

Abstract
To help people with dysphagia increase their food intake, 3D printing can be used to improve the visual appeal of pureed diets. In this review, we have looked at the works done to date on extrusion-based 3D food printing with an emphasis on the edible materials (food inks) and machinery (printers) used. We discuss several methods that researchers have employed to modify conventional food materials into printable formulations. In general, additives such as hydrocolloids may modify the rheological properties and texture of a pureed food to confer printability. Some examples of such additives include starch, pectin, gelatin, nanocellulose, alginate, carrageenan etc. In the second part, we have looked at various food printers that have been developed for both academic and commercial purposes. We identified several common advantages and limitations that these printers shared. Moving forward, future research into food printer development should aim to improve on these strengths, eliminate these limitations and incorporate new capabilities.
Keywords: additive manufacturing, food printer, food ink, hydrocolloid, dysphagia
1. Introduction
Dysphagia is a debilitating condition whereby a patient is unable to swallow food in a safe manner. This condition is usually the result of weakening or loss of muscle function responsible for the reflex actions that take place during deglutition. Dysphagia typically follows neurological disorders such as stroke, Parkinson disease and progressive dementia, all which scale in occurrence with age. Across a sample size of 3,174 elderly hospital patients 65 years or older, dysphagia was found to affect 7.6% of the patients[1]. However, in the case of a nursing home, prevalence of dysphagia peaks up to 60%[2]. It is also observed that 45–62 % of stroke patients experience some form of dysphagia[3–6].
This condition, by itself, is not life-threatening. However, the complications (e.g. aspiration pneumonia, malnutrition and dehydration), which are a direct result of dysphagia[7], are usually severe if there is no timely and appropriate intervention. A common intervention technique widely employed by healthcare providers is the modification of food consistency. For example, in Singapore’s Khoo Teck Puat Hospital, conventional food is blended to a soft and smooth consistency and then thickened with potato flakes so that dysphagia sufferers do not choke on overly structured foods, nor do they aspirate low-viscosity liquids. The result of such food texture modification, is that relatively unappetizing homogenous food purees are served at every meal, leading to poor oral intake of both food and liquids[8].
The advent of 3D printing technology will allow us to transform these shapeless purees into 3D structures that patients recognize as conventional food and then, hopefully, increase the food intake of patients with dysphagia. Other advantages that 3D printing can confer to healthcare providers is the customization of specific nutritional content by carefully tailoring the food ink formulations. For example, Azam et al. was able to successfully 3D-print an orange concentrate gel enriched with vitamin D into various shapes[9].
In this review article, Section 2 describes some recent research works that have been done for formulation of food inks using a variety of texture modifiers. These include additives like starch, pectin, gelatin, nanocellulose, alginate, carrageenan etc. It should be noted that due to the commercial sensitivity of such studies, there are few researchers who are willing to share their optimized formulations on public platforms. Thus, the depth of the reviews in this aspect is lacking. Nevertheless, this review attempts to discuss them in detail where possible. Section 3 lists and evaluates 3D food printers that have been developed for academic and/or commercial purposes.
2. 3D Food Printing Materials
2.1 Favourable material properties for printing
There are many different approaches to make food purees printable. However, the underlying mechanism to obtain a successful 3D printout are very similar, regardless of the additive used.
In the pre-extrusion phase, the food formulation must remain fluid. This is commonly achieved by ensuring that the food material used has a small particle size. In Sections 2.3 and 2.4, we see that the fibrous food materials used were first mechanically degraded by use of high shear equipment such as a kitchen blender. In Sections 2.5 and 2.6, milk powders, starch powders, sugar crystals, and protein powders were used. In Section 2.1, we see that even liquids such as lemon juice could be used.
In the post-extrusion phase, the printed food has to be able to resist structural deformation after deposition. This can be done by “curing” the printed the food. In non-food applications such as bioprinting, UV light is commonly used to cure gels. In the example of Section 2.7, alginate and carrageenan gelling was promoted by the spraying of calcium ions. In other cases, such as in Section 2.5, the respective gels were cured by heat.
Understanding these two requirements of printable food formulations, it is therefore beneficial to investigate, and if possible, create shear-thinning food inks. This takes advantage of the high shear experienced at the printing nozzle to allow smooth flow through the nozzle and onto the print bed. Once printed, no more shear is experienced and the food’s 3D shape may be retained. In a food system, shear thinning behavior is caused by macromolecular disentanglement in solution (e.g. longchain food fibers) or layered alignment of concentrated dispersions or emulsions. This is illustrated in Figure 1.
Figure 1.

Shear-thinning mechanism in food systems. (Left) Disentanglement of long macromolecular chains. (Right) Breakdown of loose particle clusters to form layered alignment.
In the former system, the disentanglement caused by external shear will reduce intermolecular forces such as Van der Waals forces, electrostatic attractions and hydrogen bonding. In the latter system, the layered alignment reduces particle collision. Both phenomena reduce the viscosity of the solution and thus impart shear-thinning properties.
In practical application, the use of a pre-determined hydrocolloid mixture in optimized amounts will allow us to fine-tune the desired extent of shear thinning in any specific food system we want to adapt for 3D printing. The hydrocolloids chosen will form a macromolecular gel network that disentangles under shear and reforms when at rest. Also, by strictly controlling food particle size and concentration, it is possible to achieve the loose particle cluster arrangement that also imparts shear thinning properties. In the following sections, we discuss some examples of printability-enhancing additives.
2.2 Potato starch in lemon juice[10]
In this research, Yang et al. attempted to make lemon juice printable by gelling the juice using various potato starch concentrations (10%, 12.5%, 15%, 17.5%, 20% w/w). It was found that 17.5%–20% starch concentrations resulted in discontinuous deposition due to high viscosity. The opposite (i.e. over-extrusion) was observed for 10%–12.5% due to low viscosity. Sample prints are shown in Figure 2.
Figure 2.

3D-printed lemon juice with potato starch concentrations of (A) 10%. (B) 12.5%. (C) 15%. (D) 17.5%. (E) 20%. Pictures taken from an article by Yang et al.[10]
Potato starch proved to be a good candidate in this case as it undergoes a well-known process called gelatinization. When the starch and lemon juice mixture was cooked in steam for 20 minutes at about 86 °C, the starch granules first became swollen due to uptake of water up to the point of rupturing. Once ruptured, the amylose and amylopectin were released into the mixture which caused significant increase in viscosity. When the system was subsequently cooled to room temperature, a stable gel network was formed. One problem with using starch as a gelling agent is that it requires a relatively high concentration in order to achieve similar effectiveness as the other hydrocolloids.
2.3 Pectin in mixed food puree[11]
This study started with a mixed food puree consisting of banana, white canned beans, dried non-fat milk, lemon juice and dried mushrooms, which was intended as a nutritious snack for children. To modify this puree into a printable food ink, an 11% w/w pectin solution was added to the puree. The mixing ratio was 70% puree to 30% pectin solution w/w. This amounts to an overall pectin concentration of 3.3% w/w in the prepared food ink. Sample prints are shown in Figure 3.
Figure 3.
Side view (Left) and top view (Right) of 3D-printed fruit-based snack consisting of 3.3% w/w pectin used as printability modifier. Pictures from an article by Derossi et al.[11]
Pectin was useful as a printability modifier in this case as it is a common gelling agent used in the food industry. Depending on the type of pectin used, it can be used in different food systems. High-methoxyl (HM) pectins form strong gel networks when heated in the presence of sugars and acids. This is because the low pH protonates the carboxylate groups of the HM pectin, causing less ionic repulsion between polymer chains, ultimately resulting in formation of a gel network. The sugar, being hygroscopic, promotes this network formation as it is able to trap free water molecules in the food system. Thus, HM pectin is used widely in preparation of jams or jellies. Low-methoxyl (LM) pectin on the other hand, forms gel networks in the presence of calcium ions (Ca2+) in adherence to the egg-box model. Deprotonated carboxylate groups on the pectin chain, bearing a negative charge, attract positively charged Ca2+ ions, which are then surrounded by galacturonate residues to form junction zones, resulting in gelling. In this study, the type of pectin is not mentioned and was probably procured as a mixture of HM and LM pectin. However, we can see from the use of lemon juice and milk powder in the formulation that either way, the conditions for gelling were present. So addition of pectin contributed to the overall printability.
2.4 Gelatin in ground meat (Chicken, pork and fish)[12]
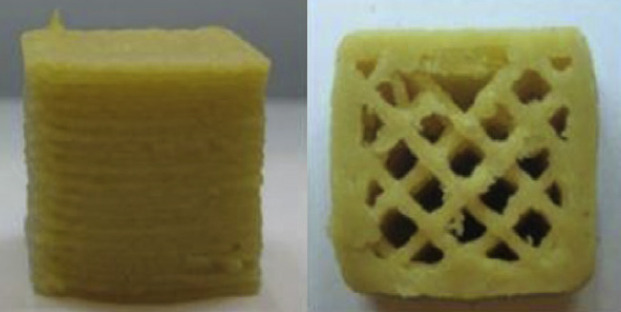
In this study, 100g water was mechanically blended with an undisclosed amount of cooked meat (either chicken, pork or fish). Then two amounts (20g, 40g) of gelatin were added and compared to the control sample (0g gelatin). It was found that with no gelatin added, there was a phase separation between the solid meat and liquid phase, resulting in nozzle occlusion and poor prints. When gelatin was added, the overall printing process became more consistent and smooth. Liu et al. also found that an addition of 40g gelatin resulted in better print quality than when only 20g was added and thus deemed optimal by the authors. A sample print is shown in Figure 4.
Figure 4.

3D-printed cooked-meat slurry with 100g water and 40g gelatin powder added. Picture taken from an article by Liu et al.[12]
Gelatin is a proteinaceous hydrocolloid which proved useful in this case where high-protein meats were used as the food base. Upon hydration and heating up to 40 °C, the gelatin amino acid chains denature and unravel availing their hydrophilic R-groups to bind water. More importantly, when cooled down to room temperature, the gelatin chains renature to form random fibrillar collagenlike helix structures which crosslink to form a thermoreversible gel network throughout the meaty food matrix[13].
2.5 Cellulose nanofiber (CNF) on milk powder and starch powder[14]
A novel material, cellulose nanofiber (CNF), was used in this study where CNF was self-prepared from dried and bleached birch kraft pulp. The composition of the dried CNF was found to be 73% cellulose, 26% hemicellulose and 1% lignin. A viscous hydrogel was then formed in an aqueous suspension consisting of 1.6% w/w of this dry CNF. However, this edible hydrogel cannot be classified as a food as it has no nutritional value. Cellulose, hemicellulose and lignin are all non-digestible by the human digestive system. Thus, milk powder and starch were added to this gel to form food inks with digestible proteins (from milk) and carbohydrates (from starch). Sample prints of the milk gel and starch gel are shown in Figure 5.
Figure 5.

3D-printed food inks modified with CNF: (Left) 0.8% CNF with 50% semi-skimmed milk powder. (Right) 1.5% CNF with 5% waxy maize starch. Pictures taken from an article by Lille et al.[14]
2.6 Crystalline nanocellulose (CNC) and nanofibrillated cellulose (NFC)[15]
This is a patent that claims to have developed a noncaloric printability modifier by using indigestible celluloses, similar to the CNF reported by Lille et al. The intended use in this case however, has a much wider scope. Shoseyov et al. claims to be able to use these modified celluloses universally to print foods that consist of a mixture of macronutrients. These include “hamburgers, nuggets, pizza, cake, pasta, sweets, candy etc.”. According to claim 11, protein sources may include collagen, plant-based proteins, egg proteins and muco-proteins. From claim 14, carbohydrate content may come in the form of up to 30 different sugars, sugar alcohols and glycoproteins. Fat content comes from olive oil and also milk fat, according to claims 20 and 21. In the description, it is mentioned that the prepared cellulose nano-material is monocrystalline (at least 100nm) or fibrillar (between 100nm and 1000nm). In claim 50, it also states that at least 2% of CNC and/or NFC was used to manufacture the 3D-printable solid or gel food product.
In the above two examples, nanocelluloses were used as they exhibit good shear-thinning properties even at low concentrations. More interestingly, nanocellulose gel networks are capable of self-assembly in an aqueous medium. Thus, they are a perfect fit based on the guidelines proposed in section 2.1. Also, unlike gelatin or starch, heating and cooling cycles are not required for the formation of nanocellulose gel networks[16].
2.7 Alginate and carrageenan in a variety of food material[17-22]
Zhang & Zhang own a series of patents for the basic idea of printability modification for a variety of food materials to produce a 3D-printable rice vermicelli noodle. The patents utilize food ingredients like Hericium Erinaceus mushrooms, tomatoes, blueberries, pumpkins, mulberries and figs to incorporate nutritional value. Two forming agents were then used to confer printability, known as forming agent A (2%–3% w/w sodium alginate, potassium alginate and/or carrageenan) and forming agent B (2%–3% w/w calcium gluconate, calcium lactate and/or calcium chloride). Agent A was mixed into the prepared food ink while agent B was sprayed after every successive deposited layer. The interaction between calcium ions and alginate/ carrageenan ensured that the previous layer was gelled before a new layer was deposited on top of it.
The spraying of calcium salts onto alginates promotes gelling in a similar manner to the LM pectin gel systems. The alginate’s negatively charged carboxylate groups first form ionic interactions with the Ca2+ ions. Following that, guluronic acid (instead of galacturonic acid in LM pectin) residues encapsulate the ions via the egg-box model, producing junction zones. As a result, a crosslinked gel network is formed[23].
For carrageenan, the gelling mechanism observed is much more similar to gelatin. At high temperatures of up to 80 °C, carrageenan is denatured and exists as random coils. As they are cooled down to room temperature, the coils dimerise and form long fibrillar double helices. A gel network is then formed when these double helices undergo further aggregation. This aggregation is promoted by the presence of cations such as potassium (K+) or Ca2+ to shield the negatively charged sulfate groups present on the carrageenan backbone from each other. The cations also serve as co-ordination sites to bring discrete double helices into close proximity to each other[24].
2.8 Challenges and future work
From the above examples, we can see that there are many hydrocolloids that one may use to confer printability to conventional food pastes or purees. Each hydrocolloid comes with its own set of unique benefits and inconveniences. For example, low temperature gelling systems like gelatin will allow the user to prepare foods that are best served without exposure to high heat. Conversely, this implies that gelatin-based food gel cannot be served above its melting temperature. In the case of HM pectin, the intrinsic sugars and acids in the base food product (such as in a strawberry jam) may be leveraged upon as natural gelling promoters. These HM pectin gels however will not be suitable for diabetics due to high sugar content.
Thus, it would be of great value to find an optimal mixture of synergistic hydrocolloids that can be used universally across all base food ingredients. However, due to the complex nature of food matrices, where pH, temperature, ionic concentrations and internal molecular structures are hardly constant, achieving this goal, if possible, would be a particularly difficult challenge.
3. 3D Food Printing Machines
In this section, various printers with different advantages and limitations will be described and evaluated.
3.1 List and description of food printers
3.1.1 Procusini 3.0 Dual (Figure 6A) by Print2Taste GmbH, Germany[25]
Figure 6.

Various pictures of 3D food printing systems taken from original creator’s websites unless otherwise stated. (A) Procusini 3.0 Dual[25]. (B) Choc Creator V2.0 Plus [26]. (C) Discov3ry 2.0 paste extruder paired with the Ultimaker 2+[27]. (D) Foodini[28]. (E) F3D. Picture taken from external website[29]. (F) Fab@Home Model 3. Picture taken from a conference paper[30]. (G) Sanna[31]. (H) Model F5 Commercial Art Pancakes Printer[32]. (I) QiaoKe chocolate printer[33]. (J) BeeHex printer[34]. (K) PancakeBot 2.0[35]. (L) The 3D everything concept printer. Picture taken from external website[36]. (M) Barilla 3D pasta printer. Picture taken by forum user IThomas[37] at the 2015 Supermarket of the Future expo in Milan. (N) Zmorph 2.0 VX multitool 3D printer equipped with a thick paste extruder. Picture taken from public Instagram post by zmorph3d[38].
The Procusini is a food printing system known for its relatively small form factor while still catering for a large print area. It achieves this by allowing movement of the print bed in the y-direction. The trade-off in such a system is a constantly moving printout which may jeopardize print fidelity. Syringes are housed in a heated metal jacket and easily refilled by hand with self-contained cartridges (Figure 7), containing up to 85 grams of food paste material. Hence, the cleaning required is minimal. Currently, the materials supplied by Procusini include chocolate, marzipan and fondant. Reusable food-grade stainless-steel tips are also used. The print bed is held in place by magnets and thus allows users to quickly swap out a full plate for an empty one, so that the next batch of printing can continue while plating or packaging finished products. The 3D designs are communicated to the Procusini from a nearby computer or smart device via WLAN.
Figure 7.

(Left) Procusini’s quick-release heated syringe holder with easy-refill cartridge. (Right) Magnetized bed allows quick removal. Picture taken from manufacturer’s website[25].
3.1.2 .Choc Creator V2.0 Plus (Figure 6B) by Choc Edge Ltd., UK[26]
The Choc Creator V2.0 Plus contains a 30ml syringe, 0.8mm nozzle, y-direction moving print bed, all made of food-grade stainless steel. It also contains a heated jacket around the syringe that prevents the chocolate from solidifying in the syringe. Pre-loaded designs can be printed using the LCD touchscreen control panel without the need of external electronics. There is also a USB port for users who want to upload their own G-codes for printing original designs. The recommended food material to use is molten liquid chocolate only.
3.1.3 Discov3ry 2.0 extrusion system (Figure 6C) by Structur3D Printing, Canada[27]
The Discov3ry 2.0 paste extruder is a universal extruder that can be paired with most desktop 3D printer systems. Its unique dual syringe setup allows mixing of two feeds in a spiral mixer just before the nozzle tip just before deposition. In non-food applications, this can allow proper and controlled mixing of two-part silicones or epoxy resins with curing agents. In the context of food, it could be used to mix gelling agents with gelling promoters. Each syringe can hold up to 60 mL of material.
3.1.4 Foodini (Figure 6D) by Natural Machines, Spain[28]
The Foodini houses five 100 mL stainless steel capsules with independent temperature control up to 80°C in its storage bay. When the Foodini needs to change to a different food material mid-print, the printing arm will have to return the current capsule back into the bay and pick up the next capsule. The printer will then have to prime the capsule and re-calibrate itself. This results in a much more time-consuming multi-material printing than if offset nozzles were used. In addition to food pastes, the nozzles provided by Natural Machines can be as large as 4 mm in diameter and thus may be able to accommodate larger food particle sizes such as crushed nuts or vegetable brunoise.
3.1.5 F3D (Figure 6E) by Imperial College, UK[29]
The F3D, pronounced as “fed”, was a prototype built in 2014 by four undergraduate students from Imperial College, London. It contains three frame-mounted paste material extruders on the printer. It is one of the two printers in this review that has a heat source that is used to cook the food that has been printed. The full design and budget is available on an external website[29] maintained by Luis Rodriguez Alcalde.
3.1.6 Fab@Home Model 3 (Figure 6F) by Creative Machines Lab, USA[30]
The Fab@Home Model 3, is a fully open-source, multi-toolhead, multi-material 3D printer. Besides the syringe-based toolheads that can be used for pastes in general (shown in Figure 8), this printer can also perform conventional computer numerical control (CNC) functions when equipped with the proper attachments. These include laser cutting and engraving, woodwork, plastic extrusion and even microscopy. The ease of modification in this printer makes it a valuable in rapid prototyping of new printers.
Figure 8.
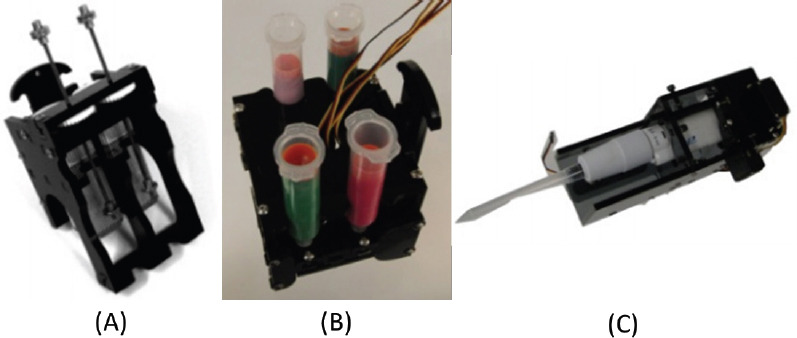
Toolheads for use with the Fab@Home Model 3. Picture from conference paper presented by original inventors[30]. (A) Mechanically driven dual-syringe toolhead. (B) Pressure-driven 4-material 10 mL syringe toolhead. (C) Pipetting toolhead for bioplotting.
3.1.7 Sanna (Figure 6G) by Creative Machines Lab, USA[31]
The Sanna printer is unique as it uses a selective compliance assembly robot arm (SCARA) delivery system, which can be seen in Figure 9A, for its X and Y movements instead of the conventional cartesiancoordinate arm. This allows the Sanna to be both compact and precise. It houses eight 60 mL capsules can be independently heated via induction coils. Like the Foodini, it suffers from a time-consuming process for material change. The Sanna also houses an infrared module for cooking printed foods (Figure 9B). The designers envision that the Sanna can be refilled using frozen food-puree pellets which liquefy in the capsule (Figure 9C).
Figure 9.
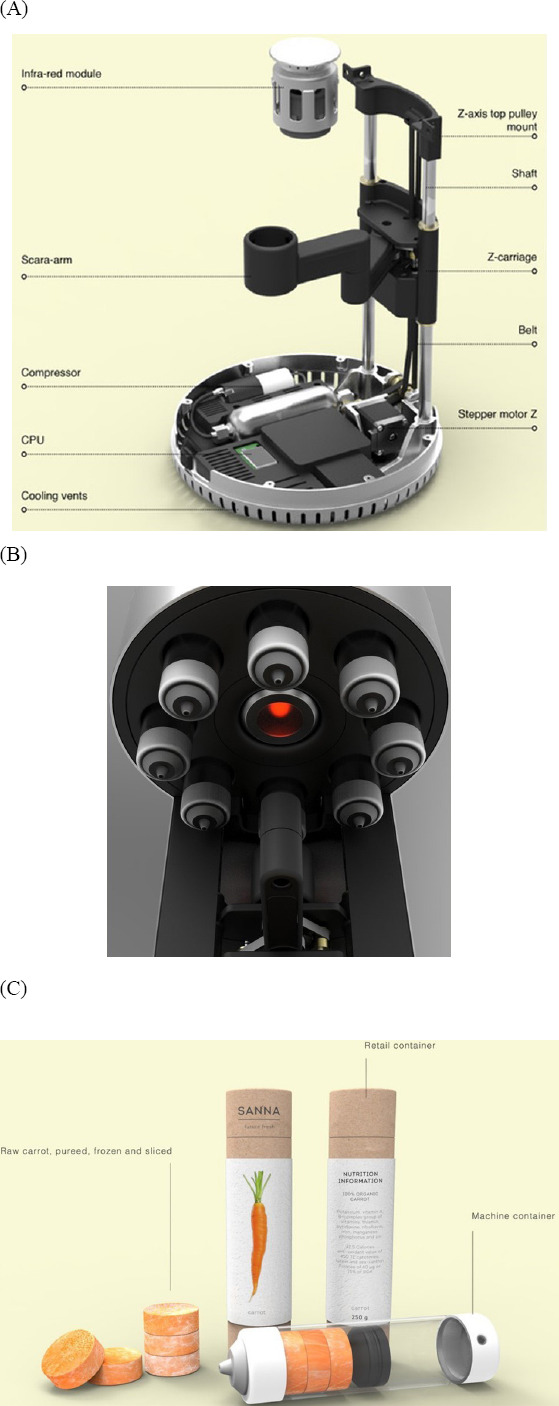
(A) Interior design of Sanna showing robot arm and infrared module. (B) Exterior view of infrared module. (C) Frozen carrots, pureed, frozen and sliced. All pictures taken from Creative Machines Lab website[31].
3.1.8 Model F5 commercial art pancakes printer (Figure 6H) by ZBOT, China[32]
The ZBOT F5 is a delta-configuration printer that was designed to print thin-layer foods like pancakes from a batter. The print bed is a heated griddle to allow instant cooking of the pancake batter upon deposition. Unlike the conventional syringe-based printing, the F5 has a 1.2L capacity storage tank. This allows the printer to operate for a long time before refilling is required. However, this means that only 1 material may be used each time when it is refilled. For change of extrusion material, a thorough cleaning has to be done.
3.1.9 QiaoKe chocolate printer (Figure 6I) by 3DCloud, China[33]
The QiaoKe is a chocolate printer designed to accept solid chocolate beads. In doing so, it allows mid-print refilling without interruption. This is a rare feature among 3D food printers. However, the driving force for the extrusion is undisclosed. It is advertised[33] to be a “non-syringe extrusion method” and capable of “24-hour non-stop operation”. A picture of the print head is shown in Figure 10.
Figure 10.

Qiaoke top-loading hoppers on the print head. Picture from QiaoKe official website[28].
3.1.10 BeeHex food printer, USA (Figure 6J)[34]
The BeeHex printer has its roots in NASA, and is now also engaged by the US army for personalized nutrition[34]. BeeHex owns a patent that details a self-cleaning technology that is important for food processing equipment[39]. It uses a separate CNC robot to perform consistent cleaning cycles on the food-contact components which are prone to biofilm formation. Cleaning agents include hot or cold water, radiation and also conventional cleaning solutions, as shown in Figure 11.
Figure 11.
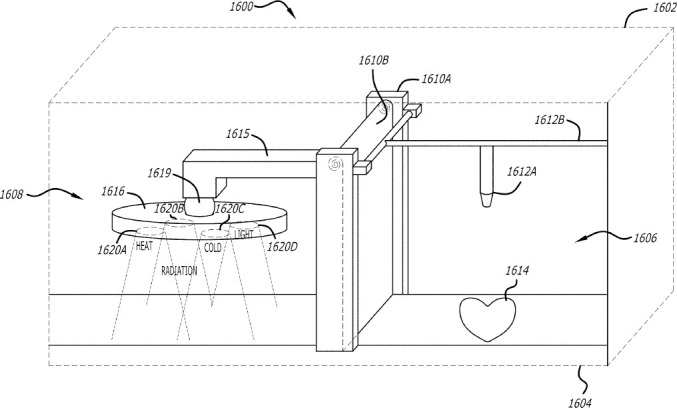
Patent drawing by Anjan Contractor[39] showing a cleaning chamber that can utilize hot water, cold water, radiation and also cleaning agents for cleaning the parts of the printer in contact with food material.
3.1.11 Pancakebot 2.0 (Figure 6K) by PancakeBotTM, Norway[35]
The PancakeBot 2.0 uses a patented batter dispensing system[40] that uses compressed air for extrusion and vacuum for holding. This is done by a small side-mounted vacuum pump (Figure 12 part 16) in conjunction with two 3-way valves (Figure 12 parts 18a and 18b). Like the ZBOT F5, it contains a heated print bed for instant cooking.
Figure 12.
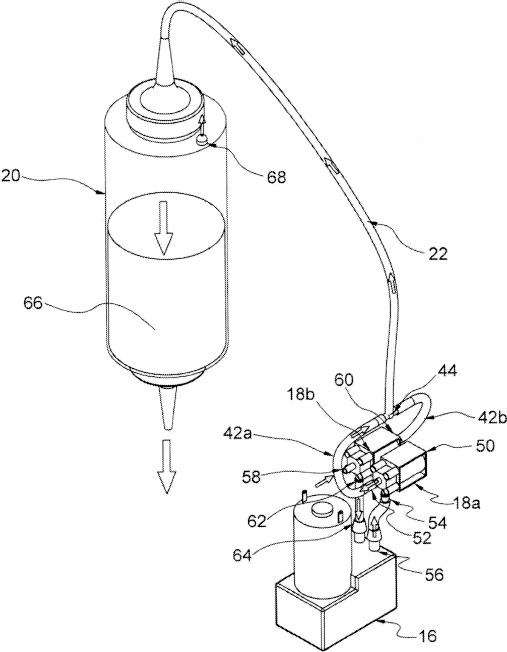
Patent drawing by Valenzuela[40] of PancakeBot’s batter dispensing system
3.1.12 3D everything concept printer[36] (Figure 6L) and Barilla pasta printer[41] (Figure 6M) by TNO, the Netherlands
TNO is at the forefront of 3D food printing research and has kept its 3D food printing technology well protected under various patents. Thus, their extrusion-based printers are constantly being developed to suit their clients’ needs. An example of a recent patented design includes a punch-fill cartridge system to facilitate fast refilling of dough-like materials[42] (Figure 13).
Figure 13.
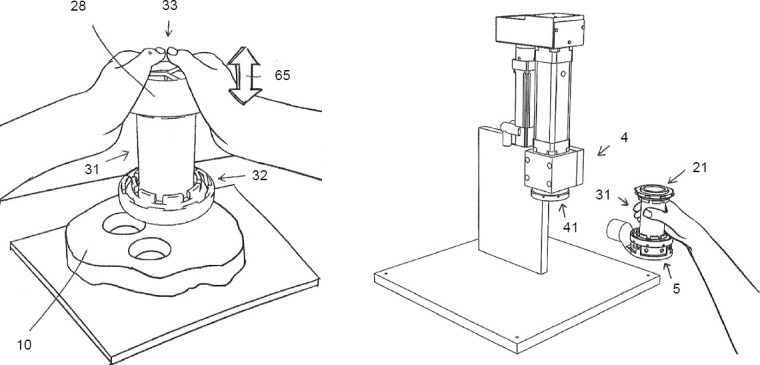
(Left) Punch-fill cartridge for use with plastic materials like dough. (Right) Fitting the cartridge onto the 3D-printer. Patent drawing by Rijfers et al.[42]
Since the emergence of tissue engineering, most Another patent that seems useful for food printing includes one that may solve the root cause of nozzle occlusion, a frustrating yet frequent phenomenon[43]. A high shear is applied along the flow path of the material just prior to the nozzle with a return flow path for some technical reasons mentioned in the patent.
A real-world example of a TNO-developed printer is the Barilla pasta printer. The printable dough is allnatural and consists of only durum wheat semolina and water[41]. The simple ingredients however, can achieve complex 3D structures (Figure 14).
Figure 14.

Example structures of Barilla’s 3D-printed pasta. Picture from article by Spadellatissima[44]
3.1.13 Zmorph 2.0 VX multitool 3D printer equipped with thick paste extruder (Figure 6N) by Zmorph, Poland[45]
The Zmorph 2.0 VX is a modular system like the Fab@Home model 3. When equipped with the thick paste extruder (Figure 15), it will be able to print food pastes. It also has a magnetic mount which can also accommodate on-demand attachments for user-specific needs (e.g. extra cooling fans etc.). Furthermore, Zmorph has developed a unique Closed Loop System[45] which not only detects but also corrects any offsetting defects in each layer during the print. This is a useful feature that can improve overall print quality.
Figure 15.

Thick paste extruder attachment for use with the ZMorph 2.0 VX. Picture taken from Zmorph official website[45]
3.2 Advantages and limitations of food printers
Based on the discussion above, a summary for key advantages and limitations of food printers reviewed is given in Table 1.
Table 1.
Summary of key advantages and limitations of food printers.
| Food Printer | Key advantage | Key limitation |
|---|---|---|
| Procusini 3.0 Dual | Easy cartridge refilling, magnetic bed | Low capacity |
| Choc Creator V2.0 Plus | Wireless on-board interface | Only prints chocolate |
| Ultimaker 2+ and Discov3ry 2.0 | Dual-feed mixing | Extruder housed in external enclosure |
| Foodini | Independent temperature control | Time consuming to change material |
| F3D | Cooking lamp | Printing has to pause when cooking |
| Fab@Home Model 3.0 | Modular | Open-source, IP not protected |
| Sanna | Robot Arm | Small printing area |
| F5 | High capacity storage tank | Prints only 1 material at a time |
| QiaoKe | Continuous operation | Only prints chocolate |
| BeeHex Printer | Self-cleaning | Complexity of cleaning system |
| PancakeBot 2.0 | Non-drip | Prints only 1 material at a time |
| The 3D Everything Concept Printer | Non-clogging nozzle | Concept, no public example in use yet |
| Barilla Pasta Printer | Simple ingredients | Only prints pasta |
| Zmorph 2.0 VX and Thick paste extruder | Layer correction | No heating |
Thus, we consider that the ideal food printer in future should include the following features or functions: In terms of operational efficiency, the printer should be easy to refill, have high storage capacity, enable inline cooking, allow for continuous printing and also incorporate simultaneous cooking and printing. In terms of operational speed, the printer should be quick to refill, quick to clean, use robot arms with at least 2 degrees of freedom (X and Y). In terms of food safety, the printer should be capable of self-cleaning and also cleaning in place (CIP) in an enclosed chassis. The extruder should also have non-drip technology. In terms of functionality, the printer should have automated layer defect correction, modular parts, independant temperature controls in storage unit and at extrusion nozzle, mixing systems prior to extrusion, multiple offset nozzles and also wireless control. Last but not least, the printer’s intellectual property rights should be protected by patents.
4. Conclusion
In conclusion, the printability and print fidelity of pureed foods can be improved by addition of hydrocolloids. Due to the complexity of each food material that one intends to 3D-print, there is no single solution that can be applied to all foods. Thus, there is still very much room for further research in this area. In future, it would be worthwhile to start such investigations with 1) the selection of hydrocolloid(s), 2) the optimal ratios of the selected hydrocolloid(s) and 3) the minimum content of total hydrocolloid that can produce a 3D-printed food of acceptable printability and print fidelity. With regards to development of new 3D printers, the list of characteristics in Section 3.2 is non-exhaustive and only provides a preliminary guideline for what might be possible to achieve given the current technological developments. Furthermore, some characteristics may seem to conflict with each other. For example, a printer with a large volume container for holding food material will definitely require more time to clean than a printer with a small storage. Thus, printer development should be done with a targeted application in mind.
Conflict Of Interest
No conflict of interest was reported by all authors.
Acknowledgements
This research is supported by the National Research Foundation, Prime Minister’s Office, Singapore under its Medium-Sized Centre funding scheme.
References
- 1.Eglseer D, Halfens R J G, Schols J M G A, et al. Dysphagia in hospitalised older patients:Associated factors and nutritional interventions. J Nutr Health Aging. 2018;22:103–110. doi: 10.1007/s12603-017-0928-x. https://doi.org/10.1007/s12603-017-0928-x. [DOI] [PubMed] [Google Scholar]
- 2.Masiero S, Carraro U. Rehabilitation of Older People with Swallowing Disorders, in Rehabilitation Medicine for Elderly Patients. Practical issues in Geriatrics Springer, Cham. 2018:365–377. https://doi.org/10.1007/978-3-319-57406-6. [Google Scholar]
- 3.Gordon C, Hewer R L, Wade D T. Dysphagia in acute stroke. Br Med J. 1987;295:411–414. doi: 10.1136/bmj.295.6595.411. https://doi.org/10.1136/ bmj.295.6595.411. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 4.Smithard D G, O'Neill P A, England R E, et al. The natural history of dysphagia following a stroke. Dysphagia. 1997;12:188–193. doi: 10.1007/PL00009535. https://doi.org/10.1007/PL00009535. [DOI] [PubMed] [Google Scholar]
- 5.Mann G, Hankey G J, Cameron D. Swallowing Function After Stroke. Prognosis and Prognostic Factors at 6 Months. Stroke. 1999;30:744–748. doi: 10.1161/01.str.30.4.744. https://doi.org/10.1161/01. STR.30.4.744. [DOI] [PubMed] [Google Scholar]
- 6.Werbaneth K, Shum J, Deane S, et al. Reducing Costs and Length of Stay Using Standardized Dysphagia Evaluation in Acute Stroke Patients. Stroke. 2018;49:A140. http://stroke.ahajournals.org/content/49/Suppl_1/A140 . [Google Scholar]
- 7.Carnaby G, Hankey G J, Pizzi J. Behavioural intervention for dysphagia in acute stroke:A randomised controlled trial. Lancet Neurol. 2006;5:31–37. doi: 10.1016/S1474-4422(05)70252-0. https://doi. org/10.1016/S1474-4422(05)70252-0. [DOI] [PubMed] [Google Scholar]
- 8.Zargaraan A, Rastmanesh R, Fadavi G, et al. Rheological aspects of dysphagia-oriented food products:A mini review. Food Science and Human Wellness. 2013;2:173–178. https://doi.org/10.1016/j.fshw.2013.11.002. [Google Scholar]
- 9.Azam R S M, Zhang M, Bhandari B, et al. Effect of Different Gums on Features of 3D Printed Object Based on Vitamin-D Enriched Orange Concentrate. Food Biophysics. 2018:1–13. https://doi.org/10.1007/s11483-018-9531-x. [Google Scholar]
- 10.Yang F, Zhang M, Bandari B, et al. Investigation on lemon juice gel as food material for 3D printing and optimization of printing parameters. LWT Food Science and Technology. 2018;87:67–76. https://doi.org/10.1016/ j.lwt.2017.08.054. [Google Scholar]
- 11.Derossi A, Caporizzi R, Azzollini D, et al. Application of 3D printing for customized food. A case on the development of a fruit-based snack for children. Journal of Food Engineering. 2018;220:65–75. https://doi.org/10.1016/ j.jfoodeng.2017.05.015. [Google Scholar]
- 12.Liu C, Ho C, Wang J. The development of 3D food printer for printing fibrous meat materials. IOP Conf. Ser.:Mater. Sci. Eng. 2018;284:012019. https://doi.org/10.1088/1757899X/284/1/012019. [Google Scholar]
- 13.Aguirre-Alvarez G, Pimentel-Gonález D J, Campos-Montiel R G, et al. The effect of drying temperature on mechanical properties of pig skin gelatin films. CyTA Journal of Food. 2011;9:243–249. https://doi.org/10.1080/194763 37.2010.523902. [Google Scholar]
- 14.Lille M, Nurmela A, Nordlund E, et al. Applicability of protein and fiber-rich food materials in extrusion-based 3D printing. Journal of Food Engineering. 2018;220:20–27. https://doi.org/10.1016/j.jfoodeng.2017.04.034. [Google Scholar]
- 15.Shoseyov O, Braslavsky I, Yashunsky V, et al. 3-dimensionalprinting of food. WO2017006330A1 2017 [Google Scholar]
- 16.Arcot L R, Gröschel A H, Linder M B, et al. SelfAssembly of Native Cellulose Nanostructures, in Handbook of Nanocellulose and Cellulose Nanocomposites, First Edition, Wiley-VCH Verlag GmbH &Co. KGaA. Weinheim. 2017:123–153. https://doi.org/10.1002/9783527689972.ch4. [Google Scholar]
- 17.Zhang Y, Zhang B. Hericium erinaceus rice noodle 3D printing food material and processing method thereof. CN106071739A 2016 [Google Scholar]
- 18.Zhang Y, Zhang B. Tomato rice flour 3D (Three Dimensional) printing food material and processing method thereof. CN106071740A 2016 [Google Scholar]
- 19.Zhang Y, Zhang B. Blueberry rice flour 3D (threedimensional) printing food material and processing method. thereof CN106173866A 2016 [Google Scholar]
- 20.Zhang Y, Zhang B. Pumpkin rice flour 3D printing food materials and processing method thereof. CN106173867A 2016 [Google Scholar]
- 21.Zhang Y, Zhang B. Mulberry rice noodle 3D printing food material and processing method thereof. CN106173868A 2016 [Google Scholar]
- 22.Zhang Y, Zhang B. Fig rice noodle 3D printing food material and processing method thereof. CN106213132A 2016 [Google Scholar]
- 23.Sikorski P, Mo F, Skjåk-Bræk G, et al. Evidence for Egg-Box-Compatible Interactions in Calcium-Alginate Gels from Fiber X-ray Diffraction. Biomacromolecules. 2007;8:2098–2103. doi: 10.1021/bm0701503. https://doi.org/10.1021/bm0701503. [DOI] [PubMed] [Google Scholar]
- 24.Braudo E E, Muratalieva I R, Plashchina I G, et al. Studies on the mechanisms of gelation of kappa-carrageenan and agarose. Colloid Polym Sci. 1991;269:1148–1156. https:// doi.org/10.1007/BF00654123. [Google Scholar]
- 25.3D Food Printer Procusini 3.0 &Procusini 3.0 Dual. Print2Taste, viewed April 13 2018. Avaible from: https:// www.procusini.com/lebensmitteldrucker-procusini-3-0 .
- 26.Choc Creator V2.0 Plus Choc Edge Ltd., viewed April 13 2018. Avaible from: http://chocedge.com/buy/ccv3-landing-page.html .
- 27.Discov3ry 2.0 Complete. Structur3 D Printing viewed April 13 2018. Avaible from: https://www.structur3d.io/discov3ry2-complete .
- 28.Introducing Foodini A 3D Food Printer Natural Machines viewed April 13 2018. Avaible from: https://www. naturalmachines.com .
- 29.Alcalde L R. 2014 F3D Printer Report viewed April 13 2018. Avaible from: http://3digitalcooks.com/2014/11/f3d-printer-report .
- 30.Lipton J, MacCurdy R, Boban M, et al. Fab@Home Model 3:A More Robust, Cost Effective and Accessible Open Hardware Fabrication Platform 22nd Annual International Solid Freeform Fabrication Symposium. Austin TX, USA. 2011 Avaible from: https://sffsymposium.engr.utexas. edu/Manuscripts/2011/2011-10-Lipton.pdf .
- 31.Digital food. Creative Machines Lab, viewed April 13 2018. Avaible from: https://www.creativemachineslab.com/digitalfood.html .
- 32.Commercial Art Pancakes Printer F5. Guangzhou WangNeng Design Co. Ltd., viewed April 13 2018. Avaible from: http://www.zbot.cc/index.php?m=wenbon&a=a&t=product&id=34&l=en .
- 33.Qiaoke food 3D printer (Translated from chinese) 3DCloud. viewed April 13 2018. Avaible from: http://qiaoke.3dcloud.cn .
- 34.BeeHex Advanced 3D food printing and robotics. BeeHex viewed April 13 2018. Avaible from: http://beehex.com .
- 35.Pancakebot 2.0 PancakeBot™, viewed April 13 2018. Avaible from: http://www.pancakebot.com/home .
- 36.Alcalde L R. Interview:Kjeld van Bommel. viewed April 13 2018. 2013 Avaible from: http://3digitalcooks.com/2013/11/interview-kjeld-van-bommel-tno .
- 37.IThomas 2015 MILAN |Expo. viewed April 13, 2018. 2015 Avaible from: http://www.skyscrapercity.com/showthread.php?t=1079861&page=62 .
- 38.morph3d 2017. Photo of Zmorph thick paste extruder Instagram viewed April 13 20181. Avaible from: https:// www.instagram.com/p/BUG9ilalpoj .
- 39.Contractor A, Kanuga C, Feltner B. 3d-print system with integrated cnc robot and automatic self-cleaning mechanism. US20180020683A1 2016 [Google Scholar]
- 40.Valenzuela M. Method and apparatus for drawing cakes. US20160015210A1 2014 [Google Scholar]
- 41.Pasta of the future?It's printed in 3D. Barilla Group 2016 viewed April 14 2018. Avaible from: https:// www.barillagroup.com/en/press-releases/pasta-futureit%E2%80%99s-printed-3d-barilla-previews-its-prototypecibus-2016 .
- 42.Berkhout M, Rijfers A. 3d printer system and method for filling a cartridge of such a system. EP3112132A1 [Google Scholar]
- 43.Rijfers A, Houben R J, Koldeweij R B J. Print head for printing a suspension fluid comprising particles, printing apparatus and method. EP3212406A1 [Google Scholar]
- 44.Barilla presenta la pasta del future:Stampata in 3D, con forme mai viste! Spadellatissima 2016 viewed April 14 2018. aAvaible from: http://www.spadellatissima.com/2016/09/barilla-presenta-la-pasta-del-futuro-stampatain-3d-con-forme-mai-viste.html .
- 45.Thick Paste Extruder Zmorph, viewed April 13, 2018. Avaible from: https://zmorph3d.com/products/toolheads/ thick-paste-extruder .
- 46.Sun J, Peng Z, Yan L, et al. 3D food printing An innovative way of customization in food fabrication. Int J Bioprint. 2015;1:27–38. http://dx.doi.org/10.18063/IJB.2015.01.006. [Google Scholar]
- 47.Sun J, Zhou W, Yan L, et al. Extrusion-based food printing for digitalized food design and nutrition control. Journal of Food Engineering. 2018;220:1–11. https://doi. org/10.1016/j.jfoodeng.2017.02.028. [Google Scholar]
- 48.Dankar I, Haddarah A, Omar F E L, et al. 3D printing technology:The new era for food customization and elaboration. Trends in Food Science &Technology. 2018;75:231–242. https://doi.org/10.1016/j.tifs.2018.03.018. [Google Scholar]