

Abstract
Chemical fibers such as glass fiber and aramid cover a large proportion of sound-absorbing composite materials on the current commercial market. These materials possess superior mechanical properties but have the disadvantages of high production costs and energy consumption and difficult recovery and degradation. In this paper, jute fiber and polypropylene were selected as raw materials, and a series of jute fiber-reinforced polypropylene composite materials were prepared by a mixing-hot-pressing process. The acoustic and mechanical performances of the composites with different fiber contents and fiber residue ratios were discussed. The results showed that the sound absorption coefficient values increased with the increasing fiber content and decreasing residual gum ratio. The mechanical properties varied inversely with the residual gum rate. With the increase of fiber content, the tensile and bending strengths first increased and then decreased. Therefore, the jute fiber-reinforced polypropylene composites can possess favorable sound absorption performance with no mechanical property penalty by adjusting the parameters properly, demonstrating that the composite materials have promising applications in the acoustic field.
1. Introduction
The rapid development of industry has created favorable conditions for the economy and life convenience, but it also brings a series of noise pollution problems. The exceeding noise could result in serious health hazards such as noise-induced hearing impairment, disturbance of rest and sleep, and so on, according to the study of World Health Organization (WHO).1 Furthermore, middle- and low-frequency noise causes more potential harm, especially for seniors, children, and the unborn,2,3 spotlighting the development of sound-absorbing structures and materials. Traffic noise, industrial noise, social life noise, and construction noise are the main sources of urban noise pollution, and the proportion of traffic noise is close to 70%, which means that various kinds of vehicles are the main pollution sources of urban noise.4 Consequently, there is a current need to control the transportation noise pollution for creating a comfortable living environment.
At present, chemical fiber-reinforced composite materials such as aramid fiber and glass fiber constitute the majority of sound-absorbing materials in the vehicle field. These composite materials have superior mechanical properties but exhibit little sound absorption properties, high energy consumption and production costs, and difficult recovery and degradation.5 Jute fiber exhibits slightly inferior mechanical properties compared with the above chemical fibers but presents several favorable characteristics such as environment-friendly, wide source, low cost, easy degradability, and renewable.6,7 Polypropylene is a crystalline homopolymer with excellent chemical stability, high strength, abrasion resistance, and outstanding heat resistance. It has been widely used in automobile interior decoration because it is non-toxic and tasteless and has low density.8 However, polypropylene also has shortcomings such as easy deformation, poor environmental adaptability, and cannot be loaded for a long time. The use value of polypropylene could be significantly improved by compounding with fibers because the mixture of the two materials brings outstanding results in mechanical and acoustical performances,9 and thus, it also has received a great deal of attention for the application in automobile interior decoration.
The interest of this article lies in the proposition of using a mixing-hot-pressing method to develop a new sound absorber for automobile interior noise reduction. Jute fiber and polypropylene were selected as raw materials, which were environment-friendly and low cost. Either of the two materials has its limit, and the composites can unify both of their superiorities. The materials show good sound absorption performance and at the same time meet engineering mechanical requirements. The content of jute fiber can be adjusted according to the practical needs, which gives the material a wide and ever-expanding range of potential applications.
2. Results and Discussion
2.1. Effect of Degumming Treatment on Jute Fiber
It can be seen from Table 1 that the moisture regains decreased gradually with the decreasing residual glue rate of jute fibers. Since the hydrophilic groups of the jute fiber were eliminated when reacting with NaOH, as a consequence, the hydrophilicity of jute fiber was reduced.10 A thinner fiber was obtained, and the strength increased with the decreasing residual glue rate. The reason behind was that the non-cellulose impurities such as pectin and lipid in the jute fiber were removed, and cellulose was the main mechanical undertaker. Due to the improvement of crystallinity with the decreasing residual glue rate, the molecular chains were packed tightly, the force between the molecular chains was larger, and the fibers became hard and brittle,11 so the elongation ratio at break of the fiber decreased slightly.
Table 1. Physical Properties of Jute Fiber after Degumming Treatment.
| sample | residual gum content (%) | moisture regain (%) | fineness (dtex) | strength (cN/dtex) | breaking elongation (%) |
|---|---|---|---|---|---|
| a | 19.52 | 13.51 | 36.24 | 4.79 | 1.93 |
| b | 12.23 | 13.02 | 35.17 | 4.92 | 1.85 |
| c | 3.96 | 11.14 | 32.89 | 5.08 | 1.72 |
Here, NaOH solution was used to pretreat the jute fiber, which was beneficial for removing impurities from the sample. In this case, the jute fiber became thinner and it increased the contact area between the jute fiber and the polypropylene matrix. As shown in Figure 1a, a quantity of impurities can be observed on the surface of the pristine jute fiber, which may hinder the combination with the polypropylene matrix. The impurities such as pectin and lipid attached to the fiber were removed after the NaOH pretreatment, making the surface cleaner and the fiber diameter smaller, as presented in Figure 1b,c.
Figure 1.

Surface morphology and TGA with different degumming treatments: (a) SEM of untreated jute fiber, (b) SEM of jute fiber bathed at 25 °C for 1 h, (c) SEM of bathed fiber at high temperature for 1 h, (d) TGA of jute fiber, and (e) TGA of untreated and treated jute fiber.
We can know from Figure 1e that in the range of 50–360 °C, the thermal stability was good and the mass fraction of jute became smaller with temperature as the residual glue ratio of jute fiber decreased.
2.2. Effect of the Residual Gum Rate on Composite Materials
2.2.1. Effect of the Residual Gum Rate on Mechanical Performance
The mechanical and acoustic performances of the JF/PP composites with different residual gum contents are shown in Figure 2. The original polypropylene was marked as PP, the composite material with a 19.52% residual gum rate was marked as JF/PP-1, the composite material with a 12.23% residual gum rate was marked as JF/PP-2, and the composite material with a 3.96% residual gum rate was marked as JF/PP-3.
Figure 2.

Performance of JF/PP composites with different residual gum rates: (a) tensile fracture surface of 19.52% residual gum, (b) tensile fracture surface of 12.23% residual gum, (c) tensile fracture surface of 3.96% residual gum, (d) mechanical properties with different residual gum rates, (e) breaking elongation with different residual gum rates, and (f) sound absorption performance with different residual gum rates.
It can be found from Figure 2a–c that the jute fiber and polypropylene were firmly bound together in the composites with the decrease of the fiber glue residue rate. Due to the fact that the hydrophilic group (hydroxyl group) decreased, impurities such as pectin and wax were also removed, which was conducive to the formation of a better interface between the jute fiber and the polypropylene matrix.12 When the composite material was stretched and broken under a load, the smaller the residual glue rate of the jute fiber, the better the combination with the matrix, and the smaller the gap between the fiber and the matrix.
As shown in Figure 2d, the samples with lower residual gum rates tended to demonstrate better mechanical properties. When the residual gum content decreased to 3.96%, the tensile and flexural strengths of the composite material increased by 36.84 and 27.65%, respectively, compared to pristine PP. The decrease in the residual glue rate of jute fiber means that impurities were removed thoroughly, and cellulose was the main bearer of the external pressure. When the fiber content in the composite material was constant, the fiber residual glue rate was lower and more cellulose existed in the materials and participated in the tensile fracture process, and as a consequence, displaying a more satisfying mechanical performance.
Figure 2e presents the variations of breaking elongation versus residual glue ratio. It was clearly observed that breaking elongation decreased gradually with the decreasing residual glue ratio. The interfacial bonding of the polypropylene matrix was improved with the lower residual glue rate of jute fiber, which would facilitate the diversion of external stress, and the role of jute fiber reinforcement was fully demonstrated. Moreover, the modulus of jute fiber was greater than that of polypropylene, so the elongation at break of the composite material decreased with the decreasing residual glue rate.
2.2.2. Effect of the Residual Gum Rate on Sound Absorption Performance
The acoustical characteristic for different residual glue contents of jute fiber is displayed in Figure 2f. With a decrease in the residual glue rate of jute fiber, the sound absorption coefficient of the composite material increased significantly. This was due to the fact that the individual bubbles inside the jute fiber were in a closed state and it was difficult to effectively absorb sound waves when a great quantity of impurities existed.13 With the decrease of residual glue rate, fiber diameter became finer and the dispersion degree became higher. When the bulk density and volume were constant, the thinner fiber made a greater cavity rate, which was beneficial to the sound energy consumption inside the composite materials.14
The average sound absorption coefficient of JF/PP composites with 3.96% residual gum improved by 31.8% compared to that of 19.52% in the low-frequency region (100–500 Hz). In the middle-frequency region, when the residual rates were 3.96 and 19.52%, the average sound absorption coefficients of JF/PP composites were 0.1963 and 0.1453, respectively, increasing by 35.1%. Therefore, the reduction of the jute fiber residual glue rate was more conducive to improving the acoustic property of the composites in the mid-frequency region.
2.3. Effect of Fiber Content on Composite Materials
2.3.1. Effect of Fiber Content on Mechanical Performance
The mechanical and acoustic performances of the composite material with different fiber contents are shown in Figure 3. The original polypropylene was marked as PP, the composite material with 5% jute fiber was marked as 5JF/PP, the composite material with 20% jute fiber was marked as 20JF/PP, the composite material with 35% jute fiber was marked as 35JF/PP, and the composite material with 50% jute fiber was marked as 50JF/PP.
Figure 3.

Performance of JF/PP composites with different fiber contents: (a) JF/PP composites with 5% fiber content, (b) JF/PP composites with 20% fiber content, (c) JF/PP composites with 35% fiber content, (d) JF/PP composites with 50% fiber content, (e) SEM image of the tensile fracture surface, (f) SEM image of jute fibers when drawn out, (g) cross section of the jute fiber, (h) breaking elongation with different fiber contents, (i) mechanical properties of JF/PP composites with different fiber contents, and (j) sound absorption performance of JF/PP composites with different fiber contents.
As shown in Figure 3i, fiber contents of the JF/PP composites have noticeable effects on the mechanical property. We found that the tensile and flexural strengths reached peaks up to 27.51 and 36.56 MPa, respectively, when the fiber content was 35%. With increasing fiber content, the mechanical performance of the materials tended to increase until the optimum parameter appeared. As the reinforcement part for the composite materials, jute fibers were the main undertaker of the external pressures, playing an important role in mechanical performance, as shown in Figure 3e. With the increase of fiber content, more and more fibers took part in the tensile fracture process, so the tensile and flexural strengths increased gradually. However, when the fiber content exceeded 35%, the composite materials showed comparatively poor mechanical properties. On the one hand, the proportion of polypropylene decreased with increasing fiber content, which prevented it from playing the role of a matrix to bind the jute fibers together. On the other hand, it was difficult to mix the two components because of a greater fraction of jute fibers, which required repeating this process several times for homogeneous mixing. Under the action of extrusion and shearing, the fiber was repeatedly cut into shorter fibers and could not wok well as the reinforcement, as shown in Figure 3f; the jute fiber that was cut during the mixing process cannot participate in the tensile fracture process of the composite material; it was drawn out directly under the external force, resulting in a decrease in the mechanical properties of the composite materials.
As represented in Figure 3h, the breaking elongation of the composites decreased with increasing jute fiber content because of a greater fraction of pores and showed brittle fracture. It was probably because the flowing deformation process was affected when jute fiber was added to the polypropylene matrix. Moreover, the continuity of polypropylene was destroyed with increasing fiber content because of a greater fraction of gaps between the fiber and the matrix.
2.3.2. Effect of Fiber Content on Sound Absorption Performance
We can learn from Figure 3j that the introduction of jute fibers improved the acoustical performance for the composite materials in the frequency regime of 100–2500 Hz. We can find that the jute fibers possessed a cavity (Figure 3g) that can form small interconnected pores in the composite material.15
When the sound wave entered into the composite material, the air in the pores would rub against the cavity wall and the sound energy was converted into heat energy and consumed.16,17 In addition, when the sound wave propagated inside the composite material and encountered the fiber, it was equivalent to encountering an obstacle. It would be reflected, refracted, scattered, and diffracted inside the composite materials, and the propagation path of the sound wave was lengthened, thereby consuming more sound energy.18
Furthermore, it was noticed that the sound absorption coefficient peak was shifted to a low-frequency range with an increase in fiber content. As we all know, the jute fibers were cut into short fibers of different lengths in the mixing process. It was difficult to form interconnected pores inside the composite materials when the fiber content was relatively low, so the sound absorption performance had not been significantly improved. When the fiber content increased continuously, the two ends of fibers with different lengths may entangle and overlap with each other,19 forming a large number of interconnected pores inside the composite material, as shown in Figure 3a–d, thereby absorbing sound more effectively.
3. Conclusions
In this paper, a jute fiber-reinforced polypropylene composite is fabricated, which has notable advantages in practice since it is low cost, inherently safe, and environment-friendly. We mainly discuss the effects of the residual gum rate and fiber content on its sound absorption performance and mechanical properties, respectively. Through experimental and mechanism analyses, the following conclusions can be drawn:
-
(1)
The degumming treatment made a significant influence on the physical performance of jute fiber and then further affects the mechanical properties and acoustical characteristic of the composite materials.
-
(2)
The decrease in residual gum rate brings favorable mechanical properties and sound absorption performance. The tensile strength and flexural strengths reached peaks up to 30.61 and 38.83 MPa, respectively, at a residual gum ratio of 3.96%. In addition, we found that the sound absorption performance was optimum when the residual gum ratio was 3.96% at the range of 100 to 2500 Hz and the sound absorption coefficient reached 0.54.
-
(3)
The addition of jute fiber exhibited that the improvements in the acoustic property and the acoustical damping property were best when jute fiber content was 50%. The mechanical properties increased first and then decreased with the increase of fiber content, with the best tensile strength and flexural strength of 27.51 and 36.56 MPa, respectively, at a fiber content of 35%.
-
(4)
When the fiber content was 50%, we can notice that the mechanical properties slightly decreased compared to that with 35% but still performed well. Therefore, when more stringent sound absorption performance is required in practical application, we can choose 50% fiber content and a 3.96% residual gum ratio. In another case, if the material is specifically used for absorbing noise between 1000 and 1600 Hz, of course, when the residual gum ratio is 3.96% and the jute fiber content is 35%, the combination can reach the best comprehensive performance.
-
(5)
In summary, the composite materials we prepared were endowed with favorable sound absorption performance in the premise of meeting the needs of engineering mechanics, which will open up new possibilities for the noise-reduction problem of industrial machines, transportation vehicles, and infrastructures.
4. Materials and Methods
4.1. Fabrication of Jute Fiber-Reinforced Polypropylene Composites
4.1.1. Pretreatment of Jute Fiber
Jute fiber is a kind of natural fiber that has impurities such as pectin and wax on its surface,20 which can cause dispersion inhomogeneity in the polypropylene matrix and further affect the performance of jute fiber-reinforced polypropylene composite materials. Therefore, it is necessary to take degumming treatment before it is used.21
As shown in Table 2, alkali treatment was adopted, and then the fiber was cleaned to neutrality with weak acid followed by drying in an oven until the weight does not change.
Table 2. Alkali Treatment with Jute Fiber.
| sample | concentration of NaOH solution | treatment methods |
|---|---|---|
| a | untreated | |
| b | 5% | bath at 25 °C for 1 h |
| c | 5% | bath at high temperature for 1 h |
The TGA curve of the original jute fiber is presented in Figure 1d. The degradation of jute fiber was mainly divided into four stages:22 (1) at 50–120 °C, the water molecules adsorbed on the jute fiber were removed, and the weight loss was related to the moisture content of the fiber;23 (2) at 120–210 °C, a part of the glucose in the cellulose structure began to dehydrate; (3) at 210–360 °C, the glycosidic bond, part of the C–O bond and C–C bond, began to break, producing low molecular weight volatile substances; (4) when the temperature was higher than 360 °C, cellulose began to carbonize and gradually formed a graphite structure.24 The results of TGA analysis showed that the properties of jute fiber will not be affected obviously when the processing temperature is less than 200 °C, which lays a foundation for the following hot-pressing process.
4.1.2. The Preparation of JF/PP Composites
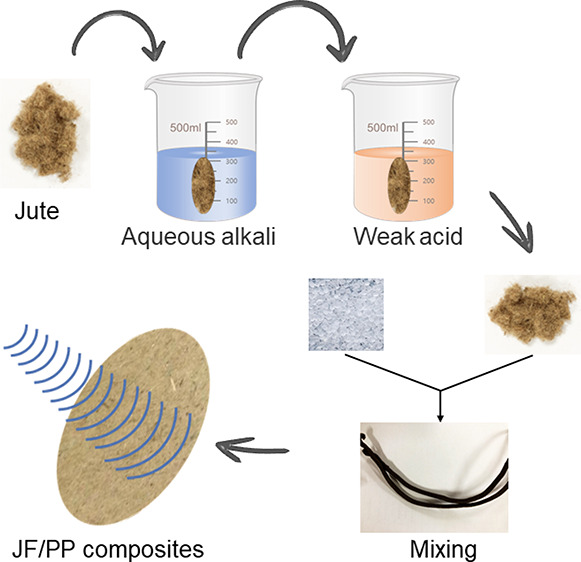
The preparation of the composite materials was mainly divided into two steps, which were mixing and hot pressing, as illustrated in Figure 4.
Figure 4.

Preparation of jute fiber-reinforced composites.
An SK-160B twin roll mixer was used to mix the jute fiber (JF) and polypropylene (PP). The roller spacing was between 0.2 and 0.5 mm, and PP was fed from the top of the roller when the temperature reached 140 °C. Polypropylene became soft, and the materials were dispersed and mixed under the action of roller shearing and extrusion.25 During the period, the materials were continuously cut with a scraper to ensure full mixing. After the polypropylene was milled for about 10 min, jute fibers were gradually added for mixing for 8–10 min. The material was obtained with a scraper when formed into a film, and the surface was smooth.
A QLB plate vulcanizing press machine was used for hot pressing. The premixed film obtained by mixing was put into the mold. There was a steel plate on both sides of the mold, and a release paper existed between the mold and the steel plate, which was to prevent impurities from mixing into the composite materials and also to facilitate the demold process. Polypropylene combined with jute fibers under heat and pressure. The mold was taken out and demolded after it fully cooled. Then, we cut the composite materials into a certain specification for testing.
4.2. Characterization
4.2.1. Thermal Stability Testing
The jute fiber-reinforced polypropylene composites need to be prepared at a certain temperature. If the temperature is too low, the melting point of polypropylene cannot be reached, and the JF/PP composites cannot be formed; meanwhile, if the temperature is too high, the jute fiber will decompose, which will bring a detrimental effect on the performance of the composites. Therefore, the study of the thermal stability of the jute fiber is of great significance for obtaining favorable composite materials.
A TGA 4000 thermogravimetric analyzer was used to test the thermal stability; the temperature range was 50–600 °C, and the heating rate was 10 °C/min.
4.2.2. Tensile Testing
The tensile properties of the composites were tested using a universal testing machine (XS 082-10 T) according to the GB1447-2005 standard. As shown in Figure 5a, the specimen size was 180 mm × 20 mm with a strain rate of 2 mm/min. The tensile strength and elongation at break can be calculated according to the sample size and yield load. The formula of tensile strength is as follows:
| 1 |
where σt is the tensile strength (MPa), F is the yield load (N), b is the width, and d is the thickness of the sample (mm). The values reported were the average of five samples obtained under the same conditions.
Figure 5.

Schematic diagram of mechanical and acoustic absorption testing: (a) a sample for tensile testing, (b) a sample for flexural testing, and (c) a two-microphone impedance tube.
The breaking elongation can be calculated as follows:
| 2 |
where ε is the breaking elongation ratio (%), ΔLb is the elongation, and L0 is the original length (mm). For each sample, five valid specimens were tested, and the average value was calculated, respectively.
4.2.3. Flexural Testing
The flexural test was performed on the above machine according to GB1449-2005 at a constant loading speed of 2 mm/min, with a specimen size of 25 × 40 mm, as presented in Figure 5b. For each sample, five valid specimens were used to do the experiment. The flexural strength σf (MPa) was calculated as
| 3 |
where P is the applied force (N), l is the support span (mm), b is the width of the specimen (mm), and h is the thickness of the specimen (mm).
4.2.4. Microstructure Testing
A TM3000 scanning electron microscope was used to observe the microsurface morphology of the jute fiber and the fracture surface morphology of the JF/PP composites. A thin layer of gold was coated onto the materials before the measurement to neutralize the charging issue.
4.2.5. Sound Absorption Performance Testing
Generally, we use the sound absorption coefficient to quantify the sound absorption performance of the materials, which is the ratio of absorbed acoustic energy and incident acoustic energy.26 Normally, the material could be called a sound absorption material when the sound absorption coefficient exceeds 0.2,27 and it can be considered to have high sound absorption performance when the sound absorption coefficient is greater than 0.56.28
The equipment we used to analyze the sound absorption performance of the composite structure in the frequency range of 100 Hz to 2.5 kHz is shown in Figure 5c. The acoustic pressure at the point of Mic. 1 and Mic. 2 can be expressed as follows:29,30
| 4 |
| 5 |
where  indicates an imaginary unit of
the equation.
The transfer function can be calculated using H12 = p1(t)/p2(t). The acoustic reflection
coefficient R (which was determined by the real part Rr and imaginary part Ri) and acoustic absorption coefficient α could be drawn as follows:29,30
indicates an imaginary unit of
the equation.
The transfer function can be calculated using H12 = p1(t)/p2(t). The acoustic reflection
coefficient R (which was determined by the real part Rr and imaginary part Ri) and acoustic absorption coefficient α could be drawn as follows:29,30
| 6 |
| 7 |
The expressions, calculations, and tests of acoustic parameters in this study were according to the ISO 10534-2 standard; the transfer function method was used to determine the acoustic absorption coefficient and the resistance in the impedance tube.
The authors declare no competing financial interest.
References
- Birgitta B.; Thomas L.; Dietrich H. S. In Guidelines for community noise; World Health Organization: Geneva, Geneva, 1999; p 21. [Google Scholar]
- Xiang H. F.; Tan S. X.; Yu X. L.; Long Y. H.; Zhang X. L.; Zhao N.; Xu J. Sound absorption behavior of electrospun polyacrylonitrile nanofibrous membranes. Chin. J. Polym. Sci. 2011, 29, 650–657. 10.1007/s10118-011-1079-x. [DOI] [Google Scholar]
- Zhao H. F.; JIn C.; Yang J. Impacts of magnetic resonance imaging noise on hearing function in fetus and infants. Magn. Reson. Imaging 2019, 110, 546–550. [Google Scholar]
- Guo X. B.Environmental health science; Higher Education Press: Beijing, 2011. [Google Scholar]
- Zhou W. The development of composites used in automobile. J. Mater. Eng. 1992, 4, 47–50. [Google Scholar]
- Singh H.; Singh J. I. P.; Singh S.; Dhawand V.; Tiwaria S. K. A Brief Review of Jute Fibre and Its Composites. Mater. Today 2018, 5, 28427–28437. 10.1016/j.matpr.2018.10.129. [DOI] [Google Scholar]
- Bhingare N.; Prakash S.; Jatti V. S. A Review on Natural and Waste Material Composite as Acoustic Materia. Polym. Test. 2019, 80, 106142. 10.1016/j.polymertesting.2019.106142. [DOI] [Google Scholar]
- Liang X. Application of Polypropylene Plastics in Automotive Interior. Plast. Ind. 2019, 47, 162–165. [Google Scholar]
- Lotfian S.; Giraudmaillet C.; Yoosefinejad A.; Thakur V. K.; Nezhad H. Y. Electrospun Piezoelectric Polymer Nanofiber Layers for Enabling in Situ Measurement in High-Performance Composite Laminates. ACS Omega 2018, 3, 8891–8902. 10.1021/acsomega.8b00940. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Lou J.; Yao L.; Qiu Y.; Lin H.; Kuang Y.; Qi S. The chemical degumming process and effect on the composition, structure and properties of Apocynum venetum. Text. Res. J. 2020, 90, 3–9. 10.1177/0040517519850833. [DOI] [Google Scholar]
- Yu W. D.; Chu C. Y.. Textile physics; Donghua university press: 2009. [Google Scholar]
- Szabó L.; Imanishi S.; Hirose D.; Tsukegi T.; Wada N.; Takahashi K. Mussel-Inspired Design of a Carbon Fiber-Cellulosic Polymer Interface toward Engineered Biobased Carbon Fiber-Reinforced Composites. ACS Omega 2020, 5, 27072–27082. 10.1021/acsomega.0c02356. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Xxu F.; Zhang H.; Zhang H. Effect of degumming paremeters on the sound absorption poperties of hemp fiber assemblies. J. Xi’an Polytech. Univ. 2009, 23, 5–9. [Google Scholar]
- Du Z.; Yao D.; Xia Y.; Zuo K.; Yin J.; Liang H.; Zeng Y.-P. The sound absorption properties of highly porous silicon nitride ceramic foams. J. Alloys Compd. 2020, 820, 153067. 10.1016/j.jallcom.2019.153067. [DOI] [Google Scholar]
- Wang W.; Liu H.; Gu W. A novel fabrication approach for improving the mechanical and sound absorbing properties of porous sound-absorbing ceramics. J. Alloys Compd. 2017, 695, 2477–2482. 10.1016/j.jallcom.2016.11.147. [DOI] [Google Scholar]
- Bertocchi M. J.; Vang P.; Balow R. B.; Wynne J. H.; Lundin J. G. Enhanced Mechanical Damping in Electrospun Polymer Fibers with Liquid Cores: Applications to Sound Damping. ACS Appl. Polym. Mater. 2019, 1, 2068–2076. 10.1021/acsapm.9b00352. [DOI] [Google Scholar]
- Azieyanti N. A.; Faris R. Acoustic isolation of Jute and Kapok fiber reinforced Polypropylene composites. IOP Conf. Ser: Mater. Sci. Eng. 2020, 932, 012096. 10.1088/1757-899X/932/1/012096. [DOI] [Google Scholar]
- Gai X. L.; Cai Z. N.; Xing T.; Wang F.; Li X. H.; Zhang B.; Guan X. W. Experimental study on sound absorbing property of spatial absorber of non-woven fabric with micro-perforated plate-like structure. Appl. Acoust. 2020, 160, 107156. 10.1016/j.apacoust.2019.107156. [DOI] [Google Scholar]
- Jiang S. Properties of textile waste rubber sound absorption composites reinforced with nylon fiber. Acta Mater. Compos. Sin. 2015, 32, 1567–1572. [Google Scholar]
- Rezaur Rahman M.; Hasan M.; Monimul Huque M.; Nazrul Islam M. Physico-Mechanical Properties of Jute Fiber Reinforced Polypropylene Composites. J. Reinf. Plast. Compos. 2010, 29, 445–455. 10.1177/0731684408098008. [DOI] [Google Scholar]
- Jayamani E.; Hamdan S.; Rahman M. R.; Bin Bakri M. K. Study of Sound Absorption Coefficients and Characterization of Rice Straw Stem Fibers Reinforced Polypropylene Composites. BioResources 2015, 10, 3378–3392. [Google Scholar]
- Liu X.; Dai G. Pretreatment of jute fiber mat and the mechanical properties of jute fiber mat reinforced polypropylene. Acta Mater. Compos. Sin. 2006, 23, 63–69. [Google Scholar]
- Liu Z.; Yang Y.; Zhang L.; Sun P.; Liu Z. W.; Lu J.; Xiong H.; Peng Y.; Tang S. Study on the Performance of Ramie Fiber Modified with Ethylenediamine. Carbohydr. Polym. 2008, 71, 18–25. 10.1016/j.carbpol.2007.05.008. [DOI] [Google Scholar]
- Xu R.; Xu W.; Cheng H. Study on mechanical properties of flax /LLDPE laminate composites. Acta Mater. Compos. Sin. 2002, 19, 14–21. [Google Scholar]
- Rana A. K.; Mandal A.; Mitra B. C.; Jacobson R.; Rowell R.; Banerjee A. N. Short Jute Fiber-Reinforced Polypropylene Composites: Effect of Compatibilizer. J. Appl. Polym. Sci. 1998, 69, 329–338. . [DOI] [Google Scholar]
- Ru J.; Kong B.; Liu Y.; Wang X.; Fan T.; Zhang D. Microstructure and sound absorption of porous copper prepared by resin curing and foaming method. Mater. Lett. 2015, 139, 318–321. 10.1016/j.matlet.2014.09.084. [DOI] [Google Scholar]
- Gao B.; Zuo L.; Zuo B. Sound absorption properties of spiral vane electrospun PVA/nano particle nanofiber membrane and non-woven composite material. Fiber. Polym. 2016, 17, 1090–1096. 10.1007/s12221-016-6324-z. [DOI] [Google Scholar]
- Zhou C.; Zeng X.; Guo J. A new sound absorbing building material- research and development of polyurethane-imide foam. Green Build. Mater. 2010, 2, 48–50. [Google Scholar]
- Tang X.; Kong D.; Yan X. Multiple regression analysis of a woven fabric sound absorber. Text. Res. J. 2019, 89, 855–866. 10.1177/0040517518758001. [DOI] [Google Scholar]
- Shu Y.; Weidong Y.; Ning P. Investigation of the sound-absorbing behavior of fiber assemblies. Text. Res. J. 2011, 81, 673–682. 10.1177/0040517510385177. [DOI] [Google Scholar]