

Abstract

Cellulose nanocrystals (CNCs) not only have environmental protection characteristics of being lightweight, degradable, green, and renewable but also have some nanocharacteristics of high strength, large specific surface area, and obvious small size effect, so they are often used as a reinforcing agent in various polymers. However, the hydrogen bonding between CNC molecules is relatively strong, and they can easily aggregate and get entangled with each other. In this work, several large-porosity composite nanofiber films, KH550-CNC/waterborne polyurethane (WPU)/poly(vinyl alcohol) (PVAL) with KH550-modified CNCs, are prepared using poly(vinyl alcohol) (PVAL) solution and electrospinning technology. A variety of characterization methods are used to discuss and analyze the nanofiber materials, and the effects of the added amount of CNCs modified with KH550, spinning voltage, curing distance, and advancing speed on the morphology and performance of composite fibers are discussed separately. The results show that when the content of KH550-CNC is 1%, the composite fiber film obtained has the most regular morphology and the best spinnability, which is convenient for the specific application of fiber materials in a later period. In addition, the porosity of the obtained composite fiber film is 62.61%. Therefore, this work provides a theoretical basis and research strategy for the preparation of higher-porosity composite films as well as the development of new textile materials.
1. Introduction
At present, the world’s industrial development is extremely rapid, and the nonrenewable resources (oil, natural gas, etc.) needed by human beings for their daily life activities and industrial production are limited. Petroleum-based polymers synthesized mainly relying on petroleum products as raw materials are inevitably facing the issue of resource shortage. In addition, synthetic petroleum-based polymers are generally nondegradable, and the large amount of waste generated will cause serious pollution to the environment.1 In this case, to reduce the dependence on nonrenewable resources and environmental pollution, researchers have focused on green and renewable biological materials.2 Cellulose exists in a variety of organisms, such as animals, plants, and bacteria, so it is the most abundant renewable biological material in nature. The research and development of cellulose helps to alleviate the current severe energy shortage problem, and the cellulose material is environmentally friendly and pollution-free, in line with the requirements of sustainable development strategies.3−6 Compared with other biological materials, cellulosic materials have the characteristics of high crystallinity, strong rigidity, low thermal expansion coefficient, and easy chemical modification, which makes cellulosic materials the most extensively and in-depth studied among biological materials.7 According to the size distribution and preparation method of nanocellulose, it is generally divided into three categories: cellulose nanocrystals (CNCs), cellulose nanofibers (CNFs), and bacterial nanocellulose (BNC). CNCs are generally produced by strong acid hydrolysis and are usually of short length, narrow width, and high crystallinity.8,9 However, due to the inherent hydrophilicity of cellulose, the uneven dispersion and weak interaction with hydrophobic polymers affect its application range. Therefore, the key challenge in the preparation of CNC-based nanocomposites is to obtain uniformly dispersed CNCs in the polymer matrix.10 The surface modification of CNCs is an effective way to overcome the defects of the interaction between the filler and the matrix.11 At present, the surface modification of CNCs mainly adopts two methods: one is to add surfactants and the other is to use chemical grafting. Among them, the biggest advantage of the chemical grafting method is that the CNC suspension can still have good stability at high concentrations. Tang et al. reported a hydrophobic modification by grafting cinnamoyl chloride or butyryl chloride onto the surface of CNFs.12 Lee et al. studied the influence of the morphology and surface properties of unmodified or modified cellulose nanoparticles on the stability of oil-in-water emulsions.13 Ferreira et al. reported functionalized cellulose nanocrystals as a reinforcing agent for biodegradable polymer nanocomposites.14 In general, what needs to be known at present is that there are two main types of CNC surface functionalization: covalent and noncovalent. Covalent functionalization is the main reason for the formation of irreversible bonds, while noncovalent functionalization is related to secondary reversibility, such as van der Waals forces or hydrogen bonds.15,16
The latest trend in the field of polymer materials is to develop and innovate environmentally friendly polymer materials. In addition to nanocellulose, water-based polyurethane has quickly emerged in the coating industry due to its low viscosity, good adhesion to various substrates, good flexibility, and resistance to volatile organic compounds (VOCs). For example, Wang et al. proposed a method for manufacturing nanofiber yarn (NFY) using a simplified dry electrospinning system to produce self-assembled functional NFY that can conduct electrical charge. The polymer is a mixture of cellulose nanocrystals (CNCs), polyethylene acrylate (PAL), and poly(3,4-ethylenedioxythiophene) polystyrene sulfonate (PEDOT:PSS).17 Ashori et al. used electrospinning technology to prepare poly(ether sulfone) (PES)/CNC nanocomposite membranes. The addition of CNCs would result in smooth fibers with many interconnected voids as well as significantly higher hydrophilicity and higher pure water flux (PWF).18 Waterborne polyurethane (WPU) is a kind of multifunctional polymer with a urethane structure on the molecular chain that uses water as a solvent. It has the advantages of good fatigue resistance, low-temperature resistance, flexibility, low energy consumption, environmental friendliness, safety, and reliability, but the defect of poor water resistance has greatly restricted the development of WPU. Therefore, reasonable and effective modification of WPU is of great importance.19 Common modification methods to enhance the performance of waterborne polyurethane include cross-linking modification, epoxy resin modification, nanomaterial modification, and composite modification.20 Santamaria-Echart et al. prepared nanocellulose and water-based polyurethane composites by physical blending and in situ polymerization processes.21 The results show that the mechanical properties of composite materials prepared by the in situ polymerization method are better. In the in situ polymerization method, nanocellulose is grafted onto the waterborne polyurethane that promotes the crystallization of the middle part of the matrix and gives rise to a co-crystallization phenomenon to enhance the interfacial force of the composite material, and hence, the mechanical properties and elongation at break of the composite material are greatly enhanced. γ-Aminopropyltriethoxysilane (KH550) is a general-purpose coupling agent of aminosilane, and it is also the most used silane coupling agent.22 KH550 has two functional groups: amino and ethoxy. Ethoxy is easily hydrolyzed to produce the unstable silanol, which can bind to the −OH on the surface of nanocellulose, while the amino very easily binds to −NCO in waterborne polyurethane. Therefore, the KH550-modified CNC can greatly improve the compatibility with water-based polyurethane and combine several materials closely through chemical bonds to improve the comprehensive performance of the composite material.23 The electrospinning process provides a way to produce continuous nanofibers and changes the fiber size as needed.24 For example, Chen et al. prepared a transparent impact-resistant composite film with a bioinspired hierarchical structure through electrospinning technology, which showed excellent optical transparency and mechanical properties.25 In the field of electrospinning, due to the large aspect ratio and excellent mechanical properties of CNCs, they are often used to reinforce polystyrene, poly(vinyl alcohol), polylactic acid (PLA), and other electrospinning nanofibers.26 The thermal stability, mechanical strength, and biodegradability of composite fibers after the addition of CNCs have been greatly improved, and the application range is wider. CNC-enhanced electrospinning nanocomposites have achieved many good results in recent years. Dash et al. studied an electrospun nanocomposite of PLA and cellulose nanocrystals with excellent mechanical properties and in vitro degradability.27 Huan et al. used electrospinning to control the fiber arrangement and microstructure, and prepared CNC/poly(vinyl alcohol) composite nanofiber membranes with greatly enhanced mechanical properties and applied them in the biological field.28 Combining the advantages of nanocellulose and waterborne polyurethane, the electrospinning process has a certain experimental value in the preparation of nanocellulose-reinforced waterborne polyurethane nanofibers.29−32
Here, a composite nanofiber membrane, KH550-CNC/WPU/PVAL, having larger porosity with KH550-modified CNCs was prepared using poly(vinyl alcohol) (PVAL) solution and electrospinning. The porosity of the composite fiber was measured by the image algorithm. The result showed that the porosity of the composite fiber membrane was highest (62.61%) when the content of KH550-CNC was 1%. In addition, in this work, different types of composite fibers are obtained by in-depth discussion and self-made composite spinning solutions of different proportions. Then, the electrospinning parameters are adjusted to study their influence on the fiber morphology and diameter, thereby having a guiding significance for the preparation of composite nanofibers and a certain promotional effect on the development of new textile materials.
2. Results and Discussion
In this experiment, the spinning solution of KH550-CNC/WPU/PVAL was first prepared. The conditions such as the solvent ratio of the spinning solution, spinning voltage, curing distance, and the advancing speed of the spinning machine are discussed. In addition, scanning electron microscopy (SEM) was used to characterize the influence of the fiber morphology, diameter, and the above parameters; the optimal spinning process parameters were obtained, and the related properties of the fiber were tested and characterized. The preparation flowchart of the composite fiber film KH550-CNC/WPU/PVAL is shown in Figure 1. The KH550-CNC can be connected to the hard segment of the polyurethane during the emulsification stage, generating many cross-linked structures, greatly enhancing the overall performance of the composite. Subsequently, the KH550-CNC/WPU emulsion was mixed with the PVAL solution, and the spinning solution was prepared through intermolecular hydrogen bonding.
Figure 1.

Schematic illustration of the spinning solution composition for preparing KH550-CNC/WPU/PVAL by in situ polymerization.
First, to prove that the CNC is successfully modified by KH550, X-ray diffraction (XRD) is performed on the CNC before and after the modification, as shown in Figure 2. The XRD spectra of the CNC before and after the KH550 modification are basically the same. Obviously, the two peaks in the spectra are also typical characteristic peaks of the cellulose structure. The sharp peak is a diffraction peak attributed to the crystalline state, and the other is a diffuse peak attributed to the amorphous state, and the two diffraction peaks are basically in the same position. This shows that the modification of KH550 did not significantly change the crystal structure of the CNC, and KH550 did not significantly damage the crystal structure of the CNC. However, it is found that the crystallinity of KH550-CNC is lower than that of a pure CNC, and the relative crystallinity is reduced from 74.19 to 73.77%. Although the reduction is relatively small, it also shows that the amorphous structure of the silane coupling agent KH550 is successfully grafted onto the CNC, which leads to a slight decrease in the relative crystallinity of KH550-CNC.
Figure 2.
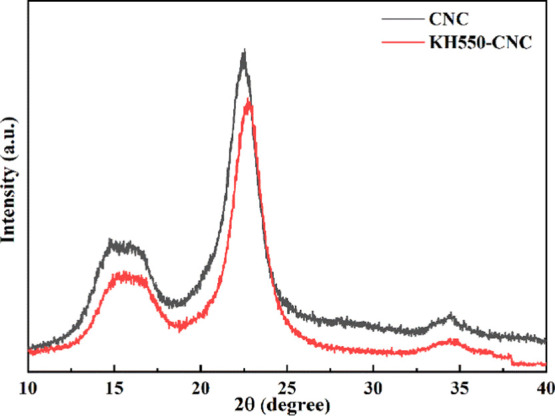
XRD spectra of cellulose nanocrystals before and after KH550 modification.
The viscosity of the spinning solution in the electrospinning process has a direct effect on the morphology of the composite fiber. Only in the appropriate viscosity range can the morphology of the composite fiber be relatively intact. When the solution viscosity is too low, it leads to the appearance of bead fibers. The addition of KH550-CNC/WPU mainly affects the solution viscosity and surface tension of the spinning solution and then has a significant impact on the morphology of the composite fiber. Therefore, SEM characterization of KH550-CNC/WPU/PVAL composite fiber membranes prepared by adding different proportions of KH550-CNC was performed, and the morphology and the best spinning solution ratio were determined, as shown in Figure 3. Figure 3a shows a composite fiber obtained from KH550-CNC with a content of 0.5%. There are obvious beading defects and a few small droplets. With the increase in the proportion of the KH550-CNC solution in the spinning solution, the morphology of the electrospun fiber tends to be stable and regular, as shown in Figure 3b,c. The content of KH550-CNC is increased to 2%, as shown in Figure 3d. The excessive viscosity of the spinning solution makes the fibers stick together. The comparison shows that when the content of KH550-CNC is 1%, the fiber obtained is the most uniform and regular. Although the defect-free fiber can be obtained when the content of KH550-CNC is 1.5%, the diameter of the spun fibers is too large. Therefore, it can be considered that when the KH550-CNC content is 1%, the spun KH550-CNC/WPU/PVAL nanocomposite fiber is the most ideal.
Figure 3.

SEM image of the composite fiber films with different KH550-CNC contents: (a) 0.5%; (b)1%; (c)1.5%; and (d) 2%.
To study the influence of different spinning voltages on the uniformity of the composite fiber film, the KH550-CNC/WPU/PVAL composite fiber was observed by SEM at different voltages, as shown in Figure 4. Currently, the advancing speed of the spinning machine is 0.0002 mm/s and the curing distance is 15 cm. Figure 4a–d, respectively, shows the morphology of the spinning fiber at 15, 17, 19, and 21 kV. The diameter of the fiber gradually became smaller. According to the graph of the relationship between spinning voltage and fiber diameter, the diameter of the fiber gradually decreased with the increase of the voltage (Figure S1). At the same time, Nano Measurer software was used to measure the composite fiber diameter distribution under different spinning voltages, as shown in Figure 4a′–d′. The average diameter of the fiber gradually decreased as the voltage increased. Theoretically, the increase of the voltage will increase the intensity of the electric field, and the electrostatic charge of the polymer fluid will increase, thereby increasing the electrostatic repulsion. Therefore, the tensile force that the fiber receives between the electric fields becomes larger, and the fiber is differentiated into finer filaments. By comparison, 19 kV is the best spinning voltage.
Figure 4.

SEM images of KH550-CNC/WPU/PVAL composite fiber films prepared at different voltages: (a) 15 kV; (b) 17 kV; (c) 19 kV; and (d) 21 kV. The composite fiber diameter distribution was measured using Nano Measurer software at different spinning voltages: (a′) 15 kV; (b′) 17 kV; (c′) 19 kV; and (d′) 21 kV.
SEM morphology analysis and diameter analysis of KH550-CNC/WPU/PVAL composite fibers were performed at different curing distances. Figure 5 shows the SEM image and diameter distribution image of the KH550-CNC/WPU/PVAL composite fiber prepared under the conditions of a spinning voltage of 19 kV and curing distances of 9, 12, 15, and 18 cm. It can be seen from the figure that when the curing distance increases from 9 to 18 cm, the average fiber diameter increases from 246.85 to 385.47 nm. As the curing distance increases, the electric field intensity decreases accordingly, so the tensile force received by the fiber becomes smaller, which makes the average diameter of the composite fiber larger. But as the curing distance increases further, the average fiber diameter decreases. This is mainly because the increase of the solidification distance not only reduces the intensity of the electric field, but also prolongs the falling time of the spinning solution fluid in the electric field. At the same time, it also prolongs the volatilization time of the solvent in the spinning solution, and so, the average fiber diameter will decrease instead. Therefore, it is necessary to comprehensively consider the combined effects of the spinning voltage and curing distance (Figure S2) when adjusting the average diameter of composite fibers. Considering the spinning voltage of 19 kV, a curing distance of 15 cm is more appropriate.
Figure 5.

SEM images of KH550-CNC/WPU/PVAL composite fibers prepared at different curing distances: (a) 9 cm; (b) 12 cm; (c) 15 cm; and (d) 18 cm. The composite fiber diameter distribution was measured using Nano Measurer software at different curing distances: (a′) 9 cm; (b′) 12 cm; (c′) 15 cm; and (d′) 18 cm.
In addition, the effect of the advancing spinning speed on the diameter of the spinning fiber at a spinning voltage of 19 kV and a solidification distance of 15 cm was studied, as shown in Figure 6. The scanning electron micrographs and fiber diameter distribution diagrams of the composite fiber membrane KH550-CNC/WPU/PVAL were prepared at spinning speeds of 0.0001–0.0004 mm/s, respectively. From Figure 6a–d, it can be observed that the average diameter of the composite fiber increases with the increase of the advancing speed of the syringe pump. This is because the solvent evaporates quickly after the spinning solution is ejected from the needle. As the advancing speed increases, the amount of the solution supplied by the microsyringe pump increases, which will cause the solute and solvent in the fiber to increase, and so the fiber diameter increases. It is worth noting that during the experiment, the flow rate is too low to push the spinning solution out by the syringe pump and so is unable to meet the electric field force stretching, and therefore, the resulting fiber is discontinuous. However, the advancing speed of the syringe pump is too fast. When it exceeds 0.0005 mm/s, the needle will drop and the continuous fiber will not be obtained. Therefore, the desired composite fiber membrane can be obtained by controlling the advancing speed. From the graph of the relationship between the spinning machine’s advancing speed and the average fiber diameter, there is an overall positive correlation trend between the fiber diameter and the advancing speed (Figure 6a′–d′). Considering the average diameter of the composite fiber and the uniformity of its distribution, the effect is ideal when the spinning speed is 0.0003 mm/s (Figure S3).
Figure 6.

SEM images of KH550-CNC/WPU/PVAL composite fibers prepared at different advancing speeds: (a) 0.0001 mm/s; (b) 0.0002 mm/s; (c) 0.0003 mm/s; and (d) 0.0004 mm/s. The composite fiber diameter distribution was measured using Nano Measurer software at different advancing speeds: (a′) 0.0001 mm/s; (b′) 0.0002 mm/s; (c′) 0.0003 mm/s; and (d′) 0.0004 mm/s.
To further study the internal structural properties of the prepared composite fiber film, infrared test characterization was performed, as shown in Figure 7. Figure 7a shows the infrared spectrum comparison chart of KH550-CNC, WPU, and KH550-CNC/WPU. In the infrared curve of KH550-CNC, the peaks at 3429, 2902, and 1637 cm–1 correspond to the stretching vibration peak of the surface hydroxyl group of the CNC, the stretching vibration peak of C–H, and the bending vibration peak of −OH, respectively. By comparing the infrared curves of WPU and KH550-CNC/WPU, it is found that a more obvious absorption peak appears near 1080 cm–1. It is inferred that the stretching vibration peak of Si–O–Si is due to the hydrolytic condensation of the alkoxy group. In addition, the peak near 817 cm–1 corresponds to the stretching vibration absorption peak of Si–C, which indicates that KH550 has been successfully grafted into the WPU segment. The results of Fourier transform infrared (FT-IR) spectroscopy showed that the residual −NCO group in the WPU prepolymer reacted with the −NH2 in KH550-CNC, and the KH550-CNC/WPU composite emulsion was successfully obtained. From the KH550-CNC/WPU/PVAL curve of the composite fiber, the characteristic peak corresponding to 3344 cm–1 is the superimposed peak of stretching vibration of the two groups −OH and −NH in the waterborne polyurethane (Figure 7b). At 2941 and 1735 cm–1, the absorption peaks correspond to C–H and to the amide group C=O, respectively, in WPU. By comparing the curves of WPU/PVAL and KH550-CNC/WPU/PVAL, it is found that the nanocomposite fiber does not have a new characteristic absorption peak, and the position of the stretching vibration absorption peak does not change much compared with the WPU/PVAL composite fiber.
Figure 7.

Infrared spectra of KH550-CNC/WPU (a) and KH550-CNC/WPU/PVAL (b) composite fibers with different components.
To further study the thermal stability of the prepared composite film, thermogravimetric analysis was performed on the composite fiber membrane KH550-CNC/WPU/PVAL, as shown in Figure 8.33−37 All samples were tested under an argon atmosphere. The overall thermal stability shown is relatively similar, all of which are three-stage changes. Among them, the mass loss starting from 100 °C is mainly due to the volatilization of water and other small molecules during the heating process of the fiber sample. The most severe temperature range for mass loss is 220–400 °C. The comparison shows that the pure PVAL composite fiber itself is arranged regularly and orderly, and the addition of KH550-CNC will destroy the regularity; therefore, the thermal decomposition rate of the pure PVAL fiber is slower. The composite fiber membrane KH550-CNC/WPU/PVAL shows mainly the thermal decomposition of the urethane bond in the hard segment of WPU at 220–400 °C. When the thermal degradation temperature is increased to 500 °C, the thermal stability of the composite fiber membrane containing KH550-CNC is higher than that of the pure PVAL fiber (Table 1). The main reason is that the uniform dispersion of KH550-CNC in the composite fiber increases the chain segment motion resistance of the composite fiber and inhibits the decomposition. And the KH550-CNC/WPU/PVAL composite fiber has introduced silicon–oxygen bonds. The bond energy of the Si–O bond is much higher than that of the C–C bond, and the hydrogen bond between particles and WPU is beneficial to enhance thermal stability. From a comprehensive comparison, the thermal stability of KH550-CNC is the best when the content is 1%.
Figure 8.
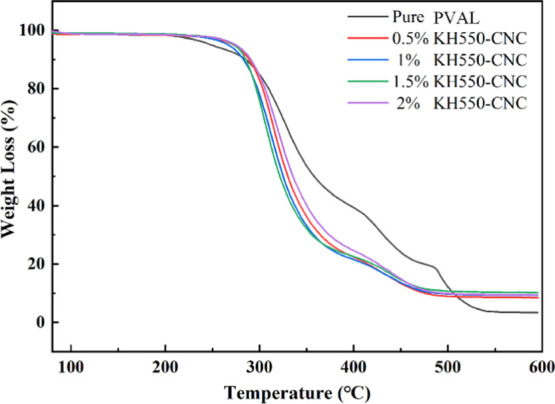
TG spectra of KH550-CNC/WPU/PVAL composite fiber films with different components.
Table 1. Thermogravimetric Analysis of KH550-CNC/WPU/PVAL Composite Fiber Films.
| samples | Tonset (°C) | Tmax (°C) | wt (%) |
|---|---|---|---|
| PVAL | 216 | 334 | 2.1 ± 0.1 |
| 0.5% KH550-CNC | 271 | 312 | 7.3 ± 0.2 |
| 1% KH550-CNC | 275 | 316 | 8.4 ± 0.2 |
| 1.5% KH550-CNC | 274 | 314 | 7.6 ± 0.1 |
| 2% KH550-CNC | 262 | 322 | 6.5 ± 0.1 |
To study the porosity of the KH550-CNC/WPU/PVAL composite fiber with different KH550-CNC contents, an SEM test was carried out on the KH550-CNC/WPU/PVAL composite fiber membrane with different KH550-CNC contents, as shown in Figure 9.38 With the continuous increase of the KH550-CNC content, the gap between the fibers first becomes larger and then smaller. In addition, it can be seen from the porosity change curve of the composite fiber membrane with different KH550-CNC contents (Figure 10) that with the change in the KH550-CNC addition, the porosity of the composite fiber membrane increases first and then decrease. The trend change is consistent with the results seen by SEM. This is mainly because the diameter and thickness of the fiber membrane obtained by electrospinning constantly change with the addition of KH550-CNC.39−43 The overall increase in the diameter of the composite fiber and the more complicated cross-covering between the fibers will lead to an increase in porosity.44−49 However, excessive diameter and thickness will increase the density of the fiber membrane. The porosity calculated by the image method begins to decrease (Table 2). Therefore, the composite fiber membrane KH550-CNC/WPU/PVAL obtained when the mass fraction of KH550-CNC is 1% has the largest porosity and has the best application value.
Figure 9.

Porosity diagram of the KH550-CNC/WPU/PVAL composite fiber with different KH550-CNC contents: (a) 0.5%; (b) 1%; (c) 1.5%; and (d) 2% and (e) WPU/PVAL fiber membrane.
Figure 10.
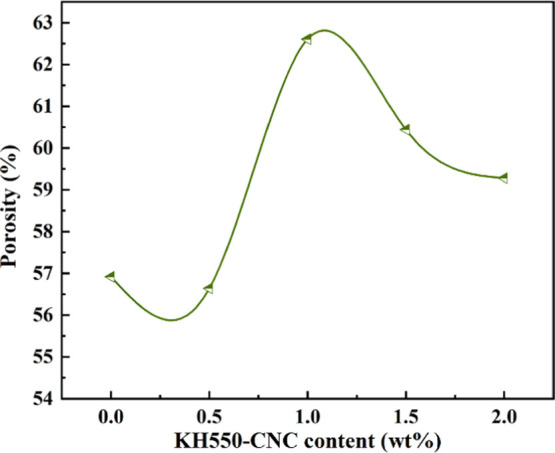
Porosity change curve of the composite fiber membrane with different KH550-CNC contents.
Table 2. Analysis of Porosity of Composite Membranes with Different KH550-CNC Contents.
| composite fiber samples | fiber film porosity (%) |
|---|---|
| WPU/PVAL | 56.92 ± 0.04 |
| 0.5% KH550-CNC | 56.64 ± 0.03 |
| 1% KH550-CNC | 62.61 ± 0.02 |
| 1.5% KH550-CNC | 60.44 ± 0.03 |
| 2% KH550-CNC | 59.28 ± 0.02 |
3. Conclusions
In summary, several composite fiber films KH550-CNC/WPU/PVAL doped with different contents of KH550-CNC were prepared by electrospinning. The process conditions such as the spinning voltage, advancing speed, and curing distance of the spinning machine were adjusted by orthogonal experiments. It is found that under other experimental environment and electrospinning conditions, the average diameter of the composite fiber decreases with the increase of the spinning voltage, and the uniformity of fiber distribution is improved. The results show that when the content of KH550-CNC is 1%, the composite fiber has the most regular morphology and the best spinnability, which is convenient for the specific application of fiber materials in a later period. The porosity of the synthesized composite fiber film is 62.61% and reaches a maximum. Therefore, this work provides a theoretical basis and research strategy for the preparation of higher-porosity composite films and the development of new textile materials.
4. Experimental Section
4.1. Materials
The microcrystalline cellulose (MCC) and triethylamine (TEA) used in the experiment were purchased from China National Pharmaceutical Group Chemical Reagent Co., Ltd. N,N-Dimethylformamide, 3-aminopropyltriethoxysilane, poly(vinyl alcohol), and 2,2-dimethylolpropionic acid (DMPA) were obtained from Shanghai Aladdin Reagent Co., Ltd. In addition, ethylenediamine (EDA), dibutyltin dilaurate (DBTDL), and sulfuric acid were provided by Shandong West Asia Chemical Co., Ltd. Acetone was supplied by Xilong Science Co., Ltd. 1,4-Butanediol was obtained from Tianjin Kaitong Chemical Reagent Co., Ltd. Deionized water was obtained from a double-stage Millipore Milli-Q Plus purification system.
4.2. Preparation of CNCs
In this experiment, CNCs are prepared by the hydrolysis of sulfuric acid. A certain amount of microcrystalline cellulose (MCC) powder was weighed into a beaker, and concentrated sulfuric acid was slowly added dropwise and stirred under an ice bath until the concentration required for the experiment is attained. After the reaction, 10 times deionized water was added to terminate the reaction. Then, the diluted solution was centrifuged at 10 000 rpm for 8 min, and washed with deionized water 3–5 times, and the supernatant was discarded after each centrifugation until the supernatant became turbid and a suspension was obtained. Finally, the CNC suspension after centrifugation was collected and dialyzed in a dialysis bag for 72 h (the deionized water was changed every 12 h) to separate out the residual sulfuric acid. During the dialysis process, a pH test paper was used to check the pH value of the deionized water to maintain it at about 7. Finally, the prepared CNC suspension was properly stored for future use.
4.3. Preparation of CNCs Modified with KH550 (KH550-CNC)
In this experiment, the KH550 silane coupling agent was used to modify the surface of the CNCs prepared by sulfuric acid hydrolysis. Twenty milligrams of the nano-microcrystalline cellulose suspension (CNC mass fraction: 0.2% after dialysis) was weighed into a 200 mL three-neck flask, and then the silane coupling agent KH550 and absolute ethanol were added to prepare a solution with an appropriate concentration. Next, the mixed solution was ultrasonically dispersed for 2 h and heated in a 65 °C water bath for 120 min. After the completion of the reaction, the mixed solution was washed 3–5 times, the precipitate was collected by centrifugation, and dried in a vacuum oven at 60 °C for 12 h to obtain KH550-CNC.
4.4. Preparation of Water-Based Polyurethane (WPU)
In this experiment, waterborne polyurethane was prepared by the prepolymer method. The preparation process was generally divided into three stages: raw material pretreatment stage, prepolymerization reaction stage, and emulsification stage. First, the predried isophorone diisocyanate (IPDI) and poly(propylene glycol) (PPG2000) were used to prepare a larger molecular weight WPU prepolymer, and the hydrophilic chain extender 2,2-dimethylolpropionic acid (DMPA) was added to extend the chain while introducing hydrophilic groups, and a small amount of the catalyst dibutyltin dilaurate (DBTDL) was dropped to increase synthesis efficiency. After the chain extension reaction for a certain period, an appropriate amount of the neutralizer triethylamine (TEA) was added to neutralize the excess −COOH in DMPA. Finally, in the emulsification stage, the deionized water solution of ethylenediamine (EDA) was added, stirred quickly, and the final product WPU emulsion was obtained after distillation under reduced pressure.
4.5. Preparation of KH550-CNC/WPU Emulsion
KH550-CNC powder (5%) was added to the EDA aqueous solution, stirred well, and then added to the WPU prepolymer reaction system. The mixed solution was stirred at a high speed for 1 h, and acetone was recovered by distillation under reduced pressure. Finally, the modified KH550-CNC/WPU composite emulsion was obtained.
4.6. Preparation of Composite Fiber Film KH550-CNC/WPU/PVAL
A certain amount of modified KH550-CNC/WPU emulsion was weighed and mixed with PVAL in different proportions to prepare the spinning solution. Spinning solutions with different contents of KH550-CNC (0.5, 1, 1.5, and 2%) were prepared. The spinning solution was mechanically stirred for 1–2 h at room temperature until the spinning solution was evenly dispersed. Then, an appropriate amount of the evenly stirred spinning solution was taken in a syringe and placed on the spinning propeller of the electrostatic spinning machine. The electrospinning voltage was adjusted to 18.0 kV, the machine advancing speed to 0.0001 mm/s, and the receiving distance to 20 cm, and a tin foil was used to collect the prepared composite nanofibers. Finally, several different composite fiber films KH550-CNC/WPU/PVAL were obtained.
4.7. Characterization
An S4800-II scanning electron microscope was used to characterize the morphology of the composite material sample, and the working voltage of the machine was set to 15 kV to observe the micromorphology of the sample. In addition, a JEM-2010 transmission electron microscope was used to observe the morphology of CNCs. To characterize the changes in the crystal structure of cellulose before and after acidolysis and modification, a D-max-2500 type 40 kV (Rigaku Corporation), a tube current of 10 mA, and a step length of 0.02° were used. The FT-IR test instrument used was a E55+FRA106 Fourier infrared spectrometer, and the film sample was measured with an attenuated total reflectance (ATR) accessory. The spectral range was 4000–400 cm–1, the light transmittance was better than 0.1%, the resolution was better than 0.5 cm–1, and the wavenumber accuracy was better than 0.01 cm–1. To determine the thermal stability of the experimental raw materials and their composites, a STA449C thermal analyzer was used to conduct a heating test on the samples. The heating range was from room temperature to 600 °C, the heating rate was 10 °C/min,, and the gas atmosphere was protected with nitrogen.
Acknowledgments
The authors greatly appreciate the financial support from the National Natural Science Foundation of China (Nos. 21872119 and 22072127) and the Talent Engineering Training Funding Project of Hebei Province (No. A201905004).
Supporting Information Available
The Supporting Information is available free of charge at https://pubs.acs.org/doi/10.1021/acsomega.0c06002.
Data of relationship between spinning voltage and fiber diameter, between the receiving distance and the fiber diameter, and between the spinning machine advancing speed and the fiber diameter (PDF)
The authors declare no competing financial interest.
Supplementary Material
References
- Elahe Y.; Abolghasem D.; Hossein N. Preparation of Robust Antistatic Waterborne Polyurethane Coating. Prog. Org. Coat. 2020, 139, 105450 10.1016/j.porgcoat.2019.105450. [DOI] [Google Scholar]
- Rasouli R.; Barhoum A.; Bechelany M.; Dufresne A. Nanofibers for Biomedical and Healthcare Applications. Macromol. Biosci. 2019, 19, 1800256 10.1002/mabi.201800256. [DOI] [PubMed] [Google Scholar]
- Moon R. J.; Martini A.; Nairn J.; Simonsen J.; Youngblood J. Cellulose Nanomaterials Review: Structure, Properties and Nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. 10.1039/c0cs00108b. [DOI] [PubMed] [Google Scholar]
- Klemm D.; et al. Cellulose: Fascinating Biopolymer and Sustainable Raw Material. Angew. Chem., Int. Ed. 2005, 44, 3358–3393. 10.1002/anie.200460587. [DOI] [PubMed] [Google Scholar]
- Sacui I. A.; Nieuwendaal R. C.; Burnett D. J.; Stranick S. J.; Jorfi M.; Weder C.; Gilman J. W.; et al. Comparison of the Properties of Cellulose Nanocrystals and Cellulose Nanofibrils Isolated from Bacteria, Tunicate, and Wood Processed Using Acid, Enzymatic, Mechanical, and Oxidative Methods. ACS Appl. Mater. Interfaces 2014, 6, 6127–6138. 10.1021/am500359f. [DOI] [PubMed] [Google Scholar]
- Pacheco G.; Nogueira R.; Burnett D. J.; Stranick S. J.; Jorfi M.; Weder C.; Gilman J. W.; et al. Development and Characterization of Bacterial Cellulose Produced by Cashew Tree Residues as Alternative Carbon Source. Ind. Crops Prod. 2017, 107, 13–19. 10.1016/j.indcrop.2017.05.026. [DOI] [Google Scholar]
- Xue Y.; Mou Z.; Xiao H. Nanocellulose as Sustainable Biomass Material: Structure, Properties, Present Status and Future Prospects in Biomedical Applications. Nanoscale 2017, 9, 14758–14781. 10.1039/C7NR04994C. [DOI] [PubMed] [Google Scholar]
- Li D.; Feng N.; Liu S.; Gan L.; Huang J. Review on Cellulose Nanocrystal Assembly for Optical Applications. Pap. Biomater. 2019, 4, 54–62. [Google Scholar]
- Jonoobi M.; Oladi R.; Davoudpour Y.; Davoodi R.; et al. Different Preparation Methods and Properties of Nanostructured Cellulose from Various Natural Resources and Residues: A Review. Cellulose 2015, 22, 935–969. 10.1007/s10570-015-0551-0. [DOI] [Google Scholar]
- Mariano M.; El Kissi N.; Dufresne A. Cellulose Nanocrystals and Related Nanocomposites: Review of Some Properties and Challenges. J. Polym. Sci., Part B: Polym. Phys. 2014, 52, 791–806. 10.1002/polb.23490. [DOI] [Google Scholar]
- Boujemaoui A.; Sanchez C. C.; Engström J.; Bruce C.; Fogelström L.; Carlmark A.; Malmström E. Polycaprolactone Nanocomposites Reinforced with Cellulose Nanocrystals Surface-modified Via Covalent Grafting or Physisorption-A Comparative Study. ACS Appl. Mater. Interfaces 2017, 9, 35305–353187. 10.1021/acsami.7b09009. [DOI] [PubMed] [Google Scholar]
- Tang J.; Sisler J.; Grishkewich N.; Tam K. C. Functionalization of Cellulose Nanocrystals for Advanced Applications. J. Colloid Interface Sci. 2017, 494, 397–409. 10.1016/j.jcis.2017.01.077. [DOI] [PubMed] [Google Scholar]
- Lee K. Y.; Bismarck A.. Green Chemical Modifications of Nanocellulose for Use in Composites. In Handbook of Green Materials; Oksman K., Ed.; World Scientific Publishing Co. Pte Ltd., 2014; pp 7–21. [Google Scholar]
- Ferreira F. V.; Pinheiro I. F.; Gouveia R. F.; Thim G. P.; Lona L. Functionalized Cellulose Nanocrystals as Reinforcement in Biodegradable Polymer Nanocomposites. Polym. Compos. 2018, 39, E9–E29. 10.1002/pc.24583. [DOI] [Google Scholar]
- De Menezes B. R. C.; Ferreira F. V.; Silva B. C.; Simonetti E. A. N.; Bastos T. M.; Cividanes L. S.; Thim G. P. Effects of Octadecylamine Functionalization of Carbon Nanotubes on Dispersion, Polarity, and Mechanical Properties of CNT/HDPE Nanocomposites. J. Mater. Sci. 2018, 53, 14311–14327. 10.1007/s10853-018-2627-3. [DOI] [Google Scholar]
- Chen W.; Chen S.; Morsi Y.; El-Hamshary H.; El-Newhy M.; Fan C.; Mo X. Superabsorbent 3D Scaffold Based on Electrospun Nanofibers for Cartilage Tissue Engineering. ACS Appl. Mater. Interfaces 2016, 8, 24415–24425. 10.1021/acsami.6b06825. [DOI] [PubMed] [Google Scholar]
- Wang W. C.; Cheng Y. T.; Estroff B. Electrostatic Self-assembly of Composite Nanofiber Yarn. Polymers 2021, 13, 12 10.3390/polym13010012. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Ashori A.; Rafieyan F.; Kian F.; Jonoobi M.; Tavabe K. R. Effect of cellulose nanocrystals on performance of polyethersulfone nanocomposite membranes using electrospinning technique. Polym. Compos. 2019, 40, E835–E841. 10.1002/pc.25046. [DOI] [Google Scholar]
- Song M.; Zhou M.; Hu H.; Fu H. Research on WPU-RGO/ATP-Fe3O4/chitosan composites with excellent electrical and magnetic properties. Polym. Adv. Technol. 2020, 31, 1164–1171. 10.1002/pat.4850. [DOI] [Google Scholar]
- Cheng D.; Wen Y.; An X.; Zhu X.; Ni Y. Tempo-oxidized cellulose nanofibers (TOCNs) as a green reinforcement for waterborne polyurethane coating (WPU) on wood. Carbohydr. Polym. 2016, 151, 326–334. 10.1016/j.carbpol.2016.05.083. [DOI] [PubMed] [Google Scholar]
- Santamaria-Echart A.; Ugarte L.; Arbelaiz A.; Gabilondo N.; Corcuera M. A.; Eceiza A. Two Different Incorporation Routes of Cellulose Nanocrystals in Waterborne Polyurethane Nanocomposites. Eur. Polym. J. 2016, 76, 99–109. 10.1016/j.eurpolymj.2016.01.035. [DOI] [Google Scholar]
- Shu X.; Ren H.; Jiang Y.; Zhou J.; Wang Y.; Wang Y.; Oh W. C.; et al. Enhanced electromagnetic wave absorption performance of silane coupling agent KH-550@Fe3O4 hollow nanospheres/graphene composites. J. Mater. Chem. C 2020, 8, 2913–2926. 10.1039/C9TC05658K. [DOI] [Google Scholar]
- Han H.; Li H. Q.; Liu M.; Xu L.; Xu J.; Wang S.; Wang Z.; et al. Effect of “bridge” on the performance of organic-inorganic crosslinked hybrid proton exchange membranes via KH-550. J. Power Sources 2017, 340, 126–138. 10.1016/j.jpowsour.2016.11.066. [DOI] [Google Scholar]
- Xue J.; Tong W.; Dai Y.; Xia Y. Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications. Chem. Rev. 2019, 119, 5298–5415. 10.1021/acs.chemrev.8b00593. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Chen R.; Liu J.; Yang C.; Weitz D. A.; He H.; Li D.; Bai H.; et al. Transparent impact-resistant composite films with bioinspired hierarchical structure. ACS Appl. Mater. Interfaces 2019, 11, 23616–23622. 10.1021/acsami.9b06500. [DOI] [PubMed] [Google Scholar]
- Ramakrishna S.; Fujihara K.. et al. An Introduction to Electrospinning and Nanofibers; World Scientific Publishing Co. Pte. Ltd.: Singapore, 2008. [Google Scholar]
- Dash R.; Foston M.; Ragauskas A. J. Improving the Mechanical and Thermal Properties of Gelatin Hydrogels Cross-linked by Cellulose Nanowhiskers. Carbohydr. Polym. 2013, 91, 638–645. 10.1016/j.carbpol.2012.08.080. [DOI] [PubMed] [Google Scholar]
- Huan S.; Bai L.; Cheng W.; Han G. Manufacture of Electrospun All-Aqueous Poly (vinyl alcohol)/Cellulose Nanocrystal Composite Nanofibrous Mats with Enhanced Propertiesthrough Controlling Fibers Arrangement and Microstructure. Polymer 2016, 92, 25–35. 10.1016/j.polymer.2016.03.082. [DOI] [Google Scholar]
- Hayati I.; Bailey A.; Tadros F. Investigations into the Mechanism of Electrohydrodynamic Spraying of Liquids: II. Mechanism of Stable Jet Formation and Electrical Forces Acting on A Liquid Cone. J. Colloid Interface Sci. 1987, 117, 222–230. 10.1016/0021-9797(87)90186-X. [DOI] [Google Scholar]
- Su R.; Wang H.; Sun Y.; Guo P. Structural regulation of porous MnO2 nanosheets and their electrocapacitive behavior in aqueous electrolytes. Colloids Surf., A 2021, 609, 125579 10.1016/j.colsurfa.2020.125579. [DOI] [Google Scholar]
- Ma N.; Wang S.; Liu X.; Sun Y.; Yin Y.; Zhang L.; Guo P. PdPb bimetallic nanowires as electrocatalysts for enhanced ethanol electrooxidation. Sci. China Mater. 2020, 63, 2040–2049. 10.1007/s40843-020-1350-7. [DOI] [Google Scholar]
- Sun J.; Yang M.; Gong Y.; Li H.; Guo P. Synthesis of Pd3Pb colloidal nanocrystal assembly and their electrocatalytic activity toward ethanol oxidation. Colloids Surf., A 2020, 586, 124224 10.1016/j.colsurfa.2019.124224. [DOI] [Google Scholar]
- Huo S.; Duan P.; Jiao T.; Peng Q.; Liu M. Self-assembled luminescent quantum dots to generate full-color and white circularly polarized light. Angew. Chem., Int. Ed. 2017, 56, 12174–12178. 10.1002/anie.201706308. [DOI] [PubMed] [Google Scholar]
- Wang R.; Li M.; Zhou J.; Zhang L.; Gu J.; Wang M.; Jiao T. Self-assembled black phosphorus-based composite Langmuir-Blodgett films with enhanced photocurrent generation capability and surface-enhanced Raman scattering properties. ACS Omega 2021, 10.1021/acsomega.0c05832. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Liu Y.; Ma K.; Jiao T.; Xing R.; Shen G.; Yan X. Water-insoluble photosensitizer nanocolloids stabilized by supramolecular interfacial assembly towards photodynamic therapy. Sci. Rep. 2017, 7, 42978 10.1038/srep42978. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Feng Y.; Jiao T.; Yin J.; Zhang L.; Zhang L.; Zhou J.; Peng Q. Facile preparation of carbon nanotube-Cu2O nanocomposites as new catalyst materials for reduction of p-nitrophenol. Nanoscale Res. Lett. 2019, 14, 78 10.1186/s11671-019-2914-1. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Guo R.; Jiao T.; Li R.; Chen Y.; Guo W.; Zhang L.; Peng Q.; et al. Sandwiched Fe3O4/carboxylate graphene oxide nanostructures constructed by layer-by-layer assembly for highly efficient and magnetically recyclable dye removal. ACS Sustainable Chem. Eng. 2018, 6, 1279–1288. 10.1021/acssuschemeng.7b03635. [DOI] [Google Scholar]
- Sui C.; Wang C.; Wang Z.; Xu Y.; Gong E.; Cheng T.; Zhou G. Different Coating on Electrospun Nanofiber via Layer-by-Layer Self-Assembly for Their Photocatalytic Activities. Colloids Surf., A 2017, 529, 425–433. 10.1016/j.colsurfa.2017.06.030. [DOI] [Google Scholar]
- Qian C.; Wang R.; Li M.; Li X.; Ge B.; Bai Z.; Jiao T. Facile preparation of self-assembled black phosphorus-based composite LB films as new chemical gas sensors. Colloids Surf., A 2021, 608, 125616 10.1016/j.colsurfa.2020.125616. [DOI] [Google Scholar]
- Bai J.; Wang R.; Ju M.; Zhou J.; Zhang L.; Jiao T. Facile Preparation and High Performance of Wearable Strain Sensors Based on Ionic Cross-linking Composite Hydrogels. Sci. China Mater. 2020, 10.1007/s40843-020-1507-0. [DOI] [Google Scholar]
- Zhao H.; Wang R.; Deng H.; Zhang L.; Gao L.; Zhang L.; Jiao T. Facile Preparation of Self-Assembled Chitosan-Based POSS-CNTs-CS Composite as High-Efficient Dye Absorbent for Wastewater Treatment. ACS Omega 2021, 6, 294–300. 10.1021/acsomega.0c04565. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Su W.; Yin J.; Wang R.; Shi M.; Liu P.; Qin Z.; Xing R.; Jiao T. Self-assembled natural biomacromolecular fluorescent hydrogels with tunable red edge effects. Colloids Surf., A 2021, 612, 125993 10.1016/j.colsurfa.2020.125993. [DOI] [Google Scholar]
- Zhu J.; Zhang X.; Qin Z.; Zhang L.; Ye Y.; Cao M.; Gao L.; Jiao T. Preparation of PdNPs doped chitosan-based composite hydrogels as highly efficient catalysts for reduction of 4-nitrophenol. Colloids Surf., A 2021, 611, 125889 10.1016/j.colsurfa.2020.125889. [DOI] [Google Scholar]
- Luo S.; Wang R.; Hei P.; Gao L.; Yang J.; Jiao T. Self-assembled Ni2P nanosheet-implanted reduced graphene oxide composite as highly efficient electrocatalyst for oxygen evolution reaction. Colloids Surf., A 2021, 612, 125992 10.1016/j.colsurfa.2020.125992. [DOI] [Google Scholar]
- Qian C.; Yin J.; Zhao J.; Li X.; Wang S.; Bai Z.; Jiao T. Facile preparation and highly efficient photodegradation performances of self-assembled Artemia eggshell-ZnO nanocomposites for wastewater treatment. Colloids Surf., A 2021, 610, 125752 10.1016/j.colsurfa.2020.125752. [DOI] [Google Scholar]
- Xu Y.; Wang R.; Liu Z.; Gao L.; Jiao T.; Liu Z. Ni2P/MoS2 Interfacial Structures Loading on N-doped Carbon Matrix for Highly Efficient Hydrogen Evolution. Green Energy Environ. 2021, 10.1016/j.gee.2020.12.008. [DOI] [Google Scholar]
- Deng H.; Yin J.; Ma J.; Zhou J.; Zhang L.; Gao L.; Jiao T. Exploring the enhanced catalytic performance on nitro dyes via a novel template of flake-network Ni-Ti LDH/GO in-situ deposited with Ag3PO4 NPs. Appl. Surf. Sci. 2021, 543, 148821 10.1016/j.apsusc.2020.148821. [DOI] [Google Scholar]
- Yin J.; Ge B.; Jiao T.; Qin Z.; Yu M.; Zhang L.; Zhang Q.; Peng Q. Self-Assembled Sandwich-Like MXene-Derived Composites as Highly Efficient and Sustainable Catalysts for Wastewater Treatment. Langmuir 2021, 37, 1267–1278. 10.1021/acs.langmuir.0c03297. [DOI] [PubMed] [Google Scholar]
- Huang X.; Jiao T.; Liu Q.; Zhang L.; Zhou J.; Li B.; Peng Q. Hierarchical electrospun nanofibers treated by solvent vapor annealing as air filtration mat for high-efficiency PM2.5 capture. Sci. China Mater. 2019, 62, 423–436. 10.1007/s40843-018-9320-4. [DOI] [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.