the Herschel–Bulkley model adequately described the rheological properties of all the studied drilling mud formulations.
1. Introduction
The success of drilling a well depends critically on the proper choice of drilling mud to be used. Drilling muds can be broadly classified into water-based muds (WBMs), oil-based muds (OBMs), and foam-drilling fluids.1 Among these drilling muds, WBMs are considered to be the most inexpensive, widely used, and environmentally friendly.2 With regard to environmental issues, the use of WBMs has been increasingly preferred instead of the oil-based ones. According to the literature,1 the utilization of WBMs in the drilling industry is estimated to be 80% worldwide. However, use of WBMs is associated with some problems such as pipe sticking, increase in drag and torque, erosion of boreholes, formation consolidation, gel formation, lost circulation, shale swelling, and wellbore instability.3 These challenges are eradicated by tailoring the properties of drilling mud formulations through the addition of additives.4
Bentonite, which is an absorbent clay consisting mostly of montmorillonite, has been used to modify performance properties of conventional WBM systems. Due to its inherent, good rheological properties and ability to contribute to the formation of a thin and low-permeability filter cake, bentonite is used widely for drilling oil and gas wells.5 Nevertheless, bentonite in WBM formulations by itself exhibits insufficient rheological properties, not enough to transmit shear and suspend cuttings satisfactorily during drilling operations.6 However, the unfeasible application of bentonite becomes realistic in high-temperature environments. Montmorillonite clay chemically breaks down when the vicinity temperature begins to exceed 120 °C (250 °F).7 The degradation causes a reduction in shear-thinning behavior and capacity to carry drilled cuttings and increases the filtration-loss behavior of the drilling mud,8 consequently rendering the drilling mud ineffective at elevated temperatures.
Rheology and fluid-loss properties are very important aspects of drilling muds. Rheology refers to the deformation and flow behavior of all forms of matter. It is an important drilling mud property for removal of the drill cuttings and influences drilling progress in many other ways. Unsatisfactory mud rheology can lead to serious problems such as bridging the hole, filling the bottom of the hole with drill cuttings, reduced penetration rate, borehole enlargement, stuck pipe, loss of circulation, and even a blowout.9 Meanwhile, fluid loss refers to the volume of the filtrate lost to the permeable material due to the process of filtration. Fluid-loss prevention is a crucial performance attribute of drilling muds. Excessive fluid loss leads to several challenges from formation damage due to the invasion of the mud filtrate to formation and instability of the borehole due to an irreversible change in the drilling fluid properties, for example, density and rheology.10−13
Several studies have been conducted to improve the rheology10,11,14−16 and filtration-loss properties8,17−19 of drilling fluids. Drilling mud additives (nonpolymeric and polymeric additives) have been successfully applied in combination with bentonite to enhance mud performance under harsh drilling conditions. These additives have the potential to better the performance of drilling muds to meet the functional requirements such as appropriate mud rheology, density, mud activity, and fluid loss.20 Naturally occurring polymers (for example, cellulose, starch, xanthan gum, and guar gum) and modified natural polymers (for example, polyanionic cellulose (PAC), carboxymethyl cellulose (CMC), nanocellulose, and nanostarch) have been used extensively with bentonite to achieve desirable drilling mud properties.21,22 The extensive use of these additives is attractive due to their environmental friendliness, availability, and low cost. However, natural polymers and their modified forms are susceptible to microbial degradation and low stability at temperatures above 115 °C.12 At elevated temperatures, these additives degrade, reducing the active components, and consequently, the drilling muds are likely to exhibit undesirable properties.23 The loss of rheological properties and fluid loss control of the drilling mud may cause serious operational problems such as barite sag and fluid invasion, thereby increasing drilling costs significantly.
To overcome the aforementioned technical challenges, the application of synthetic additives, in particular, synthetic polymers, has attracted attention.24,25 Academics and drilling practitioners have been attentively focusing on synthetic polymers as a promising rheology enhancer and fluid-loss reducer of drilling muds.12,25,26 Synthetic polymers are more thermally stable than natural polymers and their modified forms; they are suitable to use in formulating smart drilling fluids at elevated temperatures.
Jain et al.24 studied the effect of synthesized graft copolymers on inhibitive water-based drilling fluid systems. In their study, they compared the performance of the graft copolymer with that of CMC, which is the modified cellulose. It was found that the synthesized graft copolymer had the favorable rheological and filtration properties required for optimal performance in the oil–gas well drilling industry. The synthesized polymer exhibited better thermostability than CMC. They predicted that the synthesized graft polymer can be used for the drilling of water-sensitive shale formations. Quan et al.27 synthesized a ternary copolymer and studied it as a fluid-loss additive for drilling fluids with high salt and calcium contents. The synthetic polymer demonstrated high thermal resistance and salt tolerance, and it was effective in controlling fluid loss at high temperatures (220 °C). Moreover, Chu and Lin25 studied a series of synthetic polymers as drilling fluid additives for controlling rheological and filtration properties. In their study, they investigated the effect of molecular flexibility on the rheological and filtration properties of synthetic polymers in WBMs. The studied polymers demonstrated better thermal stabilities, and the rigidity of the polymer molecule was found to increase the thermostability.
In this study, a newly developed amphoteric polymer was synthesized, characterized, and systematically studied as a rheology enhancer and fluid-loss control agent for WBMs at elevated temperatures. The novel amphoteric polymer was designed not only to boost its thermostability but also to enhance drilling mud performance (viscosity and filtration properties) under high-temperature geothermal conditions. Amphoteric polymers represent a novel class of drilling mud additives that are more efficient and more resistant to salt contamination and high temperatures.28−31 The existence of both cationic and anionic functionalities aids the amphoteric polymers in maintaining higher viscosity unlike an anionic polymer in saline solution due to the antipolyelectrolyte effect.29,30 Additionally, amphoteric polymers are believed to impart a strong charge attraction force on the negatively charged bentonite layers, thereby enhancing the performance in terms of fluid loss control in WBMs.28 Moreover, the novel amphoteric polymer is incorporated with rigid monomeric units (aryl groups) to bolster its internal flow resistance and consequently increase its thermostability.25
2. Experimental Section
2.1. Materials
Disodium ethylenediamine tetraacetate (Na2EDTA), α,α′-dichloro-p-xylene (DPX), N,N-dimethylformamide (DMF), and acetone with purities >98% were purchased from Aladdin Co., Shanghai, China. Other chemicals and materials used were kindly provided by Jingzhou Jiahua Technology Ltd., China. All reagents and solvents were analytically pure.
2.2. Synthesis of the Amphoteric Polymer (PEX)
PEX was synthesized through quaternization of Na2EDTA by reacting with a DPX quaternizing agent in DMF under controlled thermal conditions,32Figure 1. Succinctly, equimolar amounts of reagents were loaded onto a round-bottom flask followed by addition of solvent. The reaction was allowed to occur under optimal conditions for a sufficient time to ensure optimal yield. After a definite time, the reaction was stopped and the reaction mixture was cooled. In the reaction mixture, distilled water was added and allowed to settle. The mixture was separated to obtain PEX that was washed twice with acetone and dried to obtain a practically dry product. The product obtained (PEX) weighed 20.08 g, which was equivalent to 92% of the theoretical yield.
Figure 1.

Synthesis schematic of PEX.
2.3. Characterization of PEX
The synthesized PEX was analyzed using a Fourier transform infrared spectroscope (FTIR; model: Bruker Tensor 27), a 13C nuclear magnetic resonance spectroscope (13CNMR; model: Bruker 400-MHz), a scanning electron microscope (SEM; model: SU 8010), and a thermogravimetric analysis instrument (TGA; model: NETZSCH TG 209F1 Libra). Both FTIR and 13CNMR were used to elucidate the chemical structure of PEX. SEM was used to acquire information on the morphological structure and particle size distribution, while TGA provided information about the thermostability of PEX.
2.4. Preparation of Drilling Muds
Drilling muds were prepared using the components described in Table 1: the drilling mud formulation was designed to possess the desired mud density and pH. The preparations involved the following consecutive steps: Briefly, bentonite (3 wt %) was added in 350 mL of freshwater and stirred at a speed of 10,000 rpm for 30 min using a Hamilton Beach mixer (model: GJ-1). Rheology enhancers (0.3 wt %) and fluid-loss control agents, i.e., polyanionic cellulose (PAC), polyacrylamide (PAM), and PEX, were added slowly under continuous stirring for 20 min in separate cups. Then, 1 wt % sodium hydroxide (NaOH) was added to adjust the mud pH. Other additives such as barite, dispersing agents, and antioxidants were added to increase mud density, prevent settling of particles, and aid in improving thermal stability,33 respectively. A mud density of 1.2 g cm–3 was achieved for each formulation. The drilling fluids formulated were hot-rolled at different temperatures (180, 200, and 220 °C) for 16 h.
Table 1. Drilling Fluid Components Used in This Study.

2.5. Rheological Measurement
Rheological properties of the drilling fluid have a great impact on drilling parameters such as its carrying capacity, hole cleaning, and regulating the pressure drop. In this study, the rheological properties of the base fluid (BF), PAC-LV-, PAM-, and PEX-drilling fluids were tested at 60 °C using a rotational viscometer (model: 1103). The viscosity measurements were recorded at speeds of 600, 300, 200, 100, 6, and 3 rpm. The rheological properties, namely, plastic viscosity (PV), yield point (YP), and apparent viscosity (AV) of the drilling mud formulations, were calculated using the following equations4
| 1 |
| 2 |
| 3 |
where θ600 and θ300 are dial readings at 600 and 300 rpm, respectively. Furthermore, the gel strengths were measured at different time intervals. The drilling fluid was allowed to rest for 10 s and 10 min, and then after, the dial readings 10 s (Gel 10 s) and 10 min (Gel 10 min) after were recorded at 3 rpm.
2.6. Rheological Models
The rheology of the drilling fluid depends on the shear stress–shear rate relation of the fluid. Recently, many models have been used to describe the shear stress–shear rate behavior of drilling muds. In this paper, Bingham plastic and Herschel–Bulkley models were used to study the shear-thinning behavior of the drilling fluids formulated. The Bingham plastic model (eq 4) includes both yield stress and limiting viscosity at the finite shear rate, which the power law model fails to consider.34 On the other hand, the Herschel–Bulkley model, which is a combination of the Bingham plastic model and the power law model, can be represented mathematically as eq 5(35,36)
| 4 |
| 5 |
where τ is the shear stress (Pa), τ0 is the yield point or yield stress (Pa), μp is the plastic viscosity (Pa s), γ̇ is the shear rate (s–1), k is the flow consistency coefficient (Pa sn), and n is the flow behavior index (dimensionless).
2.7. Filtration-Loss Measurement
The filtration-loss behaviors of the drilling fluids were studied following the API procedures. The filtration test for drilling fluids was conducted using a standard API filter press (model: SD 4) at room temperature under a pressure of 100 psi (0.69 MPa) for 30 min according to the API standard (13B-1 2017 API). The filtrate was collected in a measuring cylinder after 30 min and its volume (in mL) was recorded. The filter paper used had a particle size retention of 45 μm. Finally, each filter cake was gently rinsed with water to remove any excess fluid, and its thickness was recorded in millimeters (mm). The fluid-loss volumes at varying times were obtained using eq 6(4)
| 6 |
where f is the volume of the known filtrate at a time interval of T and f1 is the volume of the unknown filtrate at a time interval of T1.
Moreover, high-temperature high-pressure (HTHP) filtration-loss volumes were measured using a portable HTHP filter press (model: GGS 42-24) and filter paper (pore size of 2–5 μm) at a differential pressure of 500 psi and temperatures of 180 and 200 °C for the drilling fluid. The filtrate volume was collected after 30 min for each of the samples following the API standard.8
2.8. Determination of the Permeability of the Filter Cake
The filtration behavior of a generated filter cake is measured using two parameters: the permeability of the filter cake and the specific volume (which is the filter cake volume divided by the filtrate volume). Superior filtration performance comes along with the formation of a compact/thin filter cake with low permeability. In order to investigate the permeability (Kc) of the filter cake, Darcy’s law in the form of eq 7 was employed for calculations8
| 7 |
where Qt is the quantity of the filtrate volume (cm3) separated after time t, lt is the thickness of the filter cake (cm), μ is the viscosity of the filtrate (cP), P is the filtration pressure (atm), t is the time (s), and F is the effective filter surface (cm2).
3. Results and Discussion
3.1. Characterization of PEX
The chemical and morphological structures and thermal stability of PEX were studied. IR and 13CNMR spectroscopy confirmed the chemical structure of PEX. SEM and TG-derivative thermogravimetry (DTG) analyses elucidated the morphological structure and thermal degradation property, respectively.
3.1.1. FTIR Analysis
The FTIR spectrum of PEX is depicted in Figure 2. The spectrum displayed distinctive absorption bands for hydroxyl (OH), carboxylate (COO), methylene (CH2), and methine (=CH−) as the main functional groups in PEX. The vibration bands at 3519–3394 and 2771–2569 cm–1 were observed due to the OH and CH2 vibrations, respectively. The occurrence of multiple vibrations for OH and CH2 functionalities was believed to be the result of different chemical environments due to the polymeric nature of PEX. The absorption band at 3016 cm–1 was due to the =CH functionality, while the absorption band at 1393 cm–1 was due to the OH bending vibration mode. Moreover, the absorption bands at 1738 and 1624 cm–1 showed the existence of C=O and C=C functionalities in PEX. In general, the absorption bands distinctly represented the functional groups in PEX and ascertained the success of the reaction.
Figure 2.
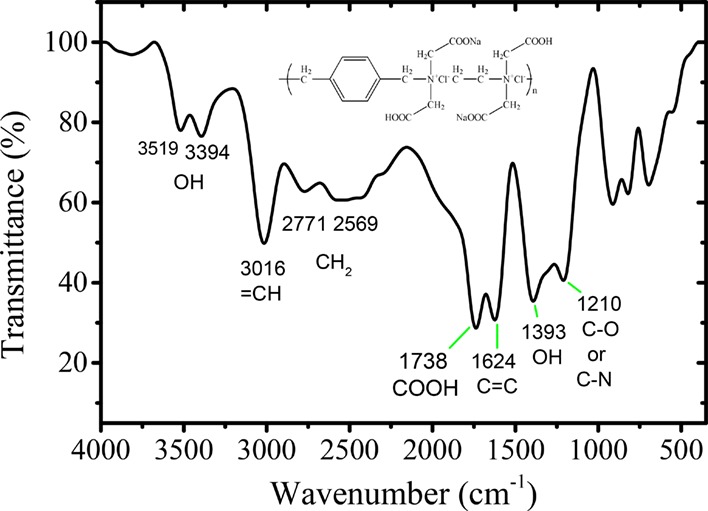
FTIR spectrum of PEX.
3.1.2. 13CNMR Analysis
13CNMR analysis is an imperative explicative technique that gives information on the chemical connectivity of carbon atoms within the molecule. The 13CNMR spectrum of PEX is depicted in Figure 3. The different chemical shifts due to dissimilar chemical environments within PEX molecules were apparently displayed. The doublet signals at 127.61–127.67 ppm and singlet signals at 133.16 and 139.98 ppm were ascribed to the carbon atoms within the benzene ring. The singlet signal at 179.83 ppm was assigned to the carbon atoms of the carboxylate groups. The chemical shifts of the methylene (CH2) groups in PEX were at 51.87, 58.80, and ∼68 ppm. Besides, weak vibrational signals were observed and were presumed to be due to the end groups. The comprehensive assignments for chemical shifts are shown in Figure 3. Convincingly, the presence of chemical shifts due to the benzene ring and carboxylate groups proved the occurrence of the reaction. Hence, the isolated product was the targeted PEX.
Figure 3.

13CNMR spectrum of PEX.
3.1.3. SEM Analysis
The SEM micrographs of PEX recorded under varying magnifications are depicted in Figure 4a–c. The micrographs depict that PEX is composed of mostly irregular granules of different sizes. The sample was composed of polygonal, elongated, and wormlike granules that appeared to be somewhat fissured. The SEM results indicated the possible ability of PEX to self-assemble in solution forming entangled structures that are significant for enhancing rheological properties,37−39 which is of paramount importance in improving drilling fluid properties for successful drilling operations.
Figure 4.

(a–c) SEM micrographs of PEX at different magnifications.
3.1.4. TG-DTG Analyses
Thermostability is an important parameter to be considered during the selection of drilling mud additives for high-temperature applications. We investigated herein the thermal stability of PEX using TG-DTG analyses, which have been proven to be suitable methods for investigating the thermostability and decomposition of polymeric compounds.40Figure 5 depicts the TG-DTG thermograms of the thermal degradation process of PEX at a temperature range from 32 to 500 °C in a N2 atmosphere. It can be clearly understood that there are two main distinctive degradation steps in the decomposition process of PEX under thermal conditions. The first step as seen in the DTG curve, between 70 and 200 °C, was attributed to the elimination of water during the hydration process, where PEX had a weight loss of 6.08%. The DTG curve of PEX then remained stable up to 225 °C; meanwhile, the second step (step 2; 55.63% weight loss) represents the main thermal decomposition process for the polymeric chains in PEX. The decomposition process clearly commenced from 245 to about 470 °C, and it was attributed to the stepwise decarboxylation of carboxylate groups and cleavage of C–N and C–C linkages. In the DTG thermogram, it is clearly observed that the main decomposition involved three degradation temperatures, 245, 320, and 358 °C. The decomposition temperature of PEX was confirmed to be high enough for it to be sustained at high temperatures under geothermal conditions;41 thus, it may be suitable as the drilling fluid additive at high temperatures.
Figure 5.
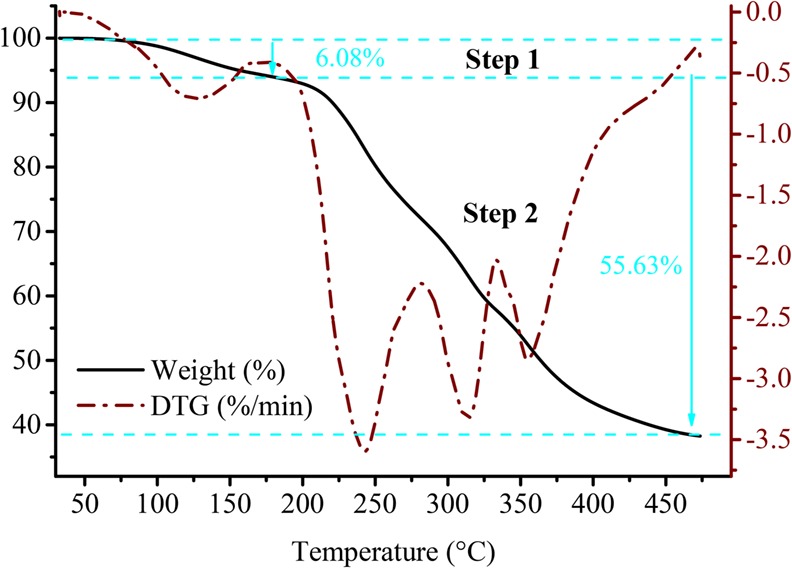
TG-DTG curves for the nonisothermal thermal degradation process of PEX under a N2 atmosphere.
3.2. Rheological Properties of Drilling Fluids
3.2.1. Viscosities and Shear-Thinning Behavior
Figure 6a–c shows the viscosities of formulated muds versus shear strain rate. Addition of PAC-LV, PAM, and PEX effectively increased the viscosity of DF compared to the BF and led to shear-thinning behavior, which is more desirable for drilling fluid applications. It was found that the drilling fluid composed of PEX exhibited maximum viscosities at all temperatures at the same shear rate (Figure 6). Meanwhile, BF demonstrated minimal viscosities under the same experimental conditions. PAM and PAC-LV exhibited intermediate viscosities, which were fairly comparable excluding the viscosity at 200 °C. The good rheological enhancing ability of PEX is associated with its rigidity due to the incorporation of rigid monomers. The rigidity effectually diminished the vibrational degree of freedom of the molecular chain, thereby reducing the movement velocity and incidence of unwinding of the polymeric chain.25 These phenomena presumably enhanced the interactions between PEX molecular chains and mud components. Moreover, all DF samples had high viscosities at a low shear rate (5 s–1), but the viscosity decreased as the shear rate increased. This phenomenon feasibly occurred because of microstructural transition from a state dominated by thermal Brownian motion, occurring normally at low shear rates, to a state where the hydrodynamics balance with thermal forces at high shear rates.42 The decrement in viscosity with the increase of share rate defines the shear-thinning (pseudoplastic) behavior exhibited by the formulated drilling fluids. Pseudoplastic drilling fluids play a momentous role in cleaning the drill path from the cuttings. This phenomenon enhances the viscosity in the annular space and flattens the speed profile, thereby increasing the cleaning efficiency of the well by the drilling fluid.43 Thus, PEX exhibited entangled structures (3D network structures), which increased the flow resistance, hence increasing the viscosity. For drilling operations, a drilling fluid with an appropriate viscosity is desired for increasing the efficiency to carry drill cuttings, thereby eradicating problems related to cutting settling such as pipe sticking and cutting redrilling.
Figure 6.
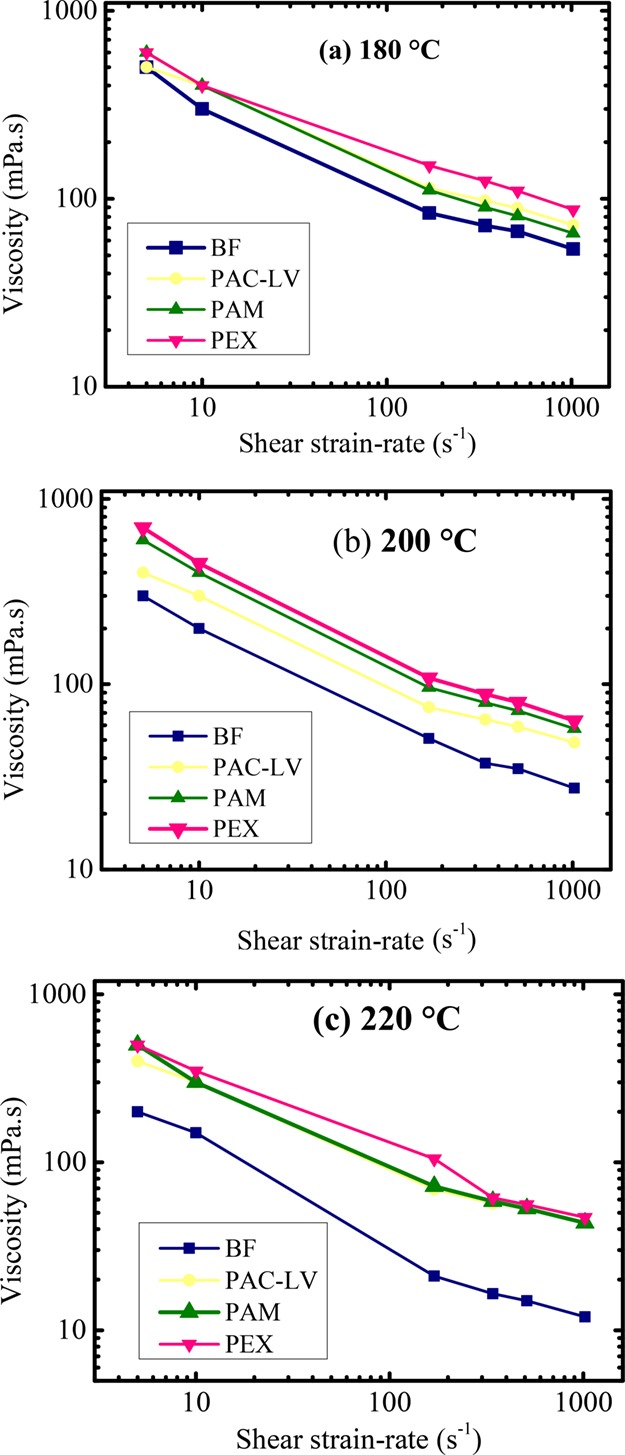
Viscosities as a function of shear strain rate at different temperatures.
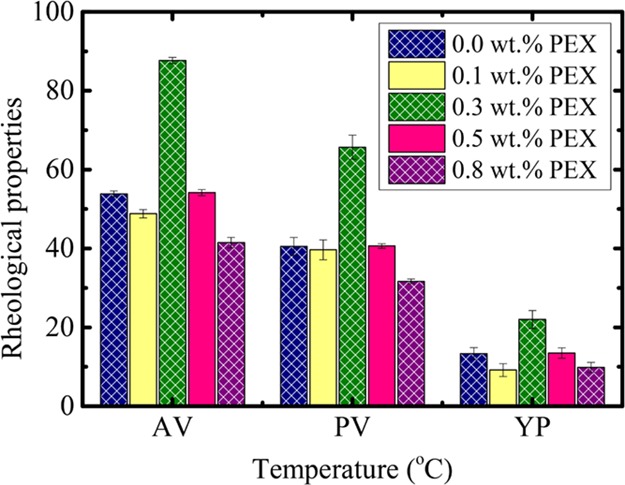
3.2.2. Influence of PEX Concentration on Rheological Properties
The concentration of PEX was observed to significantly influence the performance of the drilling mud formulation. Figure 7 depicts the evolution of the main rheological parameters (AV, PV, and YP) of muds as a function of the PEX concentration. As clearly shown, the rheological parameters increased significantly prior to the optimal concentration (0.3 wt %), and beyond which, substantial decreasing trends were observed. The observed trends were attributed to two phenomenal interactions in the mud system due to the addition of PEX. On the one hand, the anionic and cationic groups in the PEX molecule provided good dispersion in mud formulation and led to an increased friction between the particles, thereby increasing particle interactions within the system. The increased interactions were believed to improve the rheological properties of the drilling muds44 and increased more with increasing concentration of PEX just before the optimal concentration (0.3 wt %). On the other hand, the higher concentrations of PEX were unfavorable for enhancing the rheological properties beyond the optimal concentration. Beyond 0.3 wt %, the PEX molecules presumably agglomerated, reducing the active concentration of PEX in the mud systems. The agglomeration of PEX resulted in weak interaction between the particles and consequently poor rheological properties exhibited by the muds.
Figure 7.
Influence of PEX on rheological properties (aging temperature of 180 °C, 16 h).
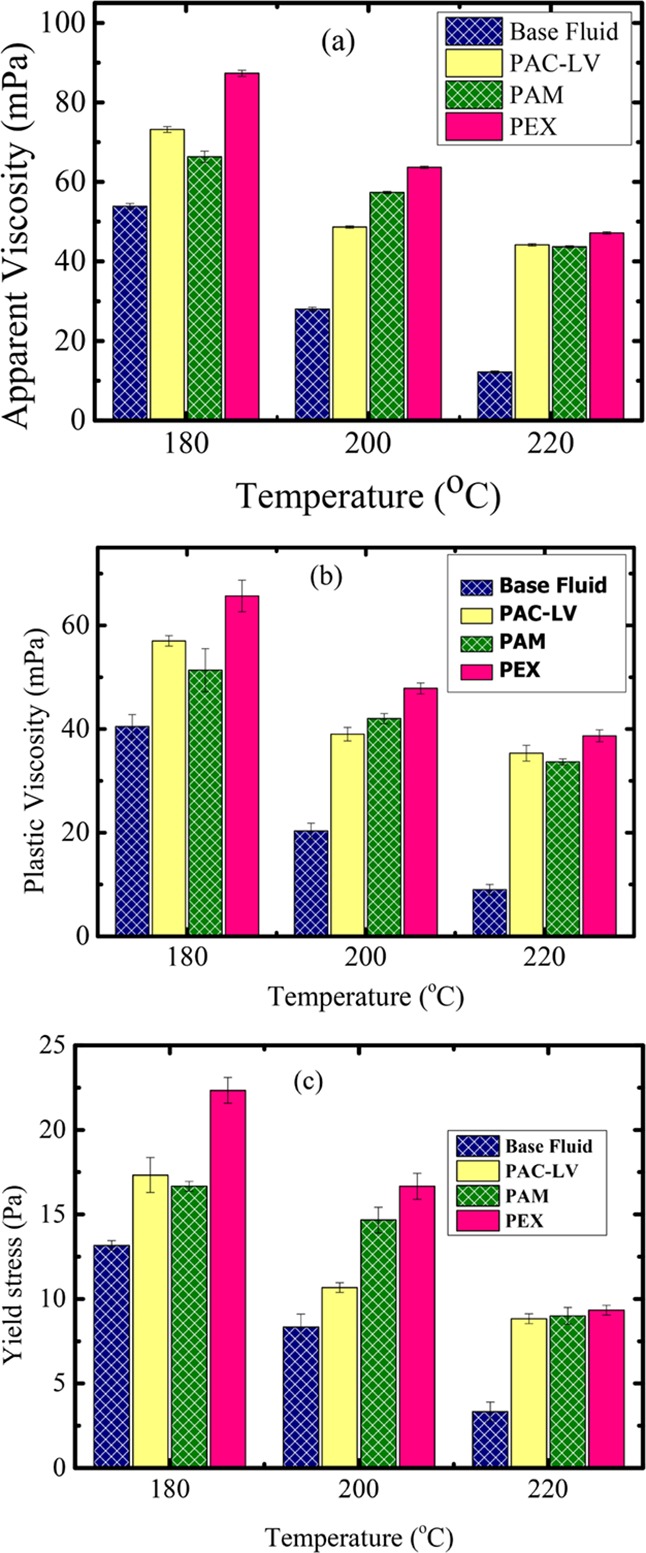
3.2.3. Influence of Temperature on Rheological Properties
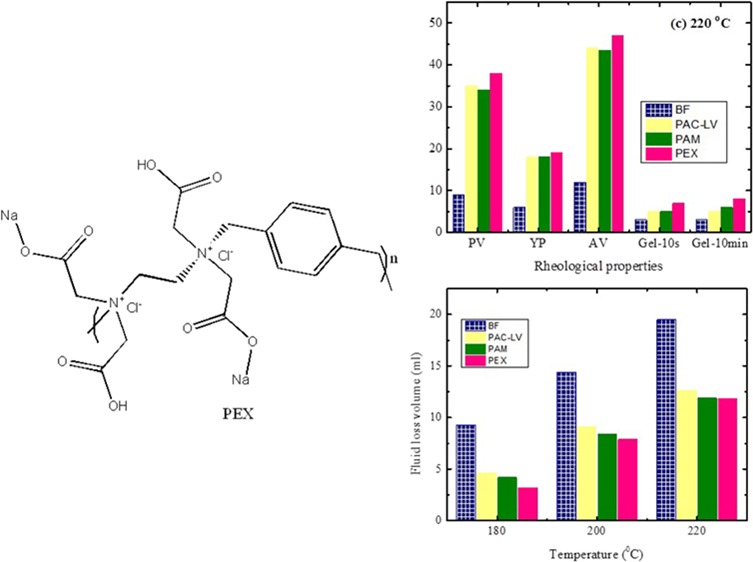
Rheological properties PV, YP, AV, and gel strength are important properties of drilling muds to carry and suspend cuttings during drilling mud circulation when the pump is off. PV and YP are the slope and intercept of the plot of the shear stress versus the shear strain rate, respectively.45 In this study, YP, PV, and AV were calculated from the rheological data measured at different shear rates. Figure 8a–c shows the effect of the rheology enhancer (PAC-LV, PAM, and PEX) on PV, YP, AV, and gel strength at elevated temperatures (180, 200, and 220 °C). Generally, the experimental results reflected two distinctive observations. First, PEX influenced the rheological properties optimally under the same experimental conditions. Thus, PEX exhibited the best thermostability compared with PAC-LV and PAM. The increased thermostability was attributed to the rigidity of polymeric chains in PEX, which prompted the formation of stable 3D network structures.25 Because of the stable 3D network structures formed in the drilling fluid formulation, the thermostability of polymeric PEX chains was improved and subsequently better resistance to thermal degradation was observed. Second, the rheological properties decreased with increasing temperature. The decline in rheological properties was associated with the thermal degradation of drilling fluid components, particularly bentonite, which is well known to start decomposing at temperatures above 150 °C.6,46 Thermal degradation of some additives reduced the active components in drilling fluids and consequently lessened the rheological properties. Nevertheless, drilling fluid formulation, which incorporated PEX, demonstrated the best thermostability. Highly thermostable rheology enhancers are important for controlling rheological properties when drilling under high temperatures.
Figure 8.
(a–c) Rheological properties of drilling fluids at different temperatures.
3.2.3.1. Plastic Viscosity
Plastic viscosity (PV) is defined as the friction between the fluid layers and the friction between the solid particles with the fluid layers.47 The results in Figure 8a–c show that the addition of viscosifiers increased the PV of the drilling mud. The PV of the PEX-drilling fluid is significantly optimal compared to those of the rest; the trend was as follows: PEX > PAC-LV > PAM > BF. The PV values were found to decrease with increasing temperature for all mud formulations. PEX prompted strong molecular and particule interactions that increased the friction between fluid layers and/or solid particles, thereby increasing the PV.
3.2.3.2. Yield Point (Yield Stress)
The yield point (YP) is a measure of the thixotropic properties of the drilling mud at flow conditions. The yield point depends on electrochemical charges in the drilling mud, and when these charges attract each other, the yield point increases.45Figure 8a–c clearly shows that the addition of PEX to the drilling mud increased the yield stress compared to other drilling muds at 180 °C. At this temperature, the highest yield stress was that of PEX-drilling mud (22 Pa) and the lowest was of the base fluid (13 Pa). The higher YP for PEX-drilling fluid was associated with larger internal flow resistance due to the structural rigidity of PEX. The increased internal flow resistance required extra force to breakdown before any movement can occur, thereby increasing the YP. As is known, in a drilling operation, a fluid with high yield stress is desirable as it has better capacity to carry drill cuttings. The general trend for YP at all temperatures was PEX > PAC-LV > PAM > BF. The results showed that an increase in temperature significantly reduced the yield stress.
3.2.3.3. Apparent Viscosity
Apparent viscosity reflects the internal friction of the fluid. The friction becomes apparent when the layer of the fluid displaced is dependent upon another layer. Figure 8a–c shows the effect of viscosifiers on the AV of drilling muds. The addition of PAC-LV, PAM, and PEX to the drilling mud led to an increase of AV. At all temperatures, i.e., 180, 200, and 220 °C, PEX-drilling mud had higher AVs compared to the other drilling muds. The incorporated rigid groups (aryl groups) presumably triggered the temperature-resistance ability for PEX. High AV is imperative for drilling muds to prevent various drilling problems and improve well cleaning efficiency.
3.2.3.4. Gel Strength
The gel strength describes the attractive forces between the particles in the drilling mud under static conditions.48Table 2 shows the effect of PAC-LV, PAM, and PEX on gel strength at temperatures of 180, 200, and 220 °C. The results indicated that PEX-drilling mud had higher gel strength at both 10 s and 10 min compared to other muds. The increase of gel strength revealed the greater ability of PEX to improve the gel strength properties of water-based muds. This will prevent problems such as mechanical pipe sticking and hole pack-off by developing and maintaining an adequate gel profile in the event of cessation of drilling operations.11 It is known that high temperature results in degradation of polymers and other additives. However, PEX would not undergo degradation or decomposition at similar temperatures; thus, it shows much better gel strength properties at higher temperatures.
Table 2. Gel Strength for Drilling Mud Formulations at Different Temperatures.
| 180 °C |
200 °C |
220 °C |
||||
|---|---|---|---|---|---|---|
| mud | gel-10 s | gel-10 min | gel-10 s | gel-10 min | gel-10 s | gel-10 min |
| base fluid | 5 | 5 | 4 | 5 | 2 | 3 |
| PAC-LV | 6 | 7 | 4 | 5 | 5 | 5 |
| PAM | 5 | 7 | 6 | 7 | 5 | 6 |
| PEX | 8 | 8 | 6 | 8 | 6 | 7 |
3.3. Rheological Models
Establishing a suitable constitutive rheological model is of paramount importance for a quantitative description of the rheological properties of drilling muds. To date, many constitutive rheological models (for example, Bingham plastic, power law, Carson, or Herschel–Bulkley models) have been used to describe the rheological properties of drilling muds.40 In this work, Bingham plastic and Herschel–Bulkley models were studied as the constitutive models for describing the rheological behaviors of the formulated muds. These models are widely applied in the drilling industry to describe the rheological properties of drilling muds. Bingham plastic and Herschel–Bulkley models (Table 3) were fitted to the experimental data of the drilling muds to predict shear stress–shear strain rate relationships and provide information on the suitability of the mud for drilling operations (Supporting Information). The Herschel–Bulkley model performs better in describing the rheological behavior of all drilling fluids at different temperatures due to the high value of R2 (close to 1) and low values of RMSE compared to those of the Bingham plastic model. For the Herschel–Bulkley model, the calculated values of the flow index (n), consistency index (k), and yield stress (τ0) of the muds are listed in Table 2. According to the results, the PEX-drilling fluid had a higher yield stress than other drilling fluids. The higher yield stress implies a higher flow threshold of the drilling fluid, which causes the drilling mud to flow at higher pump pressures.49 We observed a decrease in the flow consistency index for all drilling fluids with an increase in temperature. The PEX-drilling fluid had the optimal consistency index compared to other drilling fluids. A high consistency index leads to high viscosity and carrying capacity of drilling fluids, which results in better bottom hole cleaning and larger drilling efficiency.
Table 3. Rheological Model Parameters.
| Bingham
plastic model |
Herschel–Bulkley
model |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| drilling fluid | temp (°C) | τ (Pa) | μ (Pa s) | R2 | RMSE | τ (Pa) | K (Pa sn) | n | R2 | RMSE |
| BF | 180 | 4.442 | 0.0521 | 0.985 | 2.746 | 1.497 | 0.260 | 0.770 | 0.999 | 0.781 |
| 200 | 2.986 | 0.0260 | 0.975 | 1.783 | 0.874 | 0.215 | 0.699 | 0.999 | 0.196 | |
| 220 | 1.677 | 0.011 | 0.988 | 0.517 | 1.273 | 0.034 | 0.835 | 0.994 | 0.404 | |
| PAC-LV | 180 | 5.367 | 0.0707 | 0.982 | 4.126 | 0.761 | 0.426 | 0.744 | 0.999 | 0.943 |
| 200 | 3.904 | 0.0467 | 0.987 | 2.287 | 1.421 | 0.216 | 0.781 | 0.999 | 0.478 | |
| 220 | 3.636 | 0.0421 | 0.989 | 1.863 | 1.648 | 0.169 | 0.800 | 0.999 | 0.447 | |
| PAM | 180 | 6.028 | 0.0626 | 0.982 | 3.679 | 1.825 | 0.391 | 0.738 | 0.999 | 0.346 |
| 200 | 5.583 | 0.0548 | 0.982 | 3.166 | 2.040 | 0.326 | 0.745 | 0.999 | 0.599 | |
| 220 | 4.109 | 0.0412 | 0.987 | 2.006 | 1.897 | 0.193 | 0.779 | 0.999 | 0.232 | |
| PEX | 180 | 8.474 | 0.0838 | 0.978 | 5.477 | 2.112 | 0.627 | 0.713 | 0.999 | 0.692 |
| 200 | 6.374 | 0.0604 | 0.981 | 3.594 | 2.330 | 0.378 | 0.738 | 0.999 | 0.677 | |
| 220 | 5.456 | 0.0432 | 0.969 | 3.357 | 2.098 | 0.338 | 0.707 | 0.989 | 2.260 | |
Moreover, the flow index (n) describes the fluid behavior; when n < 1, the fluid exhibits a shear-thinning (pseudoplastic) behavior, and when n > 1, the fluid exhibits a shear-thickening behavior.36,50 The results in Table 2 show n < 1 for each drilling mud at all temperatures, thus indicating a shear-thinning behavior. The flow behaviors revealed by the Herschel–Bulkley model were in good agreement with those observed experimentally (see the Viscosities and Shear-thinning Behavior section).
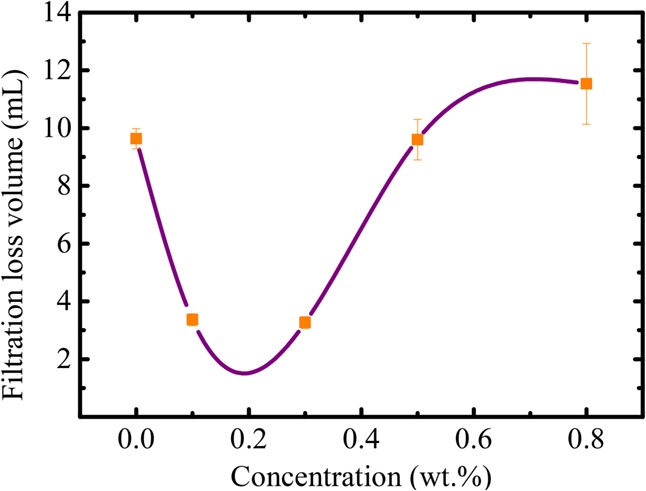
3.4. Filtration Property
The filtration rate is often the most important property of drilling fluids, particularly when drilling permeable formations where the hydrostatic pressure exceeds the formation pressure. Proper control of filtration can prevent or minimize wall sticking and drag and, in some cases, improve borehole stability.51 A suitable drilling mud has desirable filtration properties, i.e., low filtrate volume and a thin filter cake. Figure 9 depicts the API filtration loss volume as a function of PEX concentration in drilling mud formulations. As shown, the addition of different concentrations of PEX to the drilling muds affected the filtration loss volumes. The addition of PEX significantly decreased the filtration loss of the drilling mud at lower concentrations. At relatively higher concentrations of PEX (beyond 0.3 wt %), the filtration loss was found to increase with the increase in the concentration of PEX. At lower concentrations (below 0.3 wt %), PEX molecules were dispersed in the drilling mud formulations, thereby greatly clogging the pores and subsequently reducing the filtration loss behavior. When the concentration of PEX was beyond 0.3 wt %, PEX molecules presumably agglomerated, causing ineffective pore clogging due to the reduction of actively dispersed molecules. This resulted in an increase in the filtration loss behavior, and it increased with the increase in concentration of PEX beyond 0.3 wt %. Thus, 0.3 wt % was revealed to be the optimal concentration for PEX to function effectively as the fluid-loss reducer.
Figure 9.
API filtration loss volumes as a function of PEX concentration (aging temperature 180 °C, 16 h).
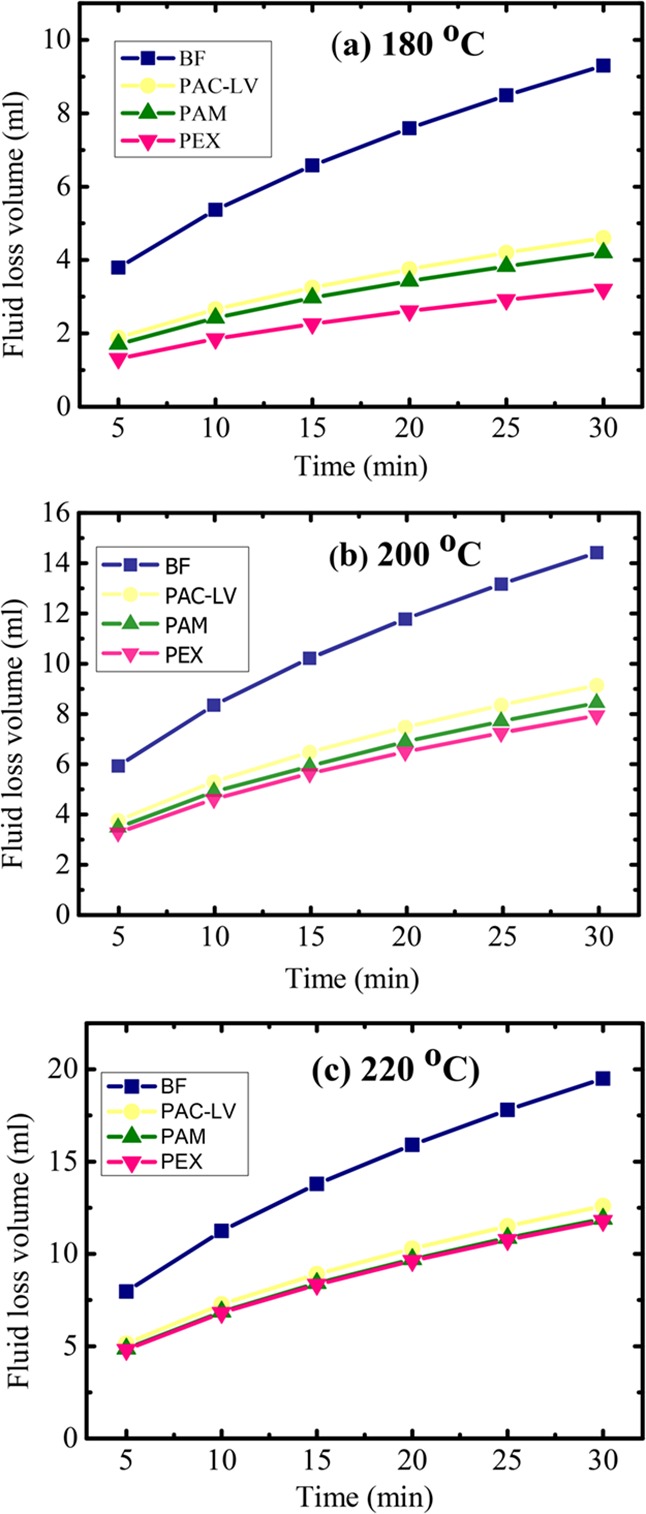
3.4.1. Influence of Temperature on the Filtration-Loss Property
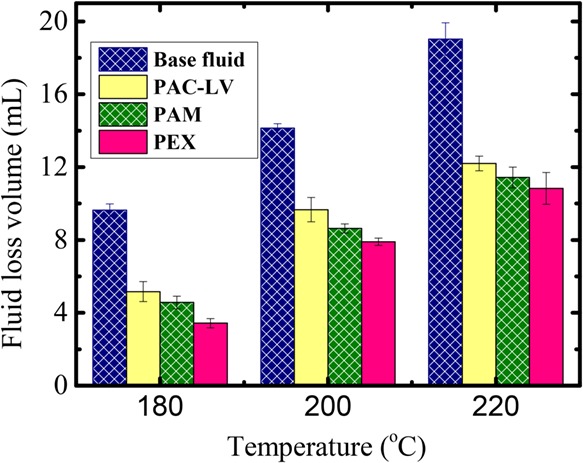
The API filtration results for samples containing PAC-LV, PAM, and PEX are shown in Figures 9a–c and 10. The addition of PAC-LV, PAM, and PEX caused reduction of fluid loss for all samples. More specifically, the PEX-drilling fluid had a lower filtrate volume at all temperatures. Figure 10 shows the filtrate-loss volume versus temperature. Temperature elevation significantly increased the filtrate volumes. At 180 °C, the filtrate volumes were 9.3, 4.6, 4.2, and 3.2 mL for BF, PAC-LV-, PAM-, and PEX-drilling fluid, respectively. At a temperature of 200 °C, the filtrate volumes were 14.4, 9.1, 8.4, and 7.9 mL for BF, PAC-LV, PAM, and PEX-drilling fluid, respectively. Likewise, at a temperature of 220 °C, the filtrate volumes were 19.5, 12.6, 11.9, and 11.8 mL for BF, PAC-LV-, PAM-, and PEX-drilling fluids, respectively. Figure 11 shows the accumulation of API filtration loss. Generally, the PEX-drilling fluid had a lower filtrate volume compared to other drilling muds even at elevated temperatures. The PEX-drilling fluid showed the best performance in terms of reducing filtrate loss even at elevated temperatures. It was believed that the dispersed PEX acted as a plaster between the particles and sealed the permeable filter cake at higher temperature to reduce the fluid loss.52 Thus, the addition of PEX to the drilling mud not only resulted in enhancement of the rheological properties but also decreased the filtration loss.
Figure 10.
Filtration-loss volume of BF, PAC-LV-, PAM-, and PEX-drilling fluids.
Figure 11.
API filtration-loss volumes versus temperature.
Moreover, the HTHP filtration-loss results for BF, PAC-LV-, PAM-, and PEX CNP-drilling fluids are shown in Figure 12. The addition of additives to the drilling fluids caused the reduction of fluid-loss volumes at experimental temperatures. Specifically, the PEX-drilling fluid had a lower filtrate volume at all temperatures compared to other drilling fluids. Besides, an increase in temperature resulted in an increase in the filtration rate because of the adverse effects of temperature on filtration control agents and decreased the fluid phase viscosity. Also, high temperature was believed to increase the solubility of contaminants, thus decreasing the effectiveness of filtrate-loss control. The higher filtration volume of the BF was attributed to the fact that bentonite forms a weaker structure under high temperatures, leading to a less compacted and more permeable filter cake that allows more fluid to escape from the filter medium.
Figure 12.
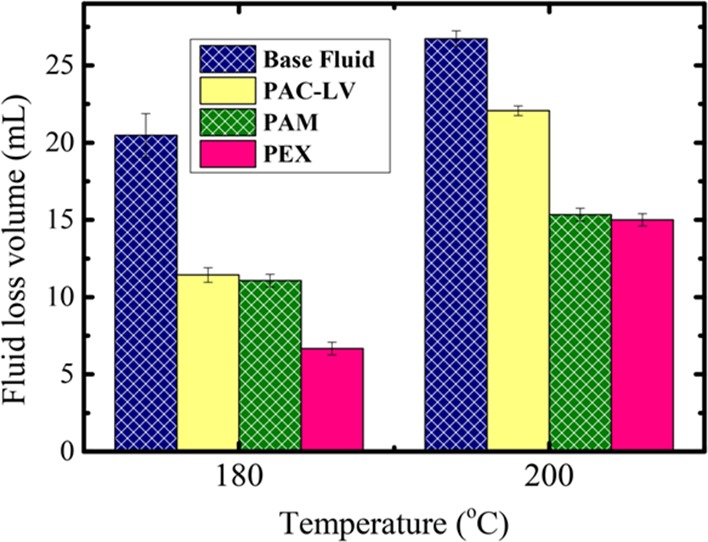
HTHP filtration loss of the drilling fluids.
3.5. Permeability of Filter Cake
Table 4 shows the permeability of BF, PAC-LV, PAM, and PEX. The results showed that there was a decrease in filter cake permeability and filter cake thickness when the viscosifying additives were added. The permeability values of drilling muds followed the trend KBF > KPAC – LV > KPAM > KPEX. The results in Figure 13 and Table 3 indicated that the PEX-drilling fluid had the smallest filter cake permeability and thickness compared to other drilling muds at all temperatures. The filter cake permeability and filter cake thickness were found to increase when the temperature was elevated. This phenomenon explained the increasing trend in filtrate volumes as the temperature increased. Nevertheless, the PEX-drilling mud exhibited the smallest filter cake permeability and thickness, which explains it having the smallest filtration loss at all temperatures.
Table 4. Filter Cake Properties for Drilling Mud Formulations.
| temperature (°C) | drilling fluids | quantity of filtrate volume (cm3) | thickness of filter cake (cm) | permeability of filter cake (D) |
|---|---|---|---|---|
| 180 | base | 9.3 | 0.077 | 6.39 × 10–7 |
| PAC-LV | 4.6 | 0.027 | 1.11 × 10–7 | |
| PAM | 4.2 | 0.017 | 6.37 × 10–8 | |
| PEX | 3.2 | 0.017 | 4.85 × 10–8 | |
| 200 | base | 14.4 | 0.050 | 6.42 × 10–7 |
| PAC-LV | 9.1 | 0.060 | 4.87 × 10–7 | |
| PAM | 8.4 | 0.050 | 3.75 × 10–7 | |
| PEX | 7.9 | 0.040 | 2.88 × 10–7 | |
| 220 | base | 11.8 | 0.150 | 1.58 × 10–6 |
| PAC-LV | 12.6 | 0.080 | 8.99 × 10–7 | |
| PAM | 11.9 | 0.080 | 8.49 × 10–7 | |
| PEX | 11.9 | 0.060 | 6.37 × 10–7 |
Figure 13.
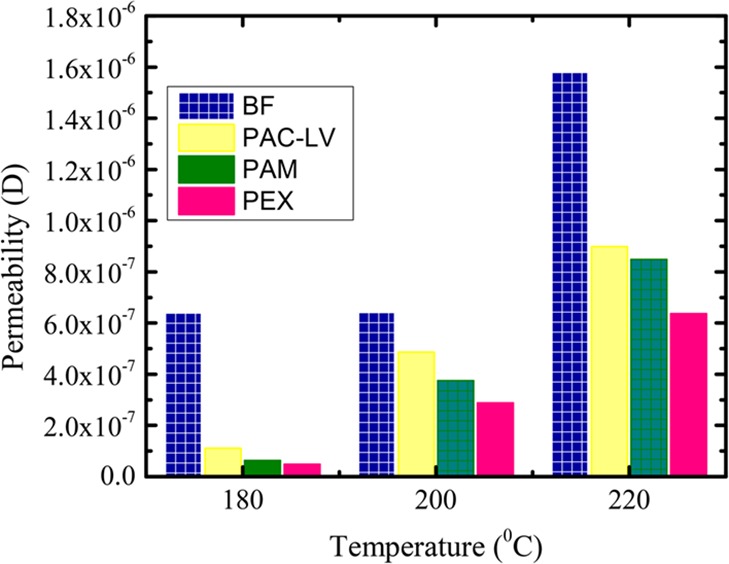
Filter cake permeability versus temperature of drilling fluids.
3.6. Morphological Analysis of the Filter Cake
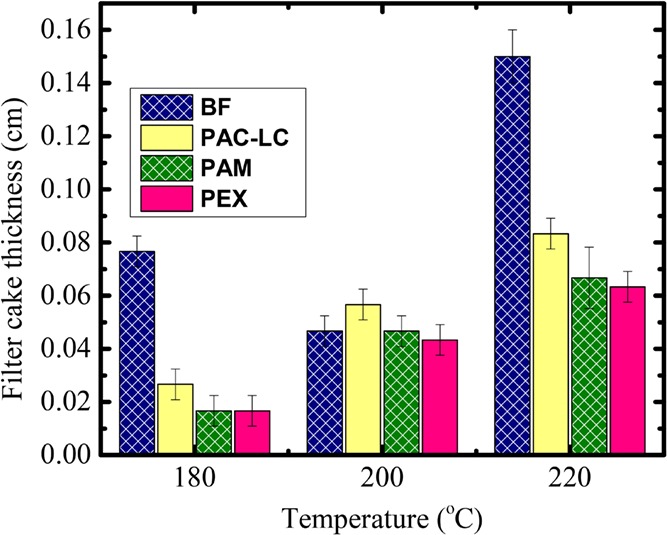
In order to prevent drilling and completion problems, the filter cake quality and build-up characteristics are also very important. The filter cake is built when the insoluble solid section of the fluid slurry becomes deposited on a permeable material as the slurry makes contact with the material under pressure. When the fluid losses are high, thick filter cakes and excessive filtration increase the liability of tight hole occurrences while drilling due to the increased torque and drag on the drill string. This increases the potential for pipe sticking, lost circulation, poor-quality-well log data, and formation damage.2,51Figure 14 shows the thickness of the filter cake of BF, PAC-LV, PAM, and PEX at different temperatures. The results indicate a decrease in filter cake thickness when viscosifiers were added. At a temperature of 180 °C, the thickness decreased by 65.7, 78.9, and 78.9% for the filter cake that contains PAC-LV, PAM, and PEX, respectively, when compared to the thickness of the cake of the base fluid. Meanwhile, at a high temperature (200 °C), the filter cake thicknesses of PAC-LV, PAM, and PEX reduced by 46.6, 56, and 58%, respectively. It was observed that as the temperature increased, the filter cake thickness of the DF also increased. As can be observed, the filter cakes that contain PEX were thinner compared to other filter cakes. The general trend for filter cake thickness was PEX > PAM>PAC-LV > BF.
Figure 14.
Filter cake thickness of BF, PAC-LV, PAM and PEX at different temperatures.
Figure 15 shows the surface morphologies of the filter cakes of BF, PAC-LV-, PAM-, and PEX-drilling fluid at a temperature of 220 °C. It was clearly understood that the addition of a viscosifier (PAC-LV, PAM, and PEX) reduced the pore sizes of the filter cake, resulting in low filtrate losses. An anionic viscosifier works by increasing the negative charge density of the filter cake and decreasing pore size, thus reducing filtrate loss.53 The amphoteric polymer (PEX) has a cationic group (sodium salt), a neutral group (amide), and an ionic group (carboxylic salt). Via hydrogen bonding and ionic bonding, PEX could adsorb on sodium bentonite (NaBT) layers strongly and a strong net structure was formed. As a result, NaBT-based mud could form a compact filtrate cake and maintain a low filtrate loss.
Figure 15.

SEM images of filter cakes at 200 °C: (a) BF, (b) PAC-LV, (c) PAM, and (d) PEX.
4. Conclusions
In this study, an amphoteric polymer (PEX) was synthesized, characterized, and used successfully in drilling muds at high temperature (180–220 °C). The synthesized PEX was investigated for enhancing the performance of drilling muds, more specifically WBMs. The methodical investigations proved that PEX performs excellently compared to PAC-LV, PAM, and BF, which are extensively used as drilling additives. The inclusion of a small amount of PEX (0.3 wt %) substantially bolstered rheological properties and reduced fluid loss of the drilling mud. The rheological properties (PV, YP, AV, and gel strength) of the drilling mud were enhanced greatly due to the addition of PEX. Meanwhile, the fluid loss under elevated pressure and temperature conditions was decreased noticeably owing to the inclusion of PEX in the mud formulation. In addition, the permeability and thickness of PEX filter cakes were lower compared to those of others (PAC-LV, PAM, and BF). The incorporation of PEX not only improved rheological properties and reduced filtration loss of WBMs but also increased the thermostability of the drilling mud, providing admirable performance in high-temperature vicinities. The experimental findings concluded that PEX is an effective and promising mud additive for controlling rheological and filtration-loss properties in WBMs. The promising properties exhibited by drilling mud formulations due to the addition of PEX were ascribed to the well-designed structure of PEX. The incorporation of rigid monomeric units in PEX and its amphoteric nature presumably triggered molecular entanglements and more particle interactions, giving exceptional drilling mud performance. It can be concluded that PEX performed superbly compared to PAC-LV and PAM, the widely used mud additives to control the rheological and filtration-loss properties of the drilling muds in the industry. Moreover, the Herschel–Bulkley model was proven to perform satisfactorily in predicting the rheological properties of the studied drilling muds.
Acknowledgments
The study was supported by the National Natural Science Foundation of China (grant no. 51904034) and the National Major Science and Technology Projects of China (grant no. 2016ZX05060 and 2017ZX05032004-004).
Supporting Information Available
The Supporting Information is available free of charge at https://pubs.acs.org/doi/10.1021/acsomega.9b03774.
MATLAB plots showing the relationships between the shear stress and shear strain rate of BF, PAC-LV-, PAM-, and PEX-drilling fluids, respectively, at temperatures of 180, 200, and 220 °C fitted using the Bingham plastic and Herschel–Bulkley models (PDF)
The authors declare no competing financial interest.
Supplementary Material
References
- Bayat A. E.; Shams R. Appraising the Impacts of SiO2, ZnO and TiO2 Nanoparticles on Rheological Properties and Shale Inhibition of Water-Based Drilling Muds. Colloids Surf. A 2019, 581, 123792. 10.1016/j.colsurfa.2019.123792. [DOI] [Google Scholar]
- Aftab A.; Ismail A. R.; Ibupoto Z. H.; Akeiber H.; Malghani M. G. K. Nanoparticles Based Drilling Muds a Solution to Drill Elevated Temperature Wells: A Review. Renew. Sust. Energ. Rev. 2017, 76, 1301–1313. 10.1016/j.rser.2017.03.050. [DOI] [Google Scholar]
- He S.; Liang L.; Zeng Y.; Ding Y.; Lin Y.; Liu X. The Influence of Water-Based Drilling Fluid on Mechanical Property of Shale and the Wellbore Stability. Petroleum 2016, 2, 61–66. 10.1016/j.petlm.2015.12.002. [DOI] [Google Scholar]
- Hamad B. A.; Xu M.; Liu W. Performance of Environmentally Friendly Silica Nanoparticles-Enhanced Drilling Mud from Sugarcane Bagasse. Part. Sci. Technol. 2019, 6351, 1. 10.1080/02726351.2019.1675835. [DOI] [Google Scholar]
- Reilly S. I.; Vryzas Z.; Kelessidis V. C.; Gerogiorgis D. I.. First-Principles Rheological Modelling and Parameter Estimation for Nanoparticle-Based Smart Drilling Fluids. In 26th European Symposium on Computer Aided Process Engineering; Elsevier Masson SAS, 2016; Vol. 38, pp 1039–1044. 10.1016/B978-0-444-63428-3.50178-8. [DOI] [Google Scholar]
- Amani M.; Al-Jubouri M. The Effect of High Pressures and High Temperatures on the Properties of Water Based Drilling Fluids. Energy Sci. Technol. 2012, 4, 27–33. 10.3968/j.est.1923847920120401.256. [DOI] [Google Scholar]
- Kelessidis V. C.; Maglione R. Yield Stress of Water – Bentonite Dispersions. Colloids Surf. A 2008, 318, 217–226. 10.1016/j.colsurfa.2007.12.050. [DOI] [Google Scholar]
- Dejtaradon P.; Hamidi H.; Chuks M. H.; Wilkinson D.; Rafati R. Impact of ZnO and CuO Nanoparticles on the Rheological and Filtration Properties of Water-Based Drilling Fluid. Colloids Surf. A 2019, 570, 354–367. 10.1016/j.colsurfa.2019.03.050. [DOI] [Google Scholar]
- Zakaria M.; Husein M. M.; Harland G.. Novel Nanoparticle-Based Drilling Fluid with Improved Characteristics. In SPE International Oilfield Nanotechnology Conference and Exhibition; Society of Petroleum Engineers, 2012; p 2013. 10.2118/156992-MS. [DOI]
- Davoodi S.; Ahmad Ramazani S. A.; Soleimanian A.; Jahromi A. F. Application of a Novel Acrylamide Copolymer Containing Highly Hydrophobic Comonomer as Filtration Control and Rheology Modifier Additive in Water-Based Drilling Mud. J. Pet. Sci. Eng. 2019, 180, 747–755. 10.1016/j.petrol.2019.04.069. [DOI] [Google Scholar]
- Amanullah M.; Al-Arfaj K.; Al-Abdullatif Z.. Preliminary Test Results of Nano-Based Drilling Fluids for Oil and Gas Field Application. In SPE/IADC 139534; 2011; pp 1–9. 10.2118/139534-ms. [DOI]
- Sepehri S.; Soleyman R.; Varamesh A.; Valizadeh M.; Nasiri A. Effect of Synthetic Water-Soluble Polymers on the Properties of the Heavy Water-Based Drilling Fluid at High Pressure-High Temperature (HPHT) Conditions. J. Pet. Sci. Eng. 2018, 166, 850–856. 10.1016/j.petrol.2018.03.055. [DOI] [Google Scholar]
- Fink J.Fluid Loss Additives. In Petroleum Engineer’s Guide to Oil Field Chemicals and Fluids; Gulf Professional Publishing, 2015; pp 63–120, 10.1016/B978-0-12-803734-8.00002-3. [DOI] [Google Scholar]
- Mohamadian N.; Ghorbani H.; Wood D. A.; Khoshmardan M. A. A Hybrid Nanocomposite of Poly ( Styrene-Methyl Methacrylate- Acrylic Acid )/Clay as a Novel Rheology-Improvement Additive for Drilling Fluids. J. Polym. Res. 2019, 26, 33. 10.1007/s10965-019-1696-6. [DOI] [Google Scholar]
- Li M.-C.; Wu Q.; Song K.; Qing Y.; Wu Y. Cellulose Nanoparticles as Modifiers for Rheology and Fluid Loss in Bentonite Water-Based Fluids. ACS Appl. Mater. Interfaces 2015, 7, 5006–5016. 10.1021/acsami.5b00498. [DOI] [PubMed] [Google Scholar]
- Vryzas Z.; Mahmoud O.; Nasr-el-din H. A.; Kelessidis V. C.. Development and Testing of Novel Drilling Fluids Using Fe2O 3 and SiO 2 Nanoparticles for Enhanced Drilling Operations. In IPTC-18381-MS; International Petroleum Technology Conference, 6–9 December, Doha, Qatar; 2015, 10.2523/IPTC-18381-MS. [DOI]
- Kosynkin D. V.; Ceriotti G.; Wilson K. C.; Lomeda J. R.; Scorsone J. T.; Patel A. D.; Friedheim J. E.; Tour J. M. Graphene Oxide as a High-Performance Fluid-Loss-Control Additive in Water-Based Drilling Fluids. ACS Appl. Mater. Interfaces 2012, 4, 222–227. 10.1021/am2012799. [DOI] [PubMed] [Google Scholar]
- Warren B.; van der Horst P.; Stewart W.. Application of Amphoteric Cellulose Ethers in Drilling Fluids. In International Symposium on Oilfield Chemistry; Society of Petroleum Engineers, 2003. 10.2118/80210-MS. [DOI]
- Dias F. T. G.; Souza R. R.; Lucas E. F. Influence of Modified Starches Composition on Their Performance as Fluid Loss Additives in Invert-Emulsion Drilling Fluids. Fuel 2015, 140, 711–716. 10.1016/j.fuel.2014.09.074. [DOI] [Google Scholar]
- Amanullah M.; Yu L. Environment Friendly Fluid Loss Additives to Protect the Marine Environment from the Detrimental Effect of Mud Additives. J. Pet. Sci. Eng. 2005, 48, 199–208. 10.1016/j.petrol.2005.06.013. [DOI] [Google Scholar]
- Clark R. K. Applications of Water-Soluble Polymers as Shale Stabilizers in Drilling Fluids. Adv. Chem. 1986, 213, 171–181. 10.1021/ba-1986-0213.ch010. [DOI] [Google Scholar]
- Kerunwa A.; Gbaranbiri B. A. Evaluation of Local Viscosifiers as an Alternative to Conventional Pac-R. Adv. Pet. Explor. Dev. 2018, 15, 1–8. 10.3968/10412. [DOI] [Google Scholar]
- Agarwal S.; Tran P.; Soong Y.; Martello D.; Gupta R. K.. FLow Behaviour of Nanoparticle Stabilized Drilling Fluids and Effect on High Temperature Aging. In AADE National Technical Conference and Exhibition 2011, 1–6.
- Jain R.; Paswan B. K.; Mahto T. K.; Mahto V. Study the Effect of Synthesized Graft Copolymer on the Inhibitive Water Based Drilling Fluid System. Egypt. J. Pet. 2017, 875. 10.1016/j.ejpe.2015.03.016. [DOI] [Google Scholar]
- Chu Q.; Lin L. Effect of Molecular Flexibility on the Rheological and Filtration Properties of Synthetic Polymers Used as Fluid Loss Additives in Water-Based Drilling Fluid. RSC Adv 2019, 8608–8619. 10.1039/c9ra00038k. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Anderson R. W.; Baker J. R.. Use of Guar Gum and Synthetic Cellulose in Oilfield Stimulation Fluids. In SPE Journal; SPE: Houston, Texas, 1974; pp 1–5. 10.2118/5005-MS. [DOI]
- Quan H.; Li H.; Huang Z.; Zhang T.; Dai S. Copolymer SJ-1 as a Fluid Loss Additive for Drilling Fluid with High Content of Salt and Calcium. Int. J. Polym. Sci. 2014, 2014, 1. 10.1155/2014/201301. [DOI] [Google Scholar]
- Liu F.; Jiang G.; Peng S.; He Y.; Wang J. Amphoteric Polymer as an Anti-Calcium Contamination Fluid-Loss Additive in Water-Based Drilling Fluids. Energy Fuels 2016, 30, 7221–7228. 10.1021/acs.energyfuels.6b01567. [DOI] [Google Scholar]
- Liu C.; Hong B.; Xu K.; Zhang M.; An H.; Tan Y.; Wang P. Synthesis and Application of Salt Tolerance Amphoteric Hydrophobic Associative Flocculants. Polym. Bull. 2014, 71, 3051–3065. 10.1007/s00289-014-1237-8. [DOI] [Google Scholar]
- Wang F.; Yang J.; Zhao J. Understanding Anti-Polyelectrolyte Behavior of a Well-Defined Polyzwitterion at the Single-Chain Level. Polym. Int. 2015, 64, 999–1005. 10.1002/pi.4907. [DOI] [Google Scholar]
- Georgiev G. S.; Kamenska E. B.; Vassileva E. D.; Kamenova I. P.; Georgieva V. T.; Iliev S. B.; Ivanov I. A. Self-Assembly, Antipolyelectrolyte Effect, and Nonbiofouling Properties of Polyzwitterions. Biomacromolecules 2006, 7, 1329–1334. 10.1021/bm050938q. [DOI] [PubMed] [Google Scholar]
- Friedli F. E. Effect of Chain Length on the Rate of Quaternization of Alkyl Amines. J. Am. Oil Chem. Soc. 1990, 67, 469–471. 10.1007/BF02638964. [DOI] [Google Scholar]
- Howard S.; Kaminski L.; Downs J.. Xanthan Stability in Formate Brines - Formulating Non- Damaging Fluids for High Temperature Applications. In SPE - European Formation Damage Conference, Proceedings, EFDC; Society of Petroleum Engineers (SPE), 2015; Vol. 2015-January, pp 1388–1413. 10.2118/174228-ms. [DOI]
- Bingham E. C. An Investigation of the Laws of Plastic Flow. Bull. Natl. Bur. Stand. 1916, 13, 309. 10.6028/bulletin.304. [DOI] [Google Scholar]
- Herschel W. H.; Bulkley R. Konsistenzmessungen von gummi-benzollösungen. Colloid Polym. Sci. 1926, 39, 291–300. [Google Scholar]
- Ziaee H.; Arabloo M.; Ghazanfari M. H.; Rashtchian D. Herschel–Bulkley Rheological Parameters of Lightweight Colloidal Gas Aphron (CGA) Based Fluids. Chem. Eng. Res. Des. 2015, 93, 21–29. 10.1016/j.cherd.2014.03.023. [DOI] [Google Scholar]
- Yahui Z.; Shanfa T.; Jiaxin W.; Mpelwa M.; Mingzheng P.; Tianyuan Z. Effect of Micelle Structure on the Viscosity of Sulfonate Gemini Surfactant Solution. Arab. J. Sci. Eng. 2019, 44, 259–267. 10.1007/s13369-018-3552-0. [DOI] [Google Scholar]
- Mpelwa M.; Zheng Y.; Tang S.; Pu M.; Jin L. Performance Optimization for the Viscoelastic Surfactant Using Nanoparticles for Fracturing Fluids. Chem. Eng. Commun. 2019, 1–9. 10.1080/00986445.2019.1660650. [DOI] [Google Scholar]
- Mpelwa M.; Tang S.; Jin L.; Hu R.; Wang C.; Hu Y. The Study on the Properties of the Newly Extended Gemini Surfactants and Their Application Potentials in the Petroleum Industry. J. Pet. Sci. Eng. 2020, 186, 106799. 10.1016/j.petrol.2019.106799. [DOI] [Google Scholar]
- Liu X.; Wang Y.; Yu L.; Tong Z.; Chen L.; Liu H.; Li X. Thermal Degradation and Stability of Starch under Different Processing Conditions. Starch/Staerke 2013, 48–60. 10.1002/star.201200198. [DOI] [Google Scholar]
- Tchameni A. P.; Xie B.; Nagre R. D.; Li T. Investigating the Thermal Effect on the Flow Characteristics of Acrylamide-Based Polymer Modified Bentonite Drilling Mud Using Upper Shear Stress Limit. Energy Sources A 2019, 1–13. 10.1080/15567036.2019.1624882. [DOI] [Google Scholar]
- Rueb C. J.; Zukoski C. F. Rheology of Suspensions of Weakly Attractive Particles: Approach to Gelation. J. Rheol. 1998, 42, 1451–1476. 10.1122/1.550966. [DOI] [Google Scholar]
- Salehnezhad L.; Heydari A.; Fattahi M. Experimental Investigation and Rheological Behaviors of Water-Based Drilling Mud Contained Starch-ZnO Nanofluids through Response Surface Methodology. J. Mol. Liq. 2019, 276, 417–430. 10.1016/J.MOLLIQ.2018.11.142. [DOI] [Google Scholar]
- Li M.-C.; Wu Q.; Song K.; De Hoop C. F.; Lee S.; Qing Y.; Wu Y. Cellulose Nanocrystals and Polyanionic Cellulose as Additives in Bentonite Water-Based Drilling Fluids: Rheological Modeling and Filtration Mechanisms. Ind. Eng. Chem. Res. 2015, 55, 133–143. 10.1021/acs.iecr.5b03510. [DOI] [Google Scholar]
- Alakbari F.; Elkatatny S.; Kamal M. S.; Mahmoud M.. Optimizing the Gel Strength of Water-Based Drilling Fluid Using Clays for Drilling Horizontal and Multi-Lateral Wells. In SPE Kingdom of Saudi Arabia Annual Technical Symposium and Exhibition; Society of Petroleum Engineers, 2018, 10.2118/192191-MS. [DOI]
- Jung Y.; Barry M.; Lee J.; Tran P.; Soong Y.; Martello D.; Chyu M.. Effect of Nanoparticle-Additives on the Rheological Properties of Clay-Based Fluids at High Temperature and High Pressure. In AADE National Technical Conference and Exhibition; American Association of Drilling Engineers: Houston, TX, 2011, AADE-11-NTCE-2, pp 1–4.
- Elkatatny S. Enhancing the Rheological Properties of Water-Based Drilling Fluid Using Micronized Starch. Arab. J. Sci. Eng. 2019, 5433. 10.1007/s13369-019-03720-1. [DOI] [Google Scholar]
- Paiaman A. M.; Al-Anazi B. D. Feasibility of Decreasing Pipe Sticking Probability Using Nanoparticles. NAFTA 2009, 60, 645–647. [Google Scholar]
- Parizad A.; Shahbazi K.; Tanha A. A. Enhancement of Polymeric Water-Based Drilling Fluid Properties Using Nanoparticles. J. Pet. Sci. Eng. 2018, 170, 813–828. 10.1016/j.petrol.2018.06.081. [DOI] [Google Scholar]
- Mewis J.; Frith W. J.; Strivens T. A.; Russel W. B. The Rheology of Suspensions Containing Polymerically Stabilized Particles. AIChE J. 1989, 35, 415–422. 10.1002/aic.690350309. [DOI] [Google Scholar]
- Tobergte D. R.; Curtis S.. Summary for Policymakers. In Climate Change 2013 - The Physical Science Basis; Intergovernmental Panel on Climate Change , Ed.; Cambridge University Press: Cambridge, 2013; Vol. 53, pp 1–30, 10.1017/CBO9781107415324.004. [DOI] [Google Scholar]
- Ismail A. R.; Seong T. C.; Buang N. A.; Rosli W.; Sulaiman W.. Improve Performance of Water-Based Drilling Fluids Using Nanoparticles. In Sriwijaya International Seminar on Energy-Environmental Science and Technology, 2014, Vol. 1, no. (1), , pp 43-47.
- Fink J. K.; Water-Based Chemicals and Technology for Drilling, Completion and Workover Fluids; Elsevier: Austria, 2015. [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.