

Abstract
COVID-19 pandemic outbreak dictated the extensive use of personal protective equipment (PPE) by the majority of the population and mostly by frontline professionals. This need triggered a sudden demand that led to a global shortage of available PPEs threatening to have an immense contribution to the virus contamination spread. In these conditions, the need for a local, flexible, and rapid manufacturing method that would be able to cope with the increased demand for PPE fabrication arose. 3D printing proved to be such a manufacturing technique since its working principles make it an ideal technology for local, decentralized production of PPEs meeting the local demands. While considered to be more environmentally friendly than conventional fabrication techniques and aligning well with the principles of sustainability and circular economy, 3D printing can produce waste as the result of potential failed prints and material used for the fabrication of support structures. This paper describes the case of utilizing pre-existing FDM 3D printing equipment in an academic facility for the production of PPEs (face shields) and their distribution according to local demands. The plastic wastes produced were forwarded to a recycling process that led to their conversion to 3D filament that would be returned to the academic facility as raw material for future 3D printing operations. The followed procedure minimized 3D printing waste and led to a zero-waste fabrication case that was initiated in a pandemic for a greater-good cause (production of COVID-19 fighting PPEs) while assimilating the values of sustainability and circular economy.
Graphical abstract

Keywords: 3D printing, COVID-19, Recycling, Personal protective equipment, Circular economy, Sustainability
Introduction
The Coronavirus Pandemic
The coronavirus pandemic 2019 (COVID-19) is a global pandemic caused by the SARS-CoV-2 coronavirus and was initially referred in Wuhan, the capital of China’s Hubei Province, in December 2019. By October 8, 2020, more than 36.2 million cases had been confirmed in 215 countries and regions, more than 1.05 million deaths from the disease had occurred, and more than 25.2 million people had recovered. The virus is spread among the population through droplets produced when an infected subject sneezes or coughs [1].
Public health professionals stress the importance of basic hygiene practices in preventing infection and have issued suggested behavioral guidelines for people suspected of having the virus [1]. In this context, the need for employing personal protective equipment (PPE) is constantly growing. PPEs must be used by the majority of the population (except from children of very young age) such as people who are already infected (in order not to spread the virus even more), the people who are not yet infected as a protective measure and mostly by professionals working on the frontline of the healthcare system. For example, it is reported that in a healthcare facility in China, it was confirmed that the 29% of hospital-associated transmission involved health professionals [2].
Thus, the need for using PPEs stands stronger than ever. PPEs should be adequately supplied while users must be well trained regarding their usage [3]. Medical supplies such as face shields, masks, mask adjusters, respirator parts, hands-free door openers, testing kits, nasopharyngeal swabs, quarantine booths and medical ventilators are considered vital for performing medical procedures. However, during COVID-19 pandemic outbreak, the demand for such protective equipment and medical supplies has increased exponentially. This led to a global shortage of available PPEs creating a health-measure gap threatening to have an immense contribution to the virus contamination spread. In many countries around the world, the shortage of such equipment caused massive problems that almost led to the collapse of local healthcare units. Reports from the USA state that healthcare professionals did not have access to PPEs and had to improvise in order to protect themselves while working in the hospital frontlines. Commercially available raincoats [4, 5] and googles/masks were utilized in attempt to imitate proper PPE protection, often with poor results in real protection levels as well as with low medical staff [6, 7]. Such reports are also accompanied by reports from Europe and especially Italy, where the need for PPEs and other medical equipment like respiratory valves was increased due to the increased virus load [8, 9].
The reasons for the shortage of the aforementioned PPEs and other medical supplies are numerous. The most obvious one is the sudden outbreak of a vast scale pandemic. The magnitude of the pandemic outbreak created a demand shock in the global market of PPEs. This demand was not only triggered by the healthcare system but also from the general public who was urged to use PPEs in order to minimize the virus spread. Local governments’ failure to encourage local production and to foresee this demand escalation along with global supply chain breakdown proved to be contributing factors as well [5, 10–13]. Domestic supply chains proved unable to cope with the sudden high demand while the majority of the PPE production was carried out offshore. COVID-19 pandemic imposed several restrictions on logistics operation causing several problems in the greater supply chain. Therefore, the need for a local, flexible, and rapid manufacturing technique that would be able to cope with the increased demand for PPE fabrication was greater than ever.
Additive Manufacturing Technology
Driven by the need for fast prototype production without making molds or special tools, 3D printing was introduced in the late 1980s. Its later utilization revealed its high potential on minimizing product development time, manufacturing small batches of highly customized products as well as local production from highly innovative small- and medium-sized enterprises (SMEs). This method involved the direct fabrication of three-dimensional solid objects derived from a digital CAD model file. This was accomplished by utilizing an additive manufacturing process where a layer by layer fabrication leads to the final creation of an actual physical object. Each layer can be visualized as a thin sliced horizontal cross section of the fabricated object. This technology is also known as “rapid prototyping” or “rapid manufacturing” and allows swift and easy transition from CAD design concepts to the automated fabrication of physical objects. Its contribution is immense in limiting the time gap between the product design and the prototype fabrication, hence the term “rapid.” Therefore, bearing in mind the limitations of traditional manufacturing techniques, additive manufacturing technology emerges as an auspicious group of fabricating methods that feature many advantages [14]. Thus, in a timely and cost-effective manner, designers now have the necessary tool to ameliorate their initial designs to the direction of the desired object, and this is made possible without the presence of expensive molds and industrial tooling infrastructure. This technology is often described as “the new industrial revolution” [15], and through a series of technical advances, it can nowadays be considered as an end-product manufacturing method as well. The expiration of several relevant patents during the 2010s along with the introduction of open-source 3D printers triggered the expansion of 3D printing globally in terms of offering small-sized desktop 3D printers and consumables at affordable pricing. In this way, nowadays, 3D printers can be found in academic institutions, companies, dedicated makerspaces, and fab labs. Also, a high number of hobbyists nowadays own small desktop 3D printers in the houses [16, 17].
3D Printing Technology on PPE Applications
3D printing emerges as an ideal manufacturing method featuring high potential in order to fabricate PPEs, locally, in accordance to the requested demand. During the COVID-19 pandemic outbreak, there have been numerous cases where 3D printing was utilized toward this direction. Some healthcare institutions already owning 3D printers used on other occasions (i.e., for fabrication of pre-surgery 3D models, etc.) shifted toward fabricating PPEs according to their own demands [18–21].
Companies whose production lines were put on halt due to the pandemic outbreak also used their 3D printers toward this direction. Enterprises, such as SpaceX, Tesla, AirCo, INKSmith, Markforged, Formlabs, Voodoo Manufacturing, and Resonance, 3M, Johnson Safety Products, Alpha ProTech, DuPont, MSA Safety, Honeywell, Ansell, etc., manufactured PPEs and other protective equipment [22–24]. More specifically, thousands of 3D antibacterial bio-cellulose swabs lattice structure for COVID-19 testing as well as antibacterial bio-cellulose masks and respirator valves have been produced in this way [13]. Other relevant cases include the fabrication of medical devices (ventilator valves, mask connectors for CPAP and BiPAP, emergency respiration devices, etc.), testing devices such as nasopharyngeal (NP) swabs, training and visualization aids (medical manikins and bio-models), personal accessories (face masks, mask fitters and adjusters, door openers), as well as emergency dwellings (3D printed isolation wards) [8, 25]. In addition, local maker communities comprised mainly from individuals and SMEs owning 3D printing equipment participated in the joint effort of producing PPEs in response to local demands. This local but decentralized production model suggested that each 3D printer owner would fabricate a specific PPE type at the maximum fabrication volume possible and then deliver them in a pre-designated spot for further distribution [9, 13, 19, 26–32].
Material Usage and Recycling Potential
Based on the aforementioned data, 3D printing can be considered as an ideal technology for the fabrication of customized items, regardless of their, potential, complex geometry. The nature of this additive process that functions on a layer by layer basis supposedly uses only the amount of material needed for the fabrication of a specific item. Based on this hypothesis, if a 3D printed item weighs, e.g., 100 grams, the 3D printer just has to consume 100 g of raw material. This might be true for some 3D prints; on the other hand, other 3D prints require an amount of support material for their successful completion. More specifically, support structures are printed simultaneously with the part and function as structures providing a reinforcing substrate against steep overhangs and cantilevered sections on the printed part. Supports are generated by the dedicated 3D printer’s slicing software, prior to the printing process and must be fabricated in such a way that allows the user to easily remove them when the 3D printing process is over.
Another potential disadvantage of the process is the case where an FDM 3D printing process is not completed or is completed and the fabricated item does not meet the quality or the aesthetical standards that were set, thus, considered a failed print. This can happen for a number of reasons. Motor stall, nozzle blockage, bearing failure, timing belt break, abnormal extrusion, and 3D printed item detaching from the platform are some of the reasons reported for failed 3D prints [33]. Failed prints are estimated to cause a material waste of around 19% according to the literature [34]. The total percentage of the material wasted in FDM 3D printing processes is estimated to be 34%, adding the material used for the support structures as well [34].
Despite the aforementioned claims, 3D printing is considered to be more environmentally friendly than conventional fabrication techniques, thus promoting sustainable production. 3D printing is positioned among the most cost-effective, low-input, and low-output outlets in low-volume, personalized, and high-value production chains, such as aerospace and medical device manufacturing. This reduces energy consumption, resource requirements, and relative CO2 emissions throughout the product life cycle, promoting a shift to more digital and local supply chains. Computational models show that 3D printing achieves the potential to reduce costs by $170–593 billion, total primary energy supply by 2.54–9.30 Ej, and CO2 emissions by 130.5–525.5 Mt by 2025 [35]. The principles and modus operandi of 3D printing technology align well with the principles of sustainability and circular economy [36, 37] toward shifting society in a more sustainable direction [38, 39]. Faludi et al. [40] compared the ecological footprint of two different 3D printers (FDM and PolyJet categories) to a traditional CNC milling machine using life cycle assessment (LCA). The results indicated that the FDM 3D printer category featured the lowest ecological impact per part.
3D filament is the primary raw material that the majority of 3D printers utilize for printing. In the same way, a traditional 2D printer needs ink cartridges in order to print, and 3D printers need filament made of plastic. A fair amount of the filament produced nowadays is derived from virgin petroleum-based plastic which contributes to the production of increasing global waste amounts and carbon emissions, thus leading to environmental damage [41]. In this direction, a potential 3D filament recycling scenario would look really appealing in terms of decreasing the environmental impact of the process and making it more sustainable [42]. This would provide a unique recycling opportunity to make 3D filament out of used, plastic waste and on the other hand, to produce 3D filament from a plastics stream derived from 3D printing process waste (support structures and failed prints).
According to literature reports, the process of producing 3D filament from recycled plastic streams is not yet considered as widely adopted due to the fact that there are very limited choices in acquiring and using dedicated polymer pelletizer and 3D filament fabrication equipment. However, due to the open-source hardware options that are available in the literature [43], the fabrication of such equipment is made possible by utilizing a combination of materials commercially available and 3D printed items [44]. In addition, a very limited number of commercially available 3D filament fabrication desktop equipment presented recently are also an alternative solution for such equipment [45].
There is a number of published reports that describe the recycling process that leads to the fabrication of 3D filament [46–51] both from commercial waste plastic streams as well as from streams derived from 3D printing process waste. Some of these reports also describe the creation of hybrid 3D filaments that incorporate wood particles (derived from wood processing techniques) into polymeric matrixes in an attempt to create 3D filaments with the external appearance of wood and the fluidic characteristics of the polymers used as matrixes (i.e., PLA and ABS materials) [52–54]. Also, the establishment of a Green Fab Labs network that will use recycled raw material from local recycled plastic streams is proposed as an optimal solution locally, promoting a sustainable production model [55].
Circular Economy Considerations
Recycling processes have been conceived and practiced from the early stages of industrialization in an attempt to promote the idea of material cycles that, consequently, reduce the negative environmental impacts and boost new business opportunities. A major topic in global sustainable development is the linear (one way) throughput flow of materials and energy between nature and human economy [56]. Addressing the tendency toward unsustainable global linear flow economy, literature [56, 57] suggests a shift toward the physical flow concept in which the flows are reverse—the concept of circular economy. Embracing the newly introduced context of circular economy, recycling processes not only acts as an embankment against the dominant linear throughput flow model but also are part of a greater approach dictating product, component and material reuse, remanufacturing, refurbishment, repair, cascading, and upgrading, as well as solar, wind, biomass, and waste-derived energy utilization throughout the product value chain and cradle-to-cradle life cycle [58].
In an attempt to approach the greater concept of circular economy, it is recognized as a concept backed primarily by the European Union and a number of other countries. Mainly addressed as a new trend incorporating various elements from environmental protection field, it was introduced in a theoretical and stochastic way, mainly developed and led by practitioners, i.e., policy-makers, businesses, business consultants, business associations, business foundations, etc. [56]. This approach, while being a visionary stepping stone toward setting a common ground, lacks scientific validation. Although many definitions of circular economy are available in literature (many of them based on Ellen MacArthur Foundation [59]), a great degree of diversity can be found between them. The incorporation of sustainability elements in a more holistic, and at the same time, scientific way is probably the more suitable approach toward defining circular economy. Initially, according to the literature, sustainable production can be defined as “the creation of goods and services using processes and systems that are: non-polluting; conserving of energy and natural resources; economically viable; safe and healthful for workers, communities, and consumers; and, socially and creatively rewarding for all working people” [58].
Korhonen et al. [56] considering the concept of CE from the perspective of sustainable development (which is also the perspective of this paper) and its three dimensions, economic, environmental, and social, suggests the following definition for CE: “Circular economy is an economy constructed from societal production consumption systems that maximizes the service produced from the linear nature-society-nature material and energy throughput flow. This is done by using cyclical materials flows, renewable energy sources and cascading-type energy flows. Successful circular economy contributes to all the three dimensions of sustainable development. Circular economy limits the throughput flow to a level that nature tolerates and utilizes ecosystem cycles in economic cycles by respecting their natural reproduction rates.” [56]. In this spirit, it is more than evident that a successful circular economy model should adequately contribute to all three dimensions of sustainable development, economic, environmental, and social.
Fully embracing the well-set argument presented on the literature [57] that circular economy is not a theory but an emerging approach to industrial production and consumption, the authors of this paper report the case of fabricating face shield PPEs during the outbreak COVID-19 by employing 3D printing methods at the Department of Industrial and Product Design Engineering at the University of Western Attica, Greece. In addition, the waste stream produced from this particular process was fully recycled by utilizing state-of-the-art 3D filament recycling equipment, in an attempt to transform the aforementioned PPE fabrication into a sustainable, zero-waste, production process within the context of practicing the core values of circular economy.
In this context, the transition toward a holistic circular economy approach is further supported by adopting the term of zero-waste manufacturing (ZWM). ZWM describes a group of methodologies aiming toward shifting to a circular economy context by developing manufacturing technologies that eliminate waste across the entire waste value chain to the maximum possible degree by adopting re-use and recycling [60]. Singh et al. describe that ZWM is not only limited to eliminating the waste of a single process but also to re-cycle or re-design or re-use the waste produced from one process in another process [61]. Digital manufacturing (DM) is also referred as a group of processes where resource efficiency means optimal utilization of materials and energy in the manufacturing of products, thus eliminating pollution and reducing costs [61].
Methodology Approach
Fabrication of Protective Face Shields
The COVID-19 pandemic spread in major cities of Greece was found to be at the average of the European countries [62, 63]; however, the shortage of PPEs to be used by frontline healthcare professionals was soon reported in the first months of the outbreak.
More specifically, the use of protective face shields along with the simultaneous use of protective face masks was emerged as, probably, the best combination to protect the human face from the virus’ droplets. In Greece, while protective face masks also faced supply shortages (but remained generally available), protective face shields suddenly reached high demand but their supply capability was marginal. The demand reached its peak because a vast number of healthcare professionals belonging to the greater healthcare system suddenly felt the need of using a protective face shield. Apart from hospital doctors and nurses, private doctors, rescuers operating ambulances, private dentists, staff working on local government organizations, and many other public servants coming in direct contact with an increased number of citizens every day needed a face shield for complementary protection.
In this context, along with other initiatives in Greece, the Non-Destructive Techniques and System Diagnosis Laboratory of the School of Engineering at the University of Western Attica, Greece, utilized its FDM 3D printing equipment to produce 800 protective face shields that would be donated to public and private hospitals, municipality frontline staff in need of such equipment as well as to penitentiary facilities. Literature findings also suggest that most of the PPEs as well as in-demand medical tools are made of such 3D printers, which are cost-effective, require less processing time and their capital and operational cost is low [8].
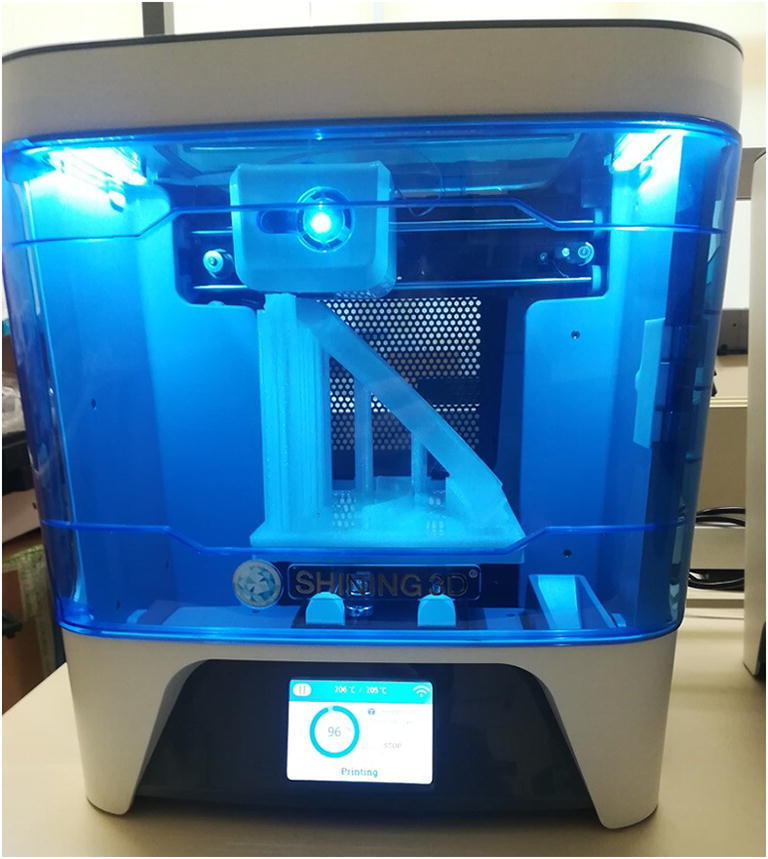
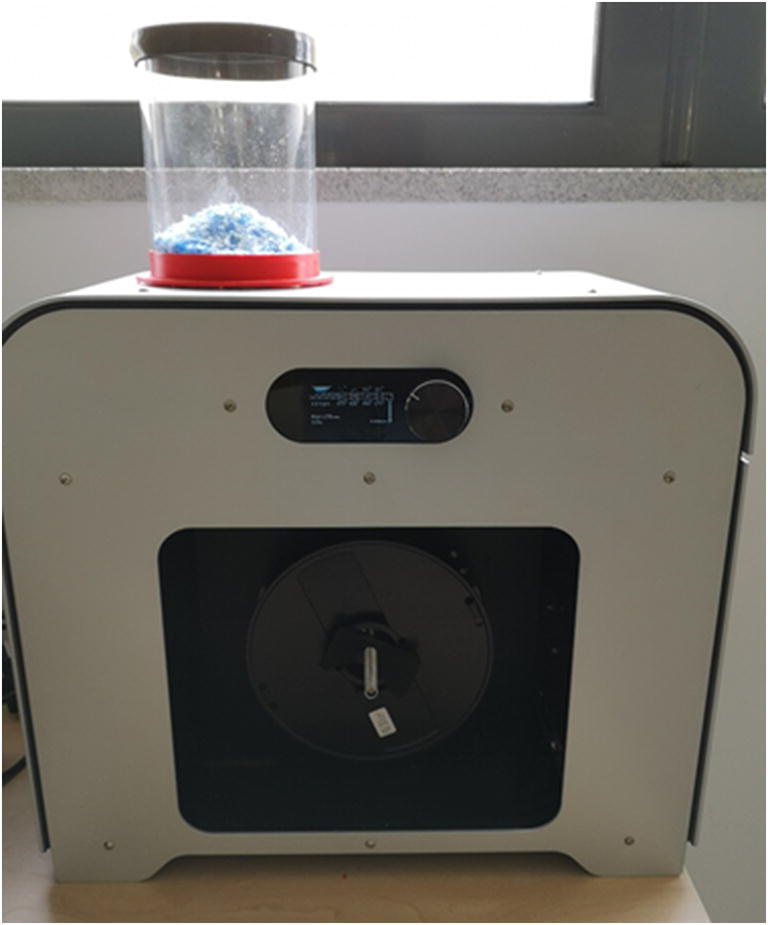
The 3D printers employed belong to the desktop FDM category that has the ability to fabricate three-dimensional physical items by using a variety of thermoplastic materials such as PLA, ABS, and PETG. More specifically, Einstart®-C desktop 3D printers from Shining 3D® manufacturer were utilized for the fabrication process. The aforementioned 3D printers were already operational in the Non-Destructive Techniques and System Diagnosis Laboratory for research and educational purposes. Their closed chamber architecture favors the use of a variety of thermoplastic materials, some of which demand the passively heated enclosure provided on this 3D printer (like ABS). In addition, their closed chamber architecture adds increased safety levels, especially when operated by undergraduate students in educational processes. The 3D printer along with a 3D printed face shield are depicted in Fig. 1.
Fig. 1.

3D printing equipment used in the fabrication process along with a 3D printed protective face shield
The protective face shield 3D model file used for the 3D printing process was the RC3 face shield .stl file, distributed by PRUSA™ as an open-source file. This specific design was selected due to its ease of fabrication and assembly, its low cost, and its certification (ČSN EN 166:2002/OPR.1:2010 (EN 166:2001) 1 S 3) [64]. The material used for the fabrication process was PLA. It was selected because of its unique characteristics, such as biodegradability (due to the high percentage of biomass incorporated into its production), ease of use in the 3D printing process, recyclability [44], and compatibility with direct contact with human skin [65].
Prior to the 3D printing process, the 3D model file (.stl) was imported to the dedicated slicing software of the 3D printer. The printing nozzle temperature was set at 205 °C while the platform temperature was set at 55 °C. Printing speed was set at 50 mm/s and retraction distance at 1.5 mm. Model infill was set at 30% while the number of external perimeters was set at 3 perimeters [64]. These process parameter settings resulted to a 3D printing job that lasted 3.5 h for the production of a single face shield. Due to the dimensions of the 3D model and size limitations of the 3D printers used, the upper part of the face shield had to be printed at a 45° angle in order for the model to fit in the available space of the printer. Lower angles that would minimize supports’ presence could not be achieved for this 3D printer’s dimensions. This led to the use of support structures, essential for the successful fabrication of the item. Since the 3D printer used features a single extrusion head, the model and support material are the same, thus PLA. The printing process depicting all the aforementioned details can be pictured in Fig. 2.
Fig. 2.
3D printing fabrication of a single protective face shield. Support structures can be identified as the vertical to the platform structures while the model structure can be identified printed at 45° angle
Upon the completion of the 3D printing process, the model and support structures were manually separated from each other. The model structures were further forwarded for assembly while the support structures are considered as waste and were stored accordingly. The total mass of the printed structure (including model and support structures) was found to be 109.2 g. Upon separation, the model structures were found to weigh 46.5 g while support structures were found to weigh 62.7 g. The detached model structures consisted of the upper and lower parts of the protective face shield are depicted in Fig. 3, and a list of supplies used for the 3D printing fabrication are listed in Table 1.
Fig. 3.
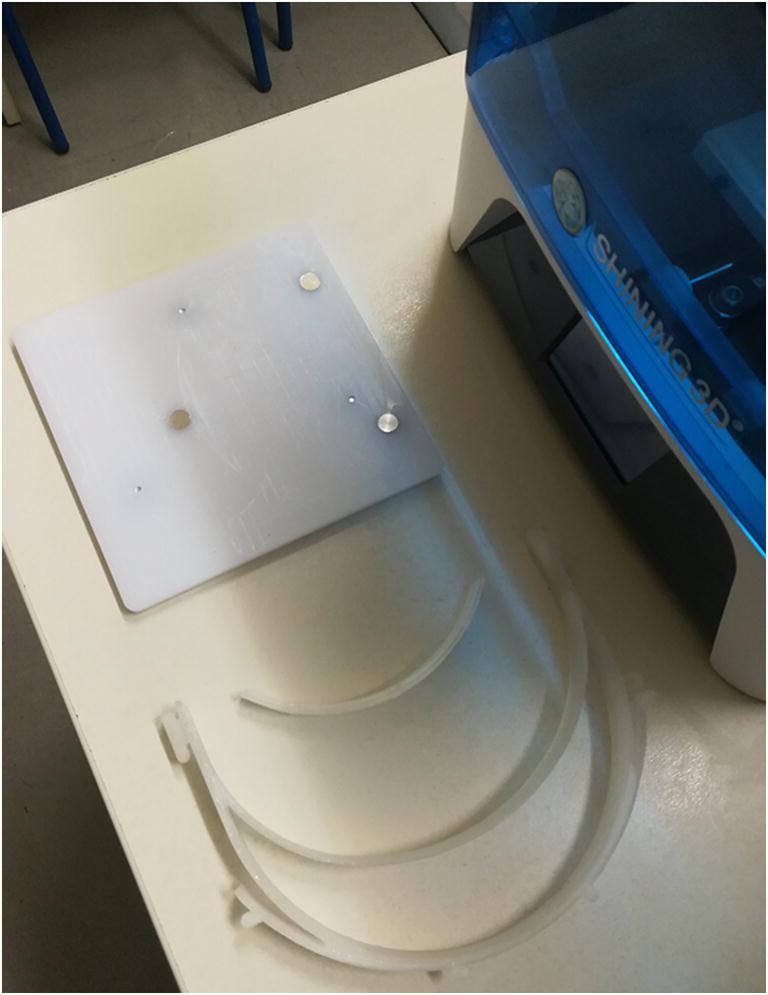
3D printing fabrication completion. The model structures can be identified upon their separation from the support structures and detachment from the 3D printer’s platform
Table 1.
List of supplies used for the 3D printing fabrication of the protective face shields
| Item | Equipment used | Approximate cost | Sources |
|---|---|---|---|
| 1 | Einstart-C® 3D Printer by Shining 3D® | € 500 | Shining3d.com |
| 2 | PLA filament for the face shield structural components’ fabrication | € 20 per 1 kg spool | Local 3D printing supplies stores |
| 3 | Clear PVC 240Micron A4 protective cover sheets | € 20 (pack of 100) | Local supplies stores |
| 4 | Headband made of elastic, pre-drilled, fabric | € 0.5/1m | Local supplies stores |
Waste material recycling process
While the model structures were gathered for assembly with the other face shield components, the support structures were separately collected and stored in order to be forwarded for recycling. This was decided in an attempt to transform this process into a zero-waste process, where all the removed support structures and a small number of failed prints would be recycled. The recycling process chosen to be conducted was a process where the PLA waste material would be recycled in such a way that it would be converted to 3D Printing filament. The recycled 3D Printing filament would be then stored as the raw material for future 3D Printing production runs.
The recycling process took place at the BlueLab makerspace facility in Piraeus. The equipment used were a shredder and a filament extruder (both provided from 3DEVO®) as well as a filament dryer. The PLA wastes were shredded into smaller pieces by using the shredding equipment. The shredded pieces were no larger than 5 mm because this is the maximum size that could successfully be processed through the filament extruder. Shredder and shredded pieces can be viewed in Fig. 4.
Fig. 4.

Shredding equipment and 3D printing waste shredded pieces
PLA waste-derived material alone can be extruded, but the filament derived from the process is brittle and not suitable for use in a 3D printer. In this context, virgin PLA material in granulated form was added to the shredded PLA waste to improve the waste material properties. Similar practices are reported in the literature for other materials as well, such as PLA [66–68]. The virgin PLA material in granulated form is depicted in Fig. 5.
Fig. 5.
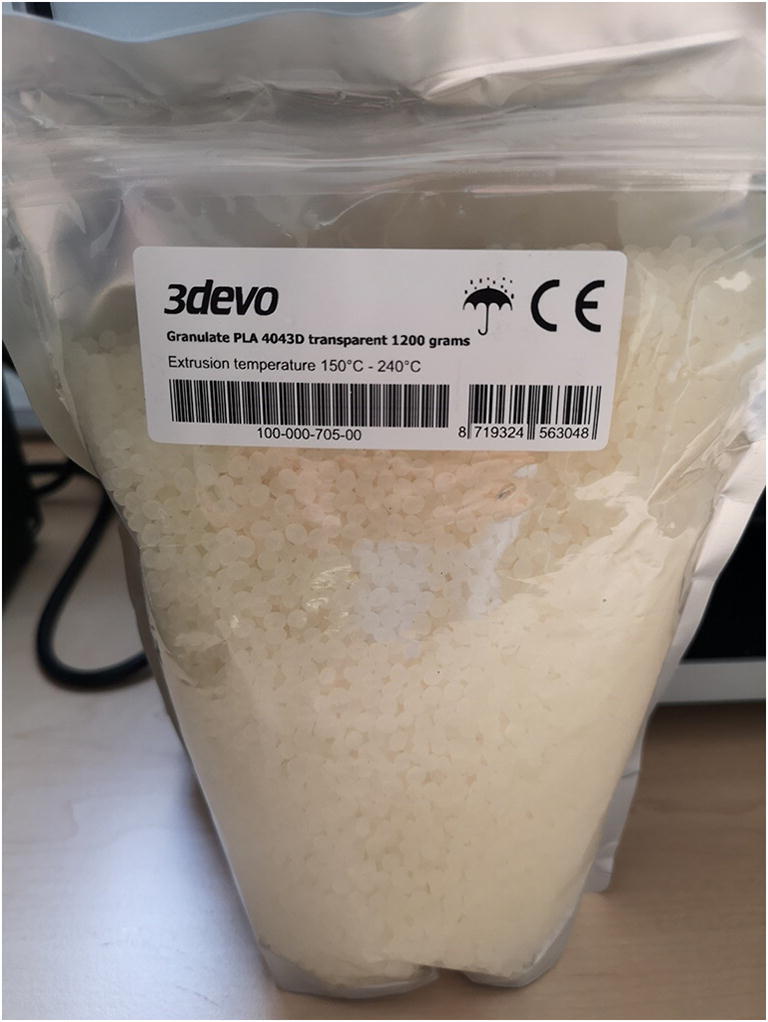
Virgin PLA material in granulated form used on the recycling process
The shredded PLA waste material was mixed with the virgin PLA granulated pellets in an approximately 70–30 weight-percent ratio. Prior to the extrusion process, the aforementioned blend of PLA material was heated in a dryer to help remove any excess moisture that may have been absorbed by the PLA blend. The dryer was set to 60 °C, and the drying time was set to 2 h. Figure 6 depicts the shredded material and drying process.
Fig. 6.

Shredded material and drying process
The filament extruder apparatus used was Composer 450 provided by 3DEVO®. It features an extruder nozzle diameter of 4 mm capable of reaching a maximum temperature of 450 °C. It also features a maximum production capacity of 1 kg/h and an optical sensor that verifies an accurate diameter measurement exhibiting 43-micron precision. Produced filament diameter is of crucial importance, because if the filament diameter is varying, the model printed from this material might vary in infill and thus in mechanical properties. The presence of this optical sensor constantly measures the filament’s diameter and gives feedback to the apparatus that adjusts the material feed accordingly. In this way, the filament diameter is constrained within this very small error margin ensuring the qualitative characteristics of the recycled, produced filament. The diameter measuring optical sensor is depicted in Fig. 8. The PLA blend was extruded right upon the drying process completion so that no moisture could be reabsorbed before the blend was forwarded to the filament extruder. Using the pre-set temperature profile of the filament extruder for PLA (extrusion temperature set at 180 °C), the PLA blend was extruded as 1.75-mm diameter filament and rolled into a spool in order to create a suitable 3D printing filament. The filament extruder apparatus during the filament fabrication process is depicted in Fig. 7. The spools used for the recycled filaments were the same initial spools used in the fabrication of the protective face shields and were preserved for this reason, in order to minimize any new plastic add-on in the procedure (Fig. 8). The recycled filaments were stored in the initial reusable bags that they came into (including silica gel) in order to protect them from humidity in the same way the manufacturer of the virgin material did. A flowchart of the proposed procedure is depicted in Fig. 9.
Fig. 8.
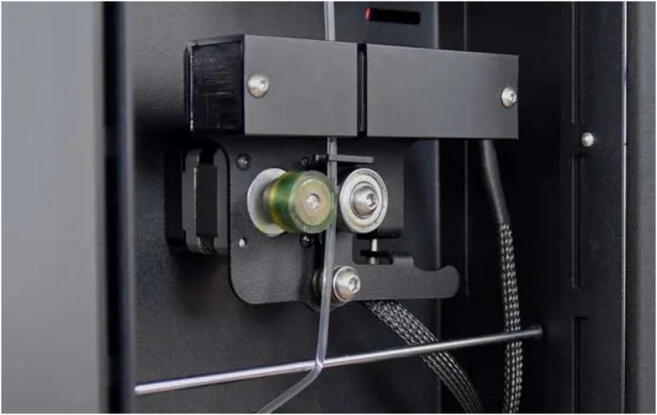
Filament extruder apparatus optical sensor measuring the diameter of the produced recycled filament
Fig. 7.
Filament extruder apparatus during the filament fabrication process
Fig. 9.

Flowchart of the proposed face shield manufacturing and waste material recycling proposed procedure
Financial Aspects
Initiating the fabrication process with an initial cost of 1760 euros for the purchase of 88 new PLA spools (spools of 1 kg), 87.36 kg was used to fabricate 800 face shields and 50.16 kg of waste was created. More specifically, from the initial 88 kg of new PLA material, 42.3% was turned into face shields, 57% was turned into waste and 0.7% was leftover. The initial cost of the 88 spools, i.e., 1760 euros, is divided, and from this, 744 euros correspond to the face shields, 1003.2 euros to waste and 12.8 euros to the unused surplus. That means that 57% of the cost—more than half the cost—would be thrown away unless recycled. Excluding the 0.64 kg of material left over from the original spools, we have two approaches regarding the face shield fabrication costs: (a) if the waste was thrown away, then the cost of the material corresponding to it (1003.2 euros) is transferred to the cost of the face shields so each face shield would cost (1003.2 + 744)/800 = 1747.2/800 = 2.2 euros per face shield; (b) if the waste is recycled, then the cost of each face shield corresponds only to the material cost, i.e., 744/800 = 0.93 euros per face shield. In this case, the costs have been calculated with simplification since the power consumed by the 3D printers has not been calculated.
Regarding waste recycling, 21.49 kg of virgin PLA material was added to the 50.16 kg of waste in order to make a mixture with proportions based on literature (30% virgin material − 70 waste material) and a total weight of 71.65 kg. The 21.49 kg of raw material cost 197.7 euros (all costs have been estimated according to the European market’s average prices). Therefore, with a total of 197.7 euros, 71.65 kg of new raw material were fabricated that cost (197.7/71.65 =) 2.76 euros per kilo. If the total cost is calculated, we would claim that 1003.2 euros worth of waste based on the purchase price of the original spools plus 197.7 euros of raw material (a total of 1200.9 euros) provided us with 71.65 kg of new raw material, i.e., final cost (1200.9 / 71.65 =) 16.77 euros per kilo. That is, with a total cost of the whole process (1760 + 197.7 =) 1957.7 euros, 800 face shields were fabricated. In addition, 71.65 kg in the form of 71 1 kilo spools and 1 spool of 650 gr, which together with the remaining 640 gr from the original spools make a total of 72 spools and 290 gr, were returned to the Non-Destructive Techniques and System Diagnosis Laboratory of the School of Engineering at the University of Western Attica, Greece, for further future use. Figure 10 depicts the material distribution during the proposed procedure.
Fig. 10.

material distribution during the proposed procedure
By adopting the proposed recycling procedure, with an expenditure of 197.7 euros, 71.65 kg of new raw material were saved and restocked for future use. On the contrary, if new material spools had to be purchased, that would be quantified as 72 spools for 20 euros each creating a total of 1440 euros. Thus, a saving of 1440 - 197.7 euros = 1242.3 euros was achieved which can be viewed as 1242.3/1440 = 0.86, i.e., 86% savings of raw material purchase costs. In order to produce 1 kg of new raw material, two dedicated devices (the shredder and filament maker) need to be utilized. The shredder must be employed for 1 h and has a declared power rating of 1100 W while the filament maker must be employed for 10 h and has a declared power rating of 350 W. According to the current ratings of the national electricity provider, the cost is 0.11058 euros per 1 KWh, i.e., for the operation of a 1000-W machine for 1 h. Thus, for each 1 kilo of new raw material the shredder appliance’s costs are (1.1 kW × 1 h × 0.11058 euros =) 0.1216 euros and the filament maker shredder appliance’s costs are (0.35 kW × 10 h × 0.11058 euros =) 0.387 euros. In total, the cost of electricity consumption is 0.5086 euros per 1 kilo of new raw material. For the production of 71.65 kg of new raw material (71.65 × 0.5086 euros) = 36.44 euros were spent regarding electrical energy consumption. The dedicated makerspace that performed the aforementioned recycling process charged no fees, due to the fact that it is operating in a non-profit scheme.
In conclusion, the total cost for waste recycling is 197.7 euros regarding raw material plus 36.44 euros regarding electrical energy consumption, creating a total cost of 234.14 euros. The laboratory, in order to acquire 71.65 kg of raw material, would have to purchase 72 spools of 1 kilo for 20 euros each, resulting in a total cost of 1440 euros. In this case, 234.14 euros were spent on resources (virgin material and electricity) and saved 1440 − 234.14 = 1205.86/1440 = 0.84 or 84% of the required amount of money. If the proposed recycling process procedure was not followed, the laboratory would have a loss of 1003.2 euros from the original spools, while it would have to buy 72 new spools, in the long run, that would result in a cost of another 1440 euros, summing to a total extra amount of 2443.2 euros.
Conclusions
The outbreak of COVID-19 pandemic demanded the extensive use of personal protective equipment (PPE) by the majority of the population such as people who are already infected (in order not to further spread the virus), people who are not yet infected as a protective measure and mostly by professionals working on the frontline of the healthcare system. This need created a sudden demand that led to a global shortage of available PPEs threatening to have an immense contribution to the virus contamination spread. The combination of this exponentially increasing demand along with the restrictions imposed to logistics operation caused a global supply chain breakdown leading to the aforementioned PPE shortage. In these conditions, the need for a local, flexible, and rapid manufacturing technique that would be able to cope with the increased demand for PPE fabrication was greater than ever.
3D printing proved to be such a manufacturing technique with numerous cases of its utilization for the fabrication of PPEs reported [18–24, 26–32]. This included healthcare institutions already owning 3D printers used on other occasions, companies whose production lines were put on halt due to the pandemic outbreak, local maker communities and SMEs owning 3D printing equipment, university labs where such equipment is used for research and educational purposes, as well as dedicated makerspaces and fab labs. The stand-alone modus operandi of 3D printing technology made it an ideal technology for local, decentralized production of PPEs meeting the local demands.
Literature reports suggest that 3D printing is considered to be more environmentally friendly than conventional fabrication techniques, aligning well with the principles of sustainability and circular economy towards shifting society in a more sustainable direction [36, 37]. FDM 3D printer category, which stands for the majority of desktop 3D printers worldwide, features the lowest ecological impact per part. However, there are reports indicating that a total of 34% of material can be considered as waste in 3D printing as the result of potential failed prints and material used for the support structures.
This paper describes the case of utilizing preexisting 3D printing equipment in a university lab for the production of PPEs (face shields) and their distribution according to local demands. While the 3D printers used for this process meet the educational and research standards that they were purchased for, on the other hand, the use of support structures for the production of the face shields was unavoidable. This waste material was forwarded to a local makerspace in order not only to be simply recycled but to be converted to 3D filament that would be returned to the university lab facility as raw material for future 3D printing operations.
The novelty of the proposed procedure is that the potential environmental footprint of additive manufacturing can be minimized dramatically by embracing fundamental elements of circular economy like recycling and therefore encourage the community and enterprises to continue using this technology to produce PPEs. On one hand, it minimizes 3D printing waste and leads to a zero-waste fabrication case that is initiated in a pandemic for a greater-good cause (production of COVID-19 fighting PPEs for a society in-need) and on the other hand, incorporates the values of sustainability and circular economy. The cooperation with a local makerspace for the conduction of the recycling process, the distribution of the fabricated PPEs in collaboration with local authorities, and the use of an industrial fabrication technique fall within the principles of the triple-helix system in circular economy were government, university, and industry overlap in contributing to systemic innovations that promote sustainability [69]. This case also features the fundamental elements of a good practice that can be further adopted and scaled-up by local communities and academic institutions worldwide and have a great impact on fighting COVID-19 pandemic while promoting sustainability and innovation.
Data Availability
The authors’ team declare that all data and materials comply with field standards.
Code Availability
Not applicable.
Declarations
Ethics Approval
The authors’ team states its approval with any action that the Journal might uptake in the context of following the COPE guidelines on how to deal with potential acts of misconduct.
Consent to Participate
No consenting for participation is needed due to the fact that no research involving human subjects or vulnerable groups was carried out.
Consent for Publication
Not applicable.
Conflict of Interest
The authors declare no competing interests.
Footnotes
The original online version of this article was revised: Unfortunately, the original publication contained a typo in the name of Theodore Ganetsos. This has been corrected.
Change history
6/18/2021
A Correction to this paper has been published: 10.1007/s43615-021-00061-w
References
- 1.World Health organization (2020) https://www.who.int/docs/default-source/coronaviruse/getting-workplace-ready-for-covid-19.pdf Accessed 02 February 2021
- 2.Dawei W, Bo H, et.al. (2020) Clinical characteristics of 138 hospitalized patients with 2019 novel coronavirus–infected pneumonia in Wuhan, China. JAMA, 323(11), 1061-1069 10.1001/jama.2020.1585 [DOI] [PMC free article] [PubMed]
- 3.Yu K, Micco AG, et.al. (2020) A survey of personal protective equipment use among US otolaryngologists during the COVID-19 pandemic. Am J Otolaryngol, 41, 102735 10.1016/j.amjoto.2020.102735 [DOI] [PMC free article] [PubMed]
- 4.The New York Times (2020) https://www.nytimes.com/2020/04/02/nyregion/coronavirus-yankees-ponchos.html Accessed 03 February 2021
- 5.The New York Times (2020) Available online: https://www.nytimes.com/2020/03/19/health/coronavirus-masks-shortage.html Accessed 03 February 2021
- 6.Goh Y, Tan BY, et.al. (2020) The face mask: how a real protection becomes a psychological symbol during Covid-19? Brain Behav Immun,88. 1–5 10.1016/j.bbi.2020.05.060 [DOI] [PMC free article] [PubMed]
- 7.Corsini L, Moultrie J. Design for social sustainability: using digital fabrication in the humanitarian and development sector. Sustainability. 2019;11(13):3562. doi: 10.3390/su11133562. [DOI] [Google Scholar]
- 8.Singh S, Prakash C, R Ramakrishna S (2020) Three-dimensional printing in the fight against novel virus COVID-19: Technology helping society during an infectious disease pandemic. Technol Soc, 62, 101305 10.1016/j.techsoc.2020.101305 [DOI] [PMC free article] [PubMed]
- 9.Sapoval M, Gaultier AL, et.al. (2020) 3D-printed face protective shield in interventional radiology: Evaluation of an immediate solution in the era of COVID-19 pandemic. Diagn Interventional Imaging, 101, 413–415 10.1016/j.diii.2020.04.004 [DOI] [PMC free article] [PubMed]
- 10.Cohen J, Rodgers van der Meulen Y. Contributing factors to personal protective equipment shortages during the COVID-19 pandemic. Prev Med. 2020;141:106263. doi: 10.1016/j.ypmed.2020.106263. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 11.Ranney ML, Griffeth V et.al. (2020) Critical supply shortages — the need for ventilators and personal protective equipment during the Covid-19 pandemic. n engl j med, 382;18 10.1056/NEJMp2006141 [DOI] [PubMed]
- 12.Woolley K, Smith R, et.al. (2020) Personal protective equipment (PPE) guidelines, adaptations and lessons during the COVID-19 pandemic. Ethics. Med Public Health, 14, 100546 10.1016/j.jemep.2020.100546 [DOI] [PMC free article] [PubMed]
- 13.Oladapo BI, Ismail SO, et.al. (2021) Review on 3D printing: fight against COVID-19. Mater Chem Phys, 258, 123943 10.1016/j.matchemphys.2020.123943 [DOI] [PMC free article] [PubMed]
- 14.Andrade L, Leone P, et.al. (2015) Evaluation of technological trends and demands of the manufacturing industry to a center of R&D&I. J Technol Manag Innov, 10(3), 104-119 10.4067/S0718-27242015000300012
- 15.Berman B. 3-D printing: the new industrial revolution. Business Horizons. 2012;55(2):155–162. doi: 10.1016/j.bushor.2011.11.003. [DOI] [Google Scholar]
- 16.3D printing and additive manufacturing state of the industry, Annual Worldwide Progress Report, Wohlers Report. 2019. Wohlers Associates, Inc., Fort Collins, Colorado 80525 USA, ISBN 978-0-9913332-1-9
- 17.Kostakis V, Papachristou M. Commons-based peer production and digital fabrication: The case of a RepRap-based, Lego-built 3D printing-milling machine. Telematics Inform. 2014;31:434–443. doi: 10.1016/j.tele.2013.09.006. [DOI] [Google Scholar]
- 18.Armijo PR, Markin NW, et.al. (2020) 3D printing of face shields to meet the immediate need for PPE in an anesthesiology department during the COVID-19 pandemic. Am J Infect Control 000, 1−7 10.1016/j.ajic.2020.07.037 [DOI] [PMC free article] [PubMed]
- 19.Wang D, Zhang J. et.al. (2020) 3D printing challenges in enabling rapid response to public health emergencies. Innovation, 1(3), 100056 10.1016/j.xinn.2020.100056 [DOI] [PMC free article] [PubMed]
- 20.Maracaja L, Blitz D, Maracaja DLV, Walker CA. How 3D printing can prevent spread of COVID-19 among healthcare professionals during times of critical shortage of protective personal equipment. J Cardiothorac Vasc Anesth. 2020;34:2844–2863. doi: 10.1053/j.jvca.2020.04.004. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 21.Barcala-Furelos R, Szpilman D, et.al. (2020) Plastic blanket drowning kit: a protection barrier to immediate resuscitation at the beach in the Covid-19 era. A pilot study Ame J Emerg Medicine 10.1016/j.ajem.2020.08.101, 38, 2395, 2399. [DOI] [PMC free article] [PubMed]
- 22.Oland G, Garner O et.al. (2020) Prospective clinical validation of 3D printed nasopharyngeal swabs for diagnosis of COVID-19. Diagn Microbiol Infect Dis 10.1016/j.diagmicrobio.2020.115257, 99, 115257 [DOI] [PMC free article] [PubMed]
- 23.Shieber J (2020) Private tech companies mobilize to address shortages for medical supplies, masks and sanitizer. https://techcrunch.com/2020/03/26/private-tech-companies-mobilize-to-address-shortages-for-medical-supplies-masks-and-sanitizer/ Accessed on 10 February 2021
- 24.Top 9 Vendors Personal Protective Equipment Market (2020). https://www.businesswire.com/news/home/20160 905005103/en/Top-9-Vendors-Personal-Protective-Equipment-Market. Accessed on 05 February 2021
- 25.Choong YYC, Tan HW, Patel DC, Choong WTN, Chen CH, Low HY, Tan MJ, Patel CD, Chua CK. The global rise of 3D printing during the COVID-19 pandemic. Nat Rev Mater. 2020;5:637–639. doi: 10.1038/s41578-020-00234-3. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 26.Flanagan ST, Ballard DH, et.al. (2020) 3D printed face shields: a community response to the COVID-19 global pandemic. Acad Radiol, 27(6): 905–906 10.1016/j.acra.2020.04.020 [DOI] [PMC free article] [PubMed]
- 27.Francois PM, Bonnet X, et.al. (2020) 3D-printed contact-free devices designed and dispatched against the COVID-19 pandemic: the 3D COVID initiative. J Stomatol Oral Maxillofac Surg, 10.1016/j.jormas.2020.06.010 [DOI] [PMC free article] [PubMed]
- 28.Vordos N, Gkika D.A. et.al. (2020) How 3D printing and social media tackles the PPE shortage during Covid–19 pandemic. Saf Sci 130, 104870 10.1016/j.ssci.2020.104870 [DOI] [PMC free article] [PubMed]
- 29.Martin-Noguerol T, Paulano-Godino F, Menias CO, Luna A (2020) Lessons learned from COVID-19 and 3D printing. Am J Emerg Med. 10.1016/j.ajem.2020.08.010 [DOI] [PMC free article] [PubMed]
- 30.Pedraja J, Maestre JM, Rabanal JM, Morales C, Aparicio J, del Moral I. Papel de la impresión 3Dpara la protección de los profesionales del área quirúrgica y críticos en la pandemia de COVID-19. Rev Esp Anestesiol Reanim. 2020;67(8):417–424. doi: 10.1016/j.redar.2020.07.011. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 31.Nazir A, Azhar A, et.al. (2020) The rise of 3D Printing entangled with smart computer aided design during COVID-19 era. J Manuf Syst 10.1016/j.jmsy.2020.10.009 [DOI] [PMC free article] [PubMed]
- 32.Turner C, Moreno M, et.al. (2019) Sustainable production in a circular economy: a business model for re-distributed manufacturing. Sustainability, 11(16), 4291 10.3390/su11164291
- 33.Liao J, Shen Z, et.al. (2019) Preliminary Study on Fault Diagnosis and Intelligent Learning of Fused Deposition Modeling (FDM) 3D Printer. 14th IEEE Conference on Industrial Electronics and Applications (ICIEA), Xi'an, China, 2098-2102 10.1109/ICIEA.2019.8834376.
- 34.Song R, Telenko C, et.al. (2016) Material waste of commercial FDM printers under realistic conditions. Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium
- 35.Gebler M, Uiterkamp A, et.al. (2014) A global sustainability perspective on 3Dprinting technologies. Energy Policy, 2014, 74, 158–167 10.1016/j.enpol.2014.08.033
- 36.Korhonen J, Honkasalo A, et.al. (2018) Circular economy: the concept and its limitations, Ecol Econ 143, 7-46 10.1016/j.ecolecon.2017.06.041
- 37.Korhonen J, Nuur C. Circular economy as an essentially contested concept. J Clean Prod. 2018;175:544–552. doi: 10.1016/j.jclepro.2017.12.111. [DOI] [Google Scholar]
- 38.Despeisse M, Baumers M, et.al. (2017) Unlocking value for a circular economy through 3D printing: A research agenda. Technol Forecast Soc Chang, 115 10.1016/j.techfore.2016.09.021, 75, 84
- 39.Ford S, Despeisse M. Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod. 2016;137:1573–1587. doi: 10.1016/j.jclepro.2016.04.150. [DOI] [Google Scholar]
- 40.Faludi J, Bayley C et.al. (2015) Comparing Environmental Impacts of Additive Manufacturing vs. Traditional Machining via Life-Cycle Assessment. Rapid Prototyp J, 21, 14-33 10.1108/RPJ-07-2013-0067
- 41.Faludi J, Cline-Thomas N. et.al. (2017) 3D printing and its environmental implications. In: The Next Production Revolution Implications for Governments and Business, Organization for Economic Cooperation and Development (OECD)
- 42.Kai DA, Pinheiro de Lima E, et.al. (2016) Measure additive manufacturing for sustainable manufacturing. In: Advances in Transdisciplinary Engineering, Volume 4: Transdisciplinary Engineering: Crossing Boundaries 10.3233/978-1-61499-703-0-186
- 43.Gavras G (2019) Open source beyond software: re-invent open design on the common’s ground. J Peer Prod 13
- 44.Woern AL, Pearce JM. 3-D printable polymer pelletizer chopper for fused granular fabrication-based additive manufacturing. Inventions. 2018;3(4):78. doi: 10.3390/inventions3040078. [DOI] [Google Scholar]
- 45.3DEVO. https://3devo.com Accessed 12 February 2021
- 46.Woern AL, Byard DJ. Fused particle fabrication 3-D printing: recycled materials’ optimization and mechanical properties. Materials. 2018;11(8):1413. doi: 10.3390/ma11081413. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 47.Xiao J, Zou S et.al. (2020) 3D recycled mortar printing: system development, process design, material properties and on-site printing, J Build Eng, 22, 32, 101779 10.1016/j.jobe.2020.101779
- 48.Pinho AC, Amaro AM et.al. (2020) 3D printing goes greener: Study of the properties of post-consumer recycled polymers for the manufacturing of engineering components. Waste Manag, 118, 426–434, 10.1016/j.wasman.2020.09.003 [DOI] [PubMed]
- 49.Sun L, Wang Y et.al. (2020) Virgin or recycled? Optimal pricing of 3D printing platform and material suppliers in a closed-loop competitive circular supply chain. 2020, Resources, Conservation & Recycling, 162, 105035 10.1016/j.resconrec.2020.105035
- 50.Santander P, Sanchez FA et.al. (2020) Closed loop supply chain network for local and distributed plastic recycling for 3D printing: a MILP-based optimization approach. Resour Conserv Recycl, 154, 104531 10.1016/j.resconrec.2019.104531
- 51.Vidakis N, Petousis M et.al. (2020) Sustainable additive manufacturing: mechanical response of acrylonitrile-butadiene-styrene over multiple recycling processes. Sustainability, 12(9), 3568 10.3390/su12093568
- 52.Pringle A, Rudnicki M, et.al. (2018) Wood furniture waste-based recycled 3-D printing filament. Forest Products Journal, 68, No. 1, 86-95. 10.13073/FPJ-D-17-00042
- 53.Wimmer R, Steyrer B et.al. (2015) 3D printing and wood. ProLigno, 11, No. 4, 144-149
- 54.Gardan J, Nguyen DC et.al. (2016) Characterization of wood filament in additive deposition to study the mechanical behavior of reconstituted wood products. Journal of Engineered Fibers and Fabrics, 56, 11, 4, 56-63 10.1177/155892501601100408
- 55.Byard DJ, Woern AL et.al. (2017) Green fab lab applications of large-area waste polymer-based additive manufacturing. Add Manuf, 27, 515-525 10.1016/j.addma.2019.03.006
- 56.Korhonen J, Honkasalo A et.al. (2018) Circular economy: the concept and its limitations. Ecol Econ, 143, 37-46. 10.1016/j.ecolecon.2017.06.041
- 57.Korhonen J, Nuur C et.al. (2018) Circular economy as an essentially contested concept. J Clean Prod, 175, 544-552 10.1016/j.jclepro.2017.12.111
- 58.LCSP - Lowell Center for Sustainable Production. (1998) Sustainable production: a working definition. Informal meeting of the committee members.
- 59.EMAF (Ellen MacArthur Foundation) (2013) Towards the circular economy, London, UK.
- 60.Kerdlap P, Low JSC, Ramakrishna S, Gupta MK. Zero waste manufacturing: a framework and review of technology, research, and implementation barriers for enabling a circular economy transition in Singapore. Resour Conserv Recycl. 2019;151:104438. doi: 10.1016/j.resconrec.2019.104438s. [DOI] [Google Scholar]
- 61.Singh S, Ramakrishna S, Gupta MK. Towards zero waste manufacturing: A multidisciplinary review. J Clean Prod. 2017;168(1):1230–1243. doi: 10.1016/j.jclepro.2017.09.108. [DOI] [Google Scholar]
- 62.Fouda A, Mahmoudi N et.al. (2020) The COVID-19 pandemic in Greece, Iceland, New Zealand, and Singapore: health policies and lessons learned. Health Policy Technol, 10:59 10.1016/j.hlpt.2020.08.015, 524 [DOI] [PMC free article] [PubMed]
- 63.Varotsos CA, Krapivin VF et.al. (2020) A new model for the spread of COVID-19 and the improvement of safety. Saf Sci 132, 104962 10.1016/j.ssci.2020.104962 [DOI] [PMC free article] [PubMed]
- 64.Prusa3D. https://www.prusa3d.com/covid19/. Accessed 13 February 2021
- 65.Glassford E, Dunn KL et.al. (2020) 3D printing with filaments: Health and safety questions to ask. 2020, Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2020-115. 10.26616/NIOSHPUB2020115
- 66.Lehrer J, Scanlon M et.al. (2017) The development of a sustainable technology for 3D printing using recycled materials. American Society for Engineering Education, Fall 2017 Mid-Atlantic ASEE Conference, October 6-7, Penn State Berks
- 67.Woern AL, Byard DJ, et al. Fused particle fabrication 3-D printing: recycled materials’ optimization and mechanical properties. Materials. 2018;11(8):1413. doi: 10.3390/ma11081413. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 68.Woern AL, McCaslin JR et.al. (2018) RepRapable Recyclebot: open source 3-D printable extruder for converting plastic to 3-D printing filament. HardwareX, 4, e00026 10.1016/j.ohx.2018.e00026
- 69.Anttonen M, Lammi M et.al. (2018) Circular economy in the triple helix of innovation systems. Sustainability, 10(8), 2646 10.3390/su10082646
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.
Data Availability Statement
The authors’ team declare that all data and materials comply with field standards.
Not applicable.