

Abstract
As desirable food packaging materials, pulp molded products have attracted great attention from both academia and industry. To endow the products with high mechanical strength and water barrier properties by low-cost wet-end additives to broaden their application fields, polyamide epichlorohydrin (PAE) or/and cationic starch (CS) were added to the pulp slurry after the addition of oil- and water-proof agents. Results showed that the optimal pulp molded product was obtained at a PAE and CS content of 1.0 and 0.6%, respectively. The resulting product had a dry strength of 24.4 kN/m, a wet strength of 4.22 kN/m, and a water absorption of 51.5%. The addition of CS was beneficial to the properties of the PAE wet-end added product due to the formation of hydrogen bonding with cellulose fibers and PAE, which also led to a decreased PAE dosage for health concern as food packaging materials. Finally, the PAE/CS wet-end added pulp molded product was applied for orange fresh-keeping in the fridge. The product displayed much more shape stability and lower weight increase in comparison with that of the product without the addition of PAE and CS. This indicated the great application prospects of our designed pulp molded product as a fruit freprospectssh-keeping packaging material.
Introduction
With the depletion of petroleum resources and increasing concern over environmental issues, the development of environmentally friendly bio-based materials has attracted widespread attention.1 Especially in recent years, the “plastic ban” policy has accelerated the demand for pulp molded products in the packaging fields. Because such products are normally applied as food containers, their dry and wet strengths are highly desirable.2 The pulp materials show a certain dry strength due to the hydrogen bonds among a large amount of hydroxyl groups from cellulose fibers. However, their intrinsic hygroscopicity and porous structure result in their low wet strength and poor water/moisture barrier.3,4
To solve the abovementioned problems, various methods have been developed. Wang et al. prepared bamboo pulp with residual lignin by bath treatment with HNO3 and H2O2 to produce a molded pulp lunchbox.5 Although the fabricated lunchbox exhibited a high wet stability, special treatment of pulp should be carried out. Additionally, in Zhu’s group, they developed a hybrid fiber strategy in which long bamboo fibers (30%) were blended with short sugarcane fibers (70%) to obtain tableware with excellent hydrophobicity and enhanced wet strength. However, additional requirement of bamboo fibers would be a great investment for industry. In this case, the internal sizing technique involving low-cost additives is attractive for commercial application in paper mills. Furthermore, as for the preparation of pulp molded products, oil- and water-proof agents are normally added to the pulp suspension to increase their water and oil repellency. Unfortunately, these additives still could not satisfy the desired wet strength and water/moisture barrier properties for practical packaging application, e.g., food fresh-keeping in the fridge.6 Therefore, additional wet strength agents need to be added in the slurry system.
The commonly-used wet strength agents in the papermaking industry mainly included melamine formaldehyde (MF), urea formaldehyde (UF), and polyamide epichlorohydrin (PAE) resins. In modern papermaking industries, neutral and alkaline papermaking has been prevalent to overcome the defects of equipment corrosion and poor paper durability caused by acid papermaking processes. Because only the PAE resin is stable under neutral/alkaline conditions, it has been widely used in paper mills.7 Its azetidinium groups can not only self-crosslink with themselves to restrict the swelling of the fiber networks under wet conditions but also co-crosslink with cellulose fibers to generate hydrophobic covalent bonds.8 However, it is reported that the production and overuse of PAE will produce high levels of adsorbable organic halogens (AOX) in the process wastewater.9 Additionally, the organochlorine components in the PAE will be harmful for our human beings.10 To decrease the PAE dosage and achieve the desired wet strength for practical application, other additives should be introduced in the wet end.11
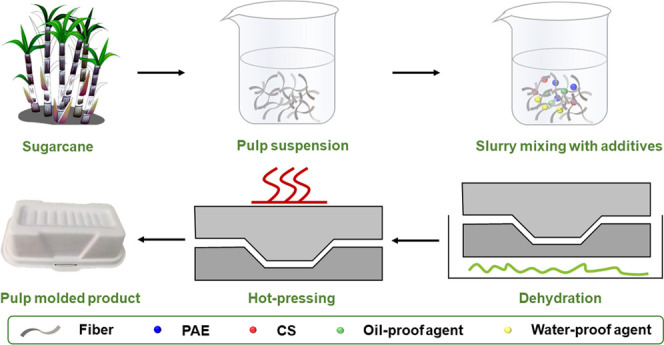
Because nontoxic cationic starch (CS) is prevalently added in paper mills as a dry strength agent due to its abundant hydroxyl groups,12 it would be interesting to explore whether the synergistic interaction between PAE and CS can endow the pulp molded product with desirable wet strength at a low PAE dosage. Herein, PAE and/or CS was mixed with the pulp suspension after the addition of oil- and water-proof agents. Upon further dehydration and hot-pressing, the pulp molded product was generated (Figure 1). Through the systematical investigation on the effect of PAE or CS dosage as well as their mixture on the mechanical properties and water absorption of the resulting products, the optimal content of PAE and CS was obtained. Finally, the application of the as-fabricated pulp molded product for fruit fresh-keeping in the fridge was studied.
Figure 1.

Production process of the pulp molded product.
Experimental Section
Materials
Bleached bagasse pulp was supplied by Guangxi Jingui Pulp and Paper Co., Ltd (Guangxi, China). Alkyl ketene dimer (AKD) emulsion (solid content of ∼15%, used as a water-proof agent), PAE, and CS were obtained from Guangxi Guitang Group Co., Ltd (Guangxi, China). The oil-proofing agent (solid content of ∼15%) was purchased from Taina Technology (Guangxi, China).
Preparation of the Pulp Molded Product
The pulp molded product was prepared through the process of slurry mixing, dehydration, and hot pressing using the semiautomatic pulp molded tableware equipment (Geotegrity Environmental Protection Technology (Xiamen) Co., Ltd, China). In brief, the bleached bagasse pulp was disintegrated for 10 min using a beater (2000 r/min, Estanit AG 04, Germany). The oil-proof agent (1.0%), AKD emulsion (1.5%), PAE (0, 0.2, 0.5, 1.0, 2.0, and 5.0%), or/and CS (0, 0.2, 0.6, 1.0, and 2.0%) were successively added into the slurry with a concentration of 10% (to the mass of dry pulp). The mixture was then stirred at room temperature (RT) for 20 min and diluted to a concentration of 0.3% by distilled water. After further dehydration and hot pressing (160 °C, 0.6 MPa, 2 min), the pulp molded product (basis weight of 480 g/m2, 23 cm × 23 cm in size) was finally obtained followed by conditioning at the climate room (23 ± 1 °C and 50 ± 2% RH) for at least 24 h before usage.
Characterization
The ζ-potential of pulp suspension was measured by particle size analyzer (Mastersizer 3000, England). The PAE content in the pulp suspension was investigated by using an ultraviolet–visible (UV–vis) spectrophotometer (UV-1750, Shimadzu, Japan). According to the standard curve of absorbance at 314 nm as a function of PAE concentration, the PAE concentration in the pulp slurry was obtained. By the transition from concentration to weight, the adsorption ratio and amount of PAE agents to the fibers were finally calculated by the following equations
| 1 |
| 2 |
where m1, m2, and m3 are the mass of PAE that was added to the pulp and suspended in the pulp slurry and the mass of dry pulp in the system, respectively.
The morphology was observed by scanning electron microscopy (SEM, PHENOM F16502, Netherland) operating at an acceleration voltage of 5 kV, and a thin layer of gold was sputtered on sample surfaces before measurements. The mechanical properties were characterized using a tensile tester (Lorentzen&Wettre, Sweden) at RT according to ISO1924-3-2005. The dry tensile strength of samples was directly measured by the tester in a climate room (23 °C, 50% RH). As for the wet strength measurements, the samples were pretreated by soaking in the distilled water for 1 h and their surface water was wiped by filter paper. The contact angles were measured using a sessile drop method with a water droplet of 4 μL, and images were taken after 15 s (DSA 100, KRUSS, Germany). The water absorption was measured by gravimetric analysis. In brief, a piece of the weighed pulp molded product (10 mm ×10 mm) was immersed into the distilled water for different time periods. Subsequently, the water on the surface of the product was thoroughly removed followed by weighing. The water absorption was calculated by the following equation
| 3 |
where m4 and m5 are the mass of pulp molded products before and after water absorption.
The water vapor transmittance rate (WVTR) was measured by a wet cup method at 38 ± 1 °C and 90 ± 2% RH (Jinan Languang Electromechanical Technology Co., Ltd, China) according to GB/T 1037-1988.
Results and Discussion
Absorption Capacity of PAE onto Cellulose Fibers
As wet-end additives, their absorption to cellulose fibers is of great importance to know. PAE was added into the slurry after the addition of oil- and water-proofing agents, and the ζ-potential of the slurry at various PAE dosages was measured. As shown in Figure 2a, the pulp suspension had a ζ-potential of −6.79 mV before the addition of PAE. At a PAE content of 0.2, 0.5, 1, 2 and 5%, the pulp suspension displayed a ζ-potential of −2.52, −2.17, −1.72, 3.12 and 12.8 mV, respectively. The cationic character of PAE led to a gradual increase in the ζ-potential of the slurry with the increment of PAE amount.13
Figure 2.

(a) ζ-Potential of the slurry at various PAE dosages and (b) adsorption capacity and rate of PAE onto fibers at various PAE dosages.
To further investigate the absorption properties of PAE to fibers, UV–vis spectrophotometry was adopted. According to the literature, PAE displays a characteristic absorption peak in the wavelength range of 250–600 nm with the maximum absorption peak at 314 nm due to the azetidinium group.14 According to eqs 1 and 2, the adsorption rate and capacity of PAE to the pulp at its various dosages were calculated and the accordingly, the results are provided in Figure 2b. When the PAE content was less than 1%, the PAE adsorption rate displayed a close relationship with the PAE content. By further increasing the PAE dosage, the absorption rate increased slowly and remained almost constant at a PAE content of 2%. Similarly, the absorption capacity of PAE to the fibers was almost linear with the PAE amount at a PAE dosage no more than 2%. This phenomenon could be attributed to the fact that the PAE-added slurry turned cationic when the addition amount of PAE was 2% (as shown in its ζ-potential), leading to the restriction of PAE adsorption onto fibers due to the electrostatic repulsion.15
Mechanical Properties of PAE Wet-Added Pulp Molded Products
Mechanical strength of pulp molded products plays a key role in their packaging application.16Figure 3 demonstrates the dry and wet tensile strength of pulp molded products at various PAE dosages. When the PAE amount was 0.2%, the dry strength of the product reached 15.30 kN/m, which was almost three times that of the product without PAE addition. Further increasing the PAE content caused a slight enhancement in the dry strength. The tensile strength of the pulp molded product was higher than that of the conventional pear bag paper.17 As for the wet strength, the paper molded product without the addition of PAE almost lost its strength under wet conditions. This was mainly due to the formation of hydrogen bonds between water molecules and hydroxyl groups in the fibers, which led to the cleavage of the hydrogen bonds between the abundant hydroxyl groups of cellulose fibers and the further rupture of the product.18 At a PAE content of 0.2%, the wet strength of the product sharply increased to 3 kN/m and almost leveled off. The strength enhancement of the pulp molded products by PAE could be attributed to the formation of hydrophobic covalent bonds between carboxylic groups in the fibers and n-heterocyclic butyl groups in PAE as well as the restriction of fiber networks by self-crosslinking between PAE molecules.19,20
Figure 3.

(a) Tensile strength and (b) wet tensile strength of pulp molded products at different PAE dosages.
Water Resistance of PAE Wet-Added Pulp Molded Products
As for the practical packaging application, especially for fruit fresh-keeping in the fridge, the water resistance of the products is necessary to study.5 The contact angle of PAE wet-added pulp molded products is shown in Figure 4a. The product after the addition of oil-proofing and water-proofing agents had a contact angle of 114°. The introduction of PAE into the slurry made the resulting product with a contact angle of 123°, which remained almost constant at a dosage of less than 0.2% and was consistent with the result of wet strength. Additionally, Figure S1 exhibits the water absorption of pulp molded products at different PAE dosages as a function of time. The crude product displayed a rapid water absorption of up to 180.4% in 1 h, which almost kept constant at 226.4% after 6 h. The water absorption of all of the PAE wet-added products reached saturation at 63.6–71.4% after 0.5 h. In this case, the water absorption of pulp molded products at different PAE dosages was investigated after immersion in water for 6 h. As shown in Figure 4b, the water uptake ratio of the product at a PAE content of 0.2% was only 73.3% (decreased by 67.6%). This indicated the good water barrier of the as-fabricated product in comparison with that of the product without the addition of PAE. The barrier performance of the product by the addition of PAE could be due to its self- and co-crosslinking.21 By further increasing the PAE content to 2%, its water absorption reached the lowest value (61.2%), which was attributed to the maximum absorption of PAE to the fibers (Figure 2b).22 In this case, it could be concluded that the optimal PAE content was 2% for the pulp molded product to obtain a good water resistance.
Figure 4.
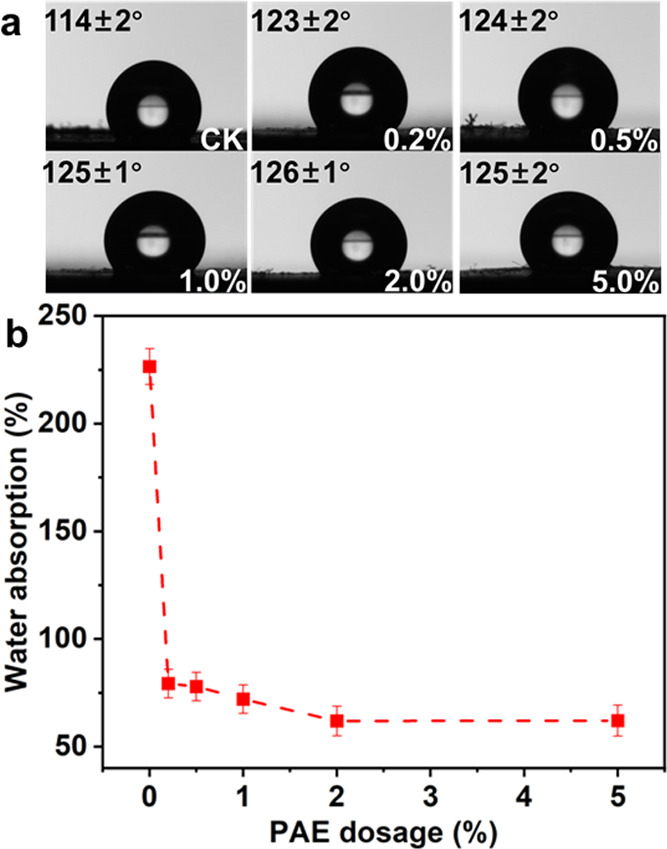
(a) Contact angle and (b) water absorption of pulp molded products at different PAE dosages.
ζ-Potential and Morphology of CS Wet-Added Pulp Molded Products
As a kind of polyhydroxyl compound, the strong intramolecular/intermolecular hydrogen bonds of CS causes its insolubilization in water and even aggregation with each other, which limits its application as wet-end additives in papermaking.23 To solve this problem, CS needs to be pretreated by gelatinization.24 During the process of gelatinization, CS granules thermally expanded. Thus, water molecules can permeate into the crystal region of the granules, leading to their good dispersion in water.25 As shown in Figure 5a, CS displayed expansion at 95°. This temperature was chosen for the pretreatment of CS. Figure 5b demonstrates the ζ-potential of the slurry at different CS dosages. It can be seen that the ζ-potential suddenly increased to −0.9 mV after the addition of CS to the slurry (0.2%). With a further increase in the CS content, the slurry became cationic.
Figure 5.

(a) Image of starch suspension at 95 °C and (b) ζ-potential of the slurry at different CS dosages.
Mechanical Properties of CS Wet-Added Pulp Molded Products
It is well established that the CS could form hydrogen bonds with cellulose fibers among their hydroxyl groups, which will be beneficial to the mechanical strength of the obtained materials.26Figure 6 shows the dry and wet tensile strength of pulp molded products at various CS dosages. It can be seen that the dry strength of the as-prepared product followed a normal distribution with the addition of CS. Its peak value was 12.9 kN/m when the CS amount was 1.0%. This phenomenon could be explained as follows: CS plays a positive role in improving the force between fibers, while too much CS would make the additives and pulp unevenly mixed, resulting in flocculation and strength reduction of the product.27 The wet strength of pulp molded products with the addition of CS is demonstrated in Figure 6b. CS caused the wet strength of the product to gradually increase and reach a peak value of 1.59 kN/m at a dosage of 0.6%. Its slight enhancement on the wet strength of the product could be due to the formed hydrogen bonding between CS and fibers.28,29
Figure 6.

(a) Tensile strength and (b) wet tensile strength of pulp molded products at different CS dosages.
Water Resistance of CS Wet-Added Pulp Molded Products
The contact angles of CS wet-added pulp molded products at various CS dosages are demonstrated in Figure 7. The addition of CS led to a slight increase in the contact angle of the as-fabricated products (Figure 7a). Their contact angles were slightly higher than those of starch-coated paper packaging materials due to the addition of a water-proof agent in the pulp molded products.30 In this case, the water absorption of the modified products remained constant after 0.5 h, which was much faster than that of the crude product (6 h) (Figure S2). Additionally, Figure 7b exhibits the water absorption of the pulp molded product after the addition of CS. At a CS dosage of only 0.2%, the water uptake ratio of the fabricated product decreased from 226.4 to 74.0%. This could be attributed to the fact that formed hydrogen bonding slightly enhanced the hydrophobicity of the product.31,32
Figure 7.
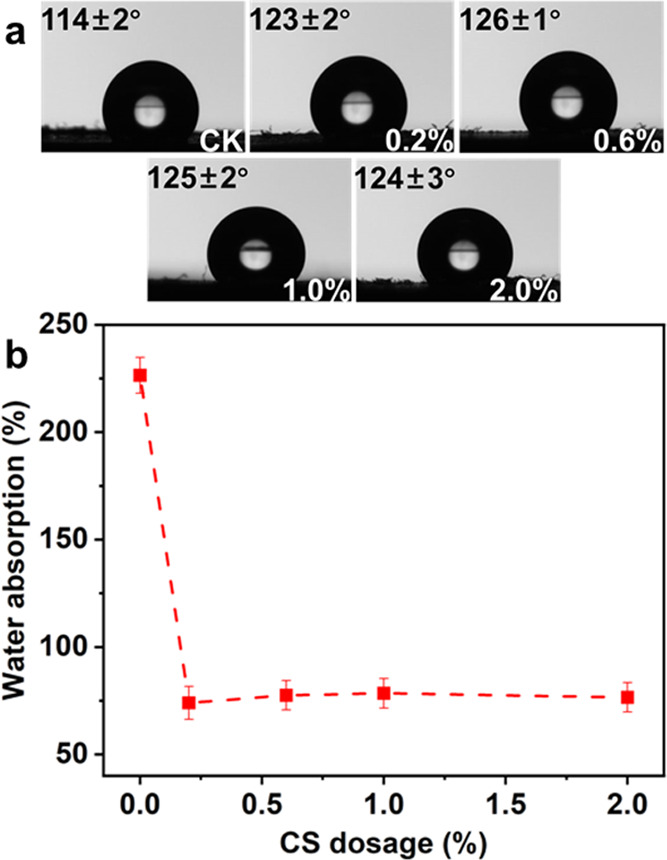
(a) Contact angle and (b) water absorption of pulp molded products at different CS dosages.
Mechanical Properties and Humidity Resistance of CS/PAE Wet-Added Pulp Molded Products
In the following discussion, both PAE and CS were added into the slurry to investigate the effect of the synergetic interaction of the two additives on the mechanical properties and water resistance of the pulp molded product. As shown in Figure 8a,b, the addition of CS enhanced the dry and wet tensile strength of the PAE wet-added product, which almost remained constant at a CS dosage of 0.6%. The optimal dry and wet tensile strength was obtained as 24.4 and 4.22 kN/m, respectively. These values were much better in comparison with those of the chitosan/beeswax-coated paper due to the synergistic function between PAE and CS.33 Additionally, CS displayed a negligible effect on the contact angle of the PAE wet-added product (Figure 8c). Even though the CS made the water absorption of the PAE wet-added product sharply decrease in 0.5 h (Figure S3), and the optimal value (51.5%) was found at a PAE and CS dosage of 1 and 0.6%, respectively (Figure 8d). Furthermore, the WVTR of the optimal sample was investigated in comparison with that of the product without the addition of PAE and CS. It can be seen from Figure S1, the CS/PAE wet-added pulp molded products displayed 67.9% of the WVTR value as that of the reference sample. The addition of CS resulted in better properties and lower dosage of PAE in combination with those of the PAE wet-added product. This phenomenon could be explained as follows: the co-crosslinking between PAE and cellulose fibers as well as CS, the hydrogen bonding between CS and fibers, and the self-crosslinking of PAE leading to the enhancement of the fiber networks of the product and the formation of hydrophobic covalent bonds in the paper, which finally restrict the swelling and absorption of the pulp product in the water (Figure 9).34
Figure 8.

(a) Tensile strength, (b) wet tensile strength, (c) contact angle, and (d) water absorption of pulp molded products at various PAE and CS dosages.
Figure 9.
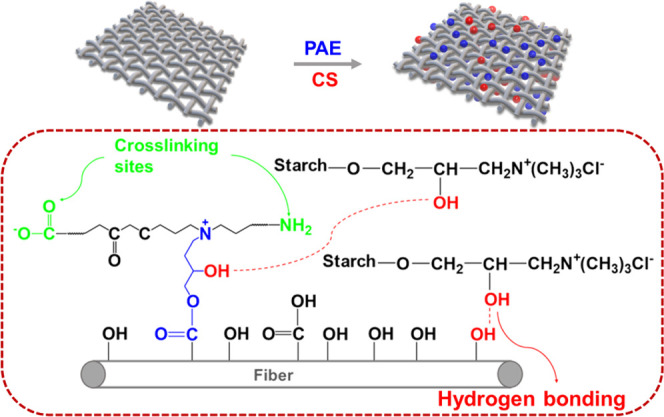
Mechanism of adding PAE and CS to the pulp molded products.
Application
Finally, the PAE/CS wet-added pulp molded product was applied as an orange fresh-keeping container in the fridge. Figure 10a displays the weight increase of the products in the fridge (−4 °C). The crude product showed a weight increase of 3.60% on the second day, which increased with prolonged days to 6.91%. After the addition of PAE and CS, the generated product increased only approximately 1.80% after storage for 2 days and displayed no significant weight increase with further storage time due to its enhanced hydrophobicity. Note that the weight of the pulp molded products displayed no significant changes at room temperature (Figure S4), indicating the good stability of our product under such conditions. Furthermore, the PAE/CS wet-added pulp molded product displayed 67.90% of water vapor transfer rate (WVTR) as that of the crude product (Figure 10b). Additionally, the product without the addition of PAE and CS displayed deformation after storage for 10 days, while the shape of the PAE/CS wet-added product almost remained stable (Figure 10c), which could be attributed to the better wet strength of the modified product. Finally, the pulp molded product was buried in soil. After 100 days, only 25% of the product weight was remained (Figure 10d), suggesting that our product exhibited good biodegradability. All of the results indicated the great application prospects of the PAE/CS wet-added pulp molded product as a fresh-keeping container in the fridge.
Figure 10.

(a) Weight increase of the pulp molded products without and with PAE and CS addition after storage in the fridge for various days; (b) water vapor transfer rate of the pulp molded products without and with PAE and CS addition; (c) images of the pulp molded products without and with PAE and CS addition (PAE: 1%, CS: 0.6%) as an orange fresh-keeping container in the fridge (Photograph courtesy of Jing Li. Copyright 2022.); and (d) biodegradability of the pulp molded product.
Conclusions
In summary, pulp molded products with high strength and water barrier properties were obtained by wet-end added PAE (1.0%) and CS (0.6%). The as-fabricated products displayed a dry and wet strength of 24.4 and 4.22 kN/m, respectively, with a water absorption of 51.5%. The synergetic interaction among PAE, CS, and cellulose fibers led to better properties of the designed product with a decreased PAE dosage. The PAE/CS wet-added pulp molded product was finally used as an orange fresh-keeping container in the fridge. The product exhibited low weight increase and good shape stability during the storage, indicating its great possibility for practical application.
Acknowledgments
This work was supported by the Scientific Research Foundation of Guangxi University (XGZ170232) and the National Enterprise Technology Center of Guangxi Bossco Environmental Protection Technology Co., Ltd (202100033). The authors thank Geotegrity Environmental Protection Technology (Xiamen) Co., Ltd (China) for equipment support.
Supporting Information Available
The Supporting Information is available free of charge at https://pubs.acs.org/doi/10.1021/acsomega.1c07369.
Water absorption of pulp molded products at different PAE dosages as a function of time (Figure S1); water absorption of pulp molded products at different CS dosages as a function of time (Figure S2); water absorption of pulp molded products at various PAE and CS dosages as a function of time (Figure S3); weight of pulp molded products without and with PAE and CS addition at room temperature (Figure S4) (PDF)
Author Contributions
Conceptualization, funding acquisition, supervision, and project administration, W.L. and C.Q.; methodology, analysis, and writing-original draft preparation, J.L.; resources and software, W.W.; writing-review and editing, W.L. and C.Q.
The authors declare no competing financial interest.
Notes
The authors declare that they have no competing financial interest or personal relationships that could have appeared to influence the work reported in this paper.
Supplementary Material
References
- Dutta G. K.; Karak N. One-Pot Synthesis of Bio-Based Waterborne Polyester as UV-Resistant Biodegradable Sustainable Material with Controlled Release Attributes. ACS Omega 2018, 3, 16812–16822. 10.1021/acsomega.8b02790. [DOI] [Google Scholar]
- Yin H.; Zheng P.; Zhang E.; Rao R.; Lin Q.; Fan M.; Zhu Z.; Zeng Q.; Chen N. Improved wet shear strength in eco-friendly starch-cellulosic adhesives for woody composites. Carbohydr. Polym. 2020, 250, 116884 10.1016/j.carbpol.2020.116884. [DOI] [PubMed] [Google Scholar]
- Masni-Azian A.; Choudhury I. A.; Sihombing H.; Yuhazri M. Y. Tensile Properties Evaluation of Paper Pulp Packaging at Different Sections and Orientations on the Egg Tray. Adv. Mater. Res. 2012, 626, 542–546. 10.4028/www.scientific.net/AMR.626.542. [DOI] [Google Scholar]
- Amornkitbamrung L. D.; Bracĭc M. B.; Hribernik S.; Mohan T.; et al. Comparison of trimethylsilyl cellulose-stabilized carbonate and hydroxide nanoparticles for deacidification and strengthening of cellulose-based cultural heritage. ACS Omega 2020, 5, 29243–29256. 10.1021/acsomega.0c03997. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Wang H. Q.; Wang J. L.; Si S. R.; Wang Q.; Li X. S.; Wang S. F. Residual-lignin-endowed molded pulp lunchbox with a sustained wet support strength. Ind. Crops Prod. 2021, 170, 113756 10.1016/j.indcrop.2021.113756. [DOI] [Google Scholar]
- Sung Y. J.; Lee J. Evaluation of Water Resistance Properties of Pulp Mold depending on the Types of Raw Materials and the Additives. Polpu, Chongi Gisul 2015, 47, 112–119. 10.7584/ktappi.2015.47.5.112. [DOI] [Google Scholar]
- Zhang S. F.; Zhao D. Y.; Hou C. Strengthening of polyacrylonitrile (PAN) fiber networks with polyamide epichlorohydrin (PAE) resin. Polym. Bull. 2018, 75, 5373–5386. 10.1007/s00289-018-2334-x. [DOI] [Google Scholar]
- Sharma S.; Deng Y. Dual Mechanism of Dry Strength Improvement of Cellulose Nanofibril Films by Polyamide-epichlorohydrin Resin Cross-Linking. Ind. Eng. Chem. Res. 2016, 55, 11467–11474. 10.1021/acs.iecr.6b02910. [DOI] [Google Scholar]
- Hassan M. M. Wool Fabrics Coated with an Anionic Bunte Salt-Terminated Polyether: Physicomechanical Properties, Stain Resistance, and Dyeability. ACS Omega 2018, 3, 17656–17667. 10.1021/acsomega.8b02040. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Osman W. H. W.; Abdullah S. R. S.; Mohamad A.; Kadhum A. A. H.; Abd Rahman R. Simultaneous removal of AOX and COD from real recycled paper wastewater using GAC-SBBR. J. Environ. Manage. 2013, 121, 80–86. 10.1016/j.jenvman.2013.02.005. [DOI] [PubMed] [Google Scholar]
- Onur A.; Ng A.; Gamier G.; Batchelor W. The use of cellulose nanofibres to reduce the wet strength polymer quantity for development of cleaner filters. J. Cleaner Prod. 2019, 215, 226–231. 10.1016/j.jclepro.2019.01.017. [DOI] [Google Scholar]
- Wang P.; Zhu Y.; Wang X.; Zhang X.; Zhu W.; Yao C.; Song J. Application of Amphoteric Polyacrylamide Solely or with the Combination of Cationic Starch for Paper Strength Improvement. Bioresources 2018, 13, 7864–7872. 10.15376/biores.13.4.7864-7872. [DOI] [Google Scholar]
- Ning X.; Fu Q.; Wang Y.; Yao C.; Liang S.; Yuan T.; Dun X. Effect and Mechanism of Paper Wet Strength by PAE/Bentonite Binary System. J. Northeast For. Univ. 2020, 48, 110–114. 10.13759/j.cnki.dlxb.2020.06.022. [DOI] [Google Scholar]
- Chai X. S.; Yoon S. H. UV spectroscopic monitoring method for real-time wet-end control of polymeric adsorption in aqueous fibrous suspensions. Ind. Eng. Chem. Res. 2007, 13, 244–249. [Google Scholar]
- Yoon S. H. Analysis on adsorption equilibrium of polyamide-epichlorhydrin in aqueous fibrous suspension by colloid titration. Ind. Eng. Chem. Res. 2007, 13, 345–351. [Google Scholar]
- Liu C.; Luan P. C.; Li Q.; Cheng Z.; Sun X.; Cao D. X.; Zhu H. L. Biodegradable, Hygienic, and Compostable Tableware from Hybrid Sugarcane and Bamboo Fibers as Plastic Alternative. Matter 2020, 3, 1–14. 10.1016/j.matt.2020.10.004. [DOI] [Google Scholar]
- Ju L. T.; Ryu J. Y. Evaluation of the Fruit Bag Property (II)—Property of Pear Bag Paper Used for Domestic Environment. Polpu, Chongi Gisul 2018, 50, 78–85. 10.7584/JKTAPPI.2018.06.50.3.78. [DOI] [Google Scholar]
- Przybysz P.; Dubowik M.; Kucner M. A.; Przybysz K.; Przybysz Buzala K. Contribution of Hydrogen Bonds to Paper Strength Properties. PLoS One 2016, 11, e0155809 10.1371/journal.pone.0155809. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Hsieh J. S.; Yoo S. Adsorption and recovery of nonionic polymers by neutralization of cellulose fiber surface charge via cationic polyamide-epichlorohydrin resins. J. Appl. Polym. Sci. 2010, 117, 1476–1485. 10.1002/app.31989. [DOI] [Google Scholar]
- Raghuwanshi V. S.; Garusinghe U. M.; Batchelor W.; Garnier G. Polyamide-amine-epichlorohydrin (PAE) induced TiO2 nanoparticles assembly in cellulose network-ScienceDirect. J. Colloid Interface Sci. 2020, 575, 317–325. 10.1016/j.jcis.2020.04.121. [DOI] [PubMed] [Google Scholar]
- Obokata T.; Isogai A. Wet-strength development of cellulose sheets prepared with polyamideamine-epichlorohydrin (PAE) resin by physical interactions. Nord. Pulp Pap. Res. J. 2009, 24, 135–140. 10.3183/npprj-2009-24-02-p135-140. [DOI] [Google Scholar]
- Kumar N.; Singh A.; Debnath K.; Kumar N. Water Absorption and Mechanical Behaviour of Borassus Fruit Fibre-Reinforced Composites. Emerg. Mater. Res. 2020, 9, 1–9. 10.1680/jemmr.19.00044. [DOI] [Google Scholar]
- Tajik M.; Torshizi H. J.; Resalati H.; Hamzeh Y. Effects of cationic starch in the presence of cellulose nanofibrils on structural, optical and strength properties of paper from soda bagasse pulp. Carbohydr. Polym. 2018, 194, 1–8. 10.1016/j.carbpol.2018.04.026. [DOI] [PubMed] [Google Scholar]
- Willett J. L.; Finkenstadt V. L. Comparison of Cationic and Unmodified Starches in Reactive Extrusion of Starch-Polyacrylamide Graft Copolymers. J Polym. Environ. 2009, 17, 248–253. 10.1007/s10924-009-0145-8. [DOI] [Google Scholar]
- Donmez D.; Pinho L.; Patel B.; Desam P.; Campanella O. H. Characterization of starch-water interactions and their effects on two key functional properties: starch gelatinization and retrogradation. Curr. Opin. Food Sci. 2021, 39, 103–109. 10.1016/j.cofs.2020.12.018. [DOI] [Google Scholar]
- Hubbe M. A. Nanocellulose, Cationic Starch and Paper Strength. Appita J. 2019, 72, 82–93. 10.3316/informit.591826137919535. [DOI] [Google Scholar]
- Zakrajsek N.; Fuente E.; Blanco A.; Golob J. Influence of Cationic Starch Adsorption on Fiber Flocculation. Chem. Eng. Technol. 2009, 32, 1259–1265. 10.1002/ceat.200900514. [DOI] [Google Scholar]
- Dougherty R. C. Temperature and pressure dependence of hydrogen bond strength: A perturbation molecular orbital approach. J. Chem. Phys. 1998, 109, 7372–7378. 10.1063/1.477343. [DOI] [Google Scholar]
- Hussain A.; Blanchet P. Preparation of Breathable Cellulose Based Polymeric Membranes with Enhanced Water Resistance for the Building Industry. Materials 2021, 14, 4310 10.3390/ma14154310. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Ni S.; Hui Z.; Dai H.; Xiao H. Starch-Based Flexible Coating for Food Packaging Paper with Exceptional Hydrophobicity and Antimicrobial Activity. Polymers 2018, 10, 1260–1265. 10.3390/polym10111260. [DOI] [PMC free article] [PubMed] [Google Scholar]
- Mocchiutti P.; Zanuttini M.; Citroni M.; Inalbon M. C. Effects of the drying conditions and of the existing cationic starch in liner paper recycling. Cellul. Chem. Technol. 2006, 40, 87–91. [Google Scholar]
- Ji Y.; Xu Q.; Jin L.; Fu Y. Cellulosic paper with high antioxidative and barrier properties obtained through incorporation of tannin into kraft pulp fibers. Int. J. Biol. Macromol. 2020, 162, 678–684. 10.1016/j.ijbiomac.2020.06.101. [DOI] [PubMed] [Google Scholar]
- Iewkittayakorn J.; Khunthongkaew P.; Wongnoipla Y.; Kaewtatip K.; Suybangdum P.; Sopajarn A. Biodegradable plates made of pineapple leaf pulp with biocoatings to improve water resistance. J. Mater. Res. Technol. 2020, 9, 5056–5066. 10.1016/j.jmrt.2020.03.023. [DOI] [Google Scholar]
- Kemppi A. Adhesion between paper and low density polyethylene. 2. The influence of starch. Paper Timber 1997, 79, 178–185. [Google Scholar]
Associated Data
This section collects any data citations, data availability statements, or supplementary materials included in this article.