

Abstract
The industrial helmet is the most common and effective personal protective equipment to reduce the work-related traumatic brain injuries. The Type I construction helmet is a basic helmet model that is commonly used in construction sites and manufacturers. The purpose of the current study is to investigate if shock absorption performance of these helmets can be improved by using air bubble cushioning. Drop impact tests were performed using a commercial drop tower test machine according to the ANSI Z89.1 type I drop impact protocol. Typical off-the-shelf Type I construction helmets were utilized in the study. The effects of the air bubble cushioning on the helmets’ shock absorption performance were evaluated by comparing the original off-the-shelf helmet samples to the helmets equipped with air-bubble cushioning liners. The air-bubble cushioning liner (thickness 5 mm) was placed between the headform and the helmet to be tested. The impactor had a mass of 3.6 kg and was free-dropped from different heights. The peak transmitted forces for each of the tests have been evaluated and compared. Our results show that the effectiveness of the shock absorption of the air bubble cushioning is dependent on the magnitude of the impact force. At lower drop heights (h < 1.63 m), the air bubble cushioning liner has little effect on the transmitted impact forces, whereas at higher drop heights (h ≥ 1.73 m) the air bubble cushioning liner effectively reduced the peak transmitted forces. At a drop height of 1.93 m (the highest drop height tested), the air bubble cushioning liner reduced the peak transmitted force by over 80%. Our results indicate that adding an air bubble cushioning liner into a basic Type I construction helmet will substantially increase shock absorption performance for large impact forces.
Keywords: construction helmet, experiment, shock absorption, top strike, air bubble cushioning
1. Introduction
Approximately 7.3% of traumatic brain injury cases identified by the Ontario Trauma Registry were work-related [1]. Many epidemiological studies suggest that work-related traumatic brain injuries (WrTBIs) are one of the most serious occupational injuries among construction workers [2, 3, 4]. WrTBIs would result in extensive medical care, multiple days away from work, permanent disability, or death. It is generally accepted that the industrial helmet is the most common and effective personal protective equipment to reduce the WrTBIs [1, 3]. Industrial or construction helmets are categorized as Type I or Type II according to international standards [5, 6, 7]. The Type I construction helmet is the most commonly used helmet model in construction sites and manufacturers. A Type I helmet is designed for top impact protection only, not for the protection of lateral impacts [5]. A representative type I helmet consists of a hard shell, which is typically molded using polyethylene or polycarbonate plastics, and a strap suspension system. The suspension system plays a major role in shock absorption and impact force redistribution. The suspension system in a basic type I helmet usually consists of a synthetic woven webbing and bands of molded nylon or vinyl. In an advanced high performance Type I helmet, there is an additional polymer shock absorption liner between the belt suspension and shell. Since the suspension system plays an essential role in absorbing impact shocks in a helmet, the research and development efforts of helmets are mainly focused on the improvement of the suspension system [8, 9]. The suspension system of construction helmets has different designs and has used different shock absorbing materials. None of the current industrial helmet designs has applied air bubble cushions in the suspension system.
Air cushions have the advantages of light weight, low cost, and unique mechanical performance, compared with other conventional shock absorption materials, such as rubbers and polymers. The air cushions have been widely used in scenarios where humans interact with the equipment/enviroment, for example, shoes, shock-absorption gloves, seat cushions, and air bed mattresses. Air cushioned soles have been used in shoes to improve shock absorption performance and comfort for decades [10]. In an air-cushioned gloves, the finger segments are cushioned by separated air bubbles to absorb the vibrations transmitted to the hand [11]. The vibration absorption performances of air-cushioned gloves were found to be dependent on the vibration frequencies and grip forces [12]. The dependence of the contact stiffness of an air-cushioned glove on the air pressure and bubble sheet materials have been analyzed theoretically [13]. Air bubble buffers have been used in hip protectors to protect the elderly from hip fractures [14, 15]. Air cushion seats have been applied to improve the interface contact pressure distributions on the human body [16]. In all these scenarios, the air bubble cushions have been applied to reduce the contact stresses or to absorb small impact forces in the contact interfaces between the humans and equipment. It is not known if the air bubble cushions are also effect in absorbing large impact forces, such as those observed in the industrial helmets.
Air bubble cushions have also been widely used in the packaging industry [17]. An air-bubble wrap sheet – a common packing material in industries – consists of two polyethylene (LDPE) films, with one bubble-shaped film being bonded to a flat film to form air bubbles. The pressure of the initial inflation air may be varied in accordance with the sheet material properties and requirements of the package contents to be protected. Air bubble wrapping sheets are commercially available in different thicknesses, bubble sizes, and bubble densities. The air bubble size can be as small as 3/16” (6 mm), to as large as 1” (25 mm) in diameter. The most commonly used air bubble wrapping sheet has an air bubble diameter of 10 mm [18]. Compared to other packing materials, air bubble wrapping sheet has the advantages of excellent shock absorption characteristics, light weight, insensitive to climate conditions (e.g., temperature and humidity), and high flexibility [18]. Malasri et al.’s [19] tests showed that the impact acceleration in the contents packed with 3/16” (5 mm) and 5/16” (8 mm) bubble wrapping is about 34% less than that packed with viscoelastic foam wrapping.
Despite widespread adoption of air bubble cushions in ergonomic designs and in commercial packaging as shock absorption materials, air bubble cushions have never been used in industrial or construction helmets. The purpose of the current study was to test if air bubble cushions can be used to improve the shock absorption performance in Type I construction helmets. In the current study, we will use air bubble wrapping sheets as air bubble cushioning liner in the helmet impact tests, since they are commercially available in different sizes for our purposes. The knowledge obtained in our study would be useful to improve the helmet design, thereby improving workers’ safety. A representative Type I construction helmet model and popular air bubble wrapping sheets were selected in the study. Top impact tests were performed at different drop heights with an impactor mass of 3.6 kg. Our hypotheses were that the air bubble cushioning will be effective for the shock absorption for construction helmets and that the air bubble cushioning effects may be dependent on the magnitude of the impact force.
2. Method
2.1. Experimental setup
The experimental set-up is similar to those in our previous studies [20, 21]. A commercial drop tower test machine (HP. White Laboratory, MD, USA) was applied for the helmet drop impact tests (Fig. 1A). Helmet impact tests were performed according to the Type I impact protocol in ANSI Z89.1 standard (ANSI/ISEA Z89.1, 2014): a free-fall impactor drops onto a fixed helmet [20]. The impactor had a mass of 3.6 kg and was free-dropped from different heights from 2.00 ft (0.61 m) to 6.34 ft (1.86 m), which resulted in estimated impact velocities from 3.40 m/s to 6.04 m/s at a frictionless condition. The transmitted impact forces were measured via a force sensor (Model 925M113, Kistler, Amherst, NY, USA) installed between the base plate and the headform. The accelerations of the impactor were collected via a single axial accelerometer (Model 357B03, PCB Electronics, Depew, NY, USA) installed near the mass center within the impactor. Both force and acceleration data were collected at a sampling rate of 25 kHz. The velocity of the impactor immediately before impact was measured via an optical sensor built in the system.
Figure 1:
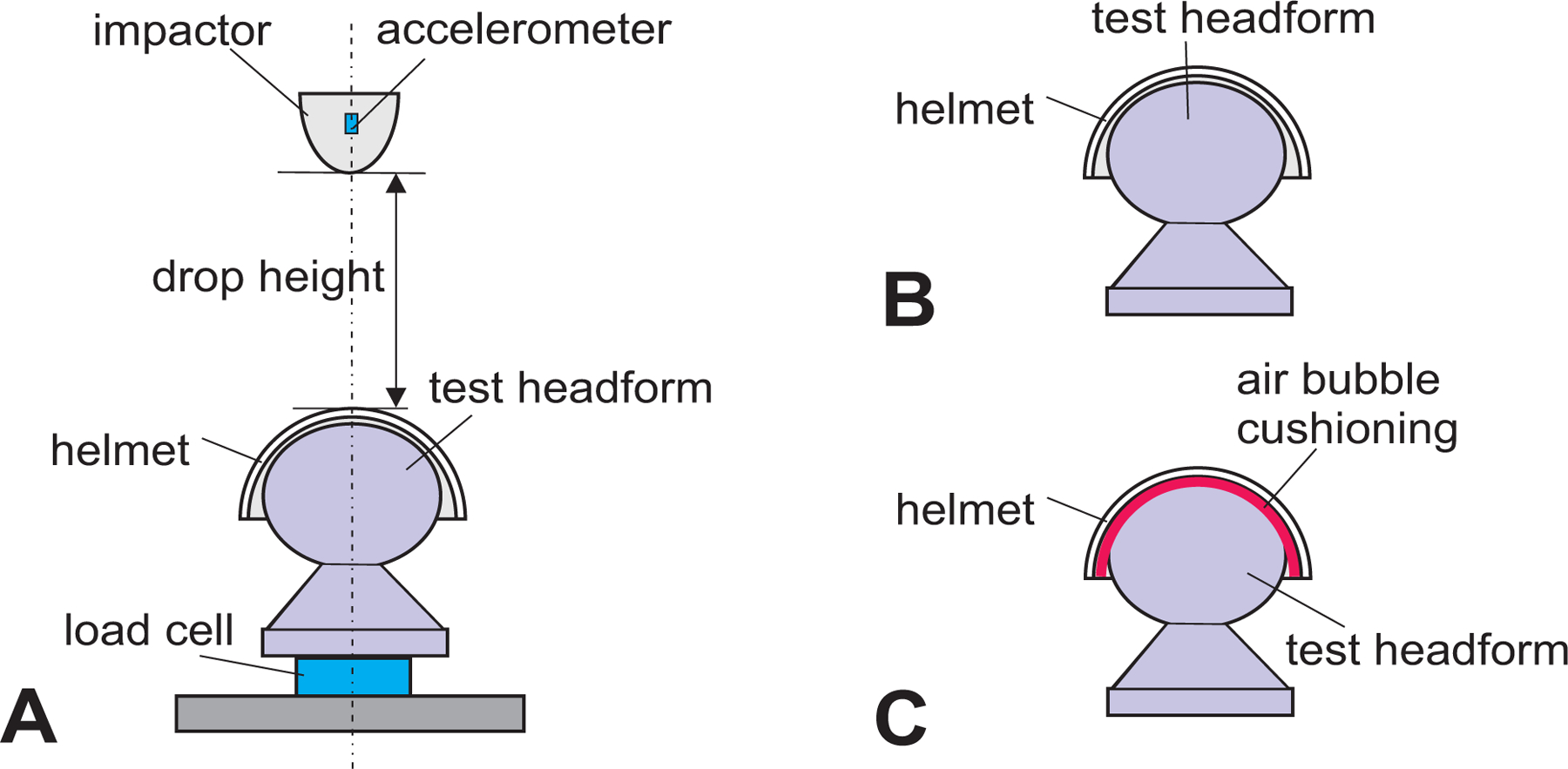
Experimental set-up. (A) The control parameter was the drop height; the acceleration of the impactor and the transmitted force at the base of the headform were measured. (B) Test Group I consists of off-the-shelf type I helmets. (C) Test Group II consists of type I helmets equipped with an air bubble cushioning liner between the suspension and headform. A basic type I construction helmet model was selected for the drop impact tests.
2.2. Test procedure
Typical off-the-shelf Type I basic construction helmets were used in the study. The effects of the air bubble cushioning on the helmets’ shock absorption performance were evaluated by comparing two test groups (Fig. 1B and 1C). Helmets tested in Group I were unmodified, off-the-shelf helmet samples that serve as the control group. The helmets in Group II were the same as those in Group I, except they were equipped with an air-bubble cushioning liner. Commercially available air-bubble cushioning wrap sheets (Blue Hawk, Gilbert, AZ) were used for the cushioning liner. The air bubble cushioning had dimensions of 30.5 × 30.5 cm (1’ × 1’), as illustrated in Fig. 2. At a natural, undeformed state, an individual air bubble had a diameter of approximately 9 mm and a height of approximately 4 mm. The air-bubble cushioning liner was of two layers of air-bubble cushioning wrap sheets, with their bubble sides being placed against each other. The air-bubble cushioning liner had a thickness of approximately 5 mm at an undeformed state. The air-bubble cushioning liner was wrapped on the headform, and the helmet was placed onto the wrapped headform, such that impact force will be transmitted to the headform through the air bubble cushioning liner.
Figure 2:
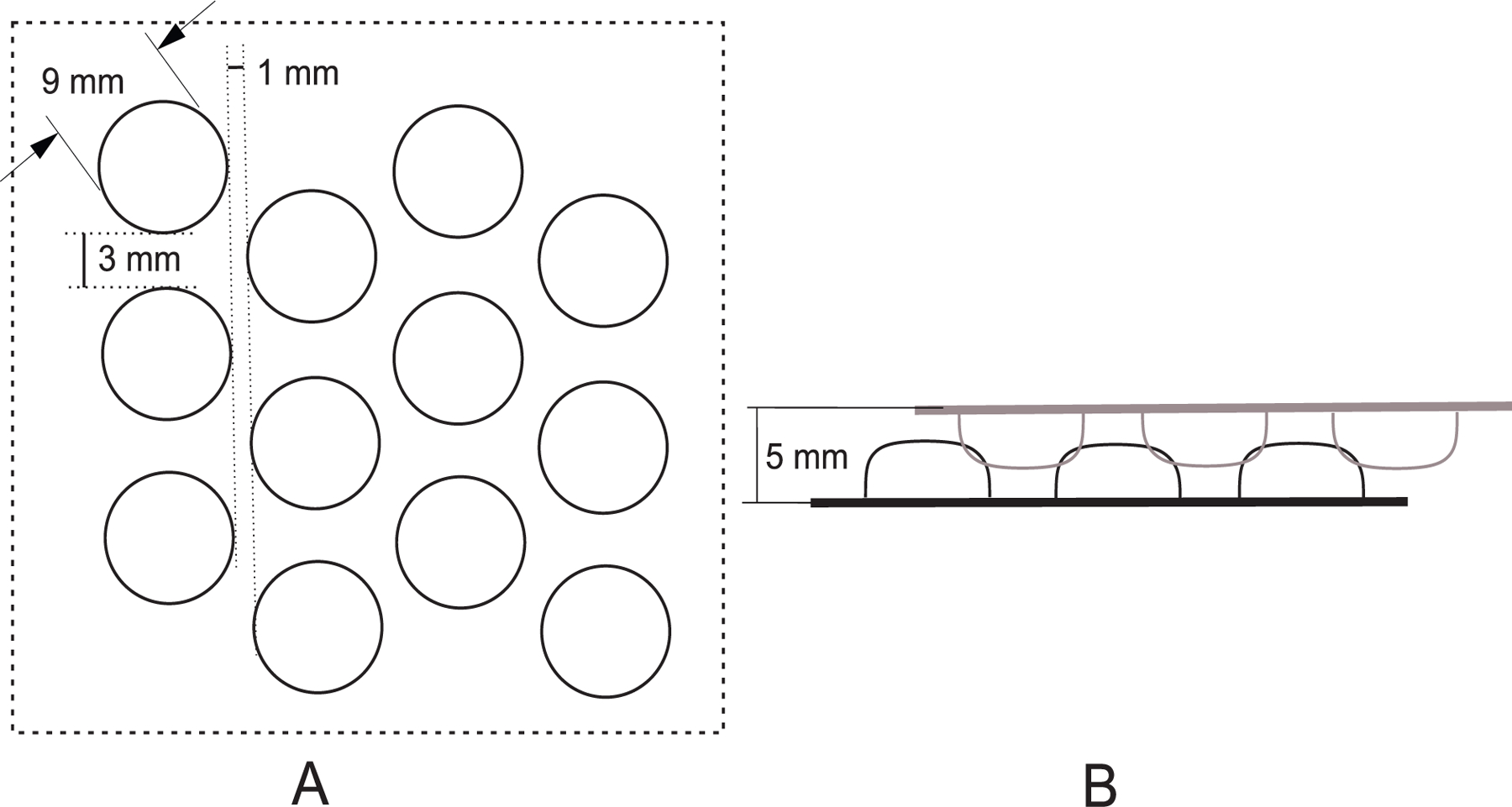
Air bubble cushioning structure. The air bubble cushioning liner consists of two layers of commercially available air bubble packing sheet (1-foot width), with their bubble-sides being placed against each other. The air bubble cushioning liner has a thickness of 5 mm at an undeformed state.
The drop impact tests were performed at six drop heights: 0.61, 1.52, 1.63, 1.73, 1.83, and 1.86 m. Four replications were performed for each of the tests in both Group I and II. A total of 48 helmet drop impact trials were performed in the study. The selected range of the drop heights are relevant to the specified test condition of Type I impact in ANSI Z89.1, in which the drop impactor is required to reach a velocity of 5.5 m/s immediate before impact, which is estimated to be equivalent to a drop height of 1.54 m for a frictionless condition.
Before data collection, a pre-condition process was performed for each of the helmets [21]. In the pre-conditioning, a helmet was placed on the headform, as in the impact test, and impacted three times by the impactor at a low drop height (at about 10 cm or 4 in). We examined the force-time histories of each helmet during the pre-conditioning to make sure that the helmet reached a “steady state” before the data collection. The measurements of the transmitted force to the headform base will become more repeatable after the pre-conditioning impact treatment.
2.3. Data processing
Before the data collection, the drop tower system was calibrated to determine the system friction loss. The potential energy loss due to friction (∆E) is estimated by the difference between the initial potential energy (mgh) and the kinetic energy involved in the impact :
| (1) |
where m (3.6 kg) and g (9.8 m/s2) are the impactor mass and gravitational acceleration, respectively. The relative energy loss, δ, was estimated by comparing ∆E to the potential energy:
| (2) |
The raw time-history data of the transmitted force and acceleration were processed using a MATLAB program to find the maximal peaks. The relationships of the peak transmitted forces and peak acceleration to the drop height were analyzed. In order to evaluate the contribution of the air bubble cushioning liner to the helmet shock absorption performance, an impact force reduction ratio is defined:
| (3) |
where Fmax, no−air and Fmax, air are the mean peak forces for test Group I (off-the-shelf helmets) and Group II (helmets with added air bubble cushioning liner), respectively.
If the data collected from the test Group I are independent of those collected from test Group II, the standard deviation of the impact force reduction ratio, Sη, is estimated by the Taylor approximation [22]:
| (4) |
where Smax, no−air and Smax, air are the standard deviations of the test Group I and Group II, respectively.
3. Results
The impact velocity, v, as a function of the drop height, h, is shown in Fig. 3A. The ANSI Z89.1 standard requires an impact velocity of 5.5 m/s, which was achieved at a drop height of 1.73 m in our drop tower system. The frictional energy loss, ∆E, and the relative energy loss, δ, as a function of the drop height are shown in Fig. 3B and Fig. 3C, respectively. It is seen that the frictional energy loss of the system is dependent on the drop height, and the system has a frictional loss of approximately 7 J or 12% at the impact velocity (5.5 m/s) specified by ANSI Z89.1.
Figure 3:
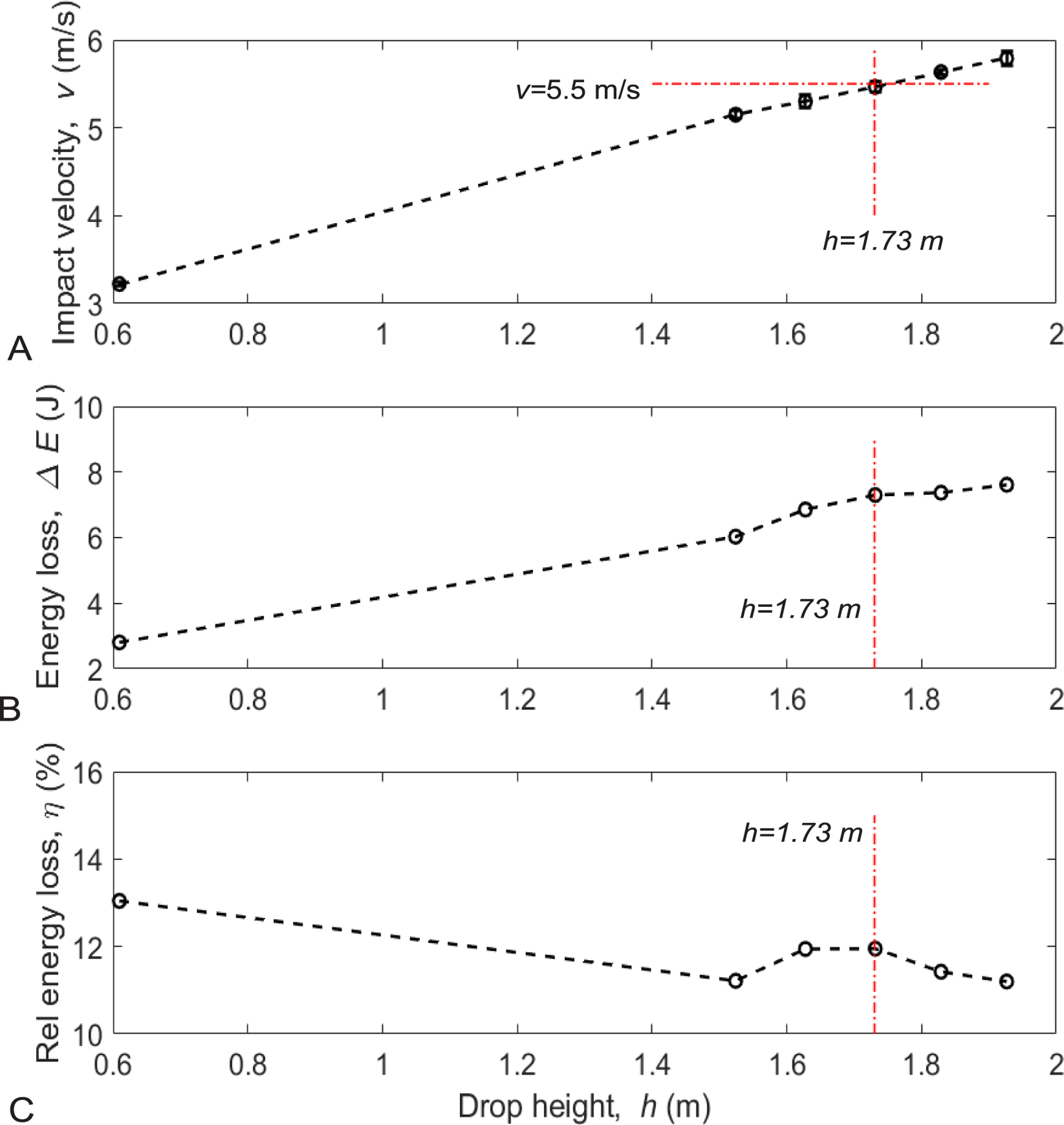
Calibration of the frictional loss of the drop tower system. (A) Impact velocity (v) as a function of the drop height (h). (B) Kinetic energy loss of the system (∆E) as a function of drop height (h). (C) Relative kinetic energy loss (δ) of the system as a function of drop height (h). ANSI Z89.1 standards requires the tests to be performed at a impact velocity of 5.5 m/s just before the impactor contact the helmet, which is equivalent to a drop height of 1.73 m for the current drop tower system.
The representative time-histories of the transmitted forces for test Group I and Group II are shown in Fig. 4A and Fig. 4B, respectively. Generally, the data show two peak forces, which are associated with the first and the second impacts between the impactor and the helmet shell (Fig. 4). In the current study, we were only interested in the first impact, which resulted in the maximal peak impact force, and it is related to potential traumatic brain injury [23, 24]. Our results show that adding an air-bubble cushioning liner (Fig. 4B) to an off-the-shelf helmet (Fig. 4A) delays the appearance of the second impact, but does not alter the general characteristics of the impact time histories.
Figure 4:
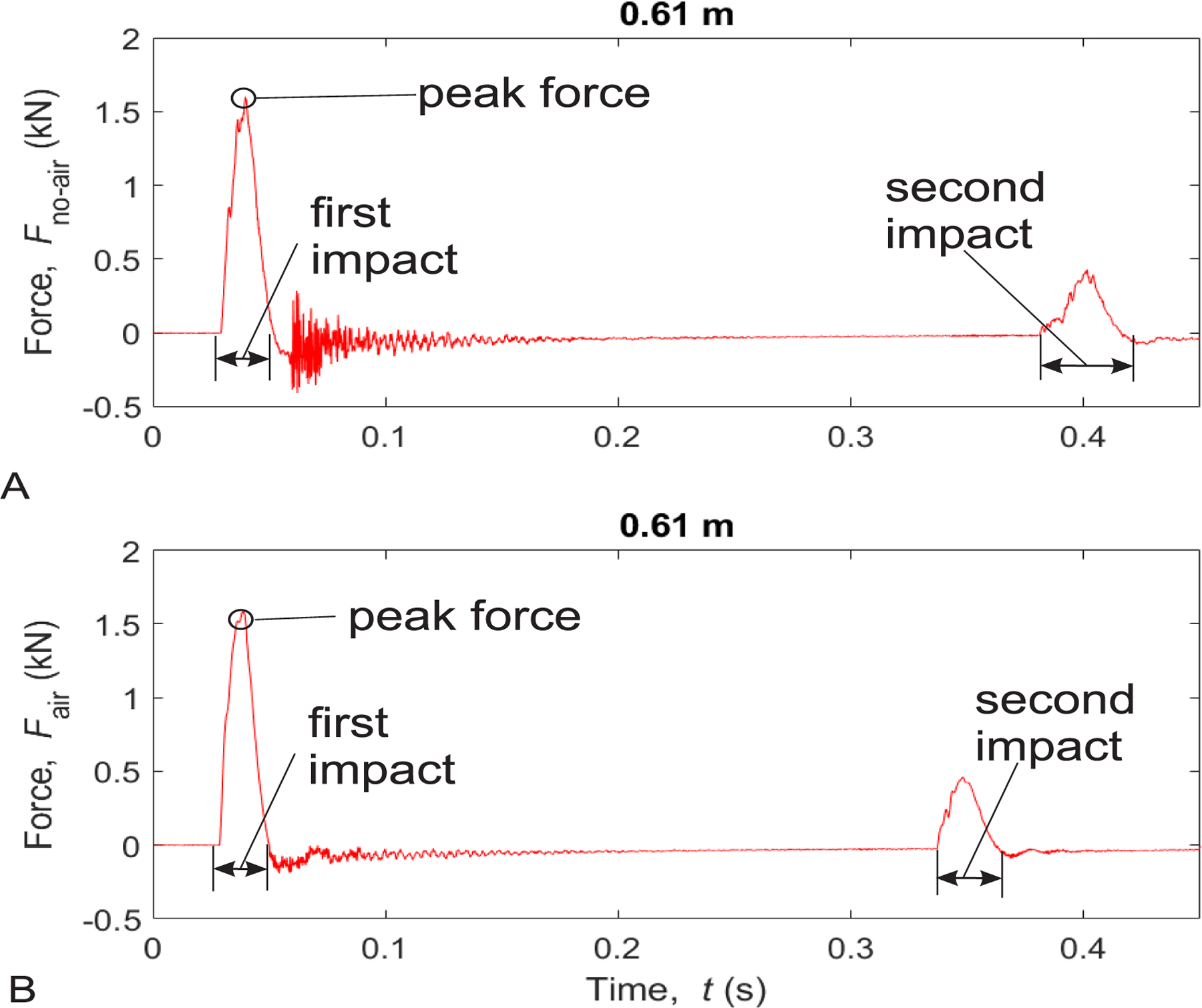
The representative recorded time-histories of the transmitted forces for a drop impact test (h =0.61 m). (A) The results for a off-the-shelf helmet. (B) The results for a helmet equipped with an air bubble cushioning liner. The time-histories of forces show two peaks, corresponding to the first and second impacts between the impactor and the helmet shell.
Typical time histories of the transmitted forces around the first impact of helmets in Group I are compared to those in Group II for drop heights 0.61 m, 1.52 m, 1.63 m, 1.73 m, 1.83 m, and 1.93 m, in Fig. 5A, 5B, 5C, 5D, 5E, and 5F, respectively. Fig. 5 shows that, for both Group I and Group II tests, the impact duration (i.e., the time that the impactor is in contact with the helmet shell, or the impact force is greater than zero), is approximately 22 ms, and it is nearly independent of the drop height and the addition of the air bubble cushioning liner. By closely examining the characteristics of the impact force patterns (Fig. 5), for the helmets from Group I, when h ≤ 1.73 m (Figs. 5A–5D), the force impulses have a nearly unchanged base width, and their peaks increase gradually with increasing drop height; when h ≥ 1.83 m (Figs. 5E–5F), an additional sharp peak appears on the top of the base force impulse. This sharp force peak was very narrow (duration approximately 1 ms) and had a magnitude that increased dramatically with increasing drop height. For helmets in test Group II, there was no sharp force impulse for the entire range of drop heights.
Figure 5:
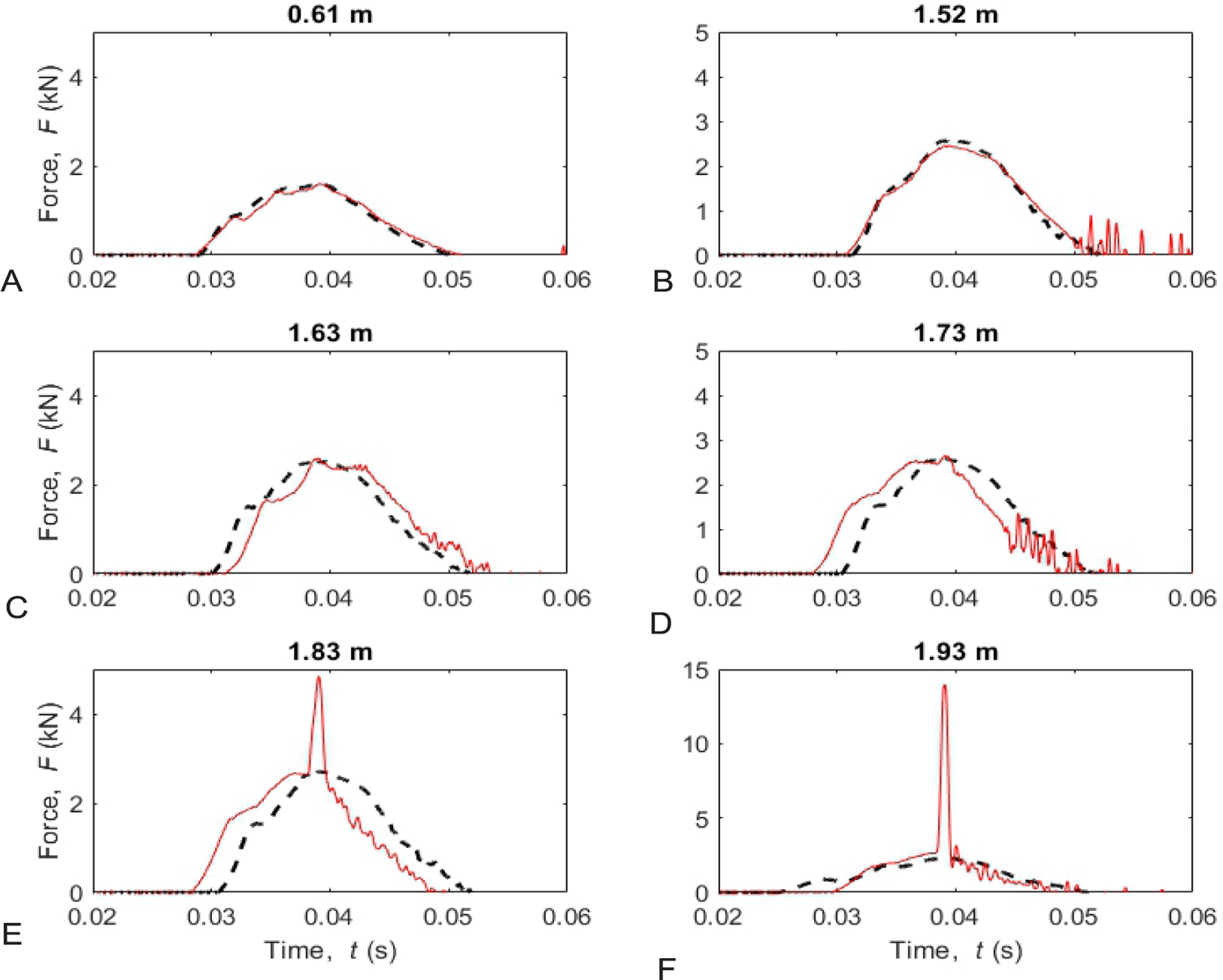
The representative time-histories of the transmitted force for six different drop heights (h) from 0.61 m (2 ft) to 1.93 m (6.34 ft) around the first impacts. (A) h = 0.61 m. (B) h = 1.52 m. (C) h = 1.63 m. (D) h = 1.73 m. (E) h = 1.83 m. (F) h = 1.93 m. The red solid lines and black dashed lines represent the results of the off-the-shelf helmets and the helmets with air bubble cushioning liner, respectively. The failure of the native helmets starts between h = 1.73 m (D) and h = 1.83 m (E), where a narrow, sharp force impulse appears on the top of the base force impulse. The helmets with air bubble cushioning liner do not show any sign of failure for the entire drop height range.
Representative time histories of the accelerations of the impactor around the first impacts of Group I tests are compared with those of Group II tests for six different drop heights (Fig. 6). The magnitude of the peak acceleration for both test groups increased gradually from 50 G to 80 G, when the drop height increased from 0.61 m to 1.74 m (Figs. 6A–6D), during which the air bubble cushioning had little effects on the acceleration patterns. Consistent with the variations of the transmitted forces (Figs. 5), the acceleration patterns for test Group I showed a sudden change around drop heights 1.73–1.83 m (Figs. 6D–6E), where a narrow, sharp peak appears on the top of the base pattern; at a drop height of 1.93 m, the magnitude of the peak acceleration reached as great as 370 G (Figs. 6F) for Group I tests. The acceleration results for the helmets equipped with an air bubble cushioning liner (Group II) did not have these sharp acceleration peaks for the entire range of drop heights.
Figure 6:
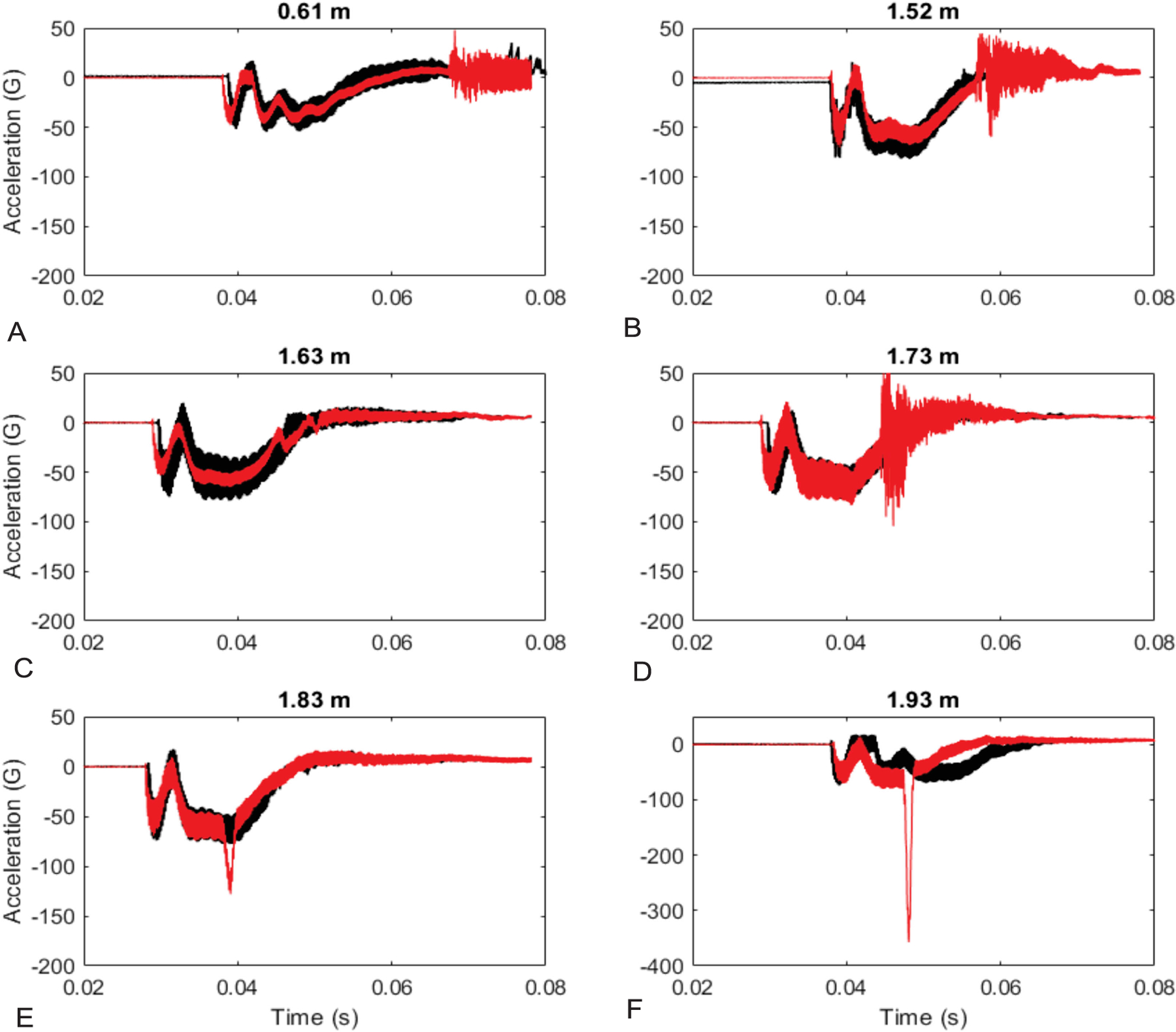
The representative time-histories of the impactor accelerations for six different drop heights (h) from 0.61 m (2 ft) to 1.93 m (6.34 ft) around the first impacts. (A) h = 0.61 m. (B) h = 1.52 m. (C) h = 1.63 m. (D) h = 1.73 m. (E) h = 1.83 m. (F) h = 1.93 m. The red and black lines represent the results of the off-the-shelf helmets and the helmets with air bubble cushioning liner, respectively.
For each of the force-time curves, the peak transmitted forces have been evaluated and compared. The mean peak forces for test Group I (Fmax, no−air) and Group II (Fmax, air), and the impact force reduction ratio (η), together with their standard deviations, for six different drop heights are listed in Table 1. The data presented in the table, i.e., the mean peak transmitted forces for test Group I (Fmax, no−air) and Group II (Fmax, air), are plotted as a function of the drop height in Fig. 7A. The peak force values for helmets in Group I (Fmax, no−air) increased gradually with increasing drop height for h ≤ 1.73 m; they then increased dramatically with increasing drop height for h ≥ 1.83 m. In comparison, the peak force values for helmets in Group II (Fmax, air) increased gradually with increasing drop height for the entire range of drop heights. The effects of the air cushioning liner in shock absorption are more clearly demonstrated in Fig. 7B, in which the impact force reduction ratio (η) is plotted as a function of drop height. For lower drop heights (h ≤ 1.73 m), the air cushioning liner had little effect (i.e., η is close to 100%); whereas its shock absorption effects increased substantially (i.e., η decreases) with increasing drop height for higher impact force (h > 1.73 m).
Table 1:
The peak transmitted forces (Fmax) for test Groups I and II and the impact force reduction ratio (η) for different drop heights.
| Drop height | Test group I | Test group II | Force reduct ration | |||
|---|---|---|---|---|---|---|
| h | Fpeak no-air | Std | Fpeak air | Std | η | Std |
| (m) | (kN) | (kN) | (kN) | (kN) | (%) | (%) |
| 0.61 | 1.59 | 0.03 | 1.58 | 0.03 | 99.74 | 2.72 |
| 1.52 | 2.48 | 0.03 | 2.47 | 0.05 | 99.60 | 2.52 |
| 1.63 | 2.65 | 0.24 | 2.54 | 0.02 | 96.07 | 8.73 |
| 1.73 | 2.94 | 0.66 | 2.60 | 0.02 | 88.22 | 19.70 |
| 1.83 | 7.33 | 3.87 | 2.69 | 0.03 | 36.66 | 19.37 |
| 1.93 | 14.40 | 2.51 | 2.52 | 0.22 | 17.50 | 3.40 |
Figure 7:
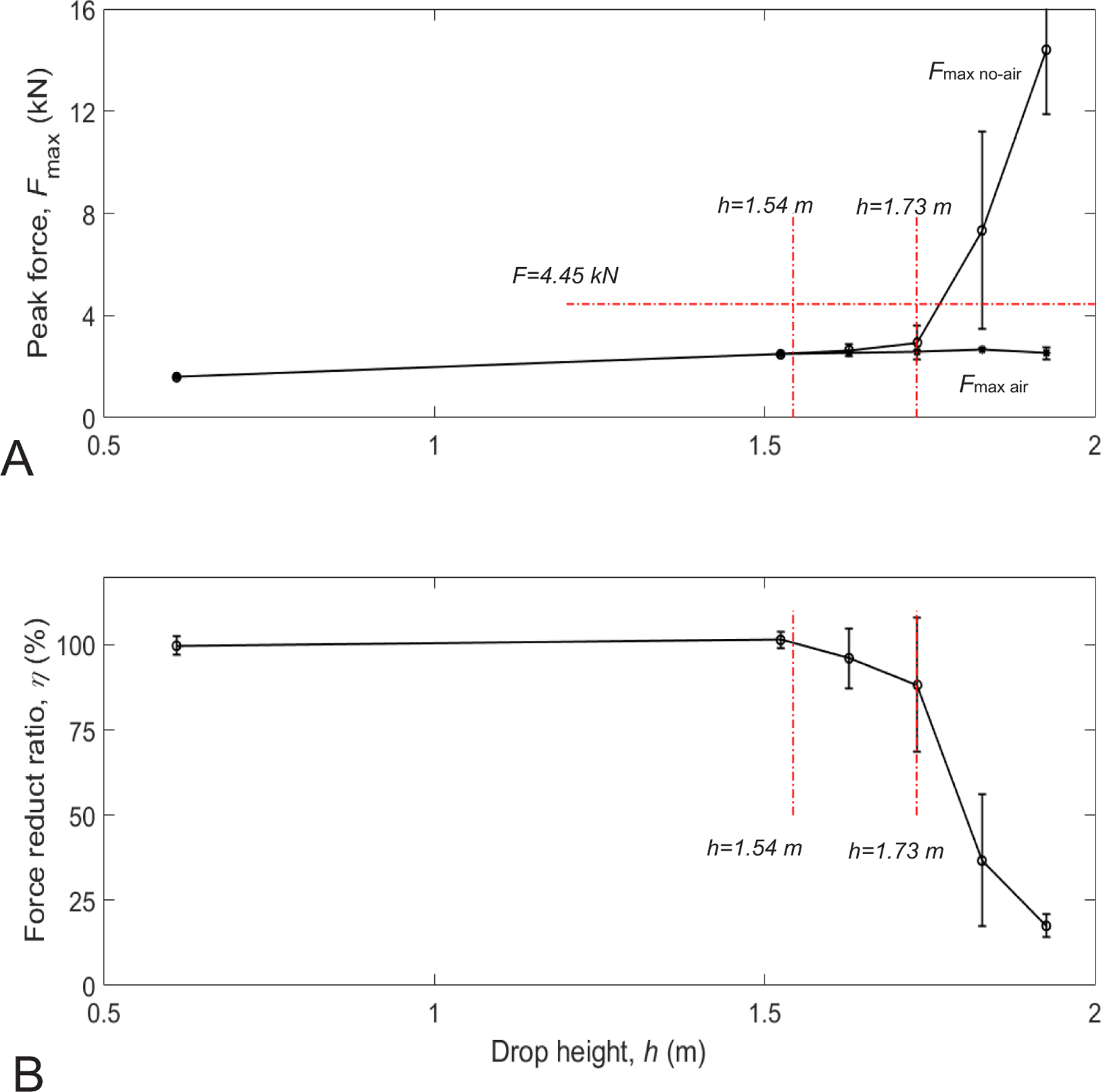
The peak transmitted forces (Fmax) as a function of drop height for test Groups I and II. (A) The peak transmitted forces as a function of drop height for Group I (the off-the-shelf helmets) and Group II (the helmets with air bubble cushioning liner). B: The impact force reduction ratio (η) as a function of drop height. The drop height designated in ANSI Z89.1 is 1.54 m and 1.73 m, respectively, for a frictionless condition and for the current system including the frictional loss. The maximal acceptable transmitted force magnitude in ANSI Z89.1 is 4.45 kN.
4. Discussion and conclusion
Despite the outstanding shock absorption performances of the air cushions in many applications, such as air beds, shoes, seat cushions, and other ergonomic designs, air bubble cushioning has not been used in construction helmets. The current study represents the first to test the shock absorption performance of air bubble cushioning in construction helmets. Our results show consistently that the effects of shock absorption of air bubble cushioning in construction helmets are dependent on the impact magnitude. At lower drop heights (h < 1.63 m), adding an air bubble cushion liner did not reduce the impact force for a typical construction helmet with a strap suspension system. The air bubble cushioning liner showed its effects of the shock absorption only at higher drop height (h ≥ 1.73 m). At a drop height of 1.93 m – the highest drop height tested in the current study, adding the air cushioning liner to a typical Type I construction helmet reduced the peak impact force magnitude by over 80%. Our results are consistent with a previous theoretical analysis that the air bubble does not vary the magnitude of force for low impacts [13].
Our results demonstrate that the damage of the off-the-shelf helmets (Group I) starts around drop height 1.73–1.83 m (Fig. 5D–E). In order to elucidate the failure mechanism of the helmet, the time-histories of the impact force around these “critical” drop heights were closely re-examined (Fig. 8). It is seen that the impact actuated high frequency vibrations in the off-the-shelf helmet suspension system (red solid lines in Fig. 8A) when the drop height is close to the critical drop height. It is likely that adding air bubble cushioning liner helped eliminate the high frequency vibrations of the suspension system (black dashed lines in Fig. 8A). The failure of the off-the-shelf helmet starts when a sharp narrow impulse (red solid lines in Fig. 8B) appears on the top of the base force impulse. The air bubble cushioning liner helped remove the sharp narrow impulse (black dashed lines in Fig. 8B), thereby preventing the helmet from premature failure. These observations are comparable with a previous study of the vibration mitigation performance of air bubble gloves [12], in which the air bubble gloves were found to be effective in absorbing high frequency vibrations transmitted to the fingers, whereas they were ineffective for mitigating low frequency vibrations.
Figure 8:
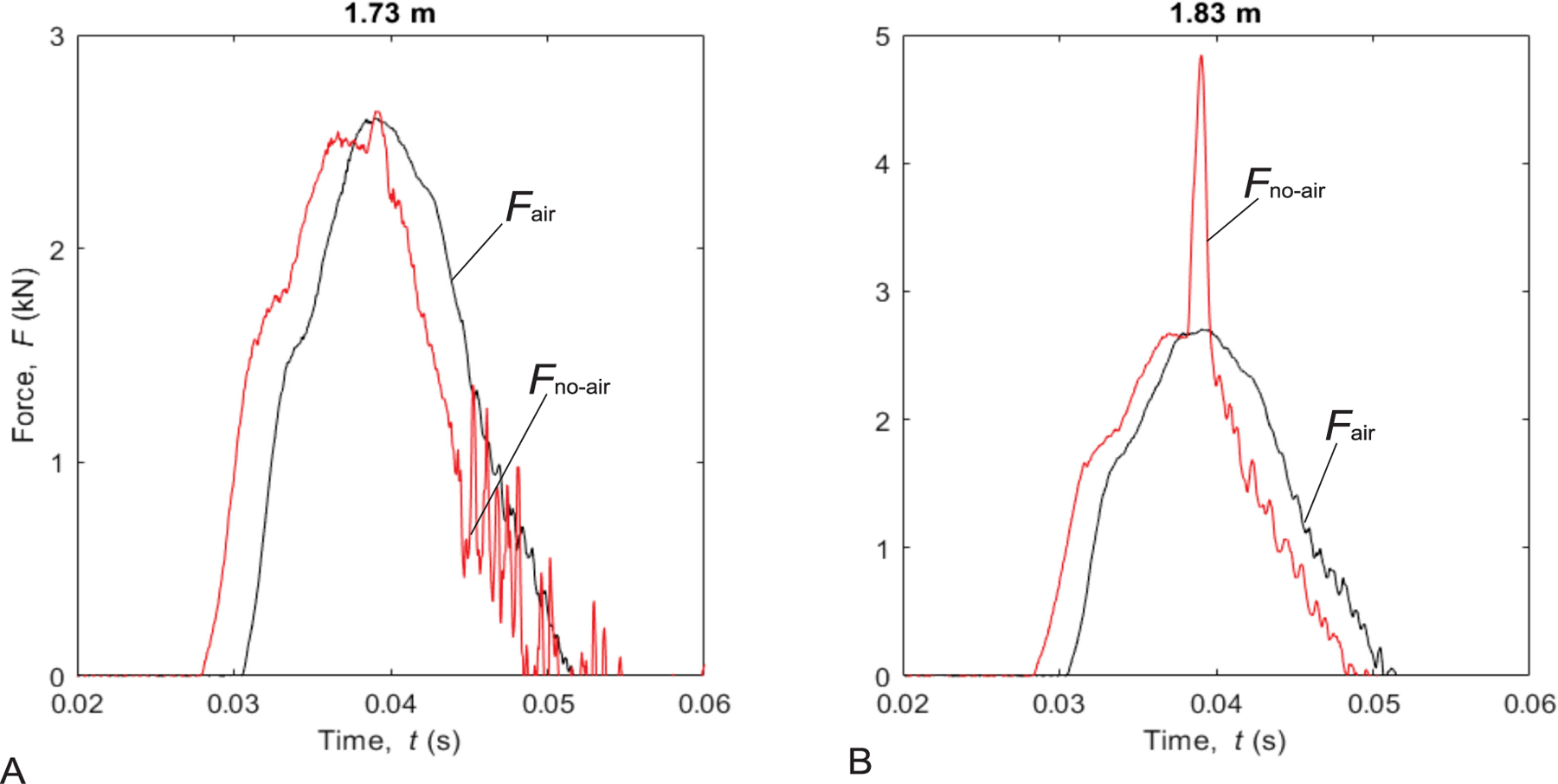
Analysis of the variations of the transmitted force responses around the failure of the helmets. (A) Drop height 1.73 m. (B) Drop height 1.83 m. The red lines and black lines are the results of the off-the-shelf helmets and the helmets with air bubble cushioning liner, respectively. The impact force actuated the high frequency vibrations in helmets and the air bubble cushioning liner helped damp these system vibrations.
ANSI Z89.1 standard requires a top impact dropping with an impactor of 3.6 kg at a velocity of 5.5 m/s, which is approximately equivalent to a drop height of 1.73 m for our drop tower tester (Fig. 3A). The drop height that is compliant with the ANSI Z89.1 standard is approximately 12% higher than the theoretical estimations due to the frictional loss of the system. Our results show that the off-the-shelf helmet model selected in the current study passes ANSI Z89.1, which requires the transmitted peak force to be less than 4.45 kN. However, the selected helmet model fails to pass EN14052 – European standard for high-performance industrial helmets, in which the helmet will be tested with an impactor of 5.0 kg from a drop height of 2.04 m; the maximal force transmitted to the helmet shall be less than 5.0 kN. Our results demonstrate that adding an air bubble cushioning liner to a basic Type I construction helmet would substantially increase the shock absorption performance at high impact forces, providing better protection and making it possibly pass more stringent test standards.
It is interesting to observe that the helmets show a narrow scattering (low standard deviation value) in the peak transmitted force data when the shock absorption performance is in the stable range (i.e., h < 1.73 m) (Fig. 7). The scattering in the peak transmitted force test data becomes substantially larger once the drop height is above 1.73 m, reflecting unstable mechanical characteristics of the suspension system. The peak transmitted force data for the helmets with the air bubble cushioning liner show a narrow scattering for the entire drop height range, indicating stable mechanical characteristics of the suspension system for the entire test range.
Helmets are used to protect repeated head impacts in many sports activities. Previous studies show that the shock absorption performance will get worse during repeated impacts for many sports helmets, such as baseball helmets [25], equestrian helmets [26], and hockey helmets [27]. In our previous study [21], type I construction helmets were found to experience cumulative structural damage, resulting in a degradation of shock absorption performance during the repeated impacts. It is not known if adding air bubble cushioning liner to a construction helmet will increase its endurance for repeated impacts.
A further limitation of the current study is that we tested only one selected helmet model from a particular manufacturer. The shock absorbtion performance of the air bubble cushioning liner may be different for different helmets if tested using the proposed approach. In addition, we tested the helmets only in top impacts, since Type I helmet is not required to be tested for lateral impacts according to current test standards [5, 6, 7]. However, if the proposed method is applied to Type II helmet models, the shock absorption performances for lateral impacts should be evaluated. The shock absorption mechanisms for Type I and Type II helmets are different. For Type I helmets, the shock impact is mainly absorbed by the belt suspension system, whereas the shock impact is mainly absorbed by the foam liner materials in Type II helmets [28]. It is not known if adding air bubble cushioning liner will improve the shock absorption performance for Type II helmets. The proposed test methodology needs to be further verified using Type I and II helmets from different manufacturers.
In summary, in the current study we found that adding air bubble cushioning liner to a basic Type I construction helmet will substantially increase the shock absorption performance for large impacts. The current study represents the first to use air bubble cushioning in the helmet suspension systems. Our findings may help manufactures improve helmet designs, thereby reducing the potential for WrTBIs. The concept of the air bubble cushioning may not only be used for construction helmets, but also be used for sports helmets to increase the shock absorption performance.
Acknowledgement
We would like thank Mr. Max Byron (undergraduate student of Industrial Engineering, West Virginia University) for his assist in the experimental set-up and experiments.
This project was made possible through a partnership with the CDC Foundation. We want to express our gratitude to Turner Construction Company, Liberty Mutual Insurance, Zurich Insurance Group, and Chubb Group for their generous contributions to this project via the CDC Foundation.
Disclaimers
The findings and conclusions in this report are those of the authors and do not necessarily represent the official position of the National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention. Mention of any company or product does not constitute endorsement by the National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention.
References
- [1].Kim SC, Ro YS, Shin SD, Kim JY, Preventive effects of safety helmets on traumatic brain injury after work-related falls, Int J Environ Res Public Health 13 (11) (2016) pii: E1063. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [2].Hino Y, Fundamental study on relationship between human injury probability due to fall and the fall height, Work 41 Suppl 1 (2012) 3339–42. [DOI] [PubMed] [Google Scholar]
- [3].Tiesman HM, Konda S, Bell JL, The epidemiology of fatal occupational traumatic brain injury in the U.S, Am J Prev Med 41 (1) (2011) 61–7. [DOI] [PubMed] [Google Scholar]
- [4].Thurman DJ, Alverson C, Dunn KA, Guerrero J, Sniezek JE, Traumatic brain injury in the United States: A public health perspective, J Head Trauma Rehabil 14 (6) (1999) 602–15. [DOI] [PubMed] [Google Scholar]
- [5].ANSI, Ansi/isea z89.1: American national standard for industrial head protection (2014).
- [6].BS, EN 14052: 2012+A1: High Performance Industrial Helmets (2012).
- [7].BS, En 397:2012+a1: Industrial safety helmets (2012).
- [8].Corrales MA, Gierczycka D, Barker J, Bruneau D, Bustamante MC, Cronin DS, Validation of a football helmet finite element model and quantification of impact energy distribution, Ann Biomed Eng (2019). [DOI] [PubMed]
- [9].Decker W, Baker A, Ye X, Brown P, Stitzel J, Gayzik FS, Development and multi-scale validation of a finite element football helmet model, Ann Biomed Eng (2019). [DOI] [PMC free article] [PubMed]
- [10].Falsetti HL, Burke ER, Feld RD, Frederick EC, Ratering C, Hematological variations after endurance running with hard-and soft-soled running shoes, Phys Sportsmed 11 (8) (1983) 118–27. [DOI] [PubMed] [Google Scholar]
- [11].Hewitt S, Dong RG, Welcome DE, McDowell TW, Anti-vibration gloves?, Ann Occup Hyg 59 (2) (2015) 127–41. [DOI] [PubMed] [Google Scholar]
- [12].Welcome DE, Dong RG, Xu XS, Warren C, McDowell TW, Tool-specific performance of vibration-reducing gloves for attenuating fingers-transmitted vibration, Occup Ergon 13 (1) (2016) 23–44. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [13].Wu JZ, Wimer BM, Welcome DE, Dong RG, An analysis of contact stiffness between a finger and an object when wearing an air-cushioned glove: the effects of the air pressure, Med Eng Phys 34 (3) (2012) 386–93. [DOI] [PubMed] [Google Scholar]
- [14].Song Y, Zhang T, Wang Z, Study on buffer characteristics of air cushion used as hip protector, J Appl Biomater Funct Mater 16 (1 Suppl) (2018) 32–36. [DOI] [PubMed] [Google Scholar]
- [15].Boroujeni S, Inflatable hip protectors, Ph.D. thesis (2012).
- [16].Lee SH, Park JS, Jung BK, Lee SA, Effects of different seat cushions on interface pressure distribution: a pilot study, J Phys Ther Sci 28 (1) (2016) 227–30. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [17].Soroka W, Fundamentals of Packaging Technology, IoPP, 2002. [Google Scholar]
- [18].Yam K, Encyclopedia of Packaging Technology, John Wiley and Sons, 2009. [Google Scholar]
- [19].Malasri S, Plastic tote distribution, International Journal of Advanced Packaging Technology 1 (1) (2013) 40–52. [Google Scholar]
- [20].Wu JZ, Pan CS, Wimer BM, Quantification of the shock absorption performance of construction helmets in top impact, in: 42nd Annual Meeting of the American Society of Biomechanics., Rochester, MN., 2018. [Google Scholar]
- [21].Wu J, Pan C, Wimer B, Evaluation of the shock absorption performance of construction helmets under repeated top impacts, Engineering Failure Analysis 96 (2019) 330–339. [DOI] [PMC free article] [PubMed] [Google Scholar]
- [22].Wolter KM, Taylor Series Methods, Introduction to Variance Estimation, Springer, New York, 1985. [Google Scholar]
- [23].Prasad P, Mertz H, The position of the United States delegation to the ISO working group on the use of HIC in the automotive environment, Tech. rep., Society of Automotive Engineers (1985).
- [24].NHTSA, Head Impact Protection, 49 CFR §571.201, FMVSS201, National Highway Traffic Safety Administration (NHTSA) (1997). [Google Scholar]
- [25].Tomioka R, Arai K, Seki M, Morita T, Iwahara M, Nagamatsu A, Shock absorption performance of baseball helmets against repeated impact., Journal of Japan Society of Sports Industry 19 (2) (2009) 105–111. [Google Scholar]
- [26].Mattacola C, Johnston J, Han D, Glueck A, Abt J, Heebner N, Effect of repeated testing on equine helmet impact, British J Sport Med 51 (11) (2017) 65. [Google Scholar]
- [27].Pearsall D, Hakim-Zadeh R, Durability of ice hockey helmets to repeated impacts, in: Joint Conference 12th ISB and 29th ASB ( Iternational Society of Biomechanics and American Society of Biomechanics), Cleveland, Ohio, USA, 2005, p. 696. [Google Scholar]
- [28].Swaren M, Holmberg H, Eriksson A, Repeated low impacts in Alpine ski helmets, Sports Tech 6 (1) (2013) 43–52. [Google Scholar]