

Abstract
Hailed since the fourth industrial revolution, three-dimensional (3D) printing or additive manufacturing (AM) has been extensively implemented in various manufacturing sectors. This process is popular for generating regular products and incorporating innovative designs into the components like auxetic structures, such as fabrication of engineering products, customized implants and sophisticated biomedical devices. Over the years, one of the interesting outputs of this emerging technology is the reuse of waste thermoplastic materials to produce competent products through the fused deposition modeling (FDM) technique. The strength of FDM components produced from thermoplastic waste is lower than that of virgin plastic FDM counterparts. So, there is a need to understand the significant changes in the recycled thermoplastic material during subsequent extrusions, which are chain scission, change in viscosity and breaking strength. The use of additives has been a promising solution to improve the performance of recycled material for 3D printing applications. Hence, this study aims to provide an overview of reusing plastic waste through FDM-based 3D printing. This review summarizes the current knowledge about the effect of processing on thermo-mechanical properties of recycled plastic FDM parts and the use of various additives to improve the overall quality. In addition, two case studies from open literature have been demonstrated to explain the use of FDM and associated technology for plastic recycling.
Keywords: FDM, Plastic waste, Recycling, Filament, Sustainable, Composite
Introduction
Plastic recycling is one of the most formidable environmental challenges in the world [1–3]. It is estimated that around 8.3 billion metric tons of plastic have been globally produced since 1950. Out of this total waste, only 9% of the plastic has been recycled, and the remaining 80% of plastic waste ended up in landfills, oceans and other water bodies [1, 2], as shown in Fig. 1. Moreover, the extended use of single-use plastic products for personal protective equipment (PPEs) during the COVID-19 global pandemic has made the situation more critical [5, 6]. It is reported that 65 billion gloves and 129 billion face masks were globally used in a single month, which ominously increased the plastic generation per day [7]. This unrecycled waste, in turn, has created a severe problem of environmental contamination, which has affected the whole ecosystem. But the possibility of reusing and recycling the waste thermoplastic shows a possibility of valorization; hence, waste plastic can be recycled to develop consumable products using innovative technologies.
Fig. 1.
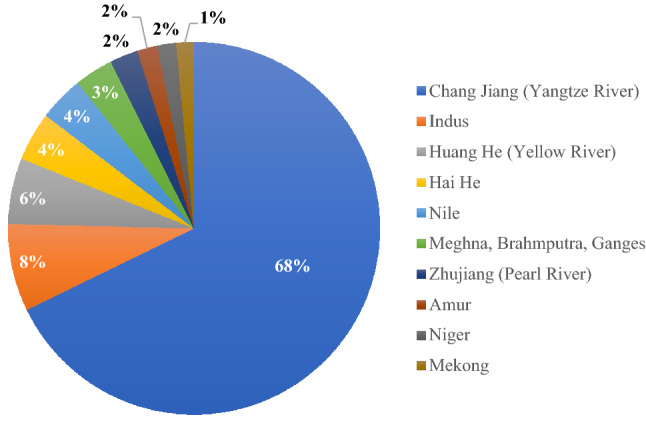
Top-ten ranked catchments exporting the plastic waste into the ocean [4]
In recent times, fused deposition modeling (FDM) technology has been extensively utilized to reuse small-scale thermoplastic waste materials to produce various end-use products. The present demand for low-cost and sustainable 3D printable polymer has initiated an interest in the development of recycled filaments, which can be produced from a variety of waste thermoplastic materials such as high-density polyethylene (HDPE), polylactic acid (PLA), polyethylene terephthalate (PET), polypropylene (PP) and acrylonitrile butadiene styrene (ABS). Nowadays, several 3D printing filaments derived from waste-derived feedstock are commercially available [8]. The common methodology for reusing plastic waste through additive manufacturing has been presented in Fig. 2. However, several issues such as poor mechanical properties due to possible thermal degradation, uncontrolled crystallinity, shrinkage due to high fusion temperature and less durability are significant barriers for expanding the use of recycled filaments for various engineering applications.
Fig. 2.

Use of recycled plastic to make 3D printed components
The performance of recycled thermoplastic materials can be improved by incorporating natural or synthetic fillers (i.e., short or continuous). Various reinforcements such as bakelite powder [9, 10], ZrO2 particles [11], wooden dust [9], Al2O3/SiC particles [10, 12, 13], biochar [14] and clothing fibers [15] have been used to enhance the stability and structural properties of FDM parts. In most studies, an additive (i.e., short fibers) is added to produce 3D printing composite filaments, requiring specialized and high-cost FDM machines such as Markforged (i.e., Mark Two). But the main limitation is that the filaments with pre-impregnated fibers (discontinuous fibers) have a fixed fiber volume ratio, which restricts the use of different polymeric materials as a matrix. On the contrary, continuous long fibers produced by dual extrusion, co-extrusion or pre-impregnated filaments seem promising to produce a composite with enhanced mechanical properties. In this context, the present article covers the research efforts made by various researchers to use recycled waste through the FDM technology. However, a systematic literature review solely based on the use of FDM for the possible recycling of plastic waste is still missing. Hence, this review emphasizes on the mechanical and thermal characteristics of FDM-based 3D printed structures prepared using waste-derived feedstock. The article first provides an overview of the literature, methodology for producing 3D printing filaments for the FDM process. Second, the thermo-mechanical properties of 3D printed FDM parts produced from recycled plastic, such as ABS, PLA and PET, are systematically presented. Furthermore, the use of additives to enhance the strength of FDM parts is explained. Moreover, it reports recent advancements in additive manufacturing for fabricating high-quality FDM structures using plastic waste, and two case studies from open literature where FDM and associated technology have been used successfully to reuse thermoplastic waste.
Fabrication methods
Filament production process
The filament made from a pure polymer having a low melting point is used as input material in the FDM process. In some cases, composite filaments are used to enhance the virgin polymer's strength to achieve functional benefits [16, 17]. The neat polymer filament can be manufactured through the conventional extrusion process by forcing the melt through a die orifice to get the product as an extrudate. Meanwhile, to make composite filaments, the polymer material is mixed with additives in required proportion (i.e., weight or volume) by using dry mixing process or mixing the solution, followed by drying before being extruded [18–21]. Figure 3 presents the working principle of the extrusion process. It mainly consists of a barrel and a screw, which is rotated by a motor or any drive part. The polymer granulate is fed in the hopper by the gravitational force, transferred from the feed zone of the screw and compressed to form a solid block. In the plasticizing zone (metering zone) of the extruder, the solid block is melted and then ejected as a melt strand forming a filament of the desired diameter. Sometimes, depending upon the polymer thermal properties, higher melting rates are required for which the plasticizing zone is equipped with a smooth barrel and a barrier or three-zone screws. If required, barrels are grooved to achieve maximum melting capacity and extruder performance [22]. During the extrusion process, processing parameters such as die temperature, roller puller speed, spindle speed and the inlet temperature significantly affect the final extrusion quality. Extrusion temperature and speed are used to control the diameter of the filament. For example, at a very slow extrusion speed and extrusion temperature of 165 °C, high diameter filament will get extruded; likewise, at a higher extrusion speed and extrusion temperature of 185 °C, small diameter filament with blister will be produced [17]. In addition, small pellet size, high bulk density, low internal friction between the pellets, low external friction on the hopper surface and high melting point are the critical process parameters that require careful control for the successful extrusion process of feedstock filament. Table 1 presents the recommended processing parameters setting for the extrusion of recycled thermoplastic materials.
Fig. 3.

Schematic illustration of extrusion process
Table 1.
Recommended processing parameters for extrusion of recycled feedstock filament for 3D printing
| Plastic waste | Extrusion temperature (°C) | Screw speed (rpm) | Nozzle diameter (mm) | Refs. |
|---|---|---|---|---|
| PLA | 175–195 | 60 | 1.75 | [17, 41] |
| ABS | 180–200 | Low speed | 1.75 and 3 | [36, 49] |
| PP | 190–245 | 25 | 2.5 | [17, 108, 109] |
| PET | 250–285 | 12.3 or 24.3 | 1.75 or 2.85 | [110–112] |
| HDPE | 180–190 | – | 3 | [59] |
| PS | 200 | Low speed | 3 | [36] |
| TPU | 210 | 4 | 1.5 | [73] |
| TPO | 195–210 | 5 | 2.85 | [113] |
| PVC | 196 | Low speed | 3 | [36] |
FDM
FDM, as displayed in Fig. 4, is a technique developed by Stratasys©, which works on layer-wise 3D printing technology to fabricate complex geometrical parts [23–25]. In this process, a filament feedstock consisting of amorphous thermoplastic is fed into an extrusion nozzle via an electrically controlled motor. A heated liquefier melts the plastic at the heart of the extrusion system. This melt is then extruded through the nozzle, and the semi-solid plastic gets deposited in a layer-by-layer pattern in a predetermined thickness on the partially constructed part [26–28]. Figure 5 presents the recommended nozzle temperature for the FDM extrusion of common thermoplastics [29].
Fig. 4.
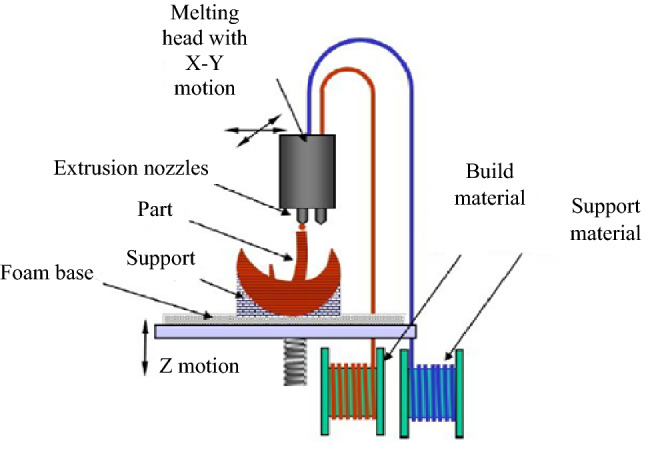
Schematic diagram of the FDM process [25]
Fig. 5.

Recommended FDM nozzle temperature for common thermoplastic materials [21, 29, 31–34]
Despite many advantages, the strength of FDM parts is lower than the injection molded counterparts. The decrease in strength of the FDM fabricated products is due to the presence of micro-voids, poor layer adhesion and improper selection of process parameters during print. The presence of micro-voids was due to entrapment air bubbles from atmosphere and emission of gases during polymer melting and inadequate pressure between the adjacent layers. Poor layer adhesion results in layer separation or delamination (i.e., breakage of the bond between the subsequent layers of the print) and severe warpage. It happens due to over cooling, uneven temperature in successive layers of deposited material, uncleaned hot end (nozzle) and impurities present in the filament material. Figure 6 presents the FDM process parameters that affect the final quality of 3D printed parts [23, 30]. Hence, it becomes crucial to control these key parameters to print the part with better mechanical properties.
Fig. 6.

Illustration of the process parameters that affect FDM printed part characteristics [23, 30]
Reuse of waste plastic in FDM
Polylactic acid (PLA)
One of the broadly researched thermoplastics in human history is PLA, which can have its physical, chemical, microstructural, mechanical and degradation properties tailored based on specific applications [31]. This biodegradable aliphatic polyester is mainly used in the medical, food packaging and pharmaceutical industries. This post-consumer PLA can be further used for 3D printing, because PLA-based filaments are the most popular materials currently used in FDM-based applications. It is noteworthy that the cost of commercially available filaments is 200 times more when compared to raw thermoplastics [32]. Thus, using waste PLA to prepare 3D printing feedstocks would significantly lower the fabrication cost in FDM. The issue of inter-mixing of conventional plastic with bioplastics can be resolved by using recycled PLA filaments for fabricating the end-use product. Anderson [33] measured the different mechanical properties of FDM parts made from virgin (V)-PLA and recycled (R)-PLA. PLA waste was collected and recycled for feedstock filament production, and also V-PLA parts were grounded up and re-extruded into filament. The mechanical test revealed that, with R-PLA filament, there was a decrease in tensile strength and hardness by 10.9% and 2.4%, respectively, whereas shear strength improved by 6.8%. In a similar study, Hong et al. [34] reported that with 3D printed R-PLA specimens, tensile and flexural strength reduced by 69% and 53%, respectively, when compared to V-PLA parts. Multiple recycling of PLA causes a decrement in short beam strength. The reduction in strength is due to the presence of micro-impurities in recycled filaments. The impurities/contaminants cause the release of ultrafine emission of particles and gases (i.e., carbon monoxide, hydrogen cyanide and volatile organics), and these particles and gases get entrapped in the final product resulting in the formation of micro-voids and irregular surface finish. The micro-voids affect the flow behavior and rheological properties and causes stress concentration in the localized region, which reduces the mechanical performance of the final material [33, 35]. The microscopic impurities in the filament get accumulated and build up inside the 3D printer nozzle causing nozzle clogging (i.e., disruption in material flow), which leads to poor quality print and incomplete part fabrication [36].
A comparative analysis of V-PLA with recycled PLA, ABS, PET and PP showed a reduction in the flexural strength of the R-PLA parts and R-ABS by 48% and 47%, respectively, when compared to V-PLA parts. The reduction in the properties were due to recycled polymers getting subjected to thermo-mechanical processing, causing rupturing of bonds of the polymeric chains [37]. It is noteworthy that the phenomena of chain scission and improper spacing between the macromolecules go hand in hand together, and they are responsible for the deterioration of mechanical properties. The material should have a high degree of crystallinity to show better performance [37]. Another factor is the incremental overlapping of the material layer and the filament diameter, due to which the adhesion between the tape and the layer below becomes limited, causing insufficiency of pressure in the FDM parts, leading to lower mechanical strength [32]. In addition, irregularity in filament diameter affects the flow rate during 3D printing, causing poor surface part quality, nozzle jamming, formation of air gaps and excessive layer overlapping [38]. Whereas the increase in layer thickness causes large gaps or porosity, resulting in reduction in mechanical strength and part surface quality [39]. The differential scanning calorimetry (DSC) thermal test revealed that due to the lower cold crystallization temperature (Tcc), there is an increase in the disordered α phase (i.e., one of the crystalline forms of PLA, which comprises 103 helical chain conformation and two chains in an orthorhombic unit cell) [40], leading to degradation of mechanical performance. The possible reason for the formation of cold crystallization temperature is the polymer chain getting sufficient mobility to arrange itself into an ordered structure (i.e., crystalline structure) by chain folding. The thermally modified R-PLA specimens possess a high risk of crack formation and premature failure [34]. R-PLA crystallizes more easily than that recycled from single-grade PLA. It has been found that the mechanical recycling process causes the scission of larger macromolecules (i.e., breakage of chemical bond), which in turn produces smaller and ordered molecular chains [37]. Moreover, R-PLA has low crystallization enthalpy, due to which there is a decrease in intrinsic viscosity [41]. Fused particle fabrication (FPF) technique has also been employed to fabricate additively manufactured parts directly from pellets. Due to good auger-barrel tolerances (± 0.025 mm), it is seen that a wide range of recycled polymer inputs could be possible with minimal post-processing. However, the parts that are less than 20 mm × 20 mm size cannot be reliably fabricated because of high heat transfer rate from the large contact area of the used printer’s hot end [42]. In another study, PPE waste of COVID-19 and failed prints were employed to investigate the heterogeneity of 3D printing on the properties of recycled PLA material. Initially, pre-processing, energic washing of PLA was performed, and industrial conditions were maintained. The medically used PLA waste was washed at 85 °C in 1 wt% NaOH and 0.3 wt% of surfactant solution, dried in vacuum and filaments were extruded. The surfactant acts as a cleaning agent which removes unwanted dirt from the polymer surface, whereas hot washing with NaOH deactivates viruses, bacteria, yeasts, fungi and endotoxins. It is found that PLA waste had lower viscosity, high crystallization ability and less transparency. The washing and melting during pre-processing weakens the structure of final material, thus causing a decrease in intrinsic viscosity by 29% that further leads to reduction in mechanical properties [41, 43].
It is apparent that recycling decreases the strength of PLA. Thus, to avoid the degradation of recycled polymeric material, polydopamine (PDA) coating seems a promising method. PDA has a unique property of getting absorbed in almost all kinds of polymer surfaces, and self-polymerization develops better cohesive strength. A comparison of PDA-coated and uncoated PLA has confirmed that tensile strength increased by 14.9%, and strain at failure increased from 9.5 to 12.79%. It has been seen that PDA-coated PLA is thermally stable up to 200 °C [44]. Recycling PLA waste using 3D printing significantly reduces the CO2 production rate, the cost of recycling and landfill usage.
Acrylonitrile butadiene styrene (ABS)
Acrylonitrile butadiene styrene is the most common material for electronic items with good heat, chemical and abrasion resistance properties. The current challenge for society is to effectively use ABS waste derived from failed prints, raft/support material [45], discarded electronic housing equipment, etc. [46–48]. The potential of recycled ABS by using virgin pelletized ABS (V-ABS) and 100% recycled ABS (R-ABS)-derived feedstock has been investigated. 3D specimens were fabricated using FDM technique at different build orientations as shown in Fig. 7. It was noticed that part built at X-, Y-, Z-build orientations showed significant decrease in ultimate tensile strength by 12.86%, 32.36% and 49.44%, respectively, whereas the average stiffness apparently decreased by 18.37%, 28.06% and 18.38%, respectively. Prior to the test, the visuals of Z-build prepared specimen showed insufficient layer adhesion, which was the prime cause for the highest decrease in mechanical strength. It was also noticed that the overall decrease in mechanical strength of the material was compromised due to material recycling, build integrity of the test sample (i.e., layer adhesion) and improper selection of processing parameters [49]. Moreover, overall mechanical property degradation of ABS was due to chain scission (i.e., rupturing of bonds in the backbone of the polymer chain), which mainly occurs due to multiple recycling of the material. Another reason for property degradation was an improper spacing between the adjacent macromolecules, and the amorphous structure of the copolymer showed significant effect on the material’s properties [37]. The above experiment indicates the mechanical degradation of the ABS plastic during recycling, but hints that the build integrity of the test sample (e.g., layer adhesion) is also compromised for the given parameters. The repeated recycling of ABS confirmed that the original and first recycling course parts had a minimal difference in tensile strength change. This minimal mechanical change was because of re-alignment (i.e., larger polymeric chains get broken into smaller chains) in amorphous polymeric chains, increasing molecular interactions and stability. During the second recycle course, Young’s modulus decreased by 25%, while tensile and fracture strength decreased by 10% at the third recycle course, causing a reduction in toughness by 37% [50]. Moreover, in the fourth recycle course, the impact strength and micro-hardness increased by 59% and 27%, respectively, and the tensile strength increased by 20% in the fifth recycle course [51]. This change in mechanical properties is due to multiple recycling, the slight change in polymer viscosity, inter-bead porosity, insufficient change in molecular weight or polydispersity index, and cross-linking during polymer waste processing [50]. Compared to injection molded parts, FDM parts made from ABS waste show deformation of around 67–96%, while injection molded parts show deformation of around 101.5–117.5%. This is mainly due to the presence of voids in the FDM structure [46, 48]. Similarly, Turku et al. [36] evaluated the properties of recycled ABS, PS and PVC. It was noticed that the melt flow index (MFI) of R-ABS (8.9 and 15 g/10 min or 43.1 g/10 min) was lower than that of V-ABS, while the MFI value of R-PS (12–16 g/10 min) was very close to the virgin grade. Due to nozzle clogging and material degradation, the MFI value of R-PVC cannot be evaluated. The material's reprocessing, aging and presence of additives in the form of impurities are the significant constraints responsible for property degradation. The thermal test performed over the R-ABS parts revealed that the probability of random chain scission in processed material due to thermo-mechanical recycling results in a decrease in glass transition temperature (Tg) and a reduction in the material's mechanical properties [36]. In the fifth course of recycling, the Tg increases, but after the fifth recycling course, chemical degradation occurs, leading to the breakage of the polymeric chain of the parts [51].
Fig. 7.

Part fabrication using different orientation on print bed
Polyethylene terephthalate (PET)
The typical commercial application of PET ranges from packaging fabrics, films, molded parts of automotive, electronics and numerous more. However, it is also one of the most recycled thermoplastics and ranked one in the recycling symbol. PET plastics are flexible, colorless, lightweight and possess good dimensional stability and remarkable impact resistance. As per engineering applications, they have high mechanical strength and high heat resistance properties. Moreover, adding reinforcements like glass fibers and CNTs improves the impact strength and surface finish and lowers the warpage property of PET. During PET recycling, massive virgin crude oils are required, which causes environmental and economic problems and exhausts non-renewable resources [52, 53].
Considering the versatility of PET waste, one typical example is unmanned aerial vehicles (UAVs), one of the most demanding devices over the years, because of their excellent functionality, compatibility and efficient remote sensing property. Parts fabricated using FDM technology were evaluated to judge the efficiency of R-PET for UAVs. In addition, parts made from ABS, PLA and V-PET filaments were also used for comparison purposes. Mechanical tests revealed that V-PET's mechanical property parameters lie between ABS and PLA. R-PET shows ultimate tensile strength (UTS) of 33 MPa and modulus of elasticity (E) of 738 MPa, and is stiffer than V-PET. V-PET and R-PET have shown almost the same yield strength of 2.005 MPa, which is higher than that of ABS and smaller than that of PLA. To understand the material's behavior under different temperature, thermal tests were conducted to ensure remote sensing efficiency of 3D printed operating parts used in UAVs for a prolonged period. The trial reported that R-PET fails at 200 °C, far beyond the UAV operating temperature [54]. R-PET filament has also been used to fabricate mobile robot chassis and drone blades through FDM technology. The thermo-mechanical test revealed that R-PET has a melt flow index of 2.8 g/10 min, a tensile strength of 35.7 MPa, modulus of elasticity of 2457 MPa, melting temperature of 250 °C and extruding temperature of 250–260 °C. These properties make R-PET an appropriate substitute for commercial PLA. Another research uses R-PET water bottles (i.e., flakes and pellets) and other types of PET waste. The elimination and choice method expressing the reality (ELECTRE) method was adopted to determine the finest material for 3D printer feedstock filament [55]. The tensile test, melting point, glass transition temperature, melt flow index, coefficient of thermal expansion and cost are criteria adopted by the ELECTRE approach to evaluate the V-LDPE, V-HDPE, V-PET, R-HDPE and R-PET. R-PET was extruded to produce filaments for knowing the possibility of R-PET being used as filament for a 3D printer. It was observed that R-PET is very sensitive to temperature during extrusion; there had been a susceptible flow of molten R-PET due to its low viscosity value [56]. The low viscosity leads to inconsistent flow rate and non-uniformity in the recycled filament diameter. The non-uniformity and inconsistent flow rate make the spooling of filament difficult. Moreover, R-PET shows better results when compared with V-PET showing a good potential and can be an alternative filament for 3D printing [55]. For polyethylene terephthalate glycol (PET-G), high extrusion speed causes a decrease in intrinsic viscosity, which increases shear stress value [57]. The summary of research work about the use of recycled waste through FDM is presented in Table 2.
Table 2.
Use of recycled filaments for FDM-based 3D printing
| S. no. | Waste plastic | Source of waste | Extruder type | Filament diameter (mm)/size | 3D printer | Tensile strength (TS) (MPa) | Remarks | Refs. |
|---|---|---|---|---|---|---|---|---|
| 1. | PLA | – | Filabot EX2 (3 stage extrusion screw) | 1.75 | Flashforge Creator | 40.43 | – | [33] |
| 2. | PLA | – | Homemade extruder | 1.75 | Prusa I3 | NA | – | [35] |
| 3. | PLA | 3DP200PBW-QR (Shindoh, South Korea) | – | – | – | – | Impurities present in cured PLA degrades the mechanical property | [34] |
| 4. | Regrind PLA | Failed 3D prints | Prototype Gigabot X | Particle from | FPF Printer | 38 | TS of R-PLA decreased by 2.5% when compared to commercial V-PLA | [42] |
| 5. | PLA | Package food recipients | – | 1.75 | Robo R2 | 25.9 ± 0.9 | – | [37] |
| 6. | PLA | PLA wastes | Noztek Xcalibur (Single screw filament extruder) | 2 | Prusa I3 | 50.84 ± 5.8 | Printing cost: 0.7749 €/kg | [114] |
| 7. | Shredded PLA | 3D printing wastes | – | Pellet form | FGF | 60.3 ± 4.5 | Printing cost: 0.9226 €/kg | [114] |
| 8. | Pelletized feedstock | Made from recycled filament | – | Pellet form | FGF | 52.7 ± 6.4 | Printing cost: 0.8298 €/kg | [114] |
| 9. | Commercial R-PLA | Formfutura | Readymade | 2 | Prusa I3 | 51.67 ± 1.6 | Printing cost: 26.70 €/kg | [114] |
| 10. | PLA | 3D printing wastes from Smartfil, Spain | Rondol Microlab twin-screw micro compounder | – | ABAX PRI5 | – | Washing and reprocessing degraded the material properties | [41] |
| 11. | PLA mixture | 3D printing waste | Rondol Microlab twin-screw micro compounder | – | – | – | – | [41] |
| 12. | PLA pellets | – | Extruder installed in the mechanical recycling system | 1.75 | Cubicon |
46.35 (R-PLA sample) 53.24 (PDA-coated R-PLA sample) |
Contact angle for PDA-coated samples = 54.6° ± 8.3° | [115] |
| 13. | ABS | Northwest Polymers | Prototype Gigabot X | Particle form | FPF | 26 | – | [42] |
| 14. | Black ABS | Car dashboards | – | 1.75 | Robo R2 | 23.6 ± 0.3 | SR decreased by 65% | [37] |
| 15. | ABS (pelletised and granulated) | Various locations of Honiara, Solomon Islands | Filabot Ex2, Barre VT, USA) | 1.75 | Flashforge |
35.44 ± 2.01 (X-build sample) 29.06 ± 1.21 (Y-build sample) 16.81 ± 0.66 (Z-build sample) |
– | [49] |
| 16. | ABS | Etelä-Karjalan Jätehuolto Oy (Lappeenranta, Finland) and Destaclean Oy (Tuusula, Finland) | Filabot EX2 (Barre, VT, USA) | 3 | – | 14.5 | Nozzle clogging, material aging and additives in form of impurities reduced the strength | [36] |
| 17. | ABS | INEOS Styrolution | Noztek Pro (from Noztek UK) single screw extruder | 1.75 | Flashforge | 0.51 | TS and FS were greater for the 5th recycle course, maximum CS for the 3rd recycle course, and maximum IS for the 4th recycle course | [51] |
| 18. | ABS | – | Filastruder desktop extrusion kit | – | Roaddog Labs Bart 3D printer | 31.90 ± 3.50 MPa | Single time recycled ABS have good mechanical properties | [50] |
| 19. | ABS | Used electronic equipment housings made from ABS | Single-screw extruder manufactured by Metalchem (Poland) | 1.76 ± 0.06 | 3Novatica | 33.6 ± 0.5 | – | [46] |
| 20. | ABS | Derived from 3D printer made of ABS polymer | W25-30D single-screw extruder manufactured by Metalchem (Poland) | 1.66 ± 0.05 | Ultimate Professional Printer by Monoprice, | 41.3 ± 1.3 | – | [48] |
| 21. | ABS | e-waste from Deakin University’s School of Engineering | Modified single-screw extruder (Eco-extruder system) | 1.76 ± 0.1 | Lulzbot Mini | Renewable energy-based 3D printing system | [47] | |
| 22. | PET | CiorC | Prototype Gigabot X | Particle form | FPF | 40 | TS increased by 2.5% when compared to commercial V-PLA | [42] |
| 23. | PET | Post consumed water bottles | Brabender Twin Screw DSE 20 model extruders | 1.6–1.9 | Reprap | 35.7 | R-PET has MFI = 2.85 g/10 min, TS = 35.7 MPa, E = 2457 MPa | [116] |
| 24. | PET | Ultrafuse r-PET filament (BASF, Germany) | 2.85 | Ultimaker 2+ | 47.7 ± 0.2 | – | [57] | |
| 25. | PET | Post consumed water bottles | Filament developers Refill (Brooklyn, NY) | 1.75 | 33 | TS of R-PET decreased by 40% | [54] | |
| 26. | Regrind PP | McDonnough Plastics | Prototype Gigabot X | Particle form | FPF | 24 | TS of R-PP decreased by 38.46% when compared to commercial V-PLA | [42] |
| 27. | PS | Etelä-Karjalan Jätehuolto Oy (Lappeenranta, | Filabot EX2 (Barre, VT, USA) | 3 | – | 4.3 | TS and MFI of R-PS decreased by 69.29% and 34.37%, respectively compared to V-PS | [36] |
| 28. | PVC | Finland) and Destaclean Oy (Tuusula, Finland) | Filabot EX2 (Barre, VT, USA) | 3 | – | 17 | PVC started to degrade at higher temperature | [36] |
| 29. | Polyamide 12 (PA 12) | Arkema (Colombes, France) | 3D Evo Composer 450 | 1.75 | Craftbot Plus | 39.1 | Mechanical properties (TS, FS, IS, micro-hardness) increased by 15% | [58] |
| 30. | PP | – | Single screw extruder | 1.75 ± 0.05 | Not required | – | Spool speed and extrusion temperature significantly affected the filament diameter | [61] |
| 31. | PC regrind | McDonnough Plastics | – | – | FFFGigabot X; FFF TAZ; PME/FPF Gigabot X | 66.3 (FFF Gigabot X); 62.2 (FFF TAZ); 64.9 (PME/FPF Gigabot X) | R-PC is proven as inexpensive material for AM | [60] |
| 32. | HDPE (flake and pellets) | Shampoo bottles, household bottles, detergent containers and milk bottles | Single-screw Filastruder Kit | 2.93 ± 0.2 (HDPE pellets); 3.0 ± 0.21 (HDPE flakes) | – | – | R-HDPE flakes were not preferred for filament extrusion | [59] |
Other polymers
Vidakis et al. [58], investigated the effect of multiple recycling of polyamide 12 (PA-12) on thermal and mechanical properties of 3D printed specimens. It was observed that there was minimal change in crystallization and melting temperature whereas crystallinity decreased by 16.16% when PA-12 was subjected to 6th course of recycling. In between second and third course of recycling, mechanical properties like tensile strength, flexural strength, impact strength and micro hardness increased by 15% (average increase). However, rapid decrease in mechanical properties was noticed after the fifth recycle course. After the fifth recycle course, the material flow was jeopardized due to low grade of cross-linking, which made printing difficult due to high brittleness in the filament [58]. In another study, physical characterization and pre-assessment of recycled high-density polyethylene (R-HDPE) for 3D printing was performed. It has been observed that R-HDPE filament absorbed 12 times less water than the V-ABS filament. Secondly, R-HDPE flakes were less preferred than R-HDPE pellets for filament extrusion, because flakes showed less mobility, unfavorable thermal stability and lower water rejection tendency than R-HDPE pellets and V-ABS. However, some limitations such as shrinkage, warpage and layer adhesion are needed to be overcome during the 3D printing with R-HDPE [59]. Reich et al. [60] used recycled polycarbonate (R-PC) regrind to print specimens using three different FDM printers (FFF TAZ, FFF Gigabot and PME/FPF Gigabot X) under different operating conditions. Upon tensile test, it was observed that UTS of specimens fabricated by PME/FPF Gigabot X, FFF Gigabot, FFF TAZ ranged from 62.7 to 67.8 MPa, 63 to 69.5 MPa and 59.5 to 66.8 MPa, respectively. The material chosen for the fabrication was good enough to be an alternative to the commercially available filaments. It was also observed that with the use of larger diameter nozzle, faster printing speed (upto 10×) can possibly be achieved [60]. In another study, recycled polypropylene (R-PP) was used to develop filaments, and it was concluded that effective R-PP filament can be produced at 200 °C temperature and 40 rpm of extruder [61].
Use of additives
The extensive research revealed that when the polymer waste is subjected to thermo-mechanical recycling, it causes chain scission which weakens the molecular bonding between the polymers, chemical changes in structure, change in mechanical properties (like Young’s modulus, tensile strength and yield strength) and change in morphological characteristics such as degree of crystallinity, viscosity, density and melt flow index [62–67]. Generally, polymers are blended with additives to enhance their physical and mechanical properties, as shown in Fig. 8. The use of various additives and their influence on the quality of end product (i.e., filament or printed part) is summarized hereunder.
Fig. 8.

Process of producing recycled 3D printing composite filament [104]
Polymer blending
Polymer blending is mixing a group of dissimilar polymers to achieve desired properties by forming new multifunctional material. This process is done with or without the use of chemicals called compatibilizers. Polymer blending is mostly preferred to create a blended plastic with properties similar to that of 100% virgin material. To determine the significant effect of polymer blending on final product quality is crucial to increase its widespread use. Several researchers have reported the use of polymer blending, and their outcomes are presented hereunder.
Babagowda et al. [68] blended virgin PLA with recycled PLA R-PLA in a fixed ratio to make 3D printing filaments. 10% of R-PLA in V-PLA showed better tensile strength, while flexural properties improved with 20% of R-PLA [68]. Similarly, to enhance the property of the 3D printed products, a composite feedstock filament for the FDM printer was made by blending R-PLA, V-PLA, epoxy-based chain extender and microcrystalline cellulose (MCC) in the required proportion. A comparative assessment of the different mechanical properties of 3D printed products is displayed in Fig. 9. It was observed that the use of chain extender effectively controls the rheological properties such as chain structure, phase compatibility and filler dispersion of polymer, but drastically decreased the Young’s modulus and the elongation at the break of the 3D printed product. However, there was an 88% increase in stiffness and a 39% increase in tensile strength of 3D printed products with the addition of MCC despite the porosity of sustainable bio-composites based on waste bioplastic. The decrease in elongation at break was due to increased molecular weight, the branching of polymeric chain and the presence of triangular voids in the 3D printed product [69]. In another study, high-density polyethylene (HDPE) and polypropylene (PP) waste derived from the ocean were blended with different proportions of agro-industrial waste (bio-carbon) [70] used to prepare composite filaments for 3D printing. It was found that the 3D printed R-HDPE/ R-PP (70:30) blend alone shows 34% improvement in Young’s modulus, while the addition of 20% bio-carbon in the blend shows improvement by 11–15% in the mechanical properties. Martey et al. [71] compounded ocean-bound waste (o-HDPE and o-PP), virgin polymer (low-density polyethylene (LDPE) and polystyrene (PS)) with functionalized clay, styrene multi-block-copolymer (SMB) and ethylene–propylene-based rubber (EPR) additives. It was observed that adding clay particles to the polymer matrix creates a rough surface and causes brittleness in the final material. At the same time, incorporating EPR and rubber in the polymer significantly enhances the elasticity and mechanical performance of the composite [71]. SEM images of fractured surfaces in Fig. 10 shows that the blend with no additives had larger void content, while adding an additive reduces the void with a large chunk of EPR [71]. Similarly, Yap et al. blended recycled polystyrene extracted from Styrofoam waste with LDPE and extruded filament for 3D printing. The 3D printed specimen from the R-PS/LDPE filament possesses reduced tensile strength due to an increase in LDPE content, whereas the increase in LDPE content increased the thermal stability of the final material. Zander et al. [72] blended waste PET, PP and PS with styrene–ethylene–butylene–styrene (SEBS) compatibilizer to produce feedstock filament for 3D printing. It was observed all the blend-based 3D printed specimens showed reduced tensile strength as compared to neat R-PET. It was due to the immiscibility of blends. The R-PET/R-PP (50:50) blend had the lowest tensile strength of 17.2 ± 3.6 MPa, probably due to phase separation with the presence of voids acts as stress concentration regions. Gama et al. [73] fabricated 3D printed specimens using recycled polyurethane foam (PUF) and thermoplastic polyurethane (TPU) blend. It was observed that the addition of PUF affects the inter-layer adhesion, which reduces the mechanical performance of the final 3D print. However, the addition of PUF did not have much effect on the composite's thermal stability, which means the composite can be processed at high temperatures [73]. Similarly, a novel 3D printed composite has been developed by mixing Nylon and polyester with photopolymer resin at different volume fractions. It was found that an increase in the volume % of polyester results in a decrease in tensile strength to 12 MPa and then increased to 14 MPa, whereas the tensile strength of pure resin was observed to be 19 MPa. Moreover, with an increase in nylon content, ultimate tensile strength (UTS) decreased to 9 MPa [74].
Fig. 9.

Effect of reinforcement on tensile, flexural and Izod strength of recycled PLA [69]
Fig. 10.

SEM images of fractured surface of 3D printed composite specimens. a Neat blend (o-HDPE/o-PP/v-LDPE (in ratio 30:30:30); b o-HDPE/o-PP/v-LDPE/clay (in ratio 30:30:30:10); c o-HDPE/o-PP/v-LDPE/EPR (in ratio 25:25:25:25) [71]
Ceramics
Over the years, the incorporation of ceramics such as silica carbide (SiC), Alumina (Al2O3), zirconia (ZrO2) and titanium dioxide (TiO2) into polymers is preferred to enhance the physical, thermal and mechanical performance of the polymeric material. In this direction, several researchers have investigated the use of adding ceramics and influence of particle size on the mechanical performance of 3D printed recycled composites. This section discusses the use of various ceramics in the form of microparticles and nanoparticles for making suitable feedstock for 3D printing.
Microparticles
Singh et al. [10] reinforced R-ABS with bakelite–SiC–Al2O3 to produce recycled filament to 3D print recycled composite products. Figure 11 presents the variation in the modulus of the toughness of R-ABS reinforced with different compositions of Bakelite–SiC–Al2O3 [10]. It was observed that R-ABS with 10% Bakelite, 10% Al2O3 and 10% SiC had shown better flexural strength and hardness. The ceramic concentration as reinforcement in the R-ABS matrix improves the glass transition temperature, making the printed parts thermally stable and providing better heat flow throughout the thermoplastic matrix, resulting in enhanced mechanical strength [10]. Likewise, 2° R-ABS was individually blended with wood dust and Bakelite powder using a twin-screw extruder for the composite fused filament production. It was observed that increasing reinforcement content beyond certain limits reduces the filament's melt flow rate. The tensile test reveals that increasing the speed of the screw and the extrusion process decreases the peaks strength and percentage break elongation of both filaments (Filament I-2° R-ABS + 10% wood dust and Filament II-2° R-ABS + 10% Bakelite powder). The poor mechanical performance of the filament was due to improper bonding between the matrix and reinforcement at high extrusion speed. The ductility behavior of the filament was seen when the extrusion took place at a lower speed as the composite gets sufficient time for uniform mixing. Filament reinforced with Bakelite powder has better peak strength when compared with filament reinforced with wood dust. It was probably due to the high specific heat capacity and less porosity of reinforced Bakelite powder in the ABS matrix. The high specific heat capacity ensures the smooth flow of material in the extruder, exhibiting better mechanical properties [9].
Fig. 11.

Variation in shore D hardness and modulus of toughness of R-ABS reinforced with Bakelite–SiC–Al2O3 [10]
Polyethylene (PE) is one of the most broadly used thermoplastics, from grocery bags to children's toys. Low-density polyethylene (LDPE) and high-density polyethylene (HDPE) are significant polyethylene versions. In composite filament production, R-HDPE was mechanically blended with ZrO2, followed by cryogenic grinding. Thermal test revealed that R-HDPE with 40% ZrO2 was more thermally stable with no significant degradation of the melting point. The wear rate of the primary R-HDPE sample was more than the sample made from R-HDPE-40% ZrO2. The high screw rpm with recommended processing temperature and lower applied load is recommended to mix the additive uniformly [11]. Furthermore, SiC and Al2O3 had also been employed to reinforce R-HDPE, and it was found that R-HDPE with 5% SiC and 5% Al2O3 had better mechanical properties [13]. In another study with Al2O3 particle reinforcement with R-LDPE, it was observed that SiC/Al2O3-based double particle size reinforced R-LDPE filament shows a better mechanical property. The fabricated samples from the same filament show better dimensional stability with improved surface hardness. It was due to double particle size reinforcement resulted in generation of thermodynamic sink which causes controlled plastic flow of the material at time of extrusion, thus providing better 3D printing of part [12]. It was concluded that microparticles of smaller sizes improves the total effective surface area and uniformity in dispersion. Moreover, they decrease the probability of agglomeration which results in improvement in the tensile strength and Young’s modulus of the composite material.
Nanoparticles
Nanofiller titanium dioxide (TiO2) was used to reinforce recycled plastic, V-PLA and V-HDPE for preparing different composite feedstock filaments. Based on the obtained filament, 3D printing of the specimen was done, and some of the specimens were further coated with graphene and dichloromethane using the dip coating technique. The coating was done to create a hydrophobic surface and to avoid further alteration in the mechanical properties of end products. Results revealed that composite 3D printed specimen containing 90 wt% PLA, 9 wt% HDPE, 0% recycled plastic and 1 wt% TiO2 showed the highest tensile strength with 10.5% lightness in weight. Moreover, graphene/dichloromethane-coated specimens showed significant enhancement in ductility and surface finish. It was concluded that a balanced aspect ratio of the nanofiller in the polymer matrix gives rise to a high degree of polymer surface interaction, resulting an improvement in the mechanical and barrier properties [75].
Natural and artificial short fibers
Short fibers are generally added into polymers for enhancing their processability and mechanical poperties and to reduce the material cost. Carrete et al. [15] adopted a methodology to produce natural fiber-reinforced polymer composite monofilament. The hydrolyzed and functionalized cellulose fiber extracted from white denim was used as reinforcement. The blend of recycled white cotton and R-PET bottles was used as a matrix to provide the toughening effect. The filaments of R-PET and R-PET-WC (R-PET white cotton) were extruded and dried to mitigate hydroscopic degradation. Testing of printed parts revealed that the incorporation of hydrolyzed cotton fiber causes the toughening effect. R-PET shows a brittle failure mode, while R-PET-WC shows ductile failure. In another study, recycled propylene (R-PP) was reinforced with rice husk (RH), which is agricultural residue [76], harakeke [77], hemp [77], gypsum [77] and basalt [78] short fiber to extrude composite feedstock filament for 3D printing. The specimens were 3D printed and subjected to thermal and mechanical testing. It was found that the addition of RH reduces the warpage defect and tensile strength by 47.04%. The reduction in tensile strength was due to poor adhesion between RH and R-PP and the hydrophilic behavior of RH, whereas addition of 30% hemp, 30% harakeke short fiber and 30% gypsum with R-PP enhances the tensile strength by 31.90%, 38.37% and 7%, respectively. The higher fiber content in recycled composite reduces material stiffness and mechanical strength, causing void expansion and stress concentration. Similarly, reinforcement of basalt short fiber in the R-PP-based composite filament increases the tensile strength by 23.08%, showing brittle behavior compared to the neat R-PP filament. In another study, short carbon fiber (CF) was reinforced with R-PP to prepare composite feedstock filament and fabricate 3D printed specimens. It was observed that two-stage extrusion resulted in uniform mixing of reinforcement with the matrix material. Furthermore, the tensile test revealed that the tensile strength of composite filament increased from 21.82 to 24.22 MPa. However, 3D printed specimen from the same filament showed reduced tensile strength from 21.82 and 24.22 MPa to 19.72 and 22.70 MPa, respectively. The reduction was due to inter-layer porosity and the anisotropic mechanical behavior of 3D printed products at different raster angles, i.e., 0° and 90° [79]. Interlayer cavities and porosity can be seen through SEM images of fractured 3D printed tensile specimens, as shown in Fig. 12 [79].
Fig. 12.

SEM images of the fractured surface of 3D printed tensile specimens a and b CF/r-PP filament; c and d formation of inter-layer gaps, porosity, fiber pullout and its alignment along the print direction [79]
Other fillers
Idrees et al. [14] observed that infusion of 0.5%wt of biochar in R-PET increased the tensile strength by 32% and thermal resistance. Biochar increased the nucleation, crystallinity and bonding property of R-PET, thus resulting in increased strength. But adding a higher percentage of biochar results in agglomeration and poor PET bonding [14]. Similarly, iron (Fe) powder was reinforced with R-ABS, R-HDPE and R-LDPE to prepare feedstock filament and 3D printed specimen for mechanical testing. It was observed that Iron (Fe) powder seems to be promising reinforcement for R-HDPE and R-LDPE matrix, as there was a substantial increase in the material's MFI. The hardness of samples fabricated by composite R-HDPE and R-LDPE increased by 36.66% and 64%, respectively [80]. 10% Fe/90% R-ABS fused filament prepared at 235 °C extrusion temperature and 70 rpm screw speed with 15 kg loading showed a maximum tensile strength of 32.72 ± 1.5 MPa. It was due to strong intermolecular bonding between Fe powder and the R-ABS matrix. It was concluded that extrusion speed, external loading and porosity content were the major factors affecting the filament's mechanical performance [81]. Similarly, Kumar et al. investigated the reinforcement of nanographene (Gr) in secondary (2°) recycled ABS to prepare smart composite material for 3D and 4D applications. Gr/R-ABS composite filament was prepared using a twin-screw extruder, and 3D printing of the specimen was done. Upon mechanical and thermal testing, it was observed that adding 2 wt% of Gr enhances the tensile strength by 270%, with the highest heat capacity of 0.84 J/g and shore hardness of 56.8 HD, due to the uniform dispersion of Gr in the ABS matrix with minimum porosity [82, 83].
Domingues et al. [84] mixed microparticles of tires and polypropylene waste to extrude composite feedstock filament, to obtain 3D printed specimens. Upon thermal and mechanical testing, it was noticed that the addition of tire in the R-PP matrix increases the crystallization temperature of the final material and the melting temperature of composite increases by 2.5% [84]. In another study, Cocoa bean shell (CBS) was reinforced in R-PP to 3D print a composite. It was observed that with the addition of CBS, the warping effect of R-PP during its 3D printing was reduced by 67%. The tensile test of 3D printed R-PP/5% CBS specimen revealed that the specimen printed at 90° raster angle showed an 83.14% increase in tensile strength, whereas, at 0° raster, the tensile strength decreased by 41.47%. The SEM morphology of the fractured surface of the 3D printed specimen, shown in Fig. 13, reveals that samples printed at 0° raster show poor interfacial adhesion between filler and matrix. The imperfection, like interfacial gaps between the adjacent layers, voids and non-uniform dispersion of CBS microparticles in the R-PP matrix, caused stress concentration in the localized region and affected the final composite's mechanical strength. Another reason for the harmful effect on the mechanical strength of the composite was the incompatibility of CBS with the R-PP. CBS is hydrophilic, so it can absorb moisture from the surrounding and cause fibers to swell and generate micro-cracks in the composite. Also, the crystallinity of composite gets reduced due to the presence of amorphous hemicellulose and cellulose in CBS [85]. Likewise in another study, purified form of kraft pin lignin was reinforced in R-PLA. It was observed that the UTS and Young's modulus (E) of the composite were 18% and 6% lower than those of V-PLA. The mechanical property of the printed part was influenced by the intermolecular interaction between PLA and lignin. A minor effective stress transfer between lignin’s aggregates and PLA matrix was observed. The increase in lignin content increased the specimen's brittleness, thus resulting in the disappearance of the yield point in the stress–strain curve. However, there was a non-selective trans layer and trans fiber crack propagation at the fractured surface, indicating that the printed parts had improved bond quality [86]. The summary of research work on the use of various additives to enhance the strength of recycled material is listed in Table 3.
Fig. 13.

SEM images of fractured surface of 3D printed R-PP/5% CBS tensile specimens printed at a 0° raster, b 90° raster at different magnifications [85]
Table 3.
Summary of research work on developing recycled composite filament
| S. no. | Plastic waste | Filament composition | Extruder type | Filament diameter (mm) | 3D printer | TS (MPa) | Purpose of using additives | Findings | Refs. |
|---|---|---|---|---|---|---|---|---|---|
| 1. | PLA | V-PLA/ R-PLA | Single screw | – | Pramaan mini | 37.829 | Upgrading the properties of the recycled polymer | Maximum TS with 10% R-PLA | [68] |
| 2. |
HDPE PP |
R-HDPE/R-PP/soy hull Biocarbon (size: 2 µm) | Twin screw | 1.75 | Lulzbot Taz 6 | 38–40 | Developing cost-effective composite enhances the analytical properties and develops lightweight composites | Addition of biochar creates porous structure and lightweight material (spectacle frame, elliptical gears) | [70] |
| 3. |
HDPE PP |
o-HDPE/o-PP/V-HDPE/V-LDPE/clay/EPR | 3-Devo 350 Composer | 1.75 | Creality 3-D printer | 21.4 ± 0.9 | Improving the compatibility among immiscible blends | Addition of EPR increased elasticity of material | [71] |
| 4. | Expanded PS | R-PS/LDPE | Single screw | 1.5–1.75 | Creality Ender-3 V2 | 25–30 | Enhancing the printability and thermal stability of final material | TS decreased with increase in ductility | [117] |
| 5. |
PET PP PS |
R-PET/R-PP/R-PS/SEBS-MA | Twin screw | 1.75 | Lulzbot Taz 6 | 24.2 ± 1 | Making a flexible filament that can easily be 3D printed | Elongation at failure improved for all blends | [109] |
| 6. | TPU | TPU/PUF particles | Felfil Evo Colours | 1.5 | Anycubic Chiron | 10.8 ± 0.8 | Making of cost-effective composite and final material to be processed at higher temperature | TS decreased by 68.32% | [73] |
| 7. |
Nylon Polyester |
R-nylon/R-polyester/photopolymer resin (size: nylon powder 15–20 µm) | Not required | - | Form 1+, Formlabs Inc | 14 (resin–5%polyester) | Enhancing the tribological properties |
TS decreased by 26.31% Wear rate improved by 9.4 times |
[74] |
| 8. | PLA | V-PLA/ R-PLA/MCC/J | Twin screw | 2.2 | – |
44 (PLA/R-PLA) 20 (PLA/R-PLA/0.5 J) |
Controlling the rheological properties (like MFI) of the final material | Stiffness improved by 88% | [69] |
| 9. | ABS | ABS/recycled Bakelite/Al2O3/SiC particles (size of SiC/Al2O3 and Bakelite particle: 20 µm) | Twin screw | 1.75 | Accucraft i250+ | 14–16 (70%ABS–10%BAK–10%Al2O3–10%SiC) |
1. Enhancing the tensile strength by adding Bakelite 2. Enhancing the wear resistance properties by adding ceramic (like Al2O3 and SiC) with BAK |
Uniform dispersion with 60% infill ratios and 50 mm/s printing speed | [10] |
| 10. | 2° R-ABS |
R-ABS/bakelite powder/wood dust (WD) Particle size: wood dust: 50 µm; BP size was similar to that of WD |
Twin-screw extruder | NA | – |
30.82 ± 1.7 (90% ABS + 10% BP) 25.66 ± 1.4 (90% ABS + 10% WD) |
Providing a good thermal interlocking bonding among the polymer particles and enhancing the thermal conductivity of the final material | Less porosity noticed | [9] |
| 11. | PET | White cotton extracted from denim | Single screw | 1.75 ± 0.15 | Prusa i3 | NA |
1. Providing high specific strength and low density to the final material 2. Enhancing the dampening capacity of material |
Impact strength of R-PET-WC increased by 63.87% | [15] |
| 12. | Shredded flakes of HDPE | HDPE/LLDPE/di-methyl-di-benzylidene sorbitol (DMDBS) | Home built | 1.68–1.72 | Julia + | NA |
1. LLDPE was added for reducing part warpage during 3D printing 2. DMDBS was added for increasing the melt stiffness of final material |
Incorporating brim improved the adhesion of printed object to the substrate | [118] |
| 13. | HDPE | HDPE/ ZrO2 (size: 15 µm) | Twin Screw | 1.75 ± 0.05 | Not required | 17.22 ± 0.34 | Reducing the coefficient of friction, resisting wear environment and improving the tensile strength of material | HDPE with 40% ZrO2 shown better mechanical properties | [11] |
| 14. | HDPE | HDPE/SiC/Al2O3 (size of SiC/Al2O3 particle: 20 µm) | Single screw | NA | Not required | 23.87 | Combination of Al2O3 and SiC as filler was chosen for reducing the cost factor and increasing the wear-resistant properties of the final material | – | [13] |
| 15. | LDPE | LDPE/SiC/Al2O3 (size of SiC/Al2O3 particle: 20 µm) | Twin screw | 1.75 ± 0.05 | Not required | 679.38 | Combination of Al2O3 and SiC as filler was chosen to reduce the cost factor and increase the wear-resistant properties of the final material | Addition of SiC/Al2O3 increased TS by 6.79% | [12] |
| 16. | 2° R-ABS | R-ABS/Gr (size: 5–10 nm) | Twin Screw | 2 ± 0.02 | FFF printer | 43.48 |
1. Preventing polymer from environmental degradation 2. Enhancing the rheological, thermal, magneto metric and mechanical properties of the final composite |
Thermal heat capacity increased by 413% | [83] |
| 17. | 2° R-ABS | R-ABS/Gr (size: 5–10 nm) | Twin Screw | 1.75 | Open-source printer | 36.75 | Upgrading the functionality of recycled material | Porosity decreased by 4.93% | [82] |
| 18. | R-plastic | V-PLA/V-HDPE/recycled plastic/TiO2 nanoparticle (size: 10–50 nm) | Twin screw | 1.72–1.77 | FFF printer | 17.5 |
1. Graphene is used for creating a hydrophobic coating of 3D printed specimens 2. TiO2 was used for enhancing the interlaminar properties of the final product |
Graphene-coated specimens showed good surface profile | [75] |
| 19. | PP | r-PP/rice husk (size: 250 and 425 µm) | Twin screw | 1.75 ± 0.05 | Magigoo 3D printer |
13.78 ± 0.59 (at 0° raster) 7.92 ± 0.67 (at 90° raster) |
1. Making lightweight parts like customized jigs and fixture and thermoformed parts at minimal cost 2. Effectively using agricultural waste |
TS reduced by 47.04% | [76] |
| 20. | PP | r-PP/hemp short fiber | Twin screw | 3 | FFF printer | 22.45 | Reducing the shrinkage tendency of polymer matrix | TS enhanced by 31.90% | [77] |
| r-PP/harakeke short fiber | 23.55 | TS enhanced by 38.37% | |||||||
| r-PP/r-gypsum powder | 24.09 | TS enhanced by 7% | |||||||
| 21. | PP | r-PP/basalt short fiber (size: Lavg. = 4.5 mm and davg. = 16 µm) | Single screw | 1.37 | Not required | 35.5 | Improving the tensile strength and elastic modulus of recycled composite | TS increased by 23.08% | [78] |
| 22. | PP | r-PP/short CF (size: Lavg = 200 µm and davg. = 70 µm) | Single screw | – | Ultimaker S3 |
22.70 (composite filament) 19.72 (3D printed composite) |
1. Developing high-quality recycled feedstock filament with good mechanical strength |
1. TS of filament increased by 10.99% 2. TS of 3D printed specimen decreased by 6.27% |
[79] |
| 23. | R-PET | Biochar (size below 100 µm) | Filabot extruder | 1.75 ± 0.03 | Hyrel30M | 51.87 (PET/0.5 wt% Biochar) | 2. Improving the thermo-mechanical performance of 3D printed composite | TS improved by 32% | [14] |
| 24. | HDPE/LDPE | R-HDPE R-LDPE/Fe powder (size: 54 µm) | Single screw | 1.70–1.8 | – |
8–12 (HDPE-10 wt% Fe powder) 6–7.5 (LDPE-6 wt% Fe powder) |
1. Making composite conductive in nature 2. Making composite a suitable candidate for non-destructive testing (NDT) 3. Enhancing the mechanical properties of the final product |
– | [80] |
| 25. | 2° ABS | R-ABS/Fe powder (size: 50 µm) | Twin screw | – | Not required | 32.72 ± 1.5 | Enhancing the thermal and mechanical properties | MFI increased by 25.29% | [81] |
| 26. | PP | R-PP/CBS (size: 250–425 µm) | Twin screw | 1.75 ± 0.1 | 3D FF-STD Doppia | 15.23 ± 0.91 | Enabling the effective utilization of waste obtained from consumable products | TS reduced by 41.47% | [85] |
| 27. | PP | R-PP/Tire microparticles | Twin screw | – | Robot Yaskawa Motoman HP20F (modified) | 6.0 | Fabricating big green part with free and desired geometries | Melting temperature of composite increased by 2.55% | [84] |
Case studies
Currently, markets offer various filaments made of recycled thermoplastic plastic waste derived from car dashboards, used water bottles, fishing nets, refrigerator plastics, etc. In a similar context, two case studies have been highlighted.
Case study 1
B-PET is the foremost 3D filament-producing company that uses post-consumer PET bottles for filament production, as displayed in Fig. 14. B-PET believes PET is a tremendous and versatile material and is the first choice for plastic-based applications. Until today, B-PET has effectively recycled PET waste into functional printing materials.
Fig. 14.

B-PET filaments and 3D printed statue using recycled PET filaments [87, 88]
B-PET company has made a newer version of R-PET-based filament (100% recycled PET waste filament) with no roundness deviation, better tolerance (± 0.03 mm), less moisture, good flexible strength and consistent diameter with no entrapped bubbles. B-PET filament possesses almost the same property as virgin PET and is 70% less expensive [87]. B-PET sponsored PET(S)CULPT project to create a 3D printed statue made from R-PET derived from used plastic bottles [88]. B-PET filaments are commercially available and recommended to be used with Prusa printers at a reasonable price, which helps in waste management and environmental protection. Other companies that use waste polymer for 3D printing filament production and trade worldwide are presented in Table 4.
Table 4.
List of commercially available filaments derived from waste
| S. no. | Manufacturing company | Filament material | Source of waste | Recycled plastic content (%) | Property of filament | Refs. |
|---|---|---|---|---|---|---|
| 1. | Filamentive | PLA | Post-industrial waste | 55 | Low warpage | [89] |
| PLA matte | 70 | Good matte finish with a textured feeling | ||||
| e-PLA | 50 | Good mechanical property and can resist heat of + 95 °C | ||||
| PLA cosmic | 10 | Extra sparkle | ||||
| wood PLA | 81 | provides wood-like feeling | ||||
| PET-G | 89 | Durable and accepted for food contact | ||||
| PET-G | 99 | Durable and accepted for food contact | ||||
| Carbon fiber (PET-G) | 100 | Provides extra rigidity | ||||
| ABS | 64 | Minimum warpage and high impact strength | ||||
| ASA | 50 | Perfect for outdoors due to UV resistance | ||||
| 2. | Fila-Cycle | R-HIPS (Black) | Automotive industrial plastics | 100 | Medium warping and good mechanical property | [90, 91] |
| R-PLA (Jade) | Yogurt pots | 100 | Low warping and excellent mechanical property | |||
| R-PLA (Natural) | Post-consumer | 100 | Medium warping and good mechanical property | |||
| R-HIPS (White) | Home electronics | 100 | Medium warping and good mechanical property (good impact-resistant plastic) | |||
| R-PET | Clear bottles from consumer industry | 100 | Low warping and excellent mechanical property | |||
| 3. | Ultrafuse (O-BASF) | R-PET | Bottles | NA | Environment friendly | [92] |
| 4. | Fishy Filament | Nylon | Fishing net | 100 | Good impact resistance, temperature resistance, and stiffness property | [93] |
| 5. | Tridea | PET, PET-G | Post-consumer | 100 | Good stiffness with fabulous interlayer adhesion property | [94] |
| 6. | Creamelt | Polyurethane | Ski boots | 100 | Suitable for elastic objects | [95] |
| 7. | RE-PET | PET | PET bottles | 100 | High moisture adsorption tendency | [96] |
| 8. | Nefilatek | PET-G | Food packaging | NA | Less temperature sensitive and food safe | [97] |
| HIPS | Window frames, thermoformed sheets | 98 | Heat and impact resistance | |||
| 9. | GreenGate3D | PET-G | NA | 100 | Smooth printing and good mechanical property | [98] |
| 10. | Kimaya | HIPS | NA | 100 | Good impact resistance | [99] |
| PLA | ≥ 97 | Odorless, good surface finish (glossy) | ||||
| Polyurethane | 100 | Flexible |
Case study 2
Nowadays, designers use recycled plastic to attract customers with inexpensive and better product designs such as chairs, demountable tricycles, benches and furniture made from industrial waste. Rotterdam studio “The New Raw” has set up a zero waste laboratory to use plastic waste for fabricating urban furniture for public places through the FDM technique. Following the global vision of “World Without Waste,” Coca-Cola in Greece stepped up to implement the idea of “Print Your City” into action. For the first time in Greece, the “Zero Waste Cities” initiative came into existence. Thessaloniki in Greece was the first European city chosen by Coca-Cola to implement this program. With the help of the “Print Your City” concept, the residents of Thessaloniki collected their plastic waste and dumped it into a blue bin for recycling, converting it into a valuable utilitarian object like street furniture for the city with the help of 3D printing technology, as presented in Fig. 15. The website allows customers to choose customized furniture based on colors, functionalities and public space. The furniture is primarily made from PP and PE, the plastics used in food packaging. Although, PET and PS plastics can also be utilized for furniture fabrication. The two- to four-seat bench of size 150 cm long, 80 cm wide prototype was 3D printed using the pellets from municipal waste or flakes from the ground up products [100]. The company has used more than 800 kg of plastic waste (equivalent to the same amount produced by three families in Greece) for ten pieces of furniture fabrication, saving 2080 kg of CO2 emission [101, 102].
Fig. 15.

a The Zero Waste Lab established in collaboration with Coca-Cola [102]; b Bench designed for the city of Amsterdam [101]; c 3D printed bench from waste [100]
Future scope
Plastic has gained tremendous popularity due to its low production cost, lightweight, good strength, durability, etc. However, its toxic nature and non-biodegradability make it unfit for the environment, and it is thus termed a pollutant [103]. Hence, for producing a novel, low-cost, and sustainable product using AM, additives are blended with recycled plastic waste to produce durable composite feedstock filament by extrusion. The blending process improves the thermal, dynamic and mechanical properties of the 3D printed product [104]. The additives in the form of particles like SiC and Al2O3 in the filaments improve the properties. Still, sometimes the 3D fabricated products result in premature failure due to the absence of additives in some areas. The additive distribution inhomogeneity in fabricated products thus severely degrades the product's mechanical properties [105]. The 3D printing of composites using continuous fiber reinforcement may be the solution in order to avoid the premature failure of the particle-based composite structure. In this direction, the concept of in-nozzle impregnation has been utilized to fabricate composite structures reinforced with continuous fiber [104–106]. In the in-nozzle impregnation method shown in Fig. 16, a customized 3D printing extruder head feeds the continuous fiber into molten plastic [107].
Fig. 16.
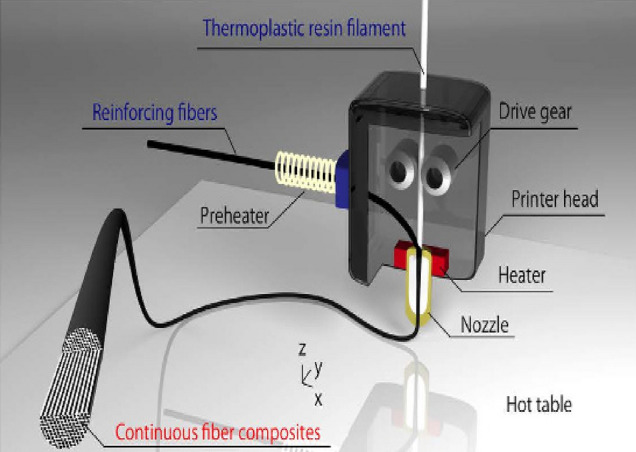
3D printer head utilizing the filament and continuous fiber for product fabrication using in-nozzle impregnation [107]
The best approach is the separate feeding of polymer filament and the continuous fiber, as the feed rate and the percentage fiber volume can be controlled easily. Critical process parameters such as nozzle diameter, flow rate and fiber diameter must be maintained to get optimal impregnation. Researchers have also utilized other impregnation methods, such as feeding fibers along with the polymer filament or dual nozzles, to supply polymer and continuous fiber simultaneously, as shown in Fig. 17. It is noteworthy that a dearth of research work is available on the use of continuous fiber to reinforce thermoplastic waste matrix. Hence, to enhance the mechanical property of recycled plastics, the concept of nozzle impregnation can be fully explored with various waste-derived feedstocks.
Fig. 17.

FDM-based 3D printing by a feeding of fibres along with filament; b separate feeding of fiber and filament [106]
Conclusions
Plastics are not imminent to biodegradation; their putrefaction (decomposition) contaminates the environment and causes harm to ecology. Recycling plastic waste is the most beneficial method to valorize post-consumer plastics, adding value to the nation's circular economy. Usually, plastics degrade in 10–450 years. From the historical point of view, through plastic recycling, large centralized plants can produce low-value commodities. Further, desktop 3D printing (FDM-based printers) is capable of producing complicated plastic products at home instead of in a factory by utilizing plastic waste. The forecast for the upcoming years reveals that the 3D printing sector will increase intensively. The idea of consumers producing their required goods directly from their waste materials is one viable solution proposed in this review. This concept saves consumers from purchasing commercial plastic products, protects the environment and enables consumers to close the circular economy loop. The strength of parts from recycled waste is still lower than the injection molded counterpart, but the use of additives, especially from continuous fiber, seems promising to improve the strength of these 3D printed parts produced from waste feedstock.
Funding
Funding was provided by SERB (grant no. SRG/2021/001647,SUSHANT NEGI).
Data availability
Data sharing not applicable – no new data generated.
Footnotes
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Contributor Information
Vishal Mishra, Email: vishal_rs@mech.nits.ac.in.
Sushant Negi, Email: sushant.negi@hotmail.com, Email: sushant@mech.nits.ac.in.
Simanchal Kar, Email: simanchal@mech.nits.ac.in.
References
- 1.Dutta N, Mondal P, Gupta A. Optimization of process parameters using response surface methodology for maximum liquid yield during thermal pyrolysis of blend of virgin and waste high-density polyethylene. J Mater Cycles Waste Manag. 2022;24:1182–1193. doi: 10.1007/s10163-022-01392-y. [DOI] [Google Scholar]
- 2.Lee A, Liew MS. Tertiary recycling of plastics waste: an analysis of feedstock, chemical and biological degradation methods. J Mater Cycles Waste Manag. 2021;23:32–43. doi: 10.1007/s10163-020-01106-2. [DOI] [Google Scholar]
- 3.Liang Y, Tan Q, Song Q, Li J. An analysis of the plastic waste trade and management in Asia. Waste Manag. 2021;119:242–253. doi: 10.1016/j.wasman.2020.09.049. [DOI] [PubMed] [Google Scholar]
- 4.Schmidt C, Krauth T, Wagner S. Export of plastic debris by rivers into the sea. Environ Sci Technol. 2017;51:12246–12253. doi: 10.1021/acs.est.7b02368. [DOI] [PubMed] [Google Scholar]
- 5.Vanapalli KR, Sharma HB, Ranjan VP, Samal B, Bhattacharya J, Dubey BK, Goel S. Challenges and strategies for effective plastic waste management during and post COVID-19 pandemic. Sci Total Environ. 2021;750:141514. doi: 10.1016/j.scitotenv.2020.141514. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 6.Adeniyi LA, Akinpelu OP, Fatoke MT, Adeniji MA. Evaluation of urban solid-waste generation and safety consciousness of waste collectors amidst COVID-19 pandemic. J Mater Cycles Waste Manag. 2022;24:1948–1957. doi: 10.1007/s10163-022-01449-y. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 7.Prata JC, Silva ALP, Walker TR, Duarte AC, Rocha-Santos T. COVID-19 pandemic repercussions on the use and management of plastics. Environ Sci Technol. 2020;54:7760–7765. doi: 10.1021/acs.est.0c02178. [DOI] [PubMed] [Google Scholar]
- 8.Mikula K, Skrzypczak D, Izydorczyk G, Warchoł J, Moustakas K, Chojnacka K, Witek-Krowiak A. 3D printing filament as a second life of waste plastics—a review. Environ Sci Pollut Res. 2020 doi: 10.1007/s11356-020-10657-8. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 9.Chawla K, Singh J, Singh R. On recyclability of thermosetting polymer and wood dust as reinforcement in secondary recycled ABS for nonstructural engineering applications. J Thermoplast Compos Mater. 2020 doi: 10.1177/0892705720925135. [DOI] [Google Scholar]
- 10.Singh R, Singh I, Kumar R. Mechanical and morphological investigations of 3D printed recycled ABS reinforced with bakelite–SiC–Al2O3. Proc Inst Mech Eng Part C J Mech Eng Sci. 2019;233:5933–5944. doi: 10.1177/0954406219860163. [DOI] [Google Scholar]
- 11.Singh R, Kumar R, Tiwari S, Vishwakarma S, Kakkar S, Rajora V, Bhatoa S. On secondary recycling of ZrO2-reinforced HDPE filament prepared from domestic waste for possible 3-D printing of bearings. J Thermoplast Compos Mater. 2019;34:1254–1272. doi: 10.1177/0892705719864628. [DOI] [Google Scholar]
- 12.Bedi P, Singh R, Ahuja IPS. Effect of SiC/Al2O3 particle size reinforcement in recycled LDPE matrix on mechanical properties of FDM feed stock filament. Virtual Phys Prototyp. 2018;13:246–254. doi: 10.1080/17452759.2018.1496605. [DOI] [Google Scholar]
- 13.Singh N, Singh R, Ahuja IPS. Recycling of polymer waste with SiC/Al2O3 reinforcement for rapid tooling applications. Mater Today Commun. 2018;15:124–127. doi: 10.1016/j.mtcomm.2018.02.008. [DOI] [Google Scholar]
- 14.Idrees M, Jeelani S, Rangari V. Three-dimensional-printed sustainable biochar-recycled PET composites. ACS Sustain Chem Eng. 2018;6:13940–13948. doi: 10.1021/acssuschemeng.8b02283. [DOI] [Google Scholar]
- 15.Carrete IA, Quiñonez PA, Bermudez D, Roberson DA. Incorporating textile-derived cellulose fibers for the strengthening of recycled polyethylene terephthalate for 3D printing feedstock materials. J Polym Environ. 2021;29:662–671. doi: 10.1007/s10924-020-01900-x. [DOI] [Google Scholar]
- 16.Wang X, Jiang M, Zhou Z, Gou J, Hui D. 3D printing of polymer matrix composites: a review and prospective. Compos Part B. 2017;110:442–458. doi: 10.1016/j.compositesb.2016.11.034. [DOI] [Google Scholar]
- 17.Kristiawan RB, Imaduddin F, Ariawan D. A review on the fused deposition modeling (FDM) 3D printing: filament processing, materials, and printing parameters. Open Eng. 2021;11:639–649. doi: 10.1515/eng-2021-0063. [DOI] [Google Scholar]
- 18.Pitjamit S, Thunsiri K, Nakkiew W, Wongwichai T. The possibility of interlocking nail fabrication from FFF 3D printing PLA/PCL/HA composites coated by local silk fibroin for canine bone fracture treatment. MDPI Mater. 2020;13:1–19. doi: 10.3390/ma13071564. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 19.Poudel B (2015) How to make portable homemade filament extruder. Arcada
- 20.Sakai T. Screw extrusion technology—past, present and future. Polimery Polymer. 2013;58:847–857. doi: 10.14314/polimery.2013.847. [DOI] [Google Scholar]
- 21.Yetgin SH. Tribological properties of compatabilizer and graphene oxide-filled polypropylene nanocomposites. Bull Mater Sci. 2020;43:4–11. doi: 10.1007/s12034-020-2061-4. [DOI] [Google Scholar]
- 22.Klis L, Thieleke P, Bonten C. Development of a novel extruder for the processing of a filament for robot-based 3D printing. AIP Conf Proc. 2020 doi: 10.1063/5.0028452. [DOI] [Google Scholar]
- 23.Dey A, Yodo N. A systematic survey of FDM process parameter optimization and their influence on part characteristics. J Manuf Mater Process. 2019 doi: 10.3390/jmmp3030064. [DOI] [Google Scholar]
- 24.Gao X, Qi S, Kuang X, Su Y, et al. Fused filament fabrication of polymer materials: a review of interlayer bond. Addit Manuf. 2020 doi: 10.1016/j.addma.2020.101658. [DOI] [Google Scholar]
- 25.Baumann FW, Schuermann M, Haq RHA (2018) Surface finish effects using coating method on 3D printing (FDM) parts. In: IOP conference series: materials science and engineering, pp 1–8
- 26.Al Khawaja H, Alabdouli H, Alqaydi H, Mansour A, Ahmed W, Al Jassmi H (2020) Investigating the mechanical properties of 3D printed components. In: 2020 Adv Sci Eng Technol Int Conf ASET 2020. 10.1109/ASET48392.2020.9118307
- 27.Turner BN, Gold SA. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp J. 2015;3:250–261. doi: 10.1108/RPJ-02-2013-0017. [DOI] [Google Scholar]
- 28.Mishra V, Negi S, Kar S, Sharma AK, Rajbahadur YNK, Kumar A. Recent advances in fused deposition modeling fused deposition modeling based additive manufacturing of thermoplastic composite structures: a review. J Thermoplast Compos Mater. 2022 doi: 10.1177/08927057221102857. [DOI] [Google Scholar]
- 29.Wickramasinghe S, Do T, Tran P. FDM-Based 3D printing of polymer and associated composite: a review on mechanical properties, defects and treatments. Polymers (Basel) 2020;12:1–42. doi: 10.3390/polym12071529. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 30.Penumakala PK, Santo J, Thomas A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos Part B. 2020;201:108336. doi: 10.1016/j.compositesb.2020.108336. [DOI] [Google Scholar]
- 31.Farah S, Anderson DG, Langer R. Physical and mechanical properties of PLA, and their functions in widespread applications—a comprehensive review. Adv Drug Deliv Rev. 2016;107:367–392. doi: 10.1016/j.addr.2016.06.012. [DOI] [PubMed] [Google Scholar]
- 32.Cruz Sanchez FA, Boudaoud H, Hoppe S, Camargo M. Polymer recycling in an open-source additive manufacturing context: mechanical issues. Addit Manuf. 2017;17:87–105. doi: 10.1016/j.addma.2017.05.013. [DOI] [Google Scholar]
- 33.Anderson I. Mechanical properties of specimens 3D printed with virgin and recycled polylactic acid. 3D Print Addit Manuf. 2017;4:110–115. doi: 10.1089/3dp.2016.0054. [DOI] [Google Scholar]
- 34.Hong JH, Yu T, Park SJ, Kim YH. Repetitive recycling of 3D printing PLA filament as renewable resources on mechanical and thermal loads. Int J Mod Phys B. 2020;34:1–5. doi: 10.1142/S0217979220401475. [DOI] [Google Scholar]
- 35.Lanzotti A, Martorelli M, Maietta S, Gerbino S, Penta F, Gloria A. A comparison between mechanical properties of specimens 3D printed with virgin and recycled PLA. Procedia CIRP. 2019;79:143–146. doi: 10.1016/j.procir.2019.02.030. [DOI] [Google Scholar]
- 36.Turku I, Kasala S, Kärki T. Characterization of polystyrene wastes as potential extruded feedstock filament for 3D printing. Recycling. 2018 doi: 10.3390/recycling3040057. [DOI] [Google Scholar]
- 37.Pinho AC, Amaro AM, Piedade AP. 3D printing goes greener: study of the properties of post-consumer recycled polymers for the manufacturing of engineering components. Waste Manag. 2020;118:426–434. doi: 10.1016/j.wasman.2020.09.003. [DOI] [PubMed] [Google Scholar]
- 38.Cardona C, Curdes AH, Isaacs AJ. Effects of filament diameter tolerances in fused filament fabrication. IU J Undergrad Res. 2016;2:44–47. doi: 10.14434/iujur.v2i1.20917. [DOI] [Google Scholar]
- 39.Ayrilmis N, Kariz M, Kwon JH, Kitek Kuzman M. Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite materials. Int J Adv Manuf Technol. 2019;102:2195–2200. doi: 10.1007/s00170-019-03299-9. [DOI] [Google Scholar]
- 40.Chen X, Kalish J, Hsu SL. Structure evolution of α′-phase poly(lactic acid) J Polym Sci Part B Polym Phys. 2011;49:1446–1454. doi: 10.1002/polb.22327. [DOI] [Google Scholar]
- 41.Moreno E, Beltrán González FR, Arrieta M, Gaspar G, Martínez Muneta M, Carrasco R, Yañez S, Hidalgo D, de la Orden M, Martínez Urreaga J. Technical evaluation of mechanical recycling of PLA 3D printing wastes. MDPI Proc. 2021;69:1–6. doi: 10.3390/cgpm2020-07187. [DOI] [Google Scholar]
- 42.Woern AL, Byard DJ, Oakley RB, Fiedler MJ, Snabes SL, Pearce JM. Fused particle fabrication 3-D printing: recycled materials’ optimization and mechanical properties. Materials (Basel) 2018 doi: 10.3390/ma11081413. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 43.Kreiger M, Pearce JM. Environmental life cycle analysis of distributed three-dimensional printing and conventional manufacturing of polymer products. ACS Sustain Chem Eng. 2013;1:1511–1519. doi: 10.1021/sc400093k. [DOI] [Google Scholar]
- 44.Zhao XG, Hwang KJ, Lee D, Kim T, Kim N. Enhanced mechanical properties of self-polymerized polydopamine-coated recycled PLA filament used in 3D printing. Appl Surf Sci. 2018;441:381–387. doi: 10.1016/j.apsusc.2018.01.257. [DOI] [Google Scholar]
- 45.Mohammed MI, Wilson D, Gomez-Kervin E, Rosson L, Long J (2019) EcoPrinting: investigation of solar powered plastic recycling and additive manufacturing for enhanced waste management and sustainable manufacturing. In: 2018 IEEE conf technol sustain SusTech, 2018, pp 1–6. 10.1109/SusTech.2018.8671370
- 46.Czyżewski P, Bieliński M, Sykutera D, Jurek M, Gronowski M, Ryl Ł, Hoppe H. Secondary use of ABS co-polymer recyclates for the manufacture of structural elements using the FFF technology. Rapid Prototyp J. 2018;24:1447–1454. doi: 10.1108/RPJ-03-2017-0042. [DOI] [Google Scholar]
- 47.Mohammed MI, Wilson D, Gomez-Kervin E, Vidler C, Rosson L, Long J (2020) The recycling of E-waste ABS plastics by melt extrusion and 3D printing using solar powered devices as a transformative tool for humanitarian aid. In: Solid free Fabr 2018 proc 29th annu Int Solid Free Fabr Symp—An Addit Manuf Conf SFF 2018, pp 80–92
- 48.Marciniak D, Czyżewski P, Sykutera D, Bieliński M. Recycling of ABS operating elements obtained from industry 3D printing machines. Plimery Polymers. 2021;64:803–810. doi: 10.14314/polimery.2019.11.9. [DOI] [Google Scholar]
- 49.Mohammed MI, Das A, Gomez-Kervin E, Wilson D, Gibson I (2020) Ecoprinting: investigating the use of 100% recycled acrylonitrile butadiene styrene (ABS) for additive manufacturing. In: Solid Free Fabr 2017 Proc 28th Annu Int Solid Free Fabr Symp—An Addit Manuf Conf SFF 2017, pp 532–542
- 50.Cress AK, Huynh J, Anderson EH, O’neill R, Schneider Y, Keleş Ö. Effect of recycling on the mechanical behavior and structure of additively manufactured acrylonitrile butadiene styrene (ABS) J Clean Prod. 2021 doi: 10.1016/j.jclepro.2020.123689. [DOI] [Google Scholar]
- 51.Vidakis N, Petousis M, Tzounis L, Grammatikos SA, Porfyrakis E, Maniadi A, Mountakis N. Sustainable additive manufacturing: mechanical response of polyethylene terephthalate glycol over multiple recycling processes. Materials (Basel) 2021;14:1–16. doi: 10.3390/ma14051162. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 52.Das SK, Eshkalak SK, Chinnappan A, Ghosh R, Jayathilaka WADM, Baskar C, Ramakrishna S. plastic recycling of polyethylene terephthalate (PET) and polyhydroxybutyrate (PHB)—a comprehensive review. Mater Circ Econ. 2021 doi: 10.1007/s42824-021-00025-3. [DOI] [Google Scholar]
- 53.Choudhary K, Sangwan KS, Goyal D. Environment and economic impacts assessment of PET waste recycling with conventional and renewable sources of energy. Procedia CIRP. 2019;80:422–427. doi: 10.1016/j.procir.2019.01.096. [DOI] [Google Scholar]
- 54.Mosaddek A, Kommula HKR, Gonzalez F (2018) Design and testing of a recycled 3D printed and foldable unmanned aerial vehicle for remote sensing. In: 2018 Int Conf Unmanned Aircr Syst ICUAS, 1207–1216. 10.1109/ICUAS.2018.8453284
- 55.Exconde MKJE, Co JAA, Manapat JZ, Magdaluyo ER. Materials selection of 3D printing filament and utilization of recycled polyethylene terephthalate (PET) in a redesigned breadboard. Procedia CIRP. 2019;84:28–32. doi: 10.1016/j.procir.2019.04.337. [DOI] [Google Scholar]
- 56.Goerg H. Michler FJB-C (2012) Nano- and micromechanics of polymers: structure modification and improvement of properties. In: Nano- and micromechanics of polymers. Hanser Publications, Cincinnati
- 57.Bakır AA, Atik R, Özerinç S. Effect of fused deposition modeling process parameters on the mechanical properties of recycled polyethylene terephthalate parts. J Appl Polym Sci. 2021;138:1–12. doi: 10.1002/app.49709. [DOI] [Google Scholar]
- 58.Vidakis N, Petousis M, Tzounis L, Maniadi A, Velidakis E, Mountakis N, Kechagias JD. Sustainable additive manufacturing: mechanical response of polyamide 12 over multiple recycling processes. MDPI Materials (Basel) 2021;14:1–15. doi: 10.3390/ma14020466. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 59.Chong S, Pan GT, Khalid M, Yang TCK, Hung ST, Huang CM. Physical characterization and pre-assessment of recycled high-density polyethylene as 3D printing material. J Polym Environ. 2017;25:136–145. doi: 10.1007/s10924-016-0793-4. [DOI] [Google Scholar]
- 60.Reich MJ, Woern AL, Tanikella NG, Pearce JM. Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials (Basel) 2019 doi: 10.3390/ma12101642. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 61.Herianto, Atsani SI, Matrisiswadi H (2020) Recycled polypropylene filament for 3D printer: extrusion process parameter optimization. In: IOP conf. series: materials science and engineering, pp 1–7
- 62.Jiun YL, Tze CT, Moosa U, Tawawneh MA. Effects of recycling cycle on used thermoplastic polymer and thermoplastic elastomer polymer. Polym Polym Compos. 2016 doi: 10.1177/096739111602400909. [DOI] [Google Scholar]
- 63.Karlsson S. Recycled polyolefins. Material properties and means for quality determination. Polymers (Basel) 2004;169:201–230. doi: 10.1007/b94173. [DOI] [Google Scholar]
- 64.Luzuriaga S, Kovářová J, Fortelný I. Degradation of pre-aged polymers exposed to simulated recycling: properties and thermal stability. Polym Degrad Stab. 2006;91:1226–1232. doi: 10.1016/j.polymdegradstab.2005.09.004. [DOI] [Google Scholar]
- 65.Romão W, Franco MF, Corilo YE, Eberlin MN, Spinacé MAS, De Paoli MA. Poly (ethylene terephthalate) thermo-mechanical and thermo-oxidative degradation mechanisms. Polym Degrad Stab. 2009;94:1849–1859. doi: 10.1016/j.polymdegradstab.2009.05.017. [DOI] [Google Scholar]
- 66.Vilaplana F, Ribes-Greus A, Karlsson S. Analytical strategies for the quality assessment of recycled high-impact polystyrene: a combination of thermal analysis, vibrational spectroscopy, and chromatography. Anal Chim Acta. 2007;604:18–28. doi: 10.1016/j.aca.2007.04.046. [DOI] [PubMed] [Google Scholar]
- 67.Vilaplana F, Ribes-Greus A, Karlsson S. Degradation of recycled high-impact polystyrene. Simulation by reprocessing and thermo-oxidation. Polym Degrad Stab. 2006;91:2163–2170. doi: 10.1016/j.polymdegradstab.2006.01.007. [DOI] [Google Scholar]
- 68.Babagowda, Kadadevara Math RS, Goutham R, Srinivas Prasad KR. Study of effects on mechanical properties of PLA filament which is blended with recycled PLA materials. IOP Conf Ser Mater Sci Eng. 2018 doi: 10.1088/1757-899X/310/1/012103. [DOI] [Google Scholar]
- 69.Cisneros-López EO, Pal AK, Rodriguez AU, Wu F, Misra M, Mielewski DF, Kiziltas A, Mohanty AK. Recycled poly(lactic acid)-based 3D printed sustainable biocomposites: a comparative study with injection molding. Mater Today Sustain. 2020;7–8:100027. doi: 10.1016/j.mtsust.2019.100027. [DOI] [Google Scholar]
- 70.Maldonado-García B, Pal AK, Misra M, Gregori S, Mohanty AK. Sustainable 3D printed composites from recycled ocean plastics and pyrolyzed soy-hulls: optimization of printing parameters, performance studies and prototypes development. Compos Part C Open Access. 2021;6:100197. doi: 10.1016/j.jcomc.2021.100197. [DOI] [Google Scholar]
- 71.Martey S, Hendren K, Farfaras N, Kelly JC, Newsome M, Ciesielska-Wrobel I, Sobkowicz MJ, Chen WT. Recycling of pretreated polyolefin-based ocean-bound plastic waste by incorporating clay and rubber. Recycling. 2022 doi: 10.3390/recycling7020025. [DOI] [Google Scholar]
- 72.Zander NE, Gillan M, Burckhard Z, Gardea F. Recycled polypropylene blends as novel 3D printing materials. Addit Manuf. 2019;25:122–130. doi: 10.1016/j.addma.2018.11.009. [DOI] [Google Scholar]
- 73.Gama N, Ferreira A, Barros-Timmons A. 3D printed thermoplastic polyurethane filled with polyurethane foams residues. J Polym Environ. 2020;28:1560–1570. doi: 10.1007/s10924-020-01705-y. [DOI] [Google Scholar]
- 74.Dunnigan R, Clemens J, Cavalli MN, Kaabouch N, Gupta S. Beneficial usage of recycled polymer particulates for designing novel 3D printed composites. Prog Addit Manuf. 2018;3:33–38. doi: 10.1007/s40964-018-0046-2. [DOI] [Google Scholar]
- 75.Hossain MI, Chowdhury MA, Zahid MS, Sakib-Uz-Zaman C, Rahaman ML, Kowser MA. Development and analysis of nanoparticle infused plastic products manufactured by machine learning guided 3D printer. Polym Test. 2022;106:107429. doi: 10.1016/j.polymertesting.2021.107429. [DOI] [Google Scholar]
- 76.Morales MA, Atencio Martinez CL, Maranon A, Hernandez C, Michaud V, Porras A. Development and characterization of rice husk and recycled polypropylene composite filaments for 3D printing. Polymers (Basel) 2021 doi: 10.3390/polym13071067. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 77.Stoof D, Pickering K. Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos Part B Eng. 2018;135:110–118. doi: 10.1016/j.compositesb.2017.10.005. [DOI] [Google Scholar]
- 78.Ghabezi P, Flanagan T, Harrison N. Short basalt fibre reinforced recycled polypropylene filaments for 3D printing. Mater Lett. 2022;326:132942. doi: 10.1016/j.matlet.2022.132942. [DOI] [Google Scholar]
- 79.Polline M, Mutua JM, Mbuya TO, Ernest K. Recipe development and mechanical characterization of carbon fibre reinforced recycled polypropylene 3D printing filament. Open J Compos Mater. 2021;11:47–61. doi: 10.4236/ojcm.2021.113005. [DOI] [Google Scholar]
- 80.Kumar S, Singh R, Singh TP, Batish A. On investigation of rheological, mechanical and morphological characteristics of waste polymer-based feedstock filament for 3D printing applications. J Thermoplast Compos Mater. 2019 doi: 10.1177/0892705719856063. [DOI] [Google Scholar]
- 81.Chawla K, Singh R, Singh J, Mehta H. Investigations on mechanical properties of secondary recycled ABS reinforced with Fe powder for 3D printing applications. Mater Today Proc. 2021;50:2450–2454. doi: 10.1016/j.matpr.2021.10.291. [DOI] [Google Scholar]
- 82.Kumar V, Singh R, Ahuja IPS. On correlation of rheological, thermal, mechanical and morphological properties of chemical assisted mechanically blended ABS-graphene composite as tertiary recycling for 3D printing applications. Adv Mater Process Technol. 2021;00:1–20. doi: 10.1080/2374068X.2021.1913324. [DOI] [Google Scholar]
- 83.Kumar V, Singh R, Ahuja IPS. Secondary recycled acrylonitrile–butadiene–styrene and graphene composite for 3D/4D applications: Rheological, thermal, magnetometric, and mechanical analyses. J Thermoplast Compos Mater. 2022;35:761–781. doi: 10.1177/0892705720925114. [DOI] [Google Scholar]
- 84.Domingues J, Marques T, Mateus A, Carreira P, Malça C. An additive manufacturing solution to produce big green parts from tires and recycled plastics. Procedia Manuf. 2017;12:242–248. doi: 10.1016/j.promfg.2017.08.028. [DOI] [Google Scholar]
- 85.Morales MA, Maranon A, Hernandez C, Porras A. Development and characterization of a 3D printed cocoa bean shell filled recycled polypropylene for sustainable composites. Polymers (Basel) 2021 doi: 10.3390/polym13183162. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 86.Gkartzou E, Koumoulos EP, Charitidis CA. Production and 3D printing processing of bio-based thermoplastic filament. Manuf Rev. 2017 doi: 10.1051/mfreview/2016020. [DOI] [Google Scholar]
- 87.Pearce JM (2015) Where others see waste, we see a wasted opportunity. https://bpetfilament.com/
- 88.(2017) Pet(s)culpt. https://petmat.cz/petsculpt/index.php
- 89.https://www.filamentive.com. Accessed 09 Mar 2022
- 90.http://www.fila-cycle.com. Accessed 09 Mar 2022
- 91.https://www.kickstarter.com. Accessed 09 Mar 2022
- 92.https://www.ultrafusefff.com. Accessed 09 Mar 2022
- 93.https://fishyfilaments.com. Accessed 09 Mar 2022
- 94.https://tridea.be. Accessed 09 Mar 2022
- 95.https://creamelt.com. Accessed 09 Mar 2022
- 96.https://re-pet3d.com. Accessed 09 Mar 2022
- 97.https://nefilatek.com. Accessed 09 Mar 2022
- 98.https://greengate3d.com. Accessed 09 Mar 2022
- 99.https://www.kimya.fr. Accessed 09 Mar 2022
- 100.Ridden P (2017) Print Your City! turns plastic waste into 3D-printed street furniture. In: New Atlas. https://newatlas.com/print-your-city-xxx-3d-printed-bench-prototype/52205/
- 101.(2021) The New Raw. In: Actar Publ. https://urbannext.net/print-your-city/
- 102.Winston A (2019) Print Your City turns recycled food containers into street furniture. In: Dezeen. https://www.dezeen.com/2019/02/13/print-your-city-recycled-plastic-street-furniture/
- 103.Singh R, Singh J, Singh S. Investigation for dimensional accuracy of AMC prepared by FDM assisted investment casting using nylon-6 waste based reinforced filament. Meas J Int Meas Confed. 2016;78:253–259. doi: 10.1016/j.measurement.2015.10.016. [DOI] [Google Scholar]
- 104.Ahmed W, Alnajjar F, Zaneldin E, Al-Marzouqi AH, Gochoo M, Khalid S. Implementing FDM 3D printing strategies using natural fibers to produce biomass composite. Materials (Basel) 2020 doi: 10.3390/ma13184065. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 105.Jiang L, Peng X, Walczyk D. 3D printing of biofiber-reinforced composites and their mechanical properties: a review. Rapid Prototyp J. 2020;26:1113–1129. doi: 10.1108/RPJ-08-2019-0214. [DOI] [Google Scholar]
- 106.Akhoundi B, Behravesh AH, Bagheri Saed A. An innovative design approach in three-dimensional printing of continuous fiber–reinforced thermoplastic composites via fused deposition modeling process: in-melt simultaneous impregnation. Proc Inst Mech Eng Part B J Eng Manuf. 2020;234:243–259. doi: 10.1177/0954405419843780. [DOI] [Google Scholar]
- 107.Matsuzaki R, Ueda M, Namiki M, Jeong TK, Asahara H, Horiguchi K, Nakamura T, Todoroki A, Hirano Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci Rep. 2016;6:1–7. doi: 10.1038/srep23058. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 108.Sodeifian G, Ghaseminejad S, Yousefi AA. Preparation of polypropylene/short glass fiber composite as fused deposition modeling (FDM) filament. Results Phys. 2019;12:205–222. doi: 10.1016/j.rinp.2018.11.065. [DOI] [Google Scholar]
- 109.Zander NE, Gillan M, Lambeth RH. Recycled polyethylene terephthalate as a new FFF feedstock material. Addit Manuf. 2018;21:174–182. doi: 10.1016/j.addma.2018.03.007. [DOI] [Google Scholar]
- 110.Oussai A, Katai L. Development of 3D printing raw materials from plastic waste. Hungarian Agric Eng. 2020;7410:34–40. doi: 10.17676/HAE.2020.37.34. [DOI] [Google Scholar]
- 111.Tylman I, Dzierżek K. Filament for a 3D printer from pet bottles—simple machine. Int J Mech Eng Robot Res. 2020;9:1386–1392. doi: 10.18178/ijmerr.9.10.1386-1392. [DOI] [Google Scholar]
- 112.Van de Voorde B, Katalagarianakis A, Huysman S, Toncheva A, Raquez JM, Duretek I, Holzer C, Cardon L, Bernaerts KV, Van Hemelrijck D, Pyl L, Van Vlierberghe S. Effect of extrusion and fused filament fabrication processing parameters of recycled poly(ethylene terephthalate) on the crystallinity and mechanical properties. Addit Manuf. 2022;50:102518. doi: 10.1016/j.addma.2021.102518. [DOI] [Google Scholar]
- 113.Laoutid F, Lafqir S, Toncheva A, Dubois P. Valorization of recycled tire rubber for 3D printing of abs-and TPO-based composites. Materials (Basel) 2021 doi: 10.3390/ma14195889. [DOI] [PMC free article] [PubMed] [Google Scholar]
- 114.Alexandre A, Cruz Sanchez FA, Boudaoud H, Camargo M, Pearce JM. mechanical properties of direct waste printing of polylactic acid with universal pellets extruder: comparison to fused filament fabrication on open-source desktop three-dimensional printers. 3D Print Addit Manuf. 2020;7:237–247. doi: 10.1089/3dp.2019.0195. [DOI] [Google Scholar]
- 115.Zhao Y, Chen Y, Zhou Y. Novel mechanical models of tensile strength and elastic property of FDM AM PLA materials: experimental and theoretical analyses. Mater Des. 2019;181:108089. doi: 10.1016/j.matdes.2019.108089. [DOI] [Google Scholar]
- 116.Leonard Mutiva B, Byiringiro JB, Eng R, Peter Muchiri SN. A study on suitability of recycled polyethylene terephthalate for 3D printing filament. IOSR J Mech Civ Eng. 2017;15:4–9. doi: 10.9790/1684-1502030409. [DOI] [Google Scholar]
- 117.Yap EP, Koay SC, Chan MY, Choo HL, Ong TK, Tshai KY. Recycling polymer blend made from post-used styrofoam and polyethylene for fuse deposition modelling. J Phys Conf Ser. 2021 doi: 10.1088/1742-6596/2120/1/012021. [DOI] [Google Scholar]
- 118.Gudadhe A, Bachhar N, Kumar A, Andrade P, Kumaraswamy G. Three-dimensional printing with waste high-density polyethylene. ACS Appl Polym Mater. 2019;1:3157–3164. doi: 10.1021/acsapm.9b00813. [DOI] [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.
Data Availability Statement
Data sharing not applicable – no new data generated.