

Abstract
The global coronavirus disease (COVID)-19 pandemic has led to an international shortage of personal protective equipment (PPE), with traditional supply chains unable to cope with the significant demand leading to critical shortfalls. A number of open and crowdsourcing initiatives have sought to address this shortfall by producing equipment such as protective face shields using additive manufacturing techniques such as fused filament fabrication (FFF). This paper reports the process of designing and manufacturing protective face shields using large-scale additive manufacturing (LSAM) to produce the major thermoplastic components of the face shield. LSAM offers significant advantages over other additive manufacturing technologies in bridge manufacturing scenarios as a true transition between prototypes and mass production techniques such as injection molding. In the context of production of COVID-19 face shields, the ability to produce the optimized components in under 5 min compared to what would typically take 1 – 2 h using another additive manufacturing technologies meant that significant production volume could be achieved rapidly with minimal staffing.
Keywords: Additive manufacturing, Three-dimensional printing, Coronavirus disease-19, Coronavirus, Face shield, Personal protective equipment
1 Introduction
In December of 2019, an outbreak of infections from a novel coronavirus (now named severe acute respiratory syndrome coronavirus 2 [SARS-Cov-2]) was reported in China[1]. The class of viruses known as coronaviruses are responsible for most of the common colds and have often arisen due to transmission from animals to humans[2]. Initially focused on Wuhan in the Hubei province[3], the infection has since spread globally, with the spread of coronavirus disease 2019 (also more commonly known as COVID-19) reaching the necessary level of spreading to be classified as a global pandemic according to the World Health Organisation (WHO)[4]. At the time of writing, it is believed that over 4 million people have been infected globally, leading to over 278,000 deaths[5]. It has been established that the contagiousness of the disease is higher than previous outbreaks such as SARS in 2002 – 2004[6] and can be transmitted through an airborne droplet and contact transmission[7]. It has also been established that people are able to transmit the infection despite not obviously displaying symptoms (asymptomatic)[8].
For these reasons, the wearing of personal protective equipment (PPE) has become a vital requirement for frontline medical staff, those with critical caring responsibilities and key workers facing increased potential exposure to SARS-Cov-2. The WHO has recommended that PPE also includes eye protection to safeguard against droplet and airborne transmission[9]. Droplet transmission (as happens with influenza) occurs when droplets from an infected individual that is generated during coughing, sneezing, or even talking pass through the air and land on the eyes, nose, and mouth of another individual leading to infection[10].
With this increased global demand for PPE, governments and organizations have struggled to source enough for millions of regular PPE users, let alone for non-typical users such as pharmacies and general practitioners who are now at increased risk of infection during their daily activities. These supply chain issues have arisen due to a global shortage of PPE items such as eye protection/face shields and the inability to manufacture enough items quick enough[11]. In response to this unprecedented demand, many companies, academic institutions, and individuals have sought to use democratized manufacturing facilities and equipment such as three-dimensional (3D) printers (generally fused filament fabrication [FFF] systems) to produce components for much needed PPE items such as face shields[12,13]. This manufacturing effort has seen members of the international 3D printing community come together in vast, rapidly formed collaborative networks to address the PPE shortfall in a way reminiscent of the often-proposed concept of localized microfactories[14,15]. In the context of a traditional product development cycle, this type of activity can be likened to bridge manufacturing, where the use of additive manufacturing techniques is used to bridge the gap between small volume, time-intensive manufacturing processes, and other mass manufacturing techniques such as injection molding when increased demand makes the production of tooling and moulds a cost-effective option.
Due to the prevalence of desktop FFF 3D printers, most of the designs being manufactured by these global communities are optimized for common 3D printer formats, such as build plates of approximately 200 × 200 mm and 0.4 mm (sub-mm) extrusion nozzles[16]. These limitations generally mean that the main components of face shields can take 1 – 2 h to produce, which presents a significant issue for producing larger volumes of components. Typical thermoplastic deposition rates on desktop 3D printers are usually on the order of 10 mm3/s[17]. Large-scale additive manufacturing (LSAM) systems have built volumes with dimensions of 1 m or greater and typically use nozzles with diameters of 1 mm or greater, allowing for significantly higher deposition rates on the order of 100 mm3/s. LSAM has been used previously to manufacture tooling for various applications[18-20], as well as being used for direct manufacture of large single objects[21] such as furniture[22] and bike frames[23].
The ability to deposit thermoplastic materials at rates of up to 100 mm3/s with LSAM means that bridge manufacturing rates for PPE components can be significantly increased addressing immediate requirements in advance of an eventual increase in production capacity using techniques such as injection molding. In this paper, we report the design and development of face shield components optimized for production using LSAM technology such that a component that would normally take 1 – 2 h to produce can be made in under 5 min. The development of process parameters to ensure continued part quality with larger part volumes per production run is also presented.
2 Materials and methods
The headbands were printed on a 3D Platform 300 Series Workbench Pro (3D Platform, USA) with High Flow Extruder 300 3D Printer Extruder, fitted with a 1.8 mm nozzle. The material used for the thermoplastic component was 3DFilaPrint Premium polylactic acid (PLA) 2.85 mm (3DFilaPrint, UK). All print parameters were previously determined empirically through an iterative process. The key print parameters used were: 1.8 mm extrusion width; 1 mm layer height; 0% infill; 230°C extrusion temperature; and 50 mm/s default printing speed.
3 Results and discussion
A typical face shield for use during the COVID-19 pandemic comprises several key components (Figure 1): A headband (1), clear lens/visor (2), a strap (3), top protection (4), and a bottom support piece (5). Other crowdsourcing projects have sought to produce the headband and bottom support pieces using desktop 3D printers. Within this study, LSAM was applied in the same way but with the goal of speeding up the production of these parts by approximately ×20.
Figure 1.
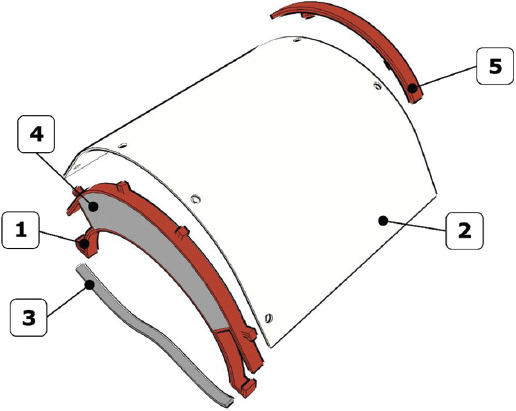
Typical components that make up an emergency face shield.
The design requirements dictated by the functionality of the 3D printed parts were as follows (key function analysis, Figure 2). The headband is needed to easily conform to the user’s head and hold a lens/visor with sufficient splash protection to meet the required regulations. The headband also needed to have a way to be held onto the head of the user using some form of strap and be lightweight as it would need to be worn for extended periods of time. The parts of the face shield should also be entirely free from sharp regions or defects that are likely to cause injury or discomfort to a user. To aid clarity for this paper, the production of the largest component, the headband will be the focus. As the target production time for the headband was sub-10 min, the design needed to be fully optimized for production with LSAM, leveraging the key advantages of the process. The material used for the thermoplastic component was 3DFilaPrint Premium PLA 2.85 mm (3DFilaPrint, UK).
Figure 2.
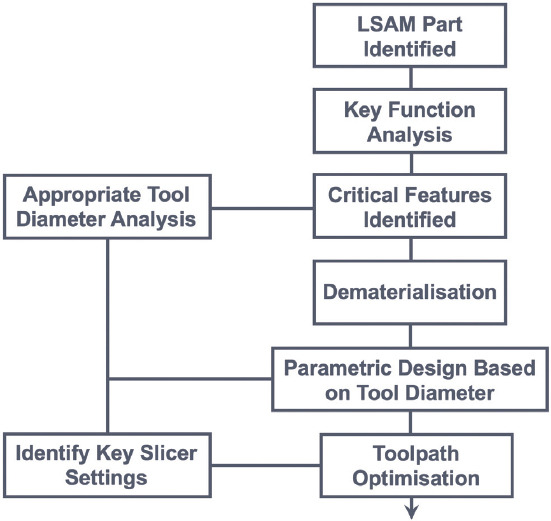
InVision Freehand schematic showing the design methodology employed in optimizing a design for large-scale additive manufacturing.
To optimize the design, the obvious strategy to adopt first in designing a part for LSAM is reducing the amount of material required (dematerialization) which dictates that all material must contribute to the critical function of the device, with no excess, unrequired material present.
To print effectively, the minimum feature size of the printed design needs to be specifically selected as it is determined by the nozzle diameter of the LSAM system (tool diameter analysis). For example, the minimum horizontal width of any section which protrudes from the main headband must be at least ×2 nozzle diameter, but no larger than ×2.5 nozzle diameter, or else, the printed extrusions will not bond together (parametric design based on tool diameter). To reduce overall travel moves made by the printer, the largest possible nozzle should be chosen, but to ensure that the parts stay lightweight with sensible feature sizes, a balance must be struck. In this case, a 1.8 mm nozzle was selected to achieve this required balance. The 1.8 mm nozzle allowed for deposition rates of 92 mm3/s, (printing a headband with <20 g of PLA) while allowing for the features to be small enough for functions such as the attachment of the lens/visor. The headbands were designed with no overhanging sections to ensure that no material or time wasted in printing support material. The final strategy to adopt is to ensure that every move of the print nozzle in the print job is a useful move, that is, all moves made are contributing to the deposition of material, and there are minimal non-print travel moves (toolpath optimization). To ensure this toolpath optimization, the design was first optimized for production with only single walls (Version 1) and then optimized for production using “vase mode” (Version 2). In vase mode (also known as “Spiralize Outer Contour”) throughout the print, the nozzle does not (i) travel without printing, (ii) retract, or (iii) stop extruding.
3.1 Initial design (version 1)
The initial design took inspiration from various community-driven face shield designs available (e.g., N3DPS[24], Prusa[25], and Verkstan[26]) and the digital design work was carried out in Autodesk Fusion 360. A key focus for the design was to ensure the final shield would pass any relevant regulatory testing, which determined aspects such as the height of the headband being no <10 mm tall. The second key design aspect was the attachment points for the clear lens/visor. The visor holes would be made using a standard 6 mm diameter hole punch, and therefore, the attachment points were designed with a 5.5 mm width, distributed around the front loop of the headband. Ensuring that the printed parts were not sharp and likely to injure the user might normally require filleting of edges in the design, but fillets were not required in the computer-aided design model (Figure 3A) as when printing with LSAM, the machine will essentially “self-fillet” at sharp turns which can be seen in comparing the corners of the strap attachment points in Figure 3A and C. The final design focus was on ensuring the individual sections of the headband met the requirements based on a tool diameter of 1.8 mm (parametric design based on tool diameter). Therefore, the front and rear sections were set to 1.8 mm thick, and the thicker sections of the design set to double the extrusion width (3.6 mm), crucially with a 0.1 mm gap between the deposited tracks to allow for single wall extrusion printing to happen rather than the slicer infilling the region, which can be seen in the sliced file in Figure 3B. An example of the final print can be seen in Figure 3C. The preparation of the designs for printing was carried out in Simplify 3D and printing was carried out using a 3D Platform Workbench system. This version of the design took just 5 min to print. The nature of the printing method meant that the seam line (from the start and stop point of the layers) led to defects in the final print (as can be seen on the strap attachment point), meaning some hand finishing was required.
Figure 3.
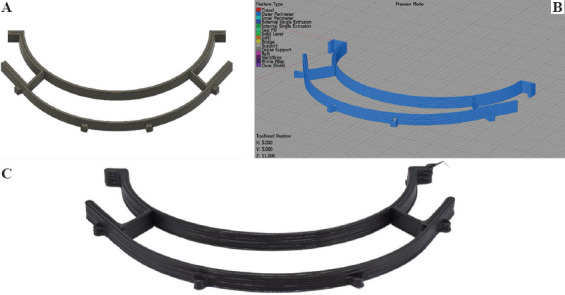
Initial design for face shield components produced using large-scale additive manufacturing, (A) showing the computer-aided design model, (B) the Simplify3D sliced print preview, and (C) the final printed part.
3.2 Design iteration (version 2)
While the initial design worked, the clear lens/visor which is held on at 4 points, did not hold on very well, as the lip which can be found in many of the small scale designs needed to be removed for LSAM to be possible. The headband was therefore redesigned to change the two outer two attachment pins into hooks which could be printed with the 1.8 mm nozzle which vastly improved the design. At this point, it was also decided to change the design to allow for “vase mode” to be employed (toolpath optimization) vase mode is where the printhead moves continuously in Z throughout the print, varying the Z parameter slightly, in contrast to printing a single layer, at constant Z value, stopping in XY and then moving to the next layer. The toolpath for a “vase mode” print is generated through the additive slicer used for LSAM, by taking a solid and extracting the outermost perimeters. Thus, the headband design was modified to create a fully solid design (Figure 4A), with the slicer software generating the required toolpath (Figure 4B). The resulting headband was printed in 4 min. The most notable impact of using this strategy is that the visible seam line and defects are completely removed, thereby removing the requirement for any hand finishing (Figure 4C).
Figure 4.
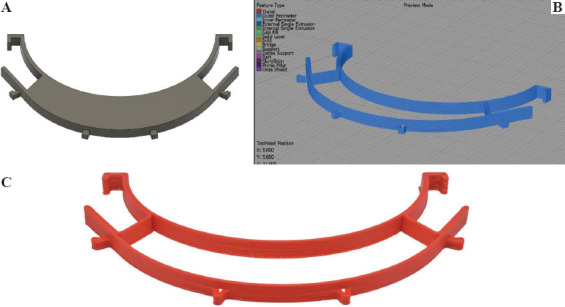
Improved face shield design using large-scale additive manufacturing, (A) showing the computer-aided design model, (B) the Simplify3D sliced print preview, and (C) the final printed part.
3.3 Speeding up the manufacturing process/sequential deposition for quality
To speed up the manufacturing process and ensure continued part quality (crucial for scaling up production), the use of a sequential manufacturing strategy was employed. In a conventional additive manufacturing process, when producing multiple parts on a single print bed, all the parts will be produced in parallel such that the layers of each are incremented at the same time. Producing parts in this way leads to lots of non-print travel moves (red lines), as can be seen in the toolpath preview in Figure 5A. Printing multiple parts on a single print bed using traditional parallel printing with FFF systems can result in defects on the parts, such as stringing that can occur when material exits the nozzle during non-print moves between parts[27,28]. Stringing is often difficult to minimize, especially when using large print nozzles. When producing multiple copies of the face shield parts on a single print bed, it was found that stringing often occurred (Figure 5B), leading to significant, sharp defects, and random deposits of material on certain regions of the headband piece (Figure 5C). This parallel print strategy also meant that “vase mode” could not be used, leading to the reintroduction of the seam line defects caused by the layer change. The total print time for 27 headbands was 2 h 9 min giving a time of 4 min 47 s per headband.
Figure 5.
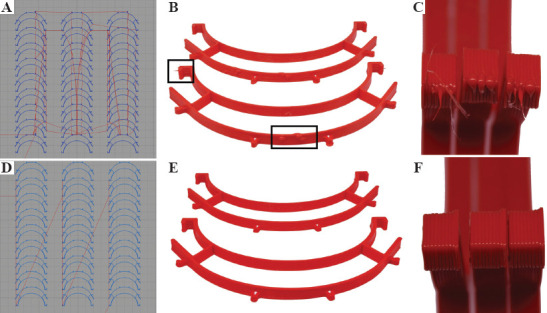
(A) Toolpath preview of parallel print process with travel moves shown in red, and photos showing a comparison of the quality of (B) multiple parts on a single build plate using parallel production strategy with defect areas highlighted and (C) multiple defects versus (D) toolpath preview of a sequential print process and photos of (E) multiple parts on a single build plate using sequential production strategy showing (F) minimal defects.
Instead, a sequential production process was employed, where each part was first completed, in “vase mode,” before a new part was commenced (Figure 5D), significantly reducing the number of travel moves (red lines) during the total print. The small overall Z height of the individual parts ensured that the sequential deposition was achievable by limiting potential print head collisions with parts already produced. Switching to sequential deposition had no significant impact on part production time and improved the quality of the final parts, with no visible defects or sharp areas requiring hand finishing (Figure 5B and C). Interestingly, switching to sequential deposition (while less could be printed on the bed at the same time due to print head geometry constraints), actually reduced the print time per headband (compared to parallel printing) as time is saved in removing the travel moves within a single layer. Other benefits of using sequential printing include minimizing both the risk of a single print failure causing a whole print bed of parts to be damaged and the risk of the print material running out and leaving a whole print bed of incomplete parts. The resultant print time for a headband was 3 min 20 s per headband (1 h 30 min for 27 headbands).
Overall, the production time achieved was significantly less compared to other community and open-source face shield designs. To quantify the reduction in time, multiple other designs were produced on either a standard desktop 3D printer (Ultimaker 3) or the 3D Platform with the results shown in Table 1.
Table 1.
Results showing different print times for open source and the headbands described in this paper
| Design | N3DPS[24] | Prusa-reduced[25] | Verkstan[26] | Version 2 (desktop printer) | Version 1 | Version 2 | Version 2 parallel | Version 2 sequential |
|---|---|---|---|---|---|---|---|---|
| Printer | Ultimaker 3 | Ultimaker 3 | Ultimaker 3 | Ultimaker 3 | 3DP | 3DP | 3DP | 3DP |
| Nozzle size (mm) | 0.4 | 0.4 | 0.4 | 0.4 | 1.8 | 1.8 | 1.8 | 1.8 |
| Layer height (mm) | 0.2 | 0.2 | 0.2 | 0.2 | 1 | 1 | 1 | 1 |
| Total print time (min) | 115 | 75 | 69 | 92 | 5 | 4 | 129 | 90 |
| Print time per headband (min) | 115 | 75 | 69 | 92 | 5 | 4 | 4 min 47 s | 3 min 20 s |
3DP: 3D platform
3.4 Mechanical testing
To further compare the different designs and ascertain their robustness, the Version 2 printed on the large-scale system (3D Platform [3DP]) and the Version 2 printed on a desktop system (Ultimaker 3) were mechanically tested (tensile parallel to layers) alongside other open-source designs, with the results shown in Figure 6. Version 2 (Desktop) had a similar breaking force to the Prusa-r design, the Verstan and N3DPS show a different characteristic plot which reflects the very different design approach to these two designs. Version 2 (Large-Scale) can be seen to be much stronger with a breaking force of 1120 N compared to Version 2 (Desktop) of 320 N.
Figure 6.
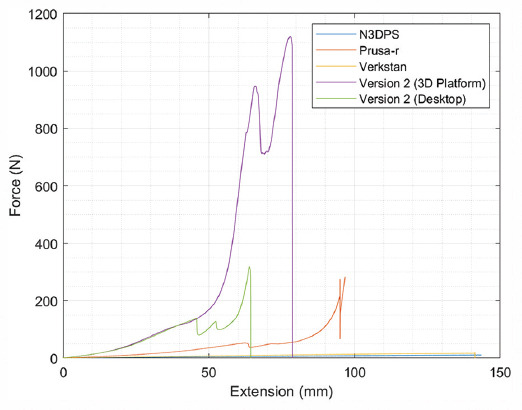
Mechanical testing results of the three-dimensional printed headbands.
4 Conclusions
LSAM has been shown to be a technology capable of producing components of PPE devices in significantly less time than the traditional 3D printing systems such as desktop FFF devices. Through the thorough understanding of the interplay between design and process parameters, it is feasible to parametrically optimizing a design for a simple thermoplastic component for production using LSAM, with areas of the design that would typically take a number of nozzles passes with a traditional sub-mm nozzle able to be deposited with just a single pass from a nozzle on a LSAM system. By leveraging the key advantages of LSAM, it is possible to achieve production rates up to ×20 faster than traditional desktop 3D printing, achieving a production rate that more closely bridges to manufacturing processes such as injection molding.
Acknowledgments
The authors would like to acknowledge 3DFilaPrint Ltd. for support with the sourcing and provision of material for the project and the EPSRC for the Ph.D. studentship for EGB.
Conflicts of interest
No conflicts of interest were reported by all authors.
References
- [1].Riou J, Althaus CL. Pattern of Early Human-to-Human Transmission of Wuhan 2019 Novel Coronavirus (2019-nCoV), December 2019 to January 2020. Euro Surveill. 2020;25:2000058. doi: 10.2807/1560-7917.ES.2020.25.4.2000058. DOI:10.2807/1560-7917.es.2020.25.4.2000058. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [2].Paules CI, Marston HD, Fauci AS. Coronavirus Infections-more than Just the Common Cold. JAMA 2020. 2020:0757. doi: 10.1001/jama.2020.0757. DOI:10.1001/jama.2020.0757. [DOI] [PubMed] [Google Scholar]
- [3].Li Q, Guan X, Wu P, et al. Early Transmission Dynamics in Wuhan, China, of Novel Coronavirus-Infected Pneumonia. N Engl J Med. 2020;382:1199–207. doi: 10.1056/NEJMoa2001316. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [4].World Health Organization. [Last accessed on 2020 Jun 01];WHO Virtual Press Conference on COVID-19. World Health Organization, Genevs. 2020 Available from:https://www.who.int/docs/default-source/coronaviruse/transcripts/who-audio-emergencies-coronavirus-press-conference-22apr2020.pdf?sfvrsn=4f8821b6_2 .
- [5].World Health Organisation. Vol. 112. World Health Organisation; Geneva: 2020. Coronavirus Disease 2019 (COVID-19):Situation Report. [Google Scholar]
- [6].Liu Y, Gayle AA, Wilder-Smith A, et al. The Reproductive Number of COVID-19 is Higher Compared to SARS Coronavirus. J Travel Med. 27:taaa021. doi: 10.1093/jtm/taaa021. DOI:10.1093/jtm/taaa021. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [7].Ather A, Patel B, Ruparel NB, et al. Coronavirus Disease 19 (COVID-19):Implications for Clinical Dental Care. J Endod. 2020;46:584–95. doi: 10.1016/j.joen.2020.03.008. DOI:10.1016/j.joen.2020.03.008. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [8].Bai Y, Yao L, Wei T, et al. Presumed Asymptomatic Carrier Transmission of COVID-19. JAMA. 2020;323:1406–7. doi: 10.1001/jama.2020.2565. DOI:10.1001/jama.2020.2565. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [9].World Health Organization. World Health Organization; Geneva: 2020. Rational Use of Personal Protective Equipment for Coronavirus Disease 2019 (COVID-19) [Google Scholar]
- [10].World Health Organization. Modes of Transmission of Virus Causing COVID-19:Implications for IPC Precaution Recommendations. Intensive Care Med. 2020;46:854–87. [Google Scholar]
- [11].Livingston E, Desai A, Berkwits M. Sourcing Personal Protective Equipment during the COVID-19 Pandemic. JAMA. 20202020:5317. doi: 10.1001/jama.2020.5317. DOI:10.1001/jama.2020.5317. [DOI] [PubMed] [Google Scholar]
- [12].Larrañeta E, Dominguez-Robles J, Lamprou DA. Additive Manufacturing Can Assist in the Fight Against COVID-19 and Other Pandemics and Impact on the Global Supply Chain. 3D Printing and Additive Manufacturing. 20202020:106. doi: 10.1089/3dp.2020.0106. DOI:10.1089/3dp.2020.0106. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [13].Flanagan ST, Ballard DH. 3D Printed Face Shields:A Community Response to the COVID-19 Global Pandemic. Acad Radiol. 2020;27:905–6. doi: 10.1016/j.acra.2020.04.020. DOI:10.1016/j.acra.2020.04.020. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [14].Phillips W, Dalgarno K, Medcalf N, et al. Redistributed Manufacturing in Healthcare:Creating New Value through Disruptive Innovation. 2017;2017:14567. [Google Scholar]
- [15].Tardieu H, Daly D, Esteban-Lauzán J, et al. Deliberately Digital. Springer; 2020. Case study 6:The digital transformation of manufacturing; pp. 269–80. [Google Scholar]
- [16].Redwood B, Schöffer F, Garret B. 3D Hubs B.V; Amsterdam, Netherlands: 2017. The 3D Printing Handbook. Technologies, Design and Applications. [Google Scholar]
- [17].E3 D, Blog E3D. [Last accessed on 2020 May 13]; Available from:https://www.e3d-online.com/blog/2019/02/28/supervolcano. [Google Scholar]
- [18].Post BK, Chesser PC, Lind RF, et al. Using big area additive manufacturing to directly manufacture a boat hull mould. Virtual and Physical Prototyping. 2018;14:123–9. DOI:10.1080/17452759.2018.1532798. [Google Scholar]
- [19].Kunc V, Hassen AA, Lindahl J, et al. Conference:15th Japan International Sampe Symposium And Exhibition; At Tokyo, Japan: 2017. Large Scale Additively Manufactured Tooling for Composites. [Google Scholar]
- [20].Post BK, Richardson B, Lind R, et al. Big Area Additive Manufacturing Application In Wind Turbine Molds. Solid Freeform Fabrication. 2017:Proceedings of the 28thAnnual International Solid Free Form Fabrication Symposium. 2017 DOI:10.32656/sff. [Google Scholar]
- [21].Nieto DM, López VC, Molina SI. Large-format Polymeric Pellet-based Additive Manufacturing for the Naval Industry. Additive Manufacturing. 2018;23:79–85. DOI:10.1016/j.addma.2018.07.012. [Google Scholar]
- [22].Murat A. Additive Manufacturing:Is it a New Era for Furniture Production? Journal of Mechanics Engineering and Automation. 2015;5:338–47. [Google Scholar]
- [23].Reinforced Plastics. Continuous CF bike frame. Reinforced Plastics. 2019;63:163–220. https://doi.org/10.1016/j.repl2019.06.043. [Google Scholar]
- [24].National 3D Printing Society. [Last accessd on 2020 Jun 01];Medical AM (COVID-19) Available from:https://www.national3dprintingsociety.co.uk/medical-am-covid-19 .
- [25].Prusa Research. [Last accessed on 2020 Jun 01];“Prusa Face Shield”. Available from:https://www.prusaprinters.org/prints/25857-prusa-face-shield .
- [26]. [Last accessed on 2020 Jun 01];3DVerkstan. “3D-Printed Protective Visor”. Available from:https://www.3dverkstan.se/protective-visor .
- [27].Devicharan R, Garg R. 3D Printing and Additive Manufacturing Technologies. Springer; Singapore: 2019. Optimization of the Print Quality by Controlling the Process Parameters on 3D Printing Machine; pp. 187–94. DOI:10.1007/978-981-13-0305-0_16. [Google Scholar]
- [28].Galatia M, Minetola P, Marchiandi G, et al. A Methodology for Evaluating the Aesthetic Quality of 3D Printed Part. Procedia CIRP. 2019;79:95–100. DOI:10.1016/j.procir.2019.02.018. [Google Scholar]