

Abstract
To improve the hydrophobicity of precious hardwood, a facile sanding pretreatment and alkyl ketene dimer (AKD) modification were performed. After the AKD modification, the wood was highly hydrophobic, and the contact angle was 143°. The increased hydrophobicity could be attributed to the ester bond formed between the wood hydroxyl groups and AKD, which was confirmed by attenuated total reflectance–Fourier transform infrared spectroscopy. Sanding pretreatment could further greatly increase the wood hydrophobicity and render it superhydrophobic, not only in a cross-section but also in the tangential and radial sections. The changed wood surface roughness could be responsible for the increased hydrophobicity, which was confirmed by characterization with a scanning electron microscope (SEM) and a three-dimensional optical microscope. Apart from the improved hydrophobicity, the AKD-modified wood exhibited excellent water, acid, and toluene resistance. After a 12 h immersion, the contact angle did not change significantly, and the acid immersion contributed to an improvement in the hydrophobicity of the wood. Furthermore, the resultant AKD-modified wood exhibited an excellent self-cleaning effect.
1. Introduction
Precious hardwood timber is widely used in furniture manufacturing, floor making, and surface decoration because of its high quality, exquisite texture, and beautiful pattern. However, this hardwood is sensitive to water and is easily smudged, which may lead to surface damage and corrosion or increased maintenance costs. Hydrophobic/superhydrophobic modification is an efficient way to tackle these problems; when water drops fall on the surface of superhydrophobic wood, they remain close to a spherical shape and easily roll off, thereby preventing problems caused by water absorption into wood.1 The preparation of superhydrophobic surfaces can effectively improve the water repellency of the wood, produce antifouling surfaces, reduce microbial infestation, and extend the service life of the wood.
Natural biological structures exhibit excellent superhydrophobic properties, such as lotus leaves, reed leaves, cicadas, and butterfly wings, due to the fine surface structure of these components.2 For wood, which is a natural structure with a certain surface roughness, when water drops fall on its surface, the actual contact area between the water and wood is limited by the surface roughness and pore space of the wood and the actual contact area is greatly reduced. Therefore, it is possible to prepare superhydrophobic surfaces for wood. However, the surface roughness of wood is insufficient to inhibit water entry into the wood because of the hydrophilic groups on its surface. Therefore, it is necessary to further adjust the roughness of the wood surface and reduce the free energy of the wood surface to successfully prepare superhydrophobic surfaces. Undoubtedly, the construction of hydrophobic structures on wood surfaces comprises two main aspects: the construction of roughened surfaces and the construction of low-surface-energy surfaces. Various methods for fabricating hydrophobic/superhydrophobic wood surfaces have been reported, such as a hydrothermal method,3,4 a sol–gel process,5,6 a wet chemical process method,7 and a plasma etching treatment.8 These methods can impart excellent superhydrophobicity to wood and have achieved innovation with regard to the construction and preparation of superhydrophobic surfaces. However, the process of preparing roughened surfaces using these methods is complicated, and the practical application and product industrialization are limited by the problems of the preparation processes. Therefore, simple, and low-cost methods for roughening wood surfaces and reagents for superhydrophobic surface construction are urgently required to expand the range of practical applications of superhydrophobic wood.
On consideration of the biological characteristics of wood, the roughness of the wood surface can be adjusted by a simple sanding process.9,10 This method is fast and efficient, is not complex, and allows an easy adjustment of the wood surface roughness. The preparation of low-surface-energy surfaces can be achieved by grafting certain hydrophobic reagents. The wood exhibits a certain porosity that allows the entry of solvents, and the hydroxyl groups on the wood surface provide sites for chemical grafting reactions. This method is extremely easy to implement and renders the wood surface superhydrophobic. In addition, the color and texture of the wood surface are not greatly affected by simple sanding and chemical grafting reactions, thereby preserving the original biological characteristics of the wood, which is beneficial.
The preparation of highly hydrophobic wood surfaces by grafting long-chain alkyl groups onto wood cell walls is a feasible approach. For example, Wang successfully prepared highly hydrophobic bulk wood by grafting long-chain octadecyl isocyanates (OTIs) onto wood cell walls via carbamate bonds. The physical properties of the treated wood, including self-cleaning properties, dimensional stability, and water absorption, significantly improved.1 In addition, Wang prepared highly hydrophobic wood by grafting stearoyl chloride onto wood cell walls through ester bonds and observed contact angles of over 150° in the cross-section and a self-cleaning effect.11 Tan constructed micro-/nanorough structures on a wood surface using ZnO and grafted palmitoyl chloride onto the wood surface. The treated wood surface exhibited a contact angle of 155°, excellent wear resistance, and chemical durability.12
Alkyl ketene dimer (AKD) as a sizing agent, due to its low cost, low dosage, low toxicity, and wide pH application range, has been widely used in the papermaking industry to improve the wet strength of paper. AKD has been reported to endow cellulose with high hydrophobicity by reacting with hydroxyl groups of cellulose, forming β-keto ester linkages, and incorporating two long alkyl chains.13−15 Although AKD has been widely used in papermaking and cellulose modification, there are only a few reports of its application to wood-based panels or solid wood modification. Hundhausen used AKD-modified chips to produce particleboard,16 while Demirel used an AKD glue mixture and AKD-treated veneer to prepare plywood.17 For solid wood modification, Shi studied the modification process (AKD dosage and immersion time) of Chinese fir (Cunninghamia sp.) using AKD, and the relevant results were evaluated.18 Lovaglio studied the wetting behavior of heat treatment and AKD on alder (Alnus cordata (Loisel) Duby).19 However, as wood is an anisotropic and porous natural material, the effects of wood surface morphology, species, and sections, which are closely involved in AKD modification performance, have not been investigated to date. The exhibition of excellent self-cleaning properties by AKD-modified wood has not been demonstrated.
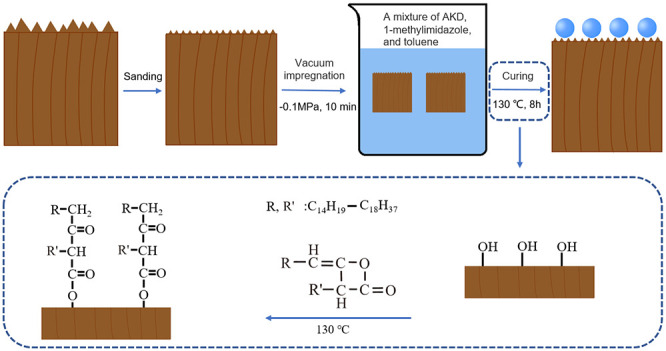
Here, we present a simple and feasible method to fabricate hydrophobic/superhydrophobic wood using low-cost and environmentally friendly AKD as a modifier and sanding as the main treatment. The hydrophobicity of the prepared AKD-modified wood was investigated, and the effects of the wood sections and species on the modification performance were explored. Sanding was employed as the main pretreatment, and its influence on the morphology and hydrophobicity of the wood prior to and after AKD modification was investigated. The morphology of the wood was characterized by scanning electron microscopy (SEM) and three-dimensional (3D) optical microscopy. To determine the modification mechanism, attenuated total reflectance–Fourier transform infrared (ATR-FTIR) spectroscopy was applied to the characterization of the AKD-modified wood. In addition, the durability and antifouling performance of the modified wood were studied.
2. Materials and Methods
2.1. Materials
AKD (technical grade) was used as a modifier, obtained from Aladdin Biochemical Technology Co. Ltd. (Shanghai, China). Toluene was used as a solvent, and 1-methylimidazole was used as a catalyst. Both were of laboratory grade supplied by Macklin Biochemical Co., Ltd. (Shanghai, China). Sandpapers were purchased from Taobao.
2.2. Sample Preparation
Specimens were cut from birch (Betula), oak (Quercus spp.), black walnut (Juglans nigra), and pometia tomentosa (Pometia pinnata J. R. et G. Forst.) sapwood. Six matching specimens in dimensions of 20 mm (tangential) × 20 mm (radial) × 10 mm (longitudinal) were prepared. The specimens were sanded using sanding paper with different mesh sizes (120, 180, and 240). The uniformity and surface flatness were ensured during sanding.
2.3. Treatment Conditions
AKD (5 g) and 1-methylimidazole (1 g) were weighed and placed in a glass beaker, mixed with toluene (100 mL), and stirred until the AKD was completely dissolved. The dried wood blocks were immersed in the solution for vacuum impregnation (−0.1 MPa, 10 min). Afterward, the blocks were placed in a fume hood until the organic solvent was removed. Finally, the samples were cured in an oven for 8 h at 130 °C. For durability, the AKD-modified woods were immersed in distilled water, an acid solution (pH 2, HCl solution), a base solution (pH 12, NaOH solution), and toluene for 12 h. To test the self-cleaning properties, water was poured with a syringe onto a surface contaminated by carbon powder to compare the self-cleaning properties of the control and AKD-modified wood samples.
2.4. Morphology Characterization
The wood surface morphology of the samples was characterized by scanning electron microscope (SEM, Hitachi SU8010, Japan); the samples were mounted on conductive adhesives and sputter-coated with gold at a voltage of 5 kV. The specific roughness was further characterized by 3D optical microscopy (Bruker Contour GT, Germany).
2.5. Contact Angle Measurement
The wetting behavior of the wood surface prior to and after AKD modification was characterized using an OCA 100 contact angle measuring instrument (DataPhysics Instruments GmbH, Germany) at 20 °C and 40% relative humidity (RH). A drop of distilled water (3 μL) was automatically dosed using an autosyringe and picked up using the specimen placed on a movable sample table. Two tests were performed on each sample in each group (six samples for each group), and the average value was calculated. The dynamic contact angles were continuously captured using an equipped high-speed video at an interval of 0.105 s for a total duration of 60 s.
2.6. ATR-FTIR Analysis
Wood flakes were obtained from the surfaces of the modified and unmodified wood specimens by cutting with a blade. Thereafter, they were characterized by ATR-FTIR (Nicolet 6700, Thermo Scientific, USA) within a scanning range of 4000–600 cm–1 at 4 cm–1 resolution for 32 scans.
3. Results
3.1. Morphology Analysis
Figure 1 shows the SEM images of different wood surfaces. The morphologies of the wood surfaces sanded using various sandpaper mesh sizes differed. The sanding treatment changes the original coarse superstructure of the wood surface, The roughness decreases as the number of the sandpaper grit increases. In order to obtain further information on the surface morphology of the wood, the specific surface roughness of a birchwood cross-section was further characterized by 3D optical microscopy; the 3D morphology images are shown in Figure 2. As shown in Figure 2, changes in the wood surface morphology can be easily observed after the sanding treatment. The decreased red areas in Figure 2 indicate the decreased surface roughness. Sanding removed the protrusions from the surface of the wood and smoothened it. The surface of the wood without sanding treatment exhibited a high degree of roughness, and the 120 mesh sandpaper yielded a significant reduction in red areas, but the surface was locally raised. The 180 and 240 meshes rendered the surface of the wood smooth and uniform. The specific surface-roughness-related parameters are given in Table 1. The Ra (average roughness) and Rq (root-mean-square roughness) values decreased because an increase in sandpaper mesh size indicated a decreased surface roughness. Roughness is directly involved with the wood surface wettability and can affect the subsequent hydrophobic modification performance.
Figure 1.

Scanning electron microscopy (SEM) images of the birchwood cross-section prior to and after sanding pretreatment: (a) without sanding and with (b) 120 mesh, (c) 180 mesh, and (d) 240 mesh sanding treatment. Note: the magnification is ×1000.
Figure 2.

Contour GT three-dimensional (3D) optical microscopy images of a birchwood cross-section after sanding treatment: (a) without sanding and with (b) 120 mesh sanding, (c) 180 mesh sanding, and (d) 240 mesh sanding.
Table 1. Profile Height Roughness Parameters of the Birchwood Cross-Section after Sanding Treatmenta.
| without sanding | 120 mesh | 180 mesh | 240 mesh | |
|---|---|---|---|---|
| Ra (μm) | 3.098 | 2.011 | 1.972 | 1.966 |
| Rq (μm) | 4.64 | 2.611 | 2.518 | 2.512 |
| Rp (μm) | 20.894 | 29.91 | 16.418 | 18.586 |
| Rv (μm) | –72.054 | –17.455 | –19.317 | –19.542 |
| Rt (μm) | 92.958 | 47.365 | 35.735 | 38.129 |
Definitions: Ra, average roughness; Rq, root-mean-square roughness; Rp, maximum profile height from the mean line within a sampling length; Rv, maximum profile valley from the mean line; Rt, maximum peak-to-valley height within a sampling length.
3.2. Effects of AKD Modification and Sanding Treatment on the Hydrophobicity of Wood
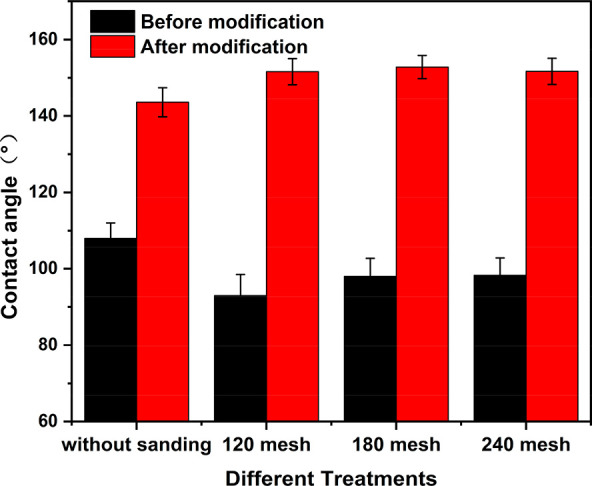
Figure 3 shows the contact angles of the cross-section prior to and after the AKD modification. Prior to the modification treatment, the sanding treatment reduced the contact angle of the wood surface because wood is a hydrophilic material, and the micro-/nanostructure created by the sanding treatment amplified the hydrophilicity of the wood surface.20 The contact angles of the wood cross-section significantly increased after the AKD modification, indicating the efficiency of the AKD modification in improving the hydrophobicity of wood. After the AKD modification, the hydroxyl groups on the wood surface reacted with AKD to form a hydrophobic layer, which reduced the free energy on the wood surface. Moreover, it was observed that the sanding treatment prior to the AKD modification increased the hydrophobicity of the modified wood, and the contact angle of the sanded samples was greater than 150° (which can be considered superhydrophobic). The construction of new rough surfaces was responsible for the increase in hydrophobicity. Sanding reduces the roughness of the wood surface and makes it more uniform. However, thesanding mesh has little effect on the contact angle, which is due to the fact that there is no significant difference in wood surface roughness after sanding with 120, 180, and 240 mesh (Figure 2). After the AKD modification, the contact angle of the wood surface without sanding treatment was 146°, which was considerably higher than those in previous reports.16,17 The improved contact angle might be attributed to the catalyst used, which increased the reaction activity between the AKD and wood. The surface morphology has a great effect on the wettability of materials. Changing the surface roughness of wood (a porous natural material) can alter its surface wettability and affect the subsequent hydrophobic modification. Therefore, sanding treatment is an efficient and simple method to change the roughness of wood surfaces and further improve the hydrophobicity of AKD-modified wood.
Figure 3.
Birchwood cross-section contact angles of different sanded samples prior to and after AKD modification.
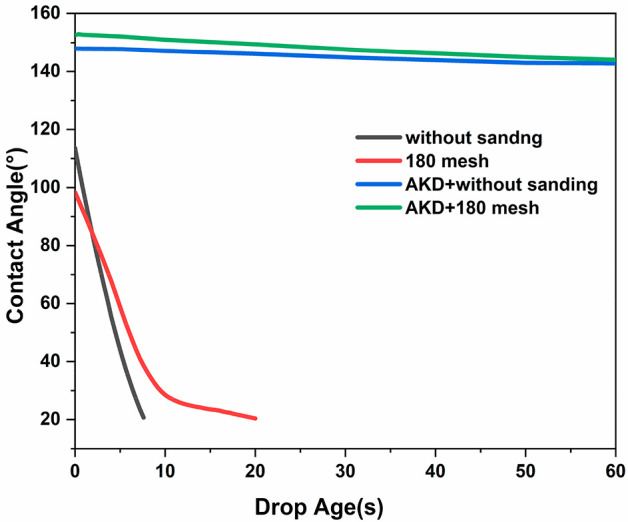
Figure 4 shows the contact angle variation in modified and unmodified birchwood with time. As time went by, the contact angle of the sanded and nonsanded wood rapidly decreased. However, after the AKD modification, the contact angle nearly did not change over 1 min, which further confirmed the excellent effect of AKD in improving the wood water resistance and the contribution of the sanding pretreatment in improving the hydrophobicity of the AKD-modified wood.
Figure 4.
Contact angle of modified and unmodified birchwood cross-section.
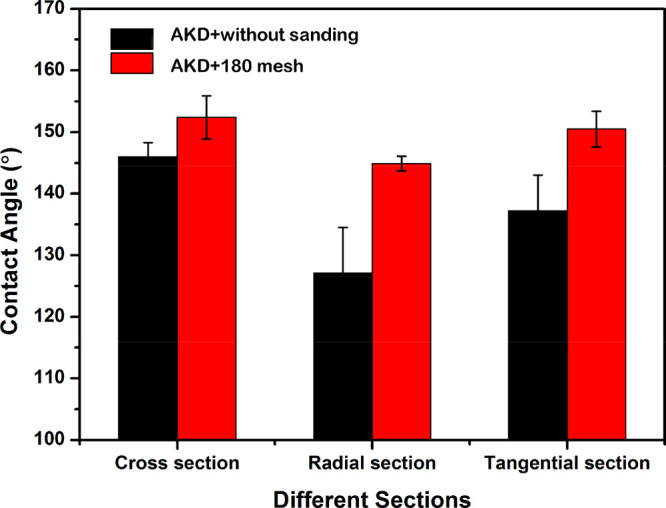
Wood is an anisotropic material. For different sections, the structure and roughness differ; therefore, the hydrophobic modification performances are different. As shown in Figure 5, the contact angles obtained differed for different wood sections. The contact angle on the cross-section was the largest, followed by that on the tangential section, and the smallest contact angle was observed on the radial section. Although AKD was efficient in improving the wood hydrophobicity on the cross-section, the contact angles on the radial and tangential sections were not extremely high; they were only 127 and 137°, respectively. This was determined by the unique anatomical structure and porosity of the wood, which exhibits a microgroove structure on the longitudinal surface and a honeycomb shape on the transverse surface. According to Cassie and Baxter’s model, water droplets descending on a longitudinal surface exhibit a low contact angle, since the air inside the microgrooves can escape in both directions and the droplets can enter the microgrooves.11 However, with the sanding pretreatment using the 180 mesh sandpaper, after the AKD modification, the contact angles on the radial and tangential sections significantly increased to 145 and 150°, respectively. The increased contact angle might be due to the reduced surface roughness and filling effect of the voids and vessels on the radial and tangential sections.
Figure 5.
Contact angle of AKD-modified birchwood with and without sanding pretreatment in different sections.
Different wood species have different densities, structures, textures, and properties; therefore, their surface wettabilities and hydrophobicities differ. As shown in Figure 6, after the AKD modification, the contact angles of all the wood species increased, in comparison with those of the unmodified wood, indicating the universality and high efficiency of AKD modification in improving wood hydrophobicity.
Figure 6.
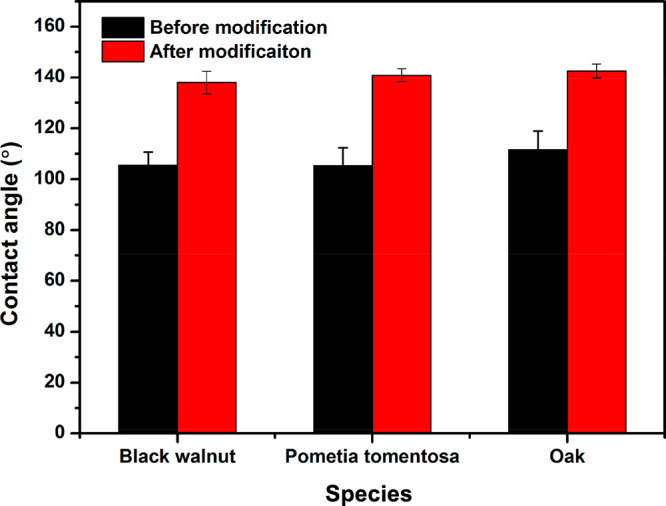
Contact angle of AKD-modified and unmodified wood cross sections of different species.
3.3. Durability of AKD-Modified Wood
AKD can endow wood with high hydrophobicity; however, when it is applied, the wood suffers from environmental erosion and destruction. Therefore, the durability of the AKD modification is essential for long-term applications. Figure 7 shows the contact angle of the AKD-modified wood prior to and after post-treatments. It was observed that water immersion had no evident effect on the hydrophobicity of the AKD-modified wood on every section (Figure 7a). However, when the AKD-modified wood was immersed in an acid solution for 12 h, the contact angle increased (Figure 7b), This may be because AKD was more stable and less prone to hydrolysis in an acidic environment, and the acid immersion treatment may have redistributed AKD on the wood surface and made it uniform, further increasing the contact angle of the wood surface.21 As shown in Figure 7c, the base solution immersion affected the hydrophobicity of the AKD-modified wood the most. After the base immersion, the contact angle decreased, which may be due to the rapid hydrolysis of AKD on the wood surface in an alkaline environment.22 Moreover, for the toluene immersion, the contact angle of the AKD-modified wood decreased, which may be due to the removal of the partially unreacted AKD on the surface of the AKD-modified wood. Although the aforementioned immersion post-treatments (water, acid, base, toluene) had different influences on the hydrophobicity of the AKD-modified wood, the immersed woods exhibited a high contact angle, except for the base treatment, indicating the excellent durability of the AKD-modified wood.
Figure 7.

Contact angle of AKD-modified birchwood cross-section prior to and after different post-treatments: (a) 12 h water immersion; (b) 12-h acid immersion (pH 2, HCl solution); (c) 12 h base immersion (pH 12, NaOH solution); (d) 12 h toluene immersion.
3.4. ATR-FTIR Analysis
Figure 8 shows the IR spectra of the pure AKD and birchwood samples with different treatments. After the AKD modification, changes were observed in the IR spectra. In comparison with that of the unmodified birchwood, two intense peaks appeared at 2917 and 2848 cm–1 in the IR spectrum of the AKD-modified wood, which correlated with the position of characteristic AKD peaks and could be attributed to the C–H stretching vibration in the methylene and methyl groups of AKD, indicating that AKD was successfully incorporated into the wood. In addition, two other characteristic peaks AKD at 1848 and 1721 cm–1 (Figure 8a) attributed to the stretching vibrations of the enol and carbonyl groups in the lactone ring, respectively,23,24 disappeared for the AKD-modified wood, indicating that the AKD structure in the wood changed. According to previous studies,15−19 AKD can react with the hydroxyl groups of cellulose and form a β-keto ester; the corresponding IR characteristic peaks were located at 1735 and 1710 cm–1, respectively. Theoretically, AKD can react with wood. As shown in Figure 8, although the peak at 1735 cm–1 was overlapped with the wood carbonyl (−C=O) stretching vibration band, a small shoulder peak at 1710 cm–1 indicated by the dashed line belonging to the β-keto ester was observed. Therefore, it was concluded that AKD reacted with wood, and the possible reaction mechanism is shown in Figure 9.
Figure 8.

Attenuated total reflectance–Fourier transform infrared (ATR-FTIR) spectra of the AKD-modified and unmodified birchwood samples: (a) AKD, (b) unmodified wood, (c) AKD-modified wood, (d) AKD + water immersion, (e) AKD + acid immersion, (f) AKD + base immersion, and (g) AKD + toluene.
Figure 9.

Schematic of the reaction between the AKD and wood.
3.5. Self-Cleaning Tests
The self-cleaning effect is an important character of superhydrophobic materials; it is useful for practical applications for wood, furniture, and flooring. As shown in Figure 10b, different kinds of spherical liquid droplets (milk, Coca-Cola, blue water, and tea) steadily rested on the AKD-modified wood surface, while they instantly penetrated the pristine wood, as shown in Figure 10a, confirming the excellent hydrophobicity of the AKD-modified wood. In addition, the prepared AKD-modified wood exhibited an excellent self-cleaning ability, which was confirmed by a test. As shown in Figure 10d,f, after water was gently poured onto a carbon-powder-contaminated AKD-modified surface, the contaminants were removed, and the surface remained clean and dry. However, on the unmodified wood surface, the water merged with the carbon powder and remained on the wood surface, resulting in a contaminated and wet surface (Figure 10c,e).
Figure 10.
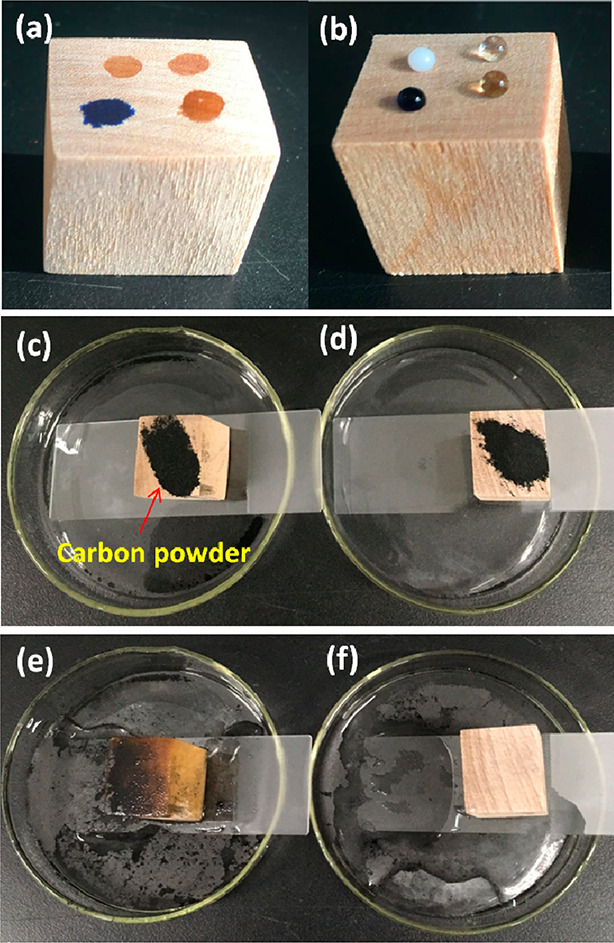
Optical images of different liquid droplets (milk, Coca-Cola, blue water, and tea) on the pristine (a) and AKD-modified (b) wood surface. Self-cleaning process on the pristine wood (c, e) surface and on the AKD-modified wood (d, f) surface. Note that these surfaces are birchwood cross-sections.
4. Conclusion
A simple and feasible method was developed to fabricate hydrophobic/superhydrophobic wood by a sanding pretreatment with low-cost AKD modification. After the AKD modification, the water contact angle of the wood cross-section was higher than 140°, indicating the high efficiency of the AKD modification in improving the wood hydrophobicity. The improved hydrophobicity could be attributed to a reaction between the wood and AKD that formed β-keto ester linkages; this was confirmed by an ATR-FTIR characterization. Altering the wood surface roughness by a simple presanding treatment further improved the hydrophobicity of the AKD-modified wood on the cross-section and the tangential and radial sections. In addition, the prepared highly hydrophobic wood exhibited excellent durability and self-cleaning ability, which could broaden the application area of precious wood and reduce its maintenance costs.
Acknowledgments
This work was supported by the National Key Research and Development Project of China (2017YFD0601105), the scientific research development fund project of Zhejiang Agriculture & Forestry University (2018FR042), and the Zhejiang Provincial Natural Science Foundation Committee (LQ19C160014).
Author Contributions
All authors contributed to the writing and revision of the manuscript. All authors read and approved the final manuscript.
The authors declare no competing financial interest.
References
- Wang K.; Dong Y.; Yan Y.; Zhang W.; Qi C.; Han C.; Li J.; Zhang S. Highly hydrophobic and self-cleaning bulk wood prepared by grafting long-chain alkyl onto wood cell walls. Wood Science and Technology 2017, 51 (2), 395–411. 10.1007/s00226-016-0862-9. [DOI] [Google Scholar]
- Wang T.; Liu G.; Kong J.; Wong C. Fabrication and Hydrophobic Properties of Column-Array Silicon Using Wood-Structured Silver-Assisted Chemical Etching. Advanced Materials Interfaces 2016, 3 (19), 1600552. 10.1002/admi.201600552. [DOI] [Google Scholar]
- Sun Q.; Lu Y.; Liu Y. Growth of hydrophobic TiO2 on wood surface using a hydrothermal method. J. Mater. Sci. 2011, 46, 7706–7712. 10.1007/s10853-011-5750-y. [DOI] [Google Scholar]
- Liu M.; Qing Y.; Wu Y.; Liang J.; Luo S. Facile fabrication of superhydrophobic surfaces on wood substrates via a one-step hydrothermal process. Appl. Surf. Sci. 2015, 330, 332–338. 10.1016/j.apsusc.2015.01.024. [DOI] [Google Scholar]
- Wang S.; Liu C.; Liu G.; Zhang M.; Li J.; Wang C. Fabrication of superhydrophobic wood surface by a sol-gel process. Appl. Surf. Sci. 2011, 258, 806–810. 10.1016/j.apsusc.2011.08.100. [DOI] [Google Scholar]
- Wang X.; Chai Y.; Liu J. Formation of highly hydrophobic wood surfaces using silica nanoparticles modified with long-chain alkylsilane. Holzforschung 2013, 67. 10.1515/hf-2012-0153. [DOI] [Google Scholar]
- Wang S.; Shi J.; Liu C.; Xie C.; Wang C. Fabrication of a superhydrophobic surface on a wood substrate. Appl. Surf. Sci. 2011, 257, 9362–9365. 10.1016/j.apsusc.2011.05.089. [DOI] [Google Scholar]
- Xie L.; Tang Z.; Jiang L.; Breedveld V.; Hess D. W. Creation of superhydrophobic wood surfaces by plasma etching and thin-film deposition. Surf. Coat. Technol. 2015, 281, 125–132. 10.1016/j.surfcoat.2015.09.052. [DOI] [Google Scholar]
- Söǧutlu C.; Nzokou P.; Koc I.; Tutgun R.; Döngel N. The effects of surface roughness on varnish adhesion strength of wood materials. Journal of Coatings Technology and Research 2016, 13 (5), 863–870. 10.1007/s11998-016-9805-5. [DOI] [Google Scholar]
- Gurau L. Testing the Processing-Induced Roughness of Sanded Wood Surfaces Separated from Wood Anatomical Structure. Forests 2022, 13 (2), 331. 10.3390/f13020331. [DOI] [Google Scholar]
- Wang K.; Dong Y.; Yan Y.; Qi C.; Zhang S.; Li J. Preparation of mechanical abrasion and corrosion resistant bulk highly hydrophobic material based on 3-D wood template. Rsc Advances 2016, 6 (100), 98248–98256. 10.1039/C6RA19549K. [DOI] [Google Scholar]
- Tan Y.; Wang K.; Dong Y.; Zhang W.; Zhang S.; Li J. Bulk superhydrophobility of wood via in-situ deposition of ZnO rods in wood structure. Surf. Coat. Technol. 2020, 383, 125240. 10.1016/j.surfcoat.2019.125240. [DOI] [Google Scholar]
- Song X.; Chen F.; Liu F. Preparation and characterization of alkyl ketene dimer (akd) modified cellulose composite membrane. Carbohydr. Polym. 2012, 88, 417–421. 10.1016/j.carbpol.2011.10.062. [DOI] [Google Scholar]
- Yoshida Y.; Heux L.; Isogai A. Heterogeneous reaction between cellulose and alkyl ketene dimer under solvent-free conditions. Cellulose 2012, 19, 1667–1676. 10.1007/s10570-012-9747-8. [DOI] [Google Scholar]
- Yan Y.; Amer H.; Rosenau T.; Zollfrank C.; Doerrstein J.; Jobst C.; Zimmermann T.; Keckes J.; Veigel S.; Gindl-Altmutter W.; Li J. Dry, hydrophobic microfibrillated cellulose powder obtained in a simple procedure using alkyl ketene dimer. Cellulose 2016, 23, 1189–1197. 10.1007/s10570-016-0887-0. [DOI] [Google Scholar]
- Hundhausen U.; Militz H.; Mai C. Use of alkyl ketene dimer (akd) for surface modification of particleboard chips. European Journal of Wood and Wood Products 2009, 67, 37–45. 10.1007/s00107-008-0275-z. [DOI] [Google Scholar]
- Demirel G. K.; Gǧdǧl H.; Temiz A.; Kuştaş S.; AydÑn Đ. Effect of alkyl ketene dimer on the physical, mechanical, and biological durability of plywood. Bioresources 2017, 13, 147–156. [Google Scholar]
- Shi Z.; Fu F.; Wang S.; He S.; Yang R. Modification of chinese fir with alkyl ketene dimer (akd): Processing and characterization. Bioresources 2012, 8, 581–591. 10.15376/biores.8.1.581-591. [DOI] [Google Scholar]
- Lovaglio T.; Gindl-Altmutter W.; Meints T.; Todaro L. Wetting Behavior of Alder (Alnus cordata (Loisel) Duby) Wood Surface: Effect of Thermo-Treatment and Alkyl Ketene Dimer (AKD). Forests 2019, 10 (9), 770. 10.3390/f10090770. [DOI] [Google Scholar]
- Chowdhury S. S.; Pandey P. R.; Kumar R.; Roy S. Effect of shape of protrusions and roughness on the hydrophilicity of a surface. Chem. Phys. Lett. 2017, S0009261417306851. [Google Scholar]
- Kumar S.; Chauhan V.; Chakrabarti S. Separation and analysis techniques for bound and unbound alkyl ketene dimer (AKD) in paper: A review. Arabian Journal of Chemistry 2012, S1636–S1642. 10.1016/j.arabjc.2012.04.019. [DOI] [Google Scholar]
- Melani L.; Park J.; Kim H. Stability of fatty acid-containing AKD emulsions and sizing performance on handsheets. J. Dispersion Sci. Technol. 2019, 1–7. 10.1080/01932691.2019.1623686. [DOI] [Google Scholar]
- Zhang H.; Kannangara D.; Hilder M.; Ettl R.; Shen W. The role of vapour deposition in the hydrophobization treatment of cellulose fibres using alkyl ketene dimers and alkenyl succinic acid anhydrides. Colloids & Surfaces A Physicochemical & Engineering Aspects 2007, 297, 203–210. 10.1016/j.colsurfa.2006.10.059. [DOI] [Google Scholar]
- Seo W.; Cho N.; Ohga S. Possibility of hydrogen bonding between akd and cellulose molecules during akd sizing. Journal of the Faculty of Agriculture Kyushu University 2008, 53, 405–410. 10.5109/12849. [DOI] [Google Scholar]