

Graphical abstract

Keywords: Additive manufacturing, FRESH, Embedded printing, Fiber embedding
Abstract
Recent advances in Freeform Reversible Embedding of Suspended Hydrogels (FRESH), a technique that is compatible with most open-source desktop 3D printers, has enabled the fabrication of complex 3D structures using a wide range of natural and synthetic hydrogels, whose mechanical properties can be modified by embedding long fibers into printed hydrogels. However, fiber extruders dedicated for this application are not commercially available or previously reported. To address this, we have designed a continuous fiber extruder (CFE) that is compatible with low-cost, open-source desktop 3D printers, and demonstrated its performance using a Flashforge Creator-pro printer with a Replistruder-2.0 print-head. Key characteristics of the CFE include: (1) it is affordable, accessible and user-friendly to the 3D printing community due to its low fabrication cost and compatibility with open-source hardware and software, (2) it can embed user-defined 2D and 3D features using long fibers into different types of hydrogels, (3) it works with fibers of different mechanical properties and sizes, (4) it can modify mechanical properties of FRESH printed hydrogels via long fiber embedding.
Specifications table:
| Hardware name | Continuous fiber extruder (CFE) |
| Subject area | Engineering and Material Science |
| Hardware type | 3D printer modification to enable new function |
| Open source license | CC-BY-SA 4.0 |
| Cost of hardware | $53.34 |
| Source file repository | https://doi.org/10.5281/zenodo.4996271 |
1. Hardware in context
1.1. Introduction
Hydrogels are highly porous, hydrophilic networks of crosslinked polymers with tunable mechanical, chemical, and stimuli-responsive properties [1]. Recent advances in hydrogel 3D printing have enabled the fabrication of hydrogel structures with complex 3D geometry and a wide range of applications, including tissue engineering [2], soft robotics [3] and drug delivery [4]. Common hydrogel 3D printing techniques include inkjet-based, laser-based and extrusion-based printing, among which extrusion-based printing is often considered attractive to the 3D printing community due to a large selection of low-cost and open-source software and hardware [5]. However, many hydrogel inks, e.g., collagen and alginate, are so soft that the newly printed structures can not support their own weight and yield inferior geometric fidelity. Recently, this issue has been resolved by freeform reversible embedding of suspended hydrogels (FRESH), a technique where modified hydrogel ink is printed into a thermo-reversible, bi-phase support bath that supports hydrogel during embedding and liquefies upon raised temperature for part retrieval [6]. The FRESH extruder, Replistruder-2.0 print-head, has been made open-source. However, low structural rigidity of FRESH printed hydrogels, e.g., alginate, limits their application, especially those require operation in non-aqueous environment. Recently, our group introduced one potential method towards FRESH printed hydrogel reinforcement by embedding long and strong fibers into hydrogels, termed Long-Fiber Embedded Freeform Reversible Embedding of Suspended Hydrogels (LFE-FRESH) [7]. This process requires a continuous fiber extruder that can be integrated into the printer alongside the existing FRESH print-head, e.g., the Replistruder-2.0 print-head. However, to the best of our knowledge, no such device is commercially available or released under open source license.
To address this, the Continuous Fiber Extruder (CFE) was designed to work with common desktop 3D printers equipped with a FRESH print-head and extrude fibers of different sizes and material types. Several fiber types have been tested in this system, including Electrochemically Aligned Collagen (ELAC) [8], polyester, silk, stainless steel, and eutectic gallium indium-alginate [7]. The goals of the CFE prototype includes: (1) provide tools and protocols to achieve versatile long-fiber embedded hydrogel 3D printing using user-defined embedding patterns and fibers, (2) demonstrate potential applications in extending the functionality of 3D printed hydrogels via long-fiber embedding, (3) reduce manufacturing cost and difficulty by utilizing a combination of standardized and commercially available components, 3D printable build files and open-source software.
1.2. Long-fiber embedded hydrogel 3D printing
The long-fiber embedded hydrogel 3D printing process was created by our group with a goal to extend the functionality of 3D printed hydrogels (Supplemental Video 1) [7]. To the best of our knowledge, no open-source hardware or proprietary equipment has been reported for this process, although the concept of fiber embedding has been previously applied to enable additional functions of hydrogel structures by casting hydrogels with functional fibers. For example, short and dispersed hydroxypropyl cellulose bipolymer fibers can be embedded into polyvinyl alcohol (PVA) gel to enhance its ionic conductivity [9]. Similarly, hydrogel components can be cast with nanofibers for structural reinforcement [10], [11]. In the field of plastic 3D printing, the concept of continuous fiber reinforcement has been implemented to significantly improve the tensile strength of printed parts. For this purpose, several commercially available 3D printers with integrated continuous fiber extruding mechanisms have been introduced. For example, the Desktop Metal Fiber printer (https://www.desktopmetal.com/products/fiber) uses continuous carbon fiber and fiberglass tape to reinforce 3D printed plastic components. Similarly, the Markforged X7 printer (https://markforged.com/3d-printers/x7) irons down continuous strands of continuous carbon fiber and fiberglass to achieve metal-like strength in 3D printed thermoplastic. However, the aforementioned 3D printers are expensive proprietary machines and are only compatible with thermoplastic 3D printing.
To address the lack of continuous fiber extruders that are compatible with hydrogel 3D printing and make this technique accessible to the 3D printing community, we designed the CFE for use with most open-source 3D printing hardware and software. The prototype combines 3D printed parts, mass-produced connectors and bearings, molded compliant wheels, and a NEMA 17 stepper motor to construct a compact fiber extruder for $53.34 (see Bill of Materials). Continuous fibers with a range of materials and thickness can be used with CFE and it can be mounted to desktop thermoplastic 3D printers (e.g., Flashforge Creator Pro and Creativity Elf). All of the 3D printed parts are printed with Flashforge Creator Pro desktop 3D printer. The compliant soft wheels are manually molded using 3D printed molds and silicone mold putty (https://pollyplastics.com/products/mold-putty). The remaining standardized components are purchased online from Amazon, McMaster Carr, Filastruder, and Sycamore Life Sciences.
1.3. Continuous fiber extruder (CFE) performance
The CFE is a computer-controlled fiber extruder capable of dispensing fibers at user-defined length and speed. It has a similar extrusion mechanism with thermoplastic filament extruders except that CFE uses a pair of synchronized silicone wheels to handle fiber materials that are too delicate for hobbed gears used in traditional thermoplastic filament extruders. When mounted on the carriage of standard desktop 3D printers with motions in the x, y, and z directions, the extrusion motion enables fiber deposition in 3D space. The extrusion motion resolution of CFE can be theoretically derived using simple calculations. The fiber feeding mechanism consists of a pair of silicone wheels with 20 mm outer diameter, which are driven by a 400-step-per-rotation NEMA 17 stepper motor. Such combination requires 6.37 full steps to extrude 1 mm of fiber, which translates to 0.16 mm fiber deposition per step. In addition, when using 1/16 microstepping, a feature that is supported by common 3D printer hardware, the fiber extrusion resolution can be further improved to 0.01 mm per step. Alternatively, fiber extrusion resolution can also be improved by hardware modification when the microstepping feature is unavailable. For example, by using silicone wheels with 10 mm outer diameter, the fiber extrusion resolution can be improved to 0.08 mm per step. In addition, the soft wheels in CFE provide compliant and non-slip feeding capability and have been used to extrude fibers with a wide range of material types and thickness, including ELAC, polyester, silk, stainless steel, and eutectic gallium indium-alginate with a thickness ranging from 75 m to 350 m [7].
The weight of a printer carriage may negatively impact the motion stability, especially during high speed acceleration and deceleration, due to the vibration of 3D printers and stepper motor skipping steps. The CFE prototype in the current form weighs 428 g and we have had good results in fiber embedded hydrogel 3D printing with a travel speed of 20 mm/s. The prototype weight can be further reduced by using NEMA 17 pancake stepper motor with a weight reduction of 210 g.
2. Hardware description
The Continuous Fiber Extruder (CFE) consists of two main assemblies: (1) the core, which provides mounting positions for the stepper motor, the extrusion mechanism, and the fiber guiding tubes, and (2) the extrusion mechanism (Fig. 1A). As shown, a fiber to be extruded is loaded through the upper fiber guiding tube and establishes contact with the two silicone wheels. As the stepper motor turns, the drive gear works with the driven gear and feeds the fiber through the lower fiber guiding tube via the silicone wheels. In this way, the rotational movement of the stepper motor shaft is translated to the linear motion (extrusion and retraction) of the fiber. The length and speed of fiber extrusion is determined by the diameter of the silicone wheels, as well as the angle and angular velocity of the stepper motor shaft. Therefore, the motion resolution and accuracy of CFE depends on the geometric accuracy of the gears and silicone wheels, as well as the rotational motion precision of the stepper motor. Implemented with 3D printed parts, standard mass-produced connectors, and stepper motors dedicated for 3D printer motion control, the CFE is a precise, easy-to-assemble, and affordable fiber extruder and can be added to existing hydrogel 3D printing platforms to achieve fiber embedded hydrogel 3D printing. All design files of the 3D printed parts are open-source under the CC-BY-SA 4.0 license.
Fig. 1.

Continuous fiber extruder (CFE). (A) An isometric render of the CFE with labeled major components. (B) Photo of the CFE mounted on the carriage of a Flashforge Creator Pro desktop 3D printer.
2.1. Core
The core can be 3D printed in one piece and is the structural backbone of the CFE. It provides mounting points for the remaining components and serves as an interface between the 3D printer carriage and the CFE, which requires accurate positioning of corresponding mounting points. The design of the core utilizes the benefit of 3D printing in fabricating complex features with high geometric fidelity, which can be difficult and expensive when using traditional fabrication methods, e.g., CNC machining. The motor mount is designed to mate to the machined boss on the motor’s front endcap to facilitates self-centering. And the motor can be secured using screws (Fig. 1A) or hot melt adhesive (Fig. 1B).
2.2. Extrusion mechanism
The extrusion mechanism uses a pair of gear-silicone wheel assemblies to transform motor shaft rotation to fiber linear extrusion motion. The silicone wheels are manually molded using a 3D printed mold and bonded with the custom-made drive and driven gears to achieve non-slip feeding of fibers with different thickness. A ball bearing is used to connect the protruding mount pole from the core and the driven gear to provide smooth rotation. The intrinsically soft wheels also accommodate for slight misalignment of the gears that may result from the assembling process.
2.3. Key aspects of the hardware
-
•
The CFE is a valuable added benefit to existing FRESH printers and enables long-fiber embedded hydrogel 3D printing
-
•
At a cost of $53.34 and a weight of 428 g, the CFE is an open-source, light weight, customizable, and low-cost fiber extruder
-
•
The CFE is driven by a NEMA 17 stepper motor that is commonly used for 3D printer motion systems, making it applicable to a wide range of existing low-cost desktop 3D printers
-
•
The CFE is compatible with a wide range of fiber types and capable of creating various 2D and 3D fiber embedding features
3. Design files
3.1. Design Files Summary
| Design filename | File type | Open source license | Location of the file |
| core | CAD and STL file | CC-BY-SA 4.0 | https://doi.org/10.5281/ zenodo.4996271 |
| drive_gear | CAD and STL file | CC-BY-SA 4.0 | https://doi.org/10.5281/zenodo.4996271 |
| driven_gear | CAD and STL file | CC-BY-SA 4.0 | https://doi.org/10.5281/zenodo.4996271 |
| soft_wheel_action _die_1 | CAD and STL file | CC-BY-SA 4.0 | https://doi.org/10.5281/ zenodo.4996271 |
| soft_wheel_action _die_2 | CAD and STL file | CC-BY-SA 4.0 | https://doi.org/10.5281/ zenodo.4996271 |
Brief description of each design file.
-
•
Core: This is the 3D printed core structure of the CFE with mounting points for other components.
-
•
drive_gear: This is the 3D printed drive gear that is attached to the stepper motor shaft.
-
•
driven_gear: This is the 3D printed driven gear that is attached to the mounting pole of the CFE.
-
•
soft_wheel_action_die_1 and 2: These two 3D printed parts form a mold for manual casting of the two silicone wheels.
4. Bill of materials
| Designator | Component | Number | Cost per unit currency | Total cost | Source of materials | Material type |
| M3 0.5 mm, 10 mm Long, Fully Threaded Socket Cap | 91290A115 | 2 | 0.08 | 0.16 | McMaster-Carr | Steel |
| 0.9 Degree Stepper Motor | High Torque Axis Motor | 1 | 25.99 | 25.99 | Filastruder | Electronics |
| 5 11 4 mm Ball Bearings | B00Y5W3J YS | 1 | 1.09 | 1.09 | Amazon | Steel |
| Polly Plastics Silicone Molding Putty | B018B4A6 X2 | 2 | 0.47 | 0.95 | Amazon | Polymer |
| PLA 3D Printer Filament | B00J0GMM P6 | 1 | 24.99 | 24.99 | Amazon | PLA |
| Extended Length 10 L Pipette Tip | 1165–800-000 | 2 | 0.08 | 0.16 | Sycamore Life Science | Polymer |
5. Build instructions
The STL file for each 3D printed parts are available in the online repository (https://doi.org/10.5281/zenodo.4996271). In addition, the corresponding CAD files are provided for customization. All parts are recommended to be printed with 60–80% infill density, 3 perimeters, and a layer height of 0.25 mm when using a 0.4 mm nozzle. No support structure is needed during printing.
5.1. Extrusion mechanism assembly
Begin the CFE assembly by building the extrusion mechanism.
-
1.
Insert the 3D printed soft_wheel_action_die_1 into soft_wheel_action_die_2 to form an action mold for silicone wheel casting (Fig. 2A).
-
2.
Follow the manufacturer’s instruction and prepare the desired amount of silicone mold putty for the wheels you are casting. Manually press the mold putty into the slot of the action die and remove excess mold putty (Fig. 2A).
-
3.
After the mold putty cures (15 min), remove the soft_wheel_action_die_1 by pushing the button on the bottom of the action die. Retrieve the silicone wheel. Repeat this process to cast the other silicone wheel (Fig. 2A).
-
4.
Apply fast-dry adhesive (e.g., LoctiteTM Ultra Gel Control Super Glue) to the inner rims of the two silicone wheels and inset them onto the top of the drive and driven gears (Fig. 3).
-
5.
Insert the bearing into the center of the driven gear using the 3D printed bearing tool and a rubber hammer (Fig. 3).
Fig. 2.

Silicone wheels casting process.
Fig. 3.

Drive and driven gears assembling process.
5.2. Core assembly
Continue the assembly by attaching components to the core.
-
1.
Press the driven gear assembly along the mounting pole of the core using the 3D printed bearing tool and a rubber hammer (Fig. 4A). Make sure that the hole on the upper fiber guiding tube holder is positioned at the center of the silicone wheel as shown in the zoom-in top view (inset of Fig. 4A).
-
2.
Insert the stepper motor from the back of the core. Insert two M3 0.5 mm, 10 mm long screws through the core into stepper motor without tightening (Fig. 4A).
-
3.
Press the drive gear assembly along the stepper motor shaft until the drive gear teeth align with the driven gear teeth. Fasten the two screws(Fig. 4B).
-
4.
Insert an extended pipette tip into the slot of the upper fiber guiding tube holder. Cut a 22.5 mm section of another extended pipette tip and insert it into the slot of the lower fiber guiding tube holder. Secure the two tubes with hot glue as needed (Fig. 4B).
Fig. 4.

The core assembling process. (A) Attach the driven gear assembly. (B) Attach the drive gear assembly and the stepper motor. Then, install the upper and lower fiber guiding tubes into the upper and lower holder.
6. Operation instructions
To operate the CFE to perform long-fiber embedded hydrogel 3D printing, the CFE should be mounted on the carriage of a 3D printer along with the Replistruder 3.0 or 4.0 hydrogel syringe pump [12], [13], [7]. To load the CFE with a fiber for embedding, a single strand of long fiber can be manually loaded through the upper fiber guiding tube and pushed through the lower fiber guiding tube. Alternatively, multiple strands of fibers can be combined into one bundle and loaded to simultaneously embed multiple fibers [7]. Depending on the specific setup of the 3D printer carriage and the hydrogel syringe pump, the CFE core can be attached using hot glue or bolts and nuts connections. The included CAD file of the core allows users to customize such connections as needed. An example of mounting the CFE to a Flashforge Creator Pro 3D printer with Replistruder 3.0 hydrogel syringe pump is shown in Fig. 5.
Fig. 5.
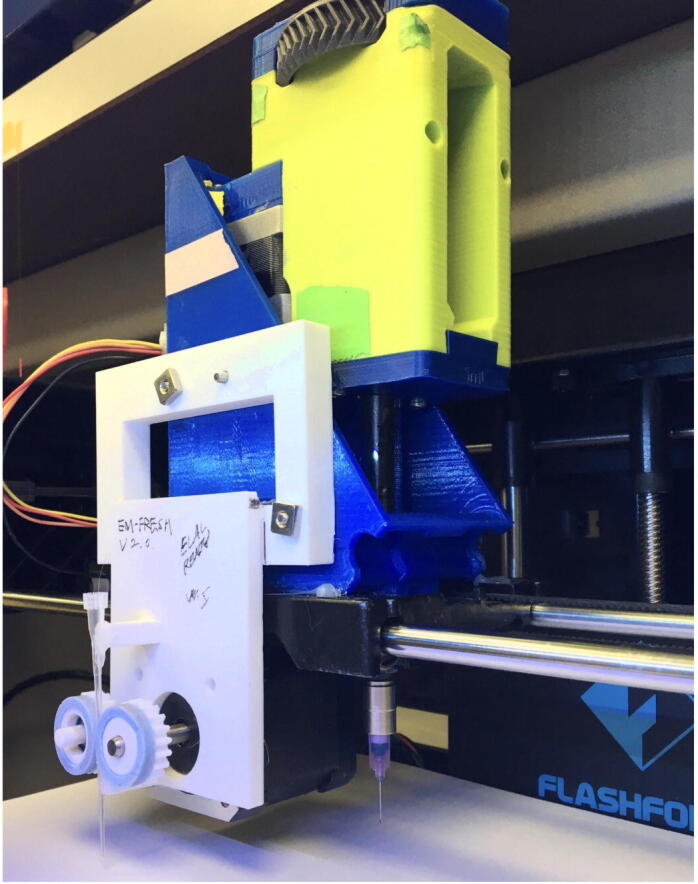
Example mount of CFE on a Flashforge Creator Pro 3D printer.
Prior to operation, the CFE should be connected with the control system of the 3D printer using the stepper motor connector cable (included in the stepper motor package) and have its extrusion motion calibrated. Although the extrusion motion can be theoretically calculated by solving for the motor shaft rotation angle needed to extrude a specific length of fiber, it is advisable to perform the CFE calibration experimentally. First, send extrusion G-code command to the printer (e.g., E 5) so that the fiber exits the lower guiding tube. Cut excess fiber section so that the end of the fiber aligns with the exit of the lower fiber guiding tube. Send another extrusion G-code command with a desired extrusion amount to the printer (e.g, E 10) and measure the length of the extruded fiber (e.g., 19.26 mm). The extrusion amount per millimeter fiber extruded can be derived by dividing the extrusion amount with the length of fiber extruded (e.g., 0.5191 extrusion_command/mm).
The fiber embedding can be performed by manually positioning the lower fiber guiding tube to a desired start point and sending the fiber embedding G-code to the 3D printer. G-code for fiber embedding using the CFE can be generated using a three-step procedure. First, the embedding pattern can be drawn using CAD software (e.g., Solidworks) and saved using DXF format. Second, convert the embedding pattern file into motion control G-code using DXF2GCODE (https://sourceforge.net/projects/dxf2gcode/). Third, convert the motion control G-code into fiber embedding G-code using the provided custom Python script. Detailed instructions on script usage can be found in the online repository.
7. Validation and characterization
The CFE has been used in a recent study to demonstrate structural reinforcement effect of the LFE-FRESH process where tensile testing was performed on FRESH printed alginate parts with and without embedded fibers [7]. The testing result indicates that CFE-assisted fiber embedding achieves statistically significantly higher tensile modulus and ultimate tensile strength [7]. To validate the performance of the CFE, a series of fiber embedding patterns were embedded into FRESH printed alginate sheets using electrochemically aligned collagen fiber [14] (Fig. 6). For all alginate sheet printing, 4 % w/v sodium alginate (Allevi) in deionized water solution was doped with Alcian Blue dye and used as the bioink. The FRESH printing of the alginate fibers were performed following the protocol developed by Lee et al. using Replistruder 3.0 hydrogel syringe pump [13]. For simple embedding patterns with large fiber spacing (2 mm) (Fig. 6A) the fiber embedded alginate sheet appeared as intended and reflected the input fiber embedding G-code. For fiber embedding with smaller fiber spacing (Fig. 6B), noticeable fiber deformation was observed, which was caused by the residual stress in bent fiber in the host FRESH printed alginate with internal cavity. The CFE was tested with a web-shaped embedding pattern to qualitatively assess its performance in creating complex features that are difficult to cast using other fabrication methods (Fig. 6C). To prevent fiber collision during embedding, crossing fiber paths were embedded at different depths in the alginate sheet. The resulting fiber geometry corresponded to the input G-code with some distortion. The fiber embedding quality could be further improved by incorporating feedback control methods that monitor and regulate the fiber embedding process, including extrusion force monitoring [15] and print path correction [16].
Fig. 6.

Long-fiber embedding using CFE. (A) Input geometric design (left) and photo (right) of a U-shaped embedding pattern with 2 mm fiber spacing. (B) Input geometric design (upper) and photo (lower) of an embedding pattern using five repeated U-shape features with 1 mm fiber spacing. (C) Input geometric design (left) and photo (right) of a web-shaped fiber embedding pattern. Horizontal and vertical fiber paths were color-coded to indicate different embedding depths to prevent collision during fiber embedding. Scale bars are 2 mm.
Human and animal rights
No human or animal subjects were used in this study.
Declaration of Competing Interest
The authors declare the following financial interests/personal relationships which may be considered as potential competing interests: A.W.F. has an equity stake in FluidForm Inc., which is a startup company commercializing FRESH 3D printing. FRESH 3D printing is the subject of patent protection including U.S. Patent 10,150,258.
Acknowledgements
The authors would like to thank Mr. Joshua Tashman for assistance in preparing FRESH slurries for testing the hardware. This work was supported in part by the NSF DBI 2015317 as part of the NSF/CIHR/DFG/FRQ/UKRI-MRC Next Generation Networks for Neuroscience Program, an NSF CAREER award under Grant No. ECCS-2044785, a Carnegie Mellon University (CMU) Department of Mechanical Engineering Collaborative Fellowship, the William and Barbara Goldsmith Family Fellowship, and the CMU Mechanical Engineering Faculty Startup.
Biography

Wenhuan is a PhD candidate at Carnegie Mellon University. His research involves the development of soft material additive manufacturing tools and machine learning algorithms to advance soft robotics.
Footnotes
Supplementary data associated with this article can be found, in the online version, at https://doi.org/10.1016/j.ohx.2022.e00297.
Supplementary data
The following are the Supplementary data to this article:
References
- 1.Shi Qiang, et al. Bioactuators based on stimulus-responsive hydrogels and their emerging biomedical applications. NPG Asia Mater. 2019;11(1) doi: 10.1038/s41427-019-0165-3. issn: 18844057. [DOI] [Google Scholar]
- 2.Billiet Thomas, et al. A review of trends and limitations in hydrogel-rapid prototyping for tissue engineering. Biomaterials. 2012;33(26):6020–6041. doi: 10.1016/j.biomaterials.2012.04.050. issn: 01429612. [DOI] [PubMed] [Google Scholar]
- 3.Webster-Wood Victoria A., et al. Organismal engineering: Toward a robotic taxonomic key for devices using organic materials. Sci. Robot. 2017;2(12):eaap9281. doi: 10.1126/scirobotics.aap9281. issn: 24709476. URL: https://robotics.sciencemag.org/content/2/12/eaap9281. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 4.Li Jianyu, Mooney David J. Designing hydrogels for controlled drug delivery. Nature Rev. Mater. 2016;1(12) doi: 10.1038/natrevmats.2016.71. issn: 20588437. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 5.Sun Wenhuan, et al. 3D Printing Hydrogel-Based Soft and Biohybrid Actuators: A Mini- Review on Fabrication Techniques, Applications, and Challenges. Front. Robot. AI. 2021;8:1–10. doi: 10.3389/frobt.2021.673533. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 6.Hinton T.J., et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Sci. Adv. 2015;1:1–10. doi: 10.1126/sciadv.1500758. issn: 2375-2548. URL: http://advances.sciencemag.org/cgi/ [DOI] [PMC free article] [PubMed] [Google Scholar]
- 7.Sun Wenhuan, et al. Long-Fiber Embedded Hydrogel 3D Printing for Structural Reinforcement. ACS Biomater. Sci. Eng. 2021 doi: 10.1021/acsbiomaterials.1c00908. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 8.Cheng Xingguo, et al. An electrochemical fabrication process for the assembly of anisotropically oriented collagen bundles. Biomaterials. 2008;29(22):3278–3288. doi: 10.1016/j.biomaterials.2008.04.028. issn: 01429612. [DOI] [PubMed] [Google Scholar]
- 9.Zhou Yang, et al. Highly Stretchable, Elastic, and Ionic Conductive Hydrogel for Artificial Soft Electronics. Adv. Funct. Mater. 2019;29(1):1–8. doi: 10.1002/adfm.201806220. issn: 16163028. [DOI] [Google Scholar]
- 10.Yi Feng Lian, et al. Highly stretchable CNT Fiber/PAAm hydrogel composite simultaneously serving as strain sensor and supercapacitor. Compos. Part B. 2020;198:108246. doi: 10.1016/j.compositesb.2020.10824. issn: 13598368. [DOI] [Google Scholar]
- 11.Trindade Elizabeth C.A., et al. Carbon fiber-embedded bacterial cellulose/polyaniline nanocom- posite with tailored for microbial fuel cells electrode. J. Appl. Polym. Sci. 2020;137(35):1–9. doi: 10.1002/app.49036. issn: 10974628. [DOI] [Google Scholar]
- 12.Tashman Joshua W., Shiwarski Daniel J., Feinberg Adam W. A high performance open-source syringe extruder optimized for extrusion and retraction during FRESH 3D bio- printing. HardwareX. 2021;9:e00170. doi: 10.1016/j.ohx.2020.e00170. issn: 24680672. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 13.Lee A., et al. 3D bioprinting of collagen to rebuild components of the human heart. Science. 2019;365(6452):482–487. doi: 10.1126/science.aav9051. issn: 0036-8075. [DOI] [PubMed] [Google Scholar]
- 14.Sun Wenhuan, Paulovich Jason, Webster-Wood Victoria. Tuning the Mechanical and Geometric Properties of Electrochemically Aligned Collagen Threads Toward Applications in Biohybrid Robotics. J. Biomech. Eng. 2021;143(5) doi: 10.1115/1.4049956. issn: 0148-0731. [DOI] [PubMed] [Google Scholar]
- 15.Klar Ville, et al. Ystruder: Open source multifunction extruder with sensing and monitoring capabilities. HardwareX. 2019;6:e00080. doi: 10.1016/j.ohx.2019.e00080. issn: 24680672. [DOI] [Google Scholar]
- 16.Armstrong Ashley A., et al. Direct process feedback in extrusion-based 3D bioprinting. Biofabrication. 2020;12(1) doi: 10.1088/1758-5090/ab4d97. issn: 17585090. [DOI] [PubMed] [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.