

Abstract
In this chapter, an overview of the basic principles of fused deposition modelling, commonly known as 3D printing technology, is presented. The chapter begins by introducing the holistic concept of additive manufacturing and its scientific principle as the technology for the modern and future industry. Then, the science of 3D printing is described. The applications of FDM in various fields are also highlighted with a focus on an interesting role the 3D printing technology is playing in the fight against Covid-19 pandemic. The chapter also gives a highlight of the parameters involved in fused deposition modelling of polymers and their basic interaction with the properties of the manufactured components. In relation to the process parameters, quality aspects of FDM products have also been briefly described in the chapter.
Keywords: Additive manufacturing; Defects, fused deposition modelling; Quality of prints; Surface roughness
Additive Manufacturing
Additive Manufacturing (AM) involves classes of manufacturing technologies which build 3D components by adding a material layer upon a layer. The material could be a polymer, concrete, metal or even a composite. For a manufacturing process to qualify to be classified as an AM technique, it must involve the following three significant aspects.
The use of a computer and computer aided design (CAD) to create visual 3D models: There are several CAD tools that are used to generate 3D models some of which include AutoCAD, Inventor®, Solidworks®, CATIATM and so many others. Some of these software are available open source or closed source [1]. The technologist or engineer involved in the field of additive manufacturing should understand how to use a few or many of the software for effective manufacturing through these technologies. Through these CAD tools, and based on the experience of the user, any form of complex 3D models of the products can be generated. The amount of material to be extruded by the 3D printer and the time it will take to build the 3D model is determined and the information is created in a G-code file, which the printer can easily interpret [2].
Slicing and generation of tool paths: The CAD 3D-generated models must be prepared in a format which can be interpreted by the additive manufacturing machine. The slicing software transforms the 3D design into layered models which the machine tool can easily trace. There are so many slicing software in the market and they are provided under different trademark names such as Cura, PrusaSlicer, MatterControl, Simplify3D, Repetier, ideaMaker, Z-SUITE, Slic3r, IceSL, SlicerCrafter, Astroprint, 3DPrinterOS, SelfCAD, KISSlicer, Tinkerine Suite, Netfabb Standard including others and each of the software operates differently to achieve the best slicing [3].
Conversion of the 3D model into real product: An additive manufacturing machine such as 3D printer and laser convert the 3D model into an actual product using engineering materials such as plastics, metal powders, composites, among others. The material(s) is melted and then allowed to flow according to the G-code (tool path) from the slicing software to create the 3D component.
There are various additive manufacturing methods, classified according to the material and machine technology used in the production of the components. According to the American Society for Testing and Materials (ASTM F42-) standards of 2010, there are seven categories of AM processes [4, 5] as listed below.
-
i.
Material extrusion techniques
-
ii.
Powder bed fusion techniques
-
iii.
VAT photopolymerization methods
-
iv.
Material jetting techniques
-
v.
Binder jetting techniques
-
vi.
Sheet lamination techniques
-
vii.
Direct energy deposition techniques.
The above processes utilize different materials and machines to create 3D printed components and have been extensively reviewed in the literature [6, 7]. Additive manufacturing processes are preferred over conventional processes due to the following advantages.
-
i.
Enhanced material efficiency since no material wastage through cutting or machining.
-
ii.
There is higher efficiency in resources since these processes do not require auxiliary resources such as tools, jigs, fixtures and so forth.
-
iii.
Products of high complexity and intricacy can be manufactured since there are no constraints of the tools.
-
iv.
Additive manufacturing processes enhance production flexibility.
Although these processes are attractive, they are constrained by some limitations such as size of parts that can be manufactured, surface and microstructural imperfections, and high cost of the AM equipment [7]. The processes are also very slow and therefore they are challenging technologies in mass production.
The focus of this book is on the strategies for improving the quality of the fused deposition modelling (FDM) of products. The reason for singling out FDM from all the many AM manufacturing processes is due to its wide range of applications and adoption by many individuals and industries. The FDM process, which is classified as the material extrusion AM technique, is the simplest, affordable and readily available 3D printing technique for polymer-based materials and it has been extensively used in various industries [8–11]. In the subsequent subtopics, the basics of FDM and its applications, parameters and quality aspects of the process are highlighted.
Science of FDM and Applications
Fused deposition modelling (FDM), also known as the material extrusion additive manufacturing technique, utilizes polymers as the raw material (filament). The filament is usually heated to a molten state and then extruded through the nozzle of the machine (3D printer). The nozzle head can move in three degrees of freedom (DoF) to deposit the extruded polymer on the build plate as per the G-code instructions. The principle of the FDM process is illustrated in a schematic diagram in Fig. 1.1. As shown, the filament is continuously fed through the extruder and nozzle of the machine via the two rollers rotating in opposite directions. The material is deposited on the build plate layer-by-layer until the required product shape and size are achieved. During the layering, the printer nozzle navigates back and forth as per the spatial coordinates of the original CAD model in the G-code files until the desired size and shape of the component is produced. In some FDM systems (3D printers), multiple extrusion nozzles can be used to deposit the polymer constituents especially in cases where components of compositional gradients are required. Usually, the resolution and effectiveness of the extrusion largely depend on the properties of the thermoplastic filament and as such, different 3D printers are designed for specific filament materials. In fact, most of the low-cost FDM 3D printers can process only one type of thermoplastic and polylactic acid (PLA) is the most common material. The components are usually layered onto the build plate (platform), which after printing can be removed by snapping off or soaking in a detergent depending on the type of the thermoplastic. Then, the printed components may be surface cleaned, sanded, painted or milled to enhance both their surface appearance and functionality.
Fig. 1.1.

Principle of fused deposition modelling
There are various materials used in FDM and as stated earlier, PLA is the most adopted material by most 3D printer users at domestic and industrial levels due to the following reasons:
-
i.
Polylactic acid (PLA) is a bioplastic and therefore eco-friendly and not harmful to human and animal health. PLA is a green material since it is fabricated from fully renewable sources such as corn, sugarcane, wheat or any other high carbohydrate containing resources [12]. As such, it is recommended for use in making cooldrink cups, deli and food take aways, and packaging containers.
-
ii.
PLA has a glass transition temperature ranging between 50 and 70°C and a melting point temperature ranging between 180 and 220°C [13–15]. As such, most low-energy and cost-effective 3D printers can extrude it. It is harder than Acrylonitrile butadiene styrene (ABS) although it (PLA) has higher friction when compared to ABS and therefore susceptible to extrusion blockage.
-
iii.
PLA plastics are compostable and break down quickly upon disposal unlike the other plastics, which have posed serious disposal challenges. Being among the biopolymers, PLA degrades to natural and non-poisonous gases, water, biomass and inorganic salts when it is exposed to natural conditions, hydrolysis or even when incinerated.
-
iv.
In its semi-crystalline form, PLA has shown to exhibit good flexural modulus, better tensility and flexural strengths.
-
v.
PLA is preferred by most 3D printer users because it does not always need a heated bed for the adhesion to occur between the print and the platform. Graphene-doped PLA, however, presents a great challenge for non-heated bed printers and it does not produce quality prints on non-heated build plates.
-
vi.
PLA is commercially available in the market in a variety of colours and textures. This makes it attractive for users, especially domestic and decorative 3D printer handlers. The availability in various colours and texture has expanded the markets for CAD designers and toy enthusiasts. As such, the designers can develop interesting ideas and post in various databases (such as TurboSquid, CG Trader, Shapeways, Cults3D, 3DSquirrel and Thingsverse) where the toy enthusiasts can purchase, download and print with a variety of colours and texture designs of the PLA filaments.
Other materials used in FDM processing include polycaprolactone (PCL), polypropylene (PP), polyethylene (PE), polybutylene terephthalate (PBT), Acrylonitrile butadiene styrene (ABS), wood, nylon, metals, carbon fibre, graphene-doped PLA, etc. [13, 16, 17]. These materials are available in different commercial brands and trademarks, as filament wires, and can be purchased through various online stores such as Alibaba, Amazon and so forth. However, it is advised that the buyers should be aware of the chemical composition of the filaments they would like to use based on their applications. From the experience of the authors of this book, most of the filament suppliers do not provide reliable information regarding the chemical constituents of the 3D printing filaments and it is therefore recommended for the users, if necessary, to conduct their analyses to confirm the chemistry of these materials. These analyses can be conducted through phase identification on microscopy, X-ray diffraction (XRD) or more advanced chemical analysis facilities at their disposal.
The most common applications of FDM in modern society are listed below.
-
i.
The technology has emerged as one of the most progressive methods for producing prototypes and rapid tooling of complex products in low and medium batches [18]. The research currently is on the development of a larger pool of materials for rapid prototyping applications and a lot of literature is available on this subject [19].
-
ii.
There is an increasing adoption of the FDM technique in the toy and other related industries either as a direct manufacturing method [20] or method for producing moulds for injection moulding for such industries [21].
-
iii.
The potential of FDM on mass personalization of products cannot be overemphasized. Due to flexibility and capability to produce intricate profiles, FDM finds application in producing customized products for various applications, for instance, personalized toys, automobile parts, interior design components, implants, beauty products and so forth [20].
-
iv.
The FDM is also being applied in the medical field to produce moulds for casting of implants, medical devices and implants. The most exciting application is the 3D printing of moulds for investment casting of medical implants [22]. In traditional investment casting, there is the use of metallic moulds and sacrificial patterns (e.g. wax) to create the complex shapes of any implant. Therefore, using 3D printed moulds eliminates the need of having to use the sacrificial material and hence reduces cost, time and material wastage. However, there are still challenges associated with the integration of FDM into the investment casting process, that is, poor surface quality; as such, as illustrated in the literature herein (for example, [23] and others) a lot of research is currently underway in improving the surface properties of 3D printed parts and castings obtained from FDM moulds.
-
v.
Other applications of FDM include direct printing of electrochemical cells for energy storage devices [24], micro-trusses for biomedical scaffolding [25], drug delivery components in the pharmaceutical industry [26], direct printing of conductors for electronic industry [27] among others.
3D Printing and the Novel Coronavirus (Covid-19) Pandemic
The recent outbreak of the Novel Coronavirus (Covid-19) across the entire world has led to a serious shortage of medical supplies and protective gears. To curb the spread of the Covid-19 pandemic, the World Health Organization (WHO) issued the following guidelines in February 2020:
-
i.
Restricted movement of people across countries.
-
ii.
Maintenance of high level of personal hygiene through handwashing with soap and the use of alcohol-based sanitizers.
-
iii.
Use of protective gears for mouth, eyes and nose since the virus enters the human body through these membranes.
-
iv.
Avoidance of direct contacts among individuals and as such, individuals should keep at least 1-metre distance among themselves, and individuals should avoid handshakes, kissing and hugging.
-
v.
Avoiding direct touching/contact of surfaces as much as possible since the virus can survive on the surfaces for around 12 h.
These guidelines present a new challenge to both medical and science/engineering fields. As of the writing of this manuscript, the number of infections across the world was more than 1.69 million people with more than 102,000 deaths (www.worldometers.info/coronavirus/). The number seems to be growing exponentially and this has considerably strained the health and medical sectors in terms of equipment and human capacity. There is an increasing demand for personal protective gear for both the public and medical practitioners. There is also a major shortage of medical ventilators and oxygen valves across the world and with the ban of international flights and travels, consumer-based regions such as Africa must innovate on availing these facilities. With several industries and technologies mobilizing their resources to contribute to this course, the 3D printing community has also been involved in the following ways:
-
i.
Availing open-source designs for medical and protective devices: Several individuals and companies have developed designs for face mask frames, oxygen valves, nasal swabs, hands-free door openers and so forth, and availed them for free through the social media platforms and dedicated CAD online forums.
-
ii.
Mass production of face masks: Most 3D printing companies such as Stratasys® and Prusa Research (Czech) have mobilized their global resources to undertake mass production of masks for both medical practitioners and general public. Individual 3D desktop printer owners across the world have also volunteered to print face masks for medical doctors. For example, in South Africa, a company known as 3D Printing Factor (PTY) Limited located in Johannesburg mobilized all her resources and individual companies to produce face shield frames for medical practitioners for free in partnership with Netcare 911 hospital (www.timeslive.co.za/news).
-
iii.
Production of hands-free door openers: Several companies have 3D printed arm door openers to prevent people from touching the door handles directly. BCN3D Inc. based in Barcelona is one of those companies (www.3dprintingindustry.com).
-
iv.
Manufacturing of medical ventilator parts: ISINNOVA Limited, a company based in Brescia (https://www.isinnova.it/), Italy, has 3D printed oxygen valves to assist patients exhibiting respiratory difficulties. A consortium of companies in collaboration with Zona Franca Consortium (CZFB) and Leitat Technology Centre (Spain) have developed and tested a 3D printed respiration equipment for the Covid-19 patients. The automotive giant, Volkswagen (Germany), has also invested in 3D printing of ventilators for hospitals. Photocentric Group Inc., UK, has produced more than 600 test units of respiratory valves for the patients of Covid-19 (https://photocentricgroup.com/).
-
v.
Fabrication of quarantine facilities: In China, Winsun Limited has 3D printed several quarantine rooms for Xianning Central Hospital in Wuhan. The walls of the 3D printed houses have been shown to be stronger than the conventional walls (www.3dprintingindustry.com).
-
vi.
Production of testing kits: Some 3D printing companies have designed and manufactured nasal swabs to quicken mass testing for the virus across the different parts of the world. An example of such companies is Formlabs, a 3D printing company based in Massachusetts, US (https://formlabs.com/). The company has the capacity to produce more than 100,000 nasal swabs a day. This is going to enhance mass testing for the virus across different parts of the world.
-
vii.
3D printing also has the capacity to develop intricate moulds for injection moulding of parts for medical uses by the hospitals to help the Covid-19 patients.
-
viii.
The was 3D printing of drones for delivery of groceries and medical supplies in China during the lockdown periods (www.dezeen.com). Also, the use of 3D printing of drones has been undertaken in South Africa by the Centre for Scientific and Industrial Research (CSIR) (www.sanews.gov.za/south-africa).
Figure 1.2 shows some of the 3D printed components which have been designed and manufactured, so far, to help in fighting against the spread of the Covid-19 virus as well as assisting its patients.
Fig. 1.2.

Some of the 3D printed devices for Covid-19 pandemic accessed for free from www.3dprintingindustry.com
Process Parameters in FDM
Fused deposition modelling (FDM) is influenced by various parameters as summarized in Fig. 1.3. As shown, the parameters have been classified into two broad categories, namely machine and material parameters. The machine parameters are those parameters the 3D printer user will specify on the slicing software during the generation of the G-code files whereas the material parameters are the properties of the filament material or materials being extruded through the nozzle. Some of the machine parameters, as shown, include the printing speed, raster angle, melt flow rate through the nozzle, airgap, layer thickness, infill density, build orientation and temperature [10, 11]. On the other hand, the material properties such as thermal and mechanical influence both the extrusion and performance of the print.
Fig. 1.3.

Parameters influencing the fused deposition modelling process
The quality and performance of the printed parts depend on the choice of these parameters and there are various efforts in the literature on evaluating the effects of various parameters on the process and quality of the prints [28]. The build orientation basically indicates the angle at which the longest length is inclined to the base of the build plate. The printed components may be inclined at 0°, 45°, 90°, etc. depending on the choice of the user. Layer resolution indicates the minimum thickness of every layer in one run of the print head and it may vary from a few micrometres to millimetres depending on the accuracy and application of the 3D printer. The extrusion temperature measures the temperature supplied from the external source to the printer heating elements to melt the filament material for easy extrusion whereas the platform temperature is the temperature applied on the build plate to enhance the adhesion of the prints onto the platform and avoid printing failure.
It is noted that not all printers have a heated bed and except PLA, all the other materials require heating for them to stick onto the platform. At times, when using non-heated bed with some materials, it has become a common practice to use some sticking fluids such as office glue to enhance the sticking of the first layer of the print. However, from the experience of the authors on 3D printers, it usually affects the dimensional accuracy of the print and gradually blocks the nozzle orifice. Blockage of the nozzle passage may lead to a major failure of the 3D printer and replacement of some parts. During printing, the extrusion temperature should be set within the melting point of the filament material. The thermal properties of the material will influence the conditions of melting and flow through the nozzle of the 3D printer. The chemical properties of the filament material determine the glass transition region and hence the quality of the printed part. Mechanical properties such as strength and friction in molten state determine the rigidity of the printed part and the flowability of the material and whether the material will jam the nozzle or not. The choice, optimization and interrelationships among the process parameters to the print quality are the main objectives of this book and will be detailed using literature case studies and some results obtained from research conducted by the authors in the subsequent chapters.
Quality Issues in FDM
As mentioned, FDM involves the layering of molten filament material to create the desired product. The adhesion and fusion between adjacent layers are very critical for quality prints. Additionally, the extrusion conditions of the filament material during the printing process affect the accuracy, quality and performance characteristics of the printed product. The surface roughness of the FDM products is one of the major drawbacks of the quality of this process. Due to the nature of the process, the surfaces of the product mostly exhibit the ‘back-and-forth’ tracks of the printing nozzle known as the stair stepping effect (shown in Fig. 1.4). These tracks create terraces on the surface, therefore, leading to relatively high average roughness values (Ra) in the range of micrometres. Such high levels of roughness ranges impede the application of the FDM manufactured products in some fields such as dentistry, biomedical, sensing and so many other areas of applications. The presence of terraces and deeps on the surface of the prints can lead to penetration of moisture and other environmental electrolytes into the inner layers of the product causing further degradation of its properties. For instance, such components (with high roughness) would be very detrimental for use as prosthesis or dental implants as they would react with body fluids, which would cause premature failure of the implants. At times, due to improper extrusion (over- or under-extrusion), there is a lack of enough adhesion between the adjacent layers of the filament material that enhances high roughness and other structural defects such as porosity and cracks.
Fig. 1.4.
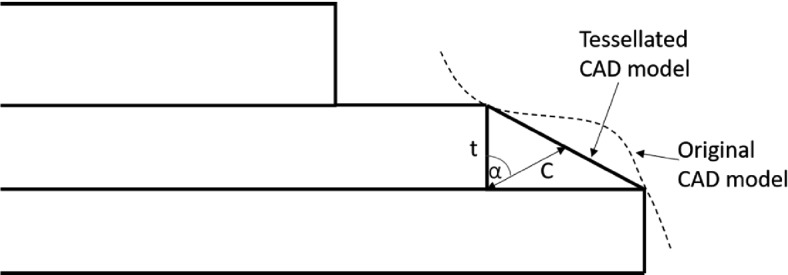
Illustrating the staircasing effect of the FDM parts. In this case, C is known as cusp height, t is the layer thickness and α is the angle between the cusp height and layer height
The surface roughness of 3D printed parts is predicted using optical surface profilers and microscopes, and various post-processing methods have been adopted to lower the surface roughness. These processes are either mechanical or chemical methods. The most commonly used mechanical methods for enhancing surface quality of FDM prints are machining, sanding, polishing, abrasion and barrel finishing whereas the chemical methods involve painting, coating, heating and vapour deposition [19]. It has been researched and reported in the literature that the choice of each of the methods depends on the materials and performance requirements of the FDM manufactured part. Additionally, at the design stage of the components, the stair stepping effects of the printer can be minimized by optimizing the slicing procedure and print resolution. Using very large slicing thickness reduces the printing time and produces very rough products due to the stair stepping effect. On the contrary, fine slicing reduces the stair stepping effect and reduces the surface roughness although it results in longer printing times, which may impact the other aspects of manufacturing, especially during mass production. The different strategies for slicing have also been shown to influence the quality of the print [29, 30].
The lack of adhesion leading to structural defects considerably affects the dimensional accuracy and mechanical integrity of the FDM printed components. It is obvious that components consisting of a very high density of defects would experience dimensional errors and low properties such as hardness, flexural strength, tensility and compression, and impact strengths. If there is not enough adhesion between the layers, the filament material of the adjacent layers will be forced to flow and compensate between the resulting spaces. This may lead to shrinkage of the component causing dimensional errors between the CAD design and the actual print. Additionally, the presence of pores and cracks within the structure increases the stress raisers within the material such that the component cannot absorb the required energy during its performance without failure. These defects further enhance the propagation of the cracks and the components may not offer suitable and enough mechanical stability for various applications.
The flow rate of the filament material during the extrusion and deposition also plays an important role on the quality of the 3D printed parts. The choice of the extrusion and heated bed temperatures are based on the flow characteristics of the filament material. Insufficient flow of the molten material between the layers causes spaces or incomplete adhesion; these weaken the component and failure can easily occur through delamination. The raster angle is also related to the material flow during the FDM process; for instance, Galeja et al. [31] have recently published an article in Materials (Basel) journal titled ‘static and dynamic mechanical properties of 3D printed ABS, a function of raster angle.’ The study demonstrated that for a range of raster angles 45°–90°, the raster angle of 55° provided the optimal flow of molten ABS during printing and at that angle, the printed ABS samples exhibited excellent static and dynamic responses to mechanical loads.
There is a continued effort by the scientific community to understand the influence of the specific parameters to the FDM process and the quality of the printed product. As illustrated in the previous section, the interactions among these parameters in an FDM process are complex and require multi-objective approaches to understand and enhance the quality of manufacturing. The general approach in every manufacturing process including FDM is to understand the influence of the individual parameters followed by evaluating the most significant of those factors and finally determining combined effects (multi-objective) of the parameters. There are several publications describing both of these approaches for enhancing quality in FDM processes [11, 22, 32–34]. For instance, Perez et al. [35] investigated the effect of five FDM printing parameters (speed, wall thickness, layer height, temperature and printing path) on the surface roughness of PLA printed components using analysis of variance (ANOVA), graphical methods and non-parametric tests. It was reported that wall thickness and layer height were the most significant factors for surface roughness as compared to the other factors. It has been reported that the optimal choice of the wall thickness and enhancement of the geometry of the product (by defining clearly the G-code) eliminates the microstructural defects in FDM PLA products [34]. In another study, Singh et al. [23] optimized the quality of the FDM printed ABS samples for prosthetic investment casting using Taguchi L18 orthogonal array for the print orientation, fill density, vapour smoothing parameters and heat treatment time of the samples.
The choice of the optimal conditions or settings for quality FDM printing during large-scale and mass customization production becomes more difficult. In such cases, the manufacturer is posed with the challenge of quality and time of manufacturing. Usually, 3D printing is a very slow process and most of the Desktop 3D printers are slower compared to the other manufacturing processes. For instance, it is discussed in the literature that the stair-step effects of the FDM process can be eliminated by using very small layer height. Thin layers mean that a very small volume of the material is layered for every run as compared to relatively larger layer thicknesses. It means that longer time is required for enough melting and flow of the filament material within the layers to eliminate microstructural defects such as porosity and cracks. During FDM printing, the process should be closely monitored, especially during the initial stages and the following simple observations are recommended to ensure geometrically and dimensionally accurate prints:
When the filament starts loading, remove the molten filament forming around the nozzle to avoid clogging and blockage. This filament is usually under-molten and cannot fuse strongly with the rest of the print material.
The initial point of printing during the creation of the base support structures (e.g. brim and raster) should be cut off to avoid it being dragged by the nozzle and then destroying the entire support structure.
Observe the adhesion of the support structure onto the build plate and if the structure appears to delaminate from the plate, stop the printer and repeat the printing process. Additionally, if the printer does not have a heated bed, and the PLA filament does not stick, office glue or other types of glues can be applied onto the printing table to enhance the adhesion and hence, the quality of the prints.
Observe the critical points of the print (corners, holes, etc.) and check for any incomplete fusion, lack of proper filling and gaps between the layers. These deformities are caused by over-extrusion or under-extrusion of the filament and when this happens, the printer should be stopped, and the settings adjusted.
The occurrence of stringing or formation of strings/hairs especially when the printer is moving between different sections of the print should also be checked.
The layering consistency of the print should be checked; slight shifting or separation of the layers is an indication of poor-quality printing.
The warping of large parts during the FDM processing causes poor sticking of the printed component onto the build plate such that the component shifts on the build plate causing form and dimensional errors.
In Chap. 10.1007/978-3-030-48259-6_4 of this monograph, some of these quality challenges related to surface quality are illustrated. The challenges can greatly slow the manufacturing process through fused deposition modelling since they imply frequent switching ON and OFF of the printer which prolongs the printing time and results in material loss. It is common knowledge that the longer the manufacturing time, especially in mass production, the higher the cost of production and hence, the process becomes economically unviable.
Summary
The basics of fused deposition modelling have been discussed in the chapter. It is no doubt that technology has significantly been accepted in the direct manufacturing of components besides being an attractive rapid prototyping method. It is being utilized to manufacture biomedical devices during the Novel Coronavirus (Covid-19) pandemic. The quality of the FDM parts depends on the manufacturing process settings. There are several parameters directly influencing the quality of the FDM parts some of which include temperature, speed, infill density, layer height and build orientation. Improper choice of the parameters may lead to adhesion problems between the layers, therefore causing the formation of defects. The major drawback of FDM parts is high surface roughness due to the stair-stepping effect of a 3D printer.
The goal of any 3D printer user is to produce high-quality products in terms of form and dimensional accuracy. In the subsequent chapters, the strategies for enhancing the quality of FDM parts based on experiments conducted by the authors and other peer-reviewed and published data will be presented.
Contributor Information
Fredrick Madaraka Mwema, Email: fredrick.mwema@dkut.ac.ke.
Esther Titilayo Akinlabi, Email: etakinlabi@uj.ac.za.
References
- 1.Junk S, Kuen C. Review of open source and freeware CAD systems for use with 3D-printing. Proc. CIRP. 2016;50:430–435. doi: 10.1016/j.procir.2016.04.174. [DOI] [Google Scholar]
- 2.Song Y, Yang Z, Liu Y, Deng J. Function representation based slicer for 3D printing. Comput. Aided Geom. Des. 2018;62:276–293. doi: 10.1016/j.cagd.2018.03.012. [DOI] [Google Scholar]
- 3.Huang B, Singamneni SB. Curved layer adaptive slicing (CLAS) for fused deposition modelling. Rapid Prototyp. J. 2015;21(4):354–367. doi: 10.1108/RPJ-06-2013-0059. [DOI] [Google Scholar]
- 4.Lele Ajey. Disruptive Technologies for the Militaries and Security. Singapore: Springer Singapore; 2018. Additive Manufacturing (AM) pp. 101–109. [Google Scholar]
- 5.A.M. Forster, Materials testing standards for additive manufacturing of polymer materials: State of the art and standards applicability, in Additive Manufacturing Materials: Standards, Testing and Applicability, pp. 67–123 (2015)
- 6.Harun WSW, et al. A review of powdered additive manufacturing techniques for Ti-6al-4v biomedical applications. Powder Technol. 2018;331:74–97. doi: 10.1016/j.powtec.2018.03.010. [DOI] [Google Scholar]
- 7.Prakash KS, Nancharaih T, Rao VVS. Additive manufacturing techniques in manufacturing—An overview. Mater. Today Proc. 2018;5(2):3873–3882. doi: 10.1016/j.matpr.2017.11.642. [DOI] [Google Scholar]
- 8.Cuiffo MA, Snyder J, Elliott AM, Romero N, Kannan S, Halada GP. Impact of the fused deposition (FDM) printing process on polylactic acid (PLA) chemistry and structure. Appl. Sci. 2017;7(6):1–14. doi: 10.3390/app7060579. [DOI] [Google Scholar]
- 9.Lee WC, Wei CC, Chung SC. Development of a hybrid rapid prototyping system using low-cost fused deposition modeling and five-axis machining. J. Mater. Process. Technol. 2014;214(11):2366–2374. doi: 10.1016/j.jmatprotec.2014.05.004. [DOI] [Google Scholar]
- 10.Valino Arnaldo D., Dizon John Ryan C., Espera Alejandro H., Chen Qiyi, Messman Jamie, Advincula Rigoberto C. Advances in 3D printing of thermoplastic polymer composites and nanocomposites. Progress in Polymer Science. 2019;98:101162. doi: 10.1016/j.progpolymsci.2019.101162. [DOI] [Google Scholar]
- 11.Dey A, Yodo N. A systematic survey of FDM process parameter optimization and their influence on part characteristics. J. Manuf. Mater. Process. 2019;3(3):64. [Google Scholar]
- 12.Camargo JC, Machado ÁR, Almeida EC, Silva EFMS. Mechanical properties of PLA-graphene filament for FDM 3D printing. Int. J. Adv. Manuf. Technol. 2019;103(5–8):2423–2443. doi: 10.1007/s00170-019-03532-5. [DOI] [Google Scholar]
- 13.Liao Y, et al. Effect of porosity and crystallinity on 3D printed PLA properties. Polymers (Basel) 2019;11(9):1487. doi: 10.3390/polym11091487. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 14.Rodríguez-Panes A, Claver J, Camacho AM. The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: A comparative analysis. Materials (Basel) 2018;11(8):1333. doi: 10.3390/ma11081333. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 15.Kiendl Josef, Gao Chao. Controlling toughness and strength of FDM 3D-printed PLA components through the raster layup. Composites Part B: Engineering. 2020;180:107562. doi: 10.1016/j.compositesb.2019.107562. [DOI] [Google Scholar]
- 16.B. Mansfield, S. Torres, T. Yu, D. Wu, A review on additive manufacturing of ceramics, in ASME 2019 14th International Manufacturing Science and Engineering Conference, MSEC 2019, vol. 1, pp. 36–53 (2019)
- 17.Dizon JRC, Espera AH, Chen Q, Advincula RC. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018;20:44–67. [Google Scholar]
- 18.S. Singh, R. Singh, Integration of fused deposition modeling and vapor smoothing for biomedical applications, in Reference Module in Materials Science and Materials Engineering, Elsevier, pp. 1–15 (2017)
- 19.Boparai Kamaljit Singh, Singh Rupinder. Additive Manufacturing of Emerging Materials. Cham: Springer International Publishing; 2018. Development of Rapid Tooling Using Fused Deposition Modeling; pp. 251–277. [Google Scholar]
- 20.León-Cabezas MA, Martínez-García A, Varela-Gandía FJ. Innovative functionalized monofilaments for 3D printing using fused deposition modeling for the toy industry. Proc. Manuf. 2017;13:738–745. [Google Scholar]
- 21.Whlean C, Sheahan C. Using additive manufacturing to produce injection moulds suitable for short series production. Proc. Manuf. 2019;38:60–68. [Google Scholar]
- 22.Singh D, Singh R, Boparai KS. Development and surface improvement of FDM pattern based investment casting of biomedical implants: A state of art review. J. Manuf. Process. 2018;31:80–95. doi: 10.1016/j.jmapro.2017.10.026. [DOI] [Google Scholar]
- 23.Singh D, Singh R, Boparai KS, Farina I, Feo L, Verma AK. In-vitro studies of SS 316 L biomedical implants prepared by FDM, vapor smoothing and investment casting. Compos. Part B Eng. 2018;132:107–114. doi: 10.1016/j.compositesb.2017.08.019. [DOI] [Google Scholar]
- 24.Chang P, Mei H, Zhou S, Dassios KG, Cheng L. 3D printed electrochemical energy storage devices. J. Mater. Chem. A. 2019;7(9):4230–4258. doi: 10.1039/C8TA11860D. [DOI] [Google Scholar]
- 25.Nikolova MP, Chavali MS. Recent advances in biomaterials for 3D scaffolds: A review. Bioact. Mater. 2019;4(August):271–292. doi: 10.1016/j.bioactmat.2019.10.005. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 26.Linares Vicente, Casas Marta, Caraballo Isidoro. Printfills: 3D printed systems combining fused deposition modeling and injection volume filling. Application to colon-specific drug delivery. European Journal of Pharmaceutics and Biopharmaceutics. 2019;134:138–143. doi: 10.1016/j.ejpb.2018.11.021. [DOI] [PubMed] [Google Scholar]
- 27.Manzanares Palenzuela C. Lorena, Novotný Filip, Krupička Petr, Sofer Zdeněk, Pumera Martin. 3D-Printed Graphene/Polylactic Acid Electrodes Promise High Sensitivity in Electroanalysis. Analytical Chemistry. 2018;90(9):5753–5757. doi: 10.1021/acs.analchem.8b00083. [DOI] [PubMed] [Google Scholar]
- 28.J.S. Shim, J.-E. Kim, S.H. Jeong, Y.J. Choi, J.J. Ryu, Printing accuracy, mechanical properties, surface characteristics, and microbial adhesion of 3D-printed resins with various printing orientations. J. Prosthet. Dent. 121, 1–8 (2019) [DOI] [PubMed]
- 29.Huang B, Singamneni S. Alternate slicing and deposition strategies for fused deposition modelling of light curved parts. J. Achiev. Mater. Manuf. Eng. 2012;55(2):511–517. [Google Scholar]
- 30.Podroužek J, Marcon M, Ninčević K, Wan-Wendner R. Bio-inspired 3D infill patterns for additive manufacturing and structural applications. Materials (Basel) 2019;12(3):1–12. doi: 10.3390/ma12030499. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 31.Galeja M, Hejna A, Kosmela P, Kulawik A. Static and dynamic mechanical properties of 3D printed ABS as a function of raster angle. Materials (Basel) 2020;13(2):297. doi: 10.3390/ma13020297. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 32.Chohan JS, Singh R, Boparai KS. Parametric optimization of fused deposition modeling and vapour smoothing processes for surface finishing of biomedical implant replicas. Meas. J. Int. Meas. Confed. 2016;94:602–613. doi: 10.1016/j.measurement.2016.09.001. [DOI] [Google Scholar]
- 33.Dankar Iman, Haddarah Amira, Omar Fawaz E.L., Sepulcre Francesc, Pujolà Montserrat. 3D printing technology: The new era for food customization and elaboration. Trends in Food Science & Technology. 2018;75:231–242. doi: 10.1016/j.tifs.2018.03.018. [DOI] [Google Scholar]
- 34.Gordeev Evgeniy G., Galushko Alexey S., Ananikov Valentine P. Improvement of quality of 3D printed objects by elimination of microscopic structural defects in fused deposition modeling. PLOS ONE. 2018;13(6):e0198370. doi: 10.1371/journal.pone.0198370. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 35.Pérez M, Medina-Sánchez G, García-Collado A, Gupta M, Carou D. Surface quality enhancement of fused deposition modeling (FDM) printed samples based on the selection of critical printing parameters. Materials (Basel) 2018;11(8):1382. doi: 10.3390/ma11081382. [DOI] [PMC free article] [PubMed] [Google Scholar]